
Research on Bending Performance of Three-Dimensional Deep Angle Interlock Kevlar/EP Armor Material

Abstract
:1. Introduction
2. Experiment
2.1. Materials and Equipment
2.2. Sample Preparation
2.3. Bending Test
3. Results and Discussions
3.1. Effect of Stacking Layers of 3DDAI Kevlar Fabrics on Bending Properties
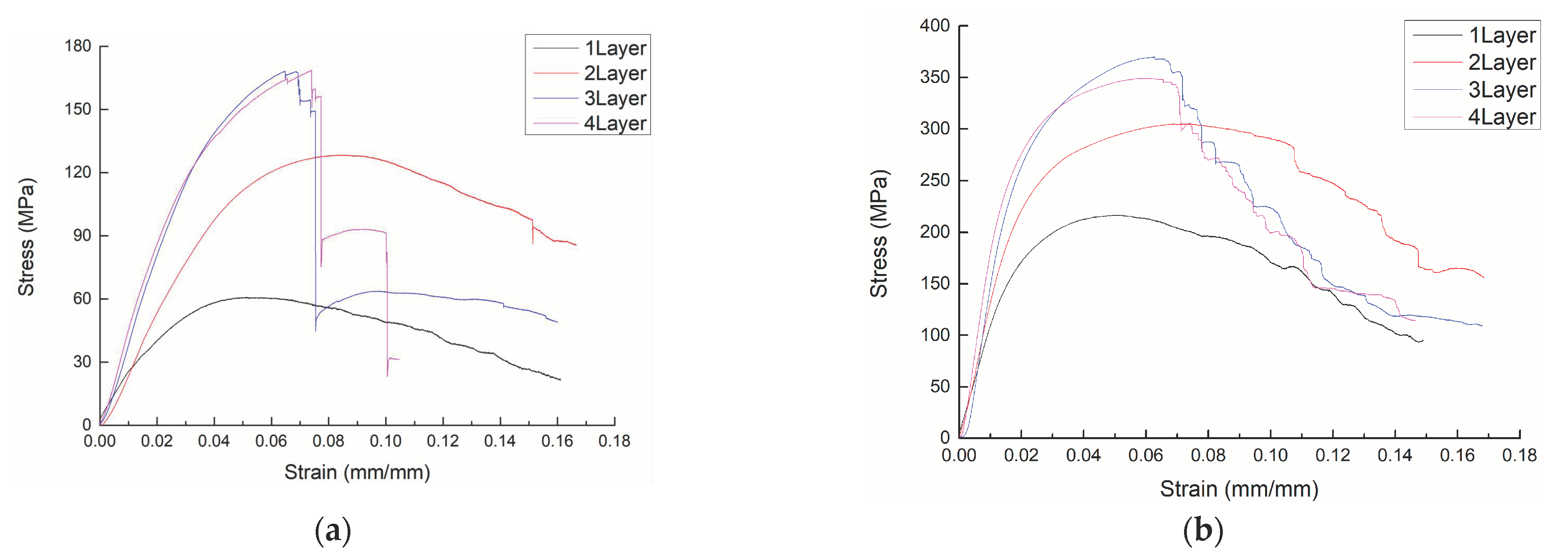
3.1.1. Bending Stress-Strain Curves
