
The Use of Electrode Tools Obtained by Selective Laser Melting to Create Textured Surfaces

Abstract
:1. Introduction
2. Materials and Methods
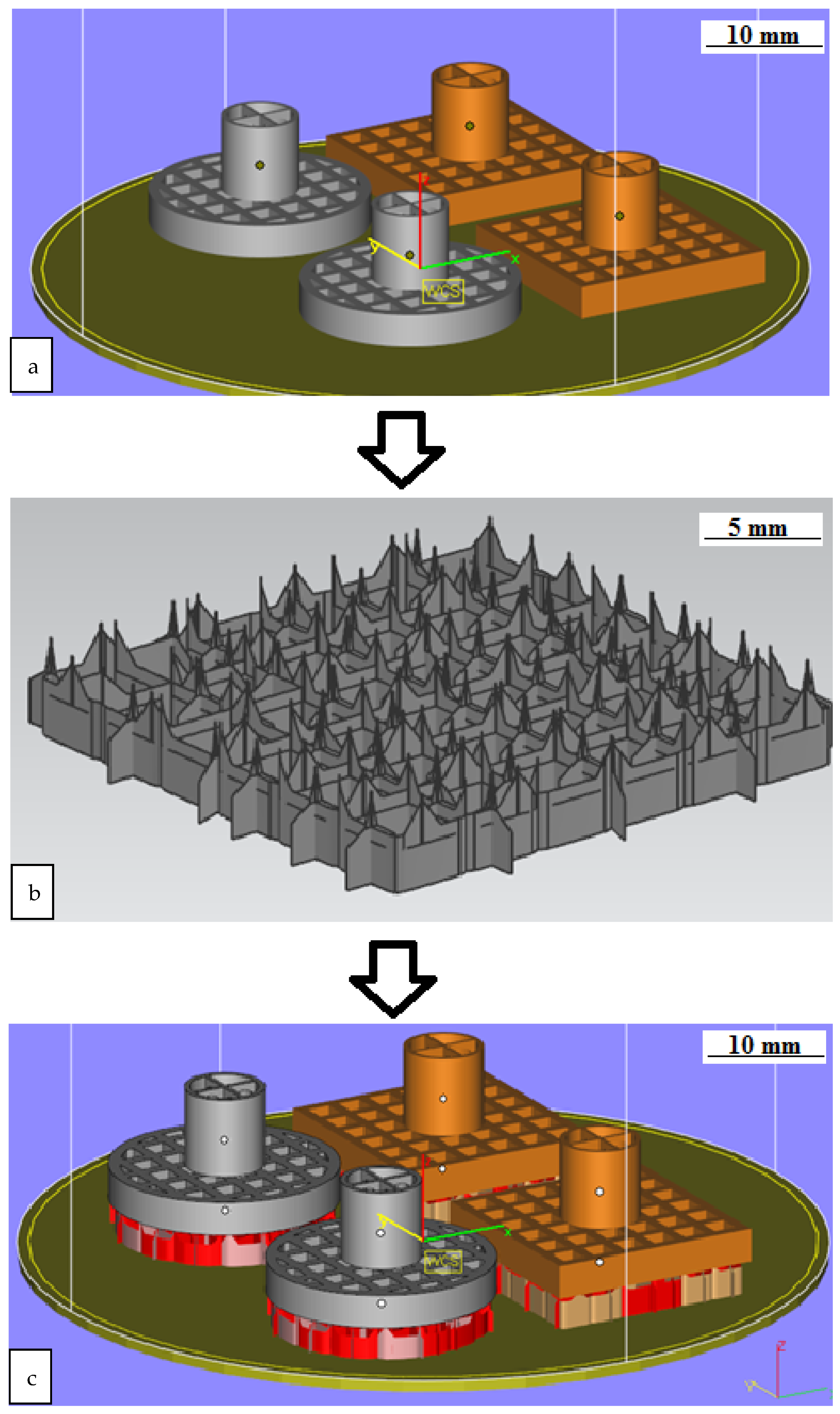
- Setting the working space of the installation in the CAD system (Siemens NX v.11) and placing the required number of elements on the platform;
- Construction of supports;
- Modeling the construction process in ANSYSAdditive;
- Correction of the model and supports (if necessary);
- Construction of the part.
3. Results
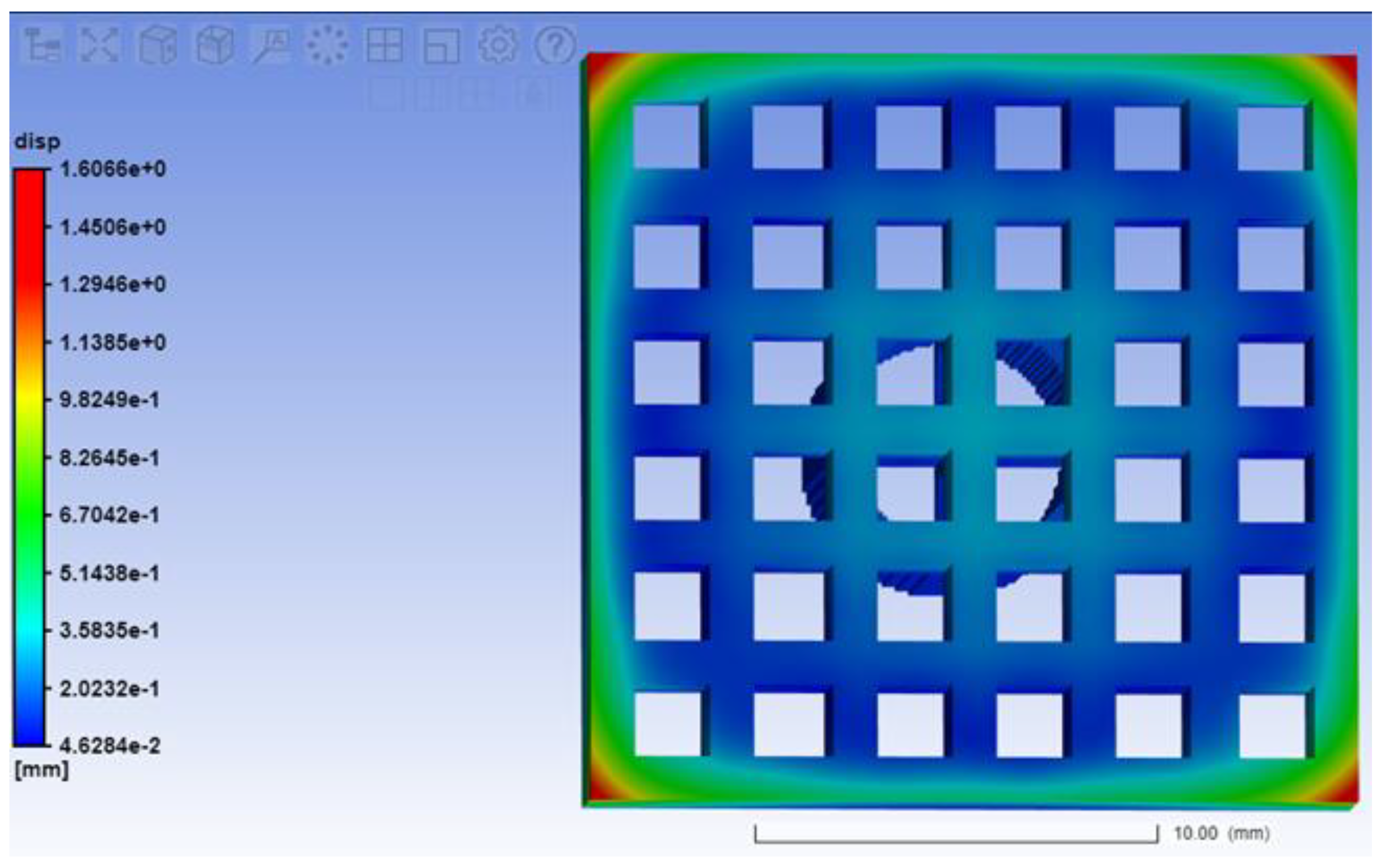
3.1. Simulation of Internal Stresses
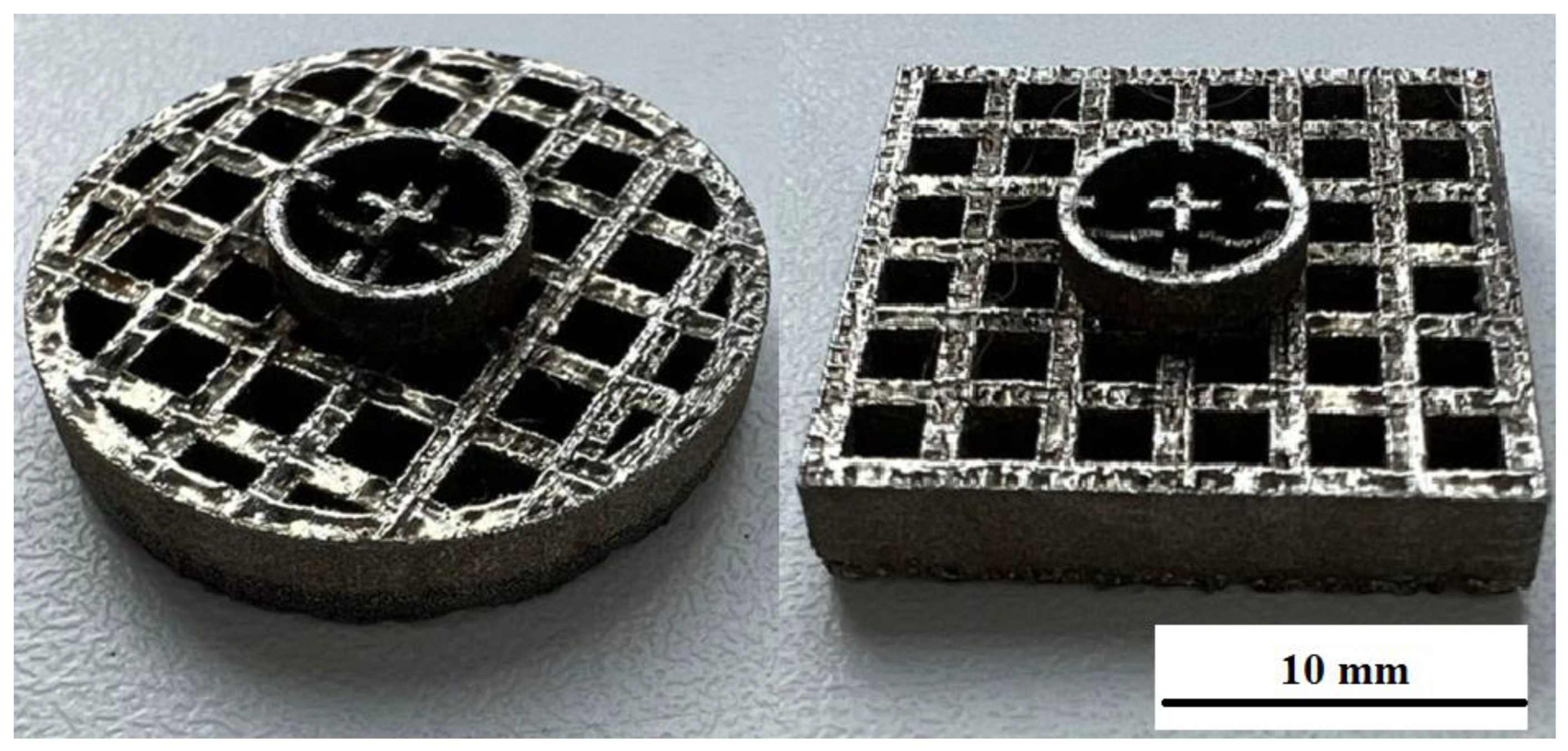
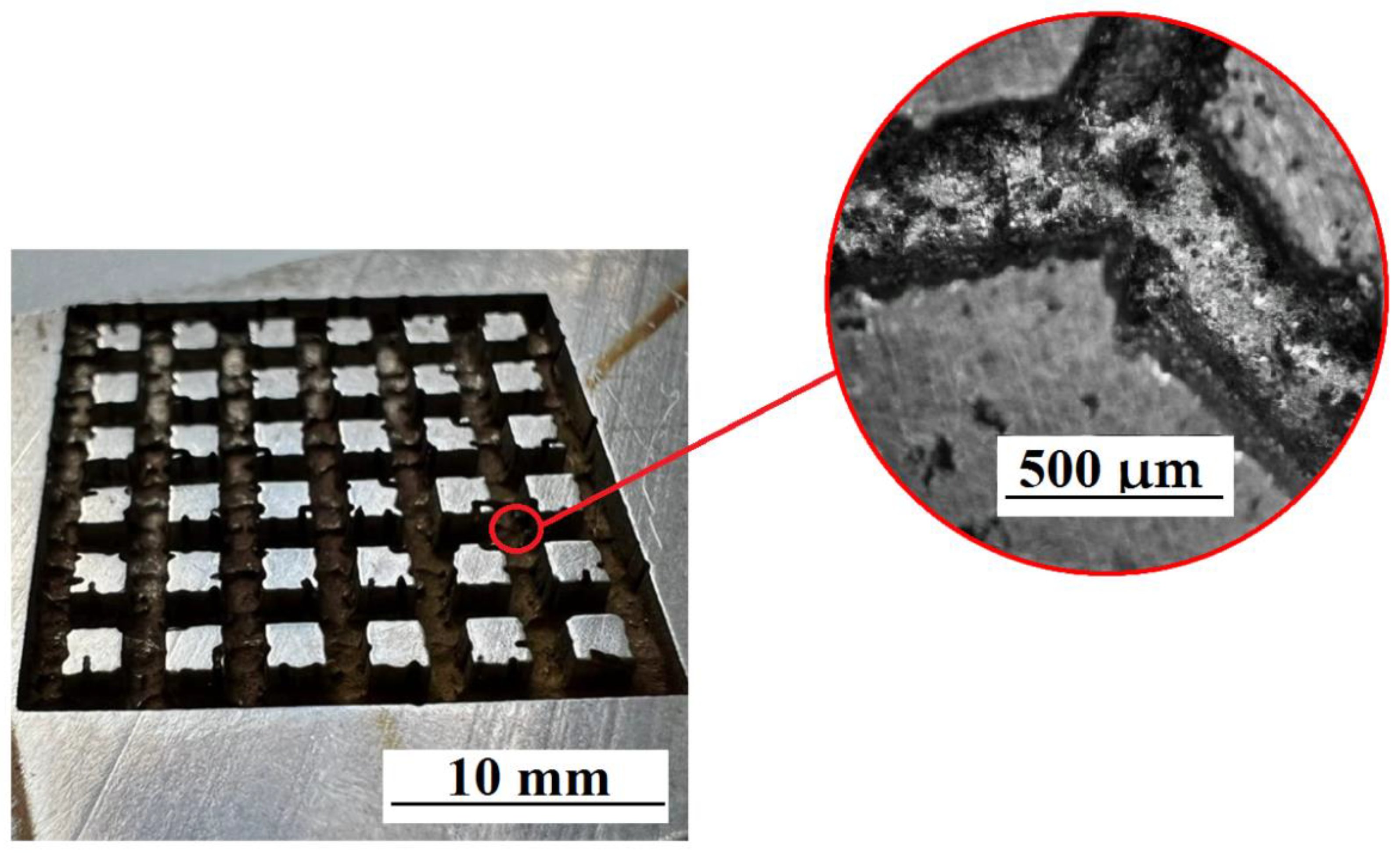
3.2. Processing Grown ETs
4. Conclusions
- A study of the technology for creating ETs by the SLM method for EDM was carried out. The use of additive technologies makes it possible to manufacture a complex-profile ET with the required end surface topography.
- Simulation of the ET manufacturing process was carried out. A model that allows describing the manufacturing process and assessing the internal stresses that occur during construction, as well as a possible change in the shape and dimensions of the finished part, was obtained in the work. It has been established that during the manufacturing process of the part, the greatest internal stresses occur in the corners of the ET. These values allow us to make adjustments to the frequency of supports for additional fastening of the part to the machine substrate.