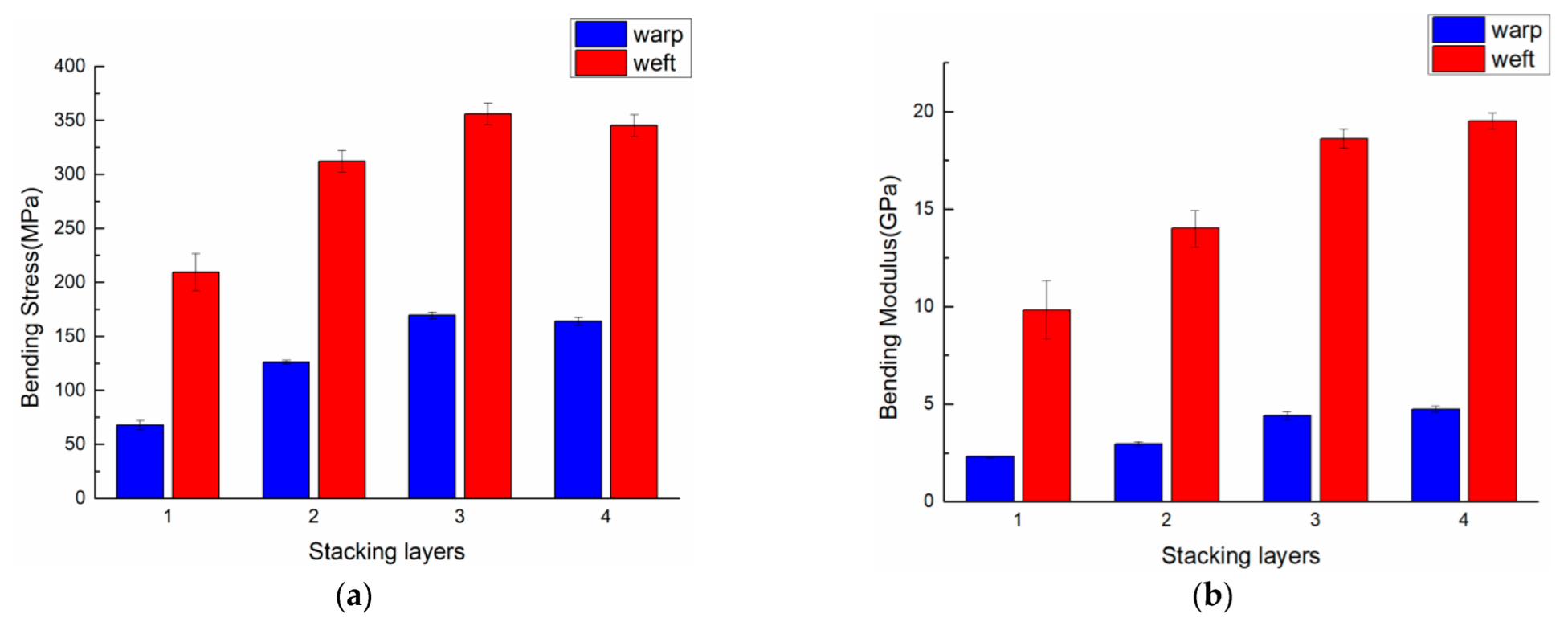
3.1.2. Bending Properties
3.2. Effect of Epoxy Resin Content on Bending Properties
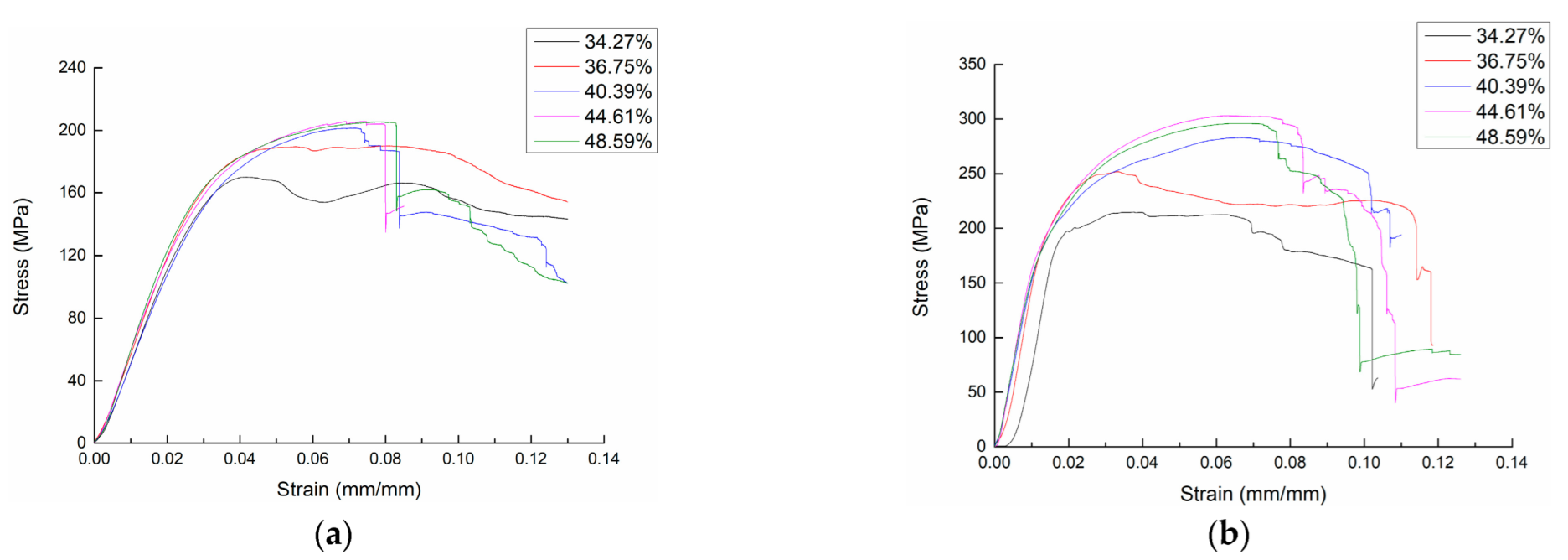
3.2.1. Bending Stress-Strain Curves
3.2.2. Bending Properties
3.3. The Effect of Laying Method on Bending Properties
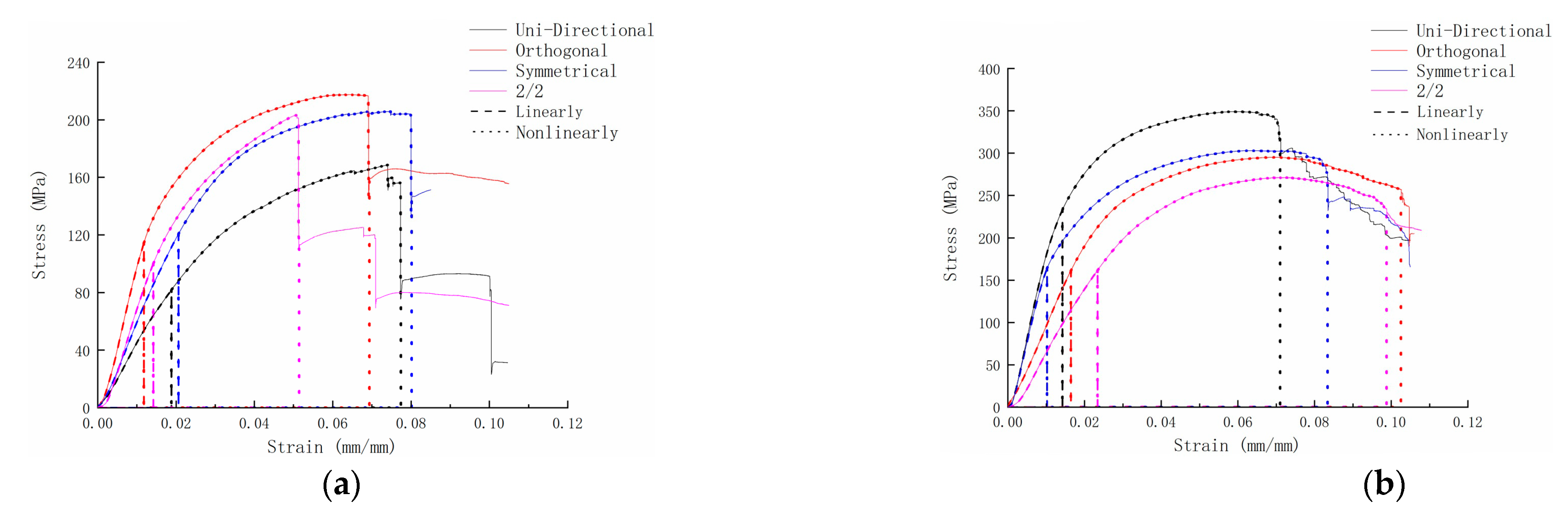
3.3.1. Bending Stress-Strain Curves
3.3.2. Bending Properties
3.4. The Effect of Fabric Weft Density on Bending Properties
3.5. The Effect of the Structure on Bending Properties
4. Conclusions
- (1)
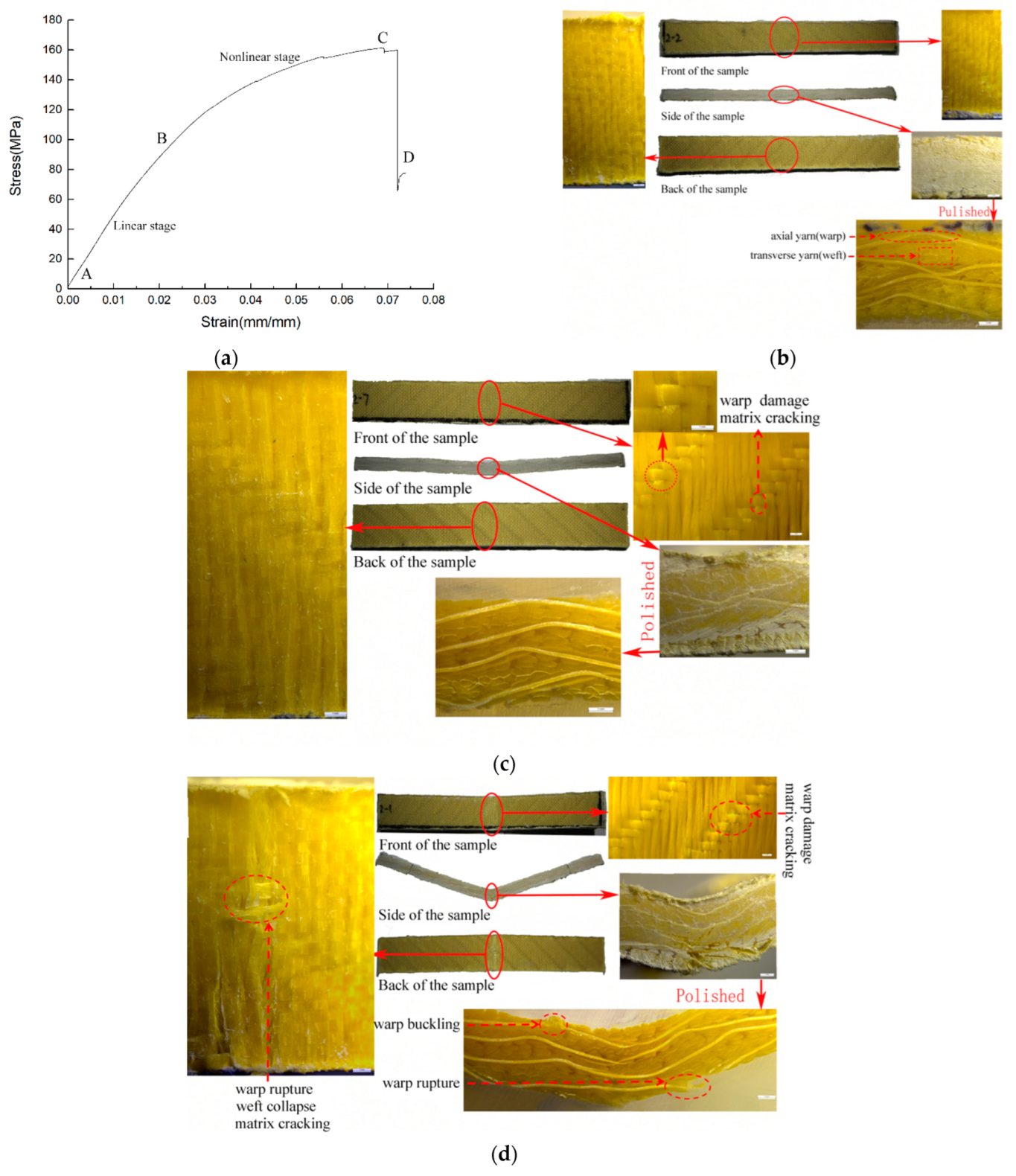
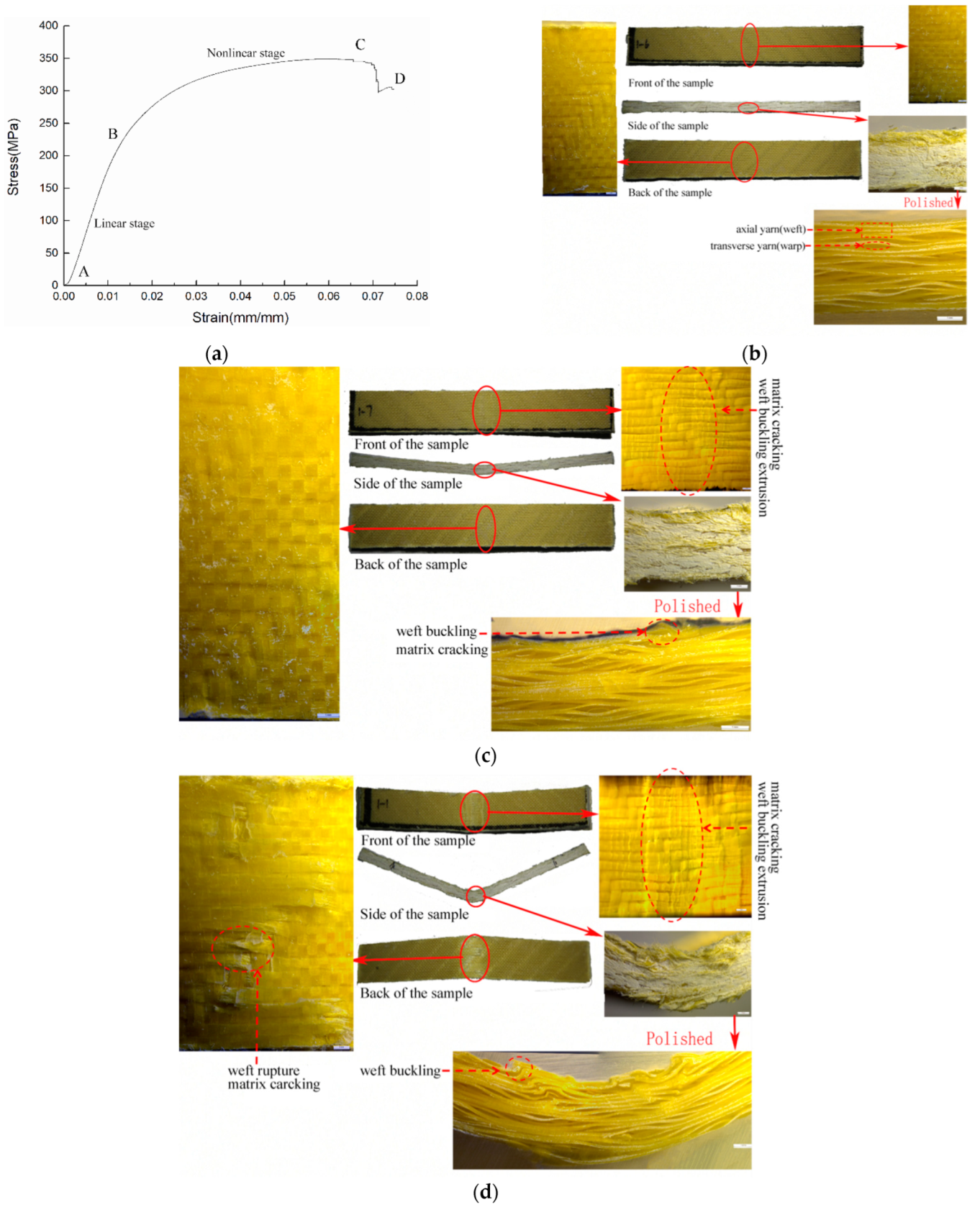
- When 3DDAI Kevlar/EP armor material is subjected to bending load, the upper and bottom layers of the material become the main carrying bodies, which has a greater impact on the initial stiffness and breaking strength of the material, respectively. Wherein the bending response of the 3DDAI Kevlar/EP armor material was nonlinear, the damage of the upper layer in the axial yarn and the damage of the matrix leads to the phenomenon of bending softening, and the fracture of the axial yarn in the bottom layer is the main cause of the material failure.