- The technology for creating a textured surface of the ET produced by the SLM method was developed. The creation of oil-retaining grooves on the surface of a product using EDM has a great practical application in mechanical engineering. As a result of technology development, oil-retaining grooves were created on the parts of the friction pair. These grooves improve the performance properties of the product.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Popov, V.; Lobanov, M.; Stepanov, S.; Qi, Y.; Muller-Kamskii, G.; Popova, E.; Katz-Demyanetz, A.; Popov, A. Texturing and Phase Evolution in Ti-6Al-4V: Effect of Electron Beam Melting Process, Powder Re-Using, and HIP Treatment. Materials 2021, 14, 4473. [Google Scholar] [CrossRef] [PubMed]
- Zeidler, H.; Aliyev, R.; Gindorf, F. Efficient Finishing of Laser Beam Melting Additive Manufactured Parts. J. Manuf. Mater. Process. 2021, 5, 106. [Google Scholar] [CrossRef]
- Moldovan, E.R.; Doria, C.C.; Ocaña, J.L.; Istrate, B.; Cimpoesu, N.; Baltes, L.S.; Stanciu, E.M.; Croitoru, C.; Pascu, A.; Munteanu, C.; et al. Morphological Analysis of Laser Surface Texturing Effect on AISI 430 Stainless Steel. Materials 2022, 15, 4580. [Google Scholar] [CrossRef] [PubMed]
- Quintanilla-Correa, D.I.; Peña-Parás, L.; Maldonado-Cortés, D.; Rodriguez-Villalobos, M.C.; Hernández-Rodríguez, M.A.L. State of the art of surface texturing forbiotribologyapplications. Int. J. Adv. Manuf. Technol. 2021, 13, 143–150. [Google Scholar] [CrossRef]
- Pisarciuc, C. A review of unconventional procedures for manufacturing tool electrodes used in EDM. Rom. Recent 2014, 15, 205–209. [Google Scholar]
- Kremlev, S.; Lesnikov, R.; Alikin, E.; Ablyaz, T. Experimental study of electrical discharge machining of highly porous cellular materials. Mod. Probl. Sci. Education. 2014, 6, 109. [Google Scholar]
- Gu, L.; Farhadi, A.; Zhu, Y.; He, G.; Zhao, W.; Rajurkar, K. A novel tool design procedure for arc sweep machining technology. Mater. Manuf. Process. 2020, 35, 113–121. [Google Scholar] [CrossRef]
- Dürr, H.; Pilz, R.; Eleser, N.S. Rapid tooling of EDM electrodes by means of selective laser sintering. Comput. Ind. 1999, 39, 35–45. [Google Scholar] [CrossRef]
- Kechagias, J.; Iakovakis, V.; Katsanos, M.; Maropoulos, S. EDM electrodes manufacturing using rapid tooling concept. Int. J. Eng. Res. Development. 2012, 3, 58–70. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Bolz, R. Manufacturing of carbide tools by Selective Laser Melting. Procedia Manuf. 2018, 21, 765–773. [Google Scholar] [CrossRef]
- Zhang, R.; Zhang, Y.; Liu, Y.; Shen, Y.; Li, Z.; Wang, X. Energy distribution and material removal of electric arc machining (EAM). J. Mater. Process. Technol. 2016, 242, 110–116. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Zhang, Y.; Dong, H.; Sun, P.; Wang, X.; Zheng, C.; Ji, R. Effects of an Electrode Material on a Novel Compound Machining of Inconel718. Mater. Manuf. Process. 2015, 31, 845–851. [Google Scholar] [CrossRef]
- Xu, H.; Gu, L.; Zhao, W.; Chen, J.; Zhang, F. Influence of flushing holes on the machining performance of blasting erosion arc machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1949–1960. [Google Scholar] [CrossRef]
- Zhou, J.P.; Liang, C.H.; Teng, W.J.; Xu, Y.; Zhou, B.S. Study on Rules in Material Removal Rate and Surface Quality of Short Electric Arc Machining Process. Adv. Mater. Res. 2008, 33, 1313–1318. [Google Scholar] [CrossRef]