- (2)
- Due to the particularity of the 3DDAI fabric structure, when the material’s warp and weft density are quite different, the utilization rate of the yarn and the strength will decrease. Furthermore, its loose structure needs to be appropriately increased in the resin content to prepare stable armor materials, where the appropriate range of resin content is 40%–49%. In addition, the 3DDAI Kevlar/EP armor can be prepared by the orthogonal laying method to improve the macroscopic mechanical properties of the material and effectively increase the fracture energy of the material.
- (3)
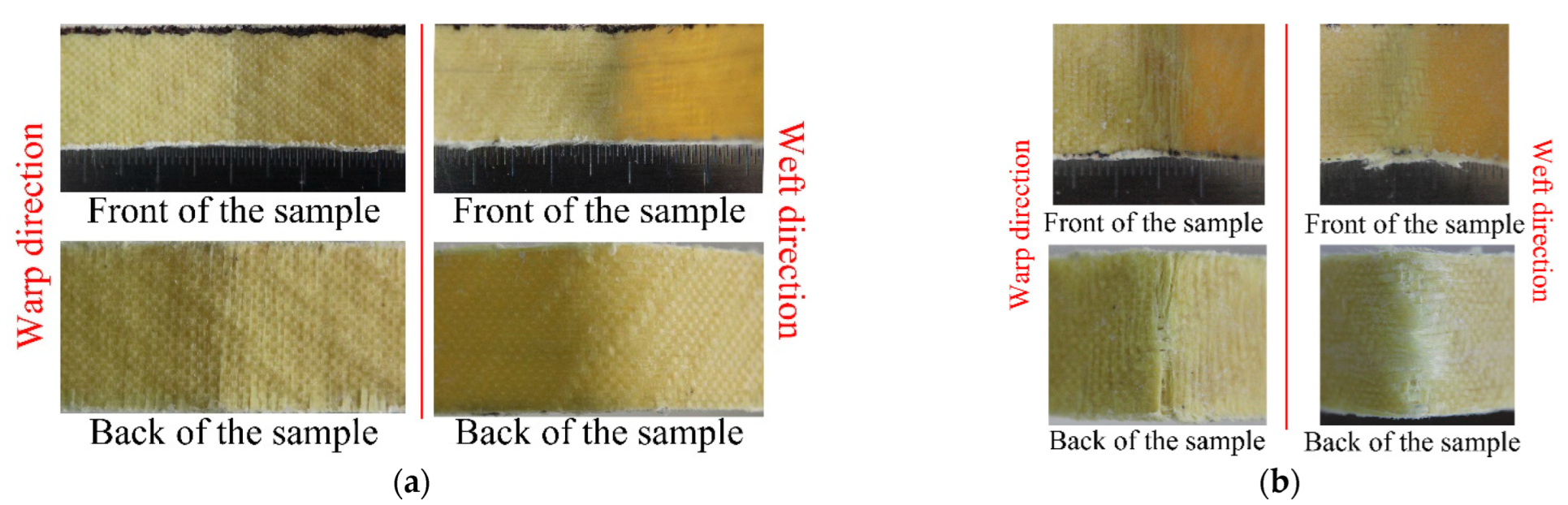
- The 3DDAI Kevlar/EP armor material was in-plane anisotropic, and its bending performance along the weft direction was better than the 2D plain laminated material. Additionally, due to the penetration of the yarns in the thickness direction in the 3DDAI structure, even the lamination can effectively slow down the delamination of the material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Mouritz, A.P.; Cox, B.N. A mechanistic interpretation of the comparative in-plane mechanical properties of 3D woven, stitched and pinned composites. Compos. Part A Appl. 2010, 41, 709–728. [Google Scholar] [CrossRef] [Green Version]
- Bogdanovich, A.E.; Karahan, M.; Lomov, S.V.; Verpoest, I. Quasi-static tensile behavior and damage of carbon/epoxy composite reinforced with 3D non-crimp orthogonal woven fabric. Mech. Mater. 2013, 62, 14–31. [Google Scholar] [CrossRef]
- Zheng, T.; Guo, L.; Huang, J.; Liu, G. A novel mesoscopic progressive damage model for 3D angle-interlock woven composites. Compos. Sci. Technol. 2020, 185, 107894. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, B. Armor Protection Material Technology, 1st ed.; National Defense Industry Press: Beijing, China, 2014; pp. 144–145. ISBN 978-7-118-08584-6. [Google Scholar]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Crostoam, I. Ballistic impact mechanisms–A review on textiles and fibre -reinforced composites impact responses. Compos. Struct. 2019, 223, 110966. [Google Scholar] [CrossRef]
- Ahmad, F.; Yuvaraj, N.; Baijpai, P.K. Effect of reinforcement architecture on the macroscopic mechanical propertires of fiberous polymer composite: A review. Polymer 2020, 41, 2518–2534. [Google Scholar] [CrossRef]
- Yang, D.; Wei, Q.; Xin, B.; Chen, X. Research on the creation of TA/LOI compoundstructure fabric and its ballistic performance for 3D curved-surface ballistic application. Compos. Part B Eng. 2020, 201, 108275. [Google Scholar] [CrossRef]
- Khatkar, V.; Sakthi Vijayalakshmi, A.G.; Manjunath, R.N.; Olhan, S.; Behera, B.K. Experimental Investigation into the Mechanical Behavior of Textile Composites with Various Fiber Reinforcement Architectures. Mech. Compos. Mater. 2020, 56, 367–378. [Google Scholar] [CrossRef]
- Warren, K.C.; Lopez-Anido, R.A.; Goering, J. Experimental investigation of three-dimensional woven composites. Compos. Part A Appl. 2015, 73, 242–259. [Google Scholar] [CrossRef]
- Dai, S.; Cunningham, P.R.; Silva, C. Influence of fibre architecture on the tensile, compressive and flexural behaviour of 3D woven composites. Compos. Part A Appl. 2015, 69, 195–207. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Sun, M.; Liu, X.; Xiao, X.; Qian, K. Off-axis bending behaviors and failure characterization of 3D woven composites. Compos. Struct. 2019, 208, 45–55. [Google Scholar] [CrossRef]
- Fan, W.; Dang, W.; Liu, T.; Li, J.; Xue, L.; Yuan, L.; Dong, J. Fatigue behavior of the 3D orthogonal carbon/glass fibers hybrid composite under three-point bending load. Mater. Des. 2019, 183, 108112. [Google Scholar] [CrossRef]
- Guo, Q.; Zhang, Y.; Guo, R.; Ma, M.; Chen, L. Influences of weave parameters on the mechanical behavior and fracture mechanisms of multidirectional angle-interlock 3D woven composites. Mater. Today Commun. 2020, 23, 100886. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, X.; Chen, X.; Min, S. Numerical Study on the Effect of Z-Warps on the Ballistic Responses of Para-Aramid 3D Angle-Interlock Fabrics. Materials 2021, 14, 479. [Google Scholar] [CrossRef]
- Wei, Q.; Yang, D.; Gu, B.; Sun, B. Numerical and experimental investigation on 3D angle interlock woven fabric under ballistic impact. Compos. Struct. 2021, 266, 113778. [Google Scholar] [CrossRef]
- Umer, R.; Alhussein, H.; Zhou, J.; Cantwell, W.J. The mechanical properties of 3D woven composites. J. Compos. Mater. 2017, 51, 1703–1716. [Google Scholar] [CrossRef] [Green Version]
- Saleh, M.N.; Soutis, C. Recent advancements in mechanical characterisation of 3D woven composites. Mech. Adv. Mater. Mod. Process. 2017, 3, 12. [Google Scholar] [CrossRef] [Green Version]
- Bechera, B.K.; Dash, B.P. Mechanical behavior of 3D woven composites. Mater. Des. 2015, 67, 261–271. [Google Scholar] [CrossRef]
- Min, S.; Chai, Y.; Chu, Y.; Chen, X. Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites. Polymers 2019, 11, 198. [Google Scholar] [CrossRef] [Green Version]
- Huang, T.; Wang, Y.; Wang, G. A Review of the Mechanical Properties of a 3D Woven Composite and Its Applications. Polym. -Plast. Technol. Eng. 2018, 57, 740–756. [Google Scholar] [CrossRef]
- Gibson, R.F. Principles of Composite Material Mechanics, 1st ed.; Profile of Shanghai Jiao Tong University Press: Shanghai, China, 2019; pp. 137–148. ISBN 978-7-313-20656-5. [Google Scholar]
- Mouritz, A.P.; Bannister, M.K.; Falzon, P.J.; Leong, K.H. Review of applications for advanced three dimensioonal fibre textile composites. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1445–1461. [Google Scholar] [CrossRef]
- GB/T 1449-2005; National Fiber Reinforced Plastics Standardization Technical Committee. Fibre-Reinforced Plastic Composites-Determination of Flexural Properties. China Standard Press: Beijing, China, 2007; pp. 371–376ISBN 978-7-5066-4349-8.