- Verleysen, K.; Coppitters, D.; Parente, A.; De Paepe, W.; Contino, F. How can power-to-ammonia be robust? Optimization of an ammonia synthesis plant powered by a wind turbine considering operational uncertainties. Fuel 2020, 266, 117049. [Google Scholar] [CrossRef]
- Chen, J.; Gu, L.; Xu, H.; Zhao, W. Study on blasting erosion arc machining of Ti–6Al–4V alloy. Int. J. Adv. Manuf. Technol. 2015, 85, 2819–2829. [Google Scholar] [CrossRef]
- Zhu, Y.; Gu, L.; Farhadi, A.; He, G.; Zhao, W. Observation and Analyzation of Plasma Channel Evolution Behavior in Air Flushing Electrical Arc Machining process. Adv. Mater. Technol. 2018, 100, 3127–3138. [Google Scholar] [CrossRef]
- Zhang, F.; Gu, L.; Chen, J.; Xu, H.; Zhao, W. Observation and modeling research of high-velocity flushing effect on the performance of BEAM. Int. J. Adv. Manuf. Technol. 2015, 86, 935–942. [Google Scholar] [CrossRef]
- Meshcheriakov, G.; Nosulenko, V.; Bokov, V. Physical and Technological Control of Arc Dimensional Machining. CIRP Ann. 1988, 37, 209–212. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D. Investigation of the Influence of Reduced Graphene Oxide Flakes in the Dielectric on Surface Characteristics and Material Removal Rate in EDM. Materials 2019, 12, 943. [Google Scholar] [CrossRef] [Green Version]
- Zhu, G.; Zhang, Q.; Wang, H.; Wang, K.; Zhang, M. Machining behaviors of short electrical arc milling with high frequency and high voltage pulses. Int. J. Adv. Manuf. Technol. 2016, 90, 1067–1074. [Google Scholar] [CrossRef]
- Lonardo, P.; Bruzzone, A. Effect of Flushing and Electrode Material on Die Sinking EDM. CIRP Ann. 1999, 48, 123–126. [Google Scholar] [CrossRef]
- Wong, Y.; Lim, L.; Lee, L. Effects of flushing on electro-discharge machined surfaces. J. Mater. Process. Technol. 1995, 48, 299–305. [Google Scholar] [CrossRef]
- Farhadi, A.; Zhu, Y.; Gu, L.; Zhao, W. Electric arc sweep milling of open channels. Int. J. Adv. Manuf. Technol. 2019, 102, 673–683. [Google Scholar] [CrossRef]
- Li, L.; Gu, L.; Xi, X.; Zhao, W. Influence of flushing on performance of EDM with bunched electrode. Int. J. Adv. Manuf. Technol. 2011, 58, 187–194. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse on time (Ton), µs | 100 |
| Current (I), A | 4 |
| Voltage (U), V | 50 |
| Depth of processing, mm | 2 |
| Electrode No. | Average Height of the Working Part of the Electrode mm | Wear Rate, % | |
|---|---|---|---|
| New | After Processing | ||
| 1 (round) | 35,795 | 35,723 | 0.2 |
| 2 (square) | 35,202 | 35,026 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R. The Use of Electrode Tools Obtained by Selective Laser Melting to Create Textured Surfaces. Materials 2022, 15, 4885. https://doi.org/10.3390/ma15144885
Ablyaz TR, Shlykov ES, Muratov KR. The Use of Electrode Tools Obtained by Selective Laser Melting to Create Textured Surfaces. Materials. 2022; 15(14):4885. https://doi.org/10.3390/ma15144885
Chicago/Turabian StyleAblyaz, Timur Rizovich, Evgeny Sergeevich Shlykov, and Karim Ravilevich Muratov. 2022. "The Use of Electrode Tools Obtained by Selective Laser Melting to Create Textured Surfaces" Materials 15, no. 14: 4885. https://doi.org/10.3390/ma15144885
APA StyleAblyaz, T. R., Shlykov, E. S., & Muratov, K. R. (2022). The Use of Electrode Tools Obtained by Selective Laser Melting to Create Textured Surfaces. Materials, 15(14), 4885. https://doi.org/10.3390/ma15144885