- Dvorak, G.J.; Laws, N. Analysis of Progressive Matrix Cracking In Composite Laminates II. First Ply Failure. J. Compos. Materials. 1987, 21, 309–329. [Google Scholar] [CrossRef]
- Anbukarasi, K.; Kalaiselvam, S. Study of effect of fibre volume and dimension on mechanical, thermal, and water absorption behaviour of luffa reinforced epoxy composites. Mater. Des. 2015, 66, 321–330. [Google Scholar] [CrossRef]
- Chen, Q.; Soykeabkaew, N.; Ni, X.; Peijs, T. The effect of fibre volume fraction and mercerization on the properties of all-cellulose composites. Carbohydr. Polym. 2008, 71, 458–467. [Google Scholar] [CrossRef]
- Yuan, Z.; Wang, K.; Qiu, J.; Xu, Y.; Chen, X. A numerical study on the mechanisms of Dyneema® quasi-isotropic woven panels under ballistic impact. Compos. Struct. 2020, 236, 111855. [Google Scholar] [CrossRef]
- Min, S.; Chu, Y.; Chen, X. Numerical study on mechanisms of angle-plied panels for ballistic protection. Mater. Des. 2016, 90, 896–905. [Google Scholar] [CrossRef]
- Yan, R.; Chen, X. Aramid/epoxy composites with angle-laid reinforcement constructions for ballistic protection. J. Ind. Text. 2016, 45, 765–779. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Khalina, A.; Sapuan, S.M.; Wahab, M.S.; Berkalp, O.B.; Lee, C.H.; Lee, S.H. Effects of Fabric Counts and Weave Designs on the Properties of Laminated Woven Kenaf/Carbon Fibre Reinforced Epoxy Hybrid Composites. Polymer 2018, 10, 1320. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dai, B. Mechanics of Materials, 2nd ed.; Beihang University Press: Beijing, China, 2010; pp. 77–91. ISBN 978-7-5124-0239-3. [Google Scholar]
- Yu, W.; Chu, C. Textile Physics, 2nd ed.; Donghua University Press: Shanghai, China, 2009; pp. 2–6. ISBN 978-7-81111-525-3. [Google Scholar]
- Guénon, V.A.; Chou, T.W.; Gillespie, J.W. Toughness properties of a three-dimensional carbon-epoxy composite. J. Mater. Sci. 1989, 24, 4168–4175. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Fiber Type | Yarn Linear Density (Tex) | Warp Density (ends/cm) | Weft Density (picks/cm) | Thickness (mm) | Areal Weight (g/m2) |
|---|---|---|---|---|---|---|
| 3DDI | Kevlar | 111.11 | 10 | 43 | 0.80 ± 0.3 | 650 ± 3 |
| 3DDI | Kevlar | 111.11 | 10 | 46 | 0.82 ± 0.3 | 662 ± 5 |
| 3DDI | Kevlar | 111.11 | 10 | 50 | 0.85 ± 0.1 | 680 ± 6 |
| Plain | Kevlar | 111.11 | 9 | 9 | 0.21 ± 0.1 | 200 ± 2 |
| Number of Layers | Laying Method | Thickness (mm) | Weft Density (picks/cm) | Resin Content (%) | Fiber Volume Fraction (%) |
|---|---|---|---|---|---|
| 1 | Uni-Directional | 1.26 ± 0.04 | 50 | 44.59 | 36.57 |
| 2 | Uni-Directional | 2.25 ± 0.04 | 50 | 43.64 | 42.78 |
| 3 | Uni-Directional | 3.16 ± 0.05 | 50 | 44.61 | 45.05 |
| 4 | Uni-Directional | 4.09 ± 0.05 | 50 | 44.59 | 46.36 |
| 4 | Symmetrical | 3.46 ± 0.08 | 50 | 34.27 | 54.92 |
| 4 | Symmetrical | 3.68 ± 0.04 | 50 | 36.75 | 52.71 |
| 4 | Symmetrical | 3.87 ± 0.05 | 50 | 40.39 | 48.94 |
| 4 | Symmetrical | 4.2 ± 0.06 | 50 | 44.61 | 46.12 |
| 4 | Symmetrical | 4.4 ± 0.06 | 50 | 48.59 | 43.38 |
| 4 | 2/2 | 4.06 ± 0.07 | 50 | 44.18 | 46.73 |
| 4 | Orthogonal | 4.11 ± 0.08 | 50 | 44.49 | 46.06 |
| 4 | Orthogonal | 4.26 ± 0.07 | 50 | 46.21 | 45.03 |
| 4 | Orthogonal | 4.06 ± 0.08 | 46 | 45.43 | 44.05 |
| 4 | Orthogonal | 4 ± 0.08 | 43 | 46.25 | 43.4 |
| Stacking Layers | Bending Stress (MPa) | Bending Modulus (GPa) | ||||||
|---|---|---|---|---|---|---|---|---|
| Warp | CV% | Weft | CV% | Warp | CV% | Weft | CV% | |
| 1 | 67.7 | 5.0 | 200.0 | 10.0 | 2.31 | 1.4 | 9.83 | 13.7 |
| 2 | 126.0 | 1.2 | 312.0 | 2.8 | 2.96 | 3.5 | 14.02 | 6.0 |
| 3 | 169.4 | 1.5 | 356.0 | 2.5 | 4.41 | 4.2 | 18.61 | 2.4 |
| 4 | 165.9 | 2.0 | 345.3 | 2.6 | 5.75 | 1.4 | 19.52 | 1.9 |
| Content of Epoxy Resin (%) | Bending Stress (MPa) | |||
|---|---|---|---|---|
| Warp | CV% | Weft | CV% | |
| 34.27 | 167.0 | 2.0 | 216.4 | 7.1 |
| 36.75 | 193.8 | 3.4 | 274.2 | 5.2 |
| 40.39 | 199.9 | 0.8 | 278.8 | 1.2 |
| 44.61 | 206.8 | 2.0 | 307.0 | 1.0 |
| 48.59 | 204.7 | 1.2 | 292.3 | 2.2 |
| Laying Method | Linear Stage | Nonlinear Stage | Total | |||
|---|---|---|---|---|---|---|
| Strain (mm/mm) | Area (J/mm2) | Strain (mm/mm) | Area (J/mm2) | Fraction Energy (J/mm2) | ||
| Unidirectional | Warp [0]4 | 0.0180 | 0.77 | 0.0774 | 8.22 | 9.00 |
| Weft [90]4 | 0.0142 | 1.70 | 0.0710 | 18.42 | 20.12 | |
| Orthogonal | Warp [90/0]2 | 0.0118 | 0.62 | 0.0694 | 11.06 | 11.68 |
| Weft [0/90]2 | 0.0164 | 1.28 | 0.1025 | 23.09 | 24.37 | |
| Symmetrical | Warp [0/90]s | 0.0206 | 1.23 | 0.0802 | 11.02 | 12.25 |
| Weft [90/0]s | 0.0102 | 0.80 | 0.0834 | 20.10 | 20.90 | |
| 2/2 | Warp [902/02] | 0.0142 | 0.63 | 0.0514 | 6.15 | 6.78 |
| Weft [02/902] | 0.0234 | 1.80 | 0.0988 | 18.64 | 20.43 | |
| Laying Method | Bending Stress (MPa) | CV% | Bending Modulus (GPa) | CV% | |
|---|---|---|---|---|---|
| Uni-Directional | Warp [0]4 | 165.9 | 2.0 | 4.79 | 1.4 |
| Weft [90]4 | 345.3 | 2.6 | 19.52 | 1.9 | |
| Orthogonal | Warp [90/0]2 | 215.7 | 2.4 | 11.52 | 4.2 |
| Weft [0/90]2 | 291.8 | 2.7 | 10.61 | 3.7 | |
| Symmetrical | Warp [0/90]s | 207.0 | 2.0 | 6.67 | 3.4 |
| Weft [90/0]s | 307.0 | 1.0 | 17.32 | 1.3 | |
| 2/2 | Warp [902/02] | 206.8 | 8.8 | 8.79 | 3.3 |
| Weft [02/902] | 266.2 | 2.1 | 8.23 | 0.9 | |
| Weft Density (picks/cm) | Bending Stress (MPa) | Bending Modulus (GPa) | ||||||
|---|---|---|---|---|---|---|---|---|
| Warp | CV% | Weft | CV% | Warp | CV% | Weft | CV% | |
| 43 | 220.8 | 2.7 | 267.6 | 1.6 | 10.42 | 4.4 | 8.81 | 2.0 |
| 46 | 204.7 | 2.1 | 260.5 | 2.0 | 10.66 | 2.6 | 9.97 | 2.1 |
| 50 | 194.6 | 4.1 | 238.7 | 3.4 | 11.00 | 6.2 | 10.71 | 4.6 |
| Type | Resin Content (%) | Fabric Areal Weight (g/m2) | Thickness (mm) | Density (g/cm3) |
|---|---|---|---|---|
| 2D plain (14 pieces) | 43.08 | 2800 | 3.87 | 1.26 |
| 3DDAI (4 pieces) | 44.11 | 2720 | 4.09 | 1.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Zhong, L.; Chen, H.; Huang, X.; Cao, H. Research on Bending Performance of Three-Dimensional Deep Angle Interlock Kevlar/EP Armor Material. Materials 2022, 15, 5321. https://doi.org/10.3390/ma15155321
Zheng J, Zhong L, Chen H, Huang X, Cao H. Research on Bending Performance of Three-Dimensional Deep Angle Interlock Kevlar/EP Armor Material. Materials. 2022; 15(15):5321. https://doi.org/10.3390/ma15155321
Chicago/Turabian StyleZheng, Jianhua, Lin Zhong, Hongxia Chen, Xiaomei Huang, and Haijian Cao. 2022. "Research on Bending Performance of Three-Dimensional Deep Angle Interlock Kevlar/EP Armor Material" Materials 15, no. 15: 5321. https://doi.org/10.3390/ma15155321
APA StyleZheng, J., Zhong, L., Chen, H., Huang, X., & Cao, H. (2022). Research on Bending Performance of Three-Dimensional Deep Angle Interlock Kevlar/EP Armor Material. Materials, 15(15), 5321. https://doi.org/10.3390/ma15155321