
Research on Mechanical Properties and Damage Evolution of Pultruded Sheet for Wind Turbine Blades

Abstract
:1. Introduction
2. Test Principle
2.1. Pultruded Sheet Theory
2.2. Infrared Imaging Theory
3. Overall Test Plan and Simulation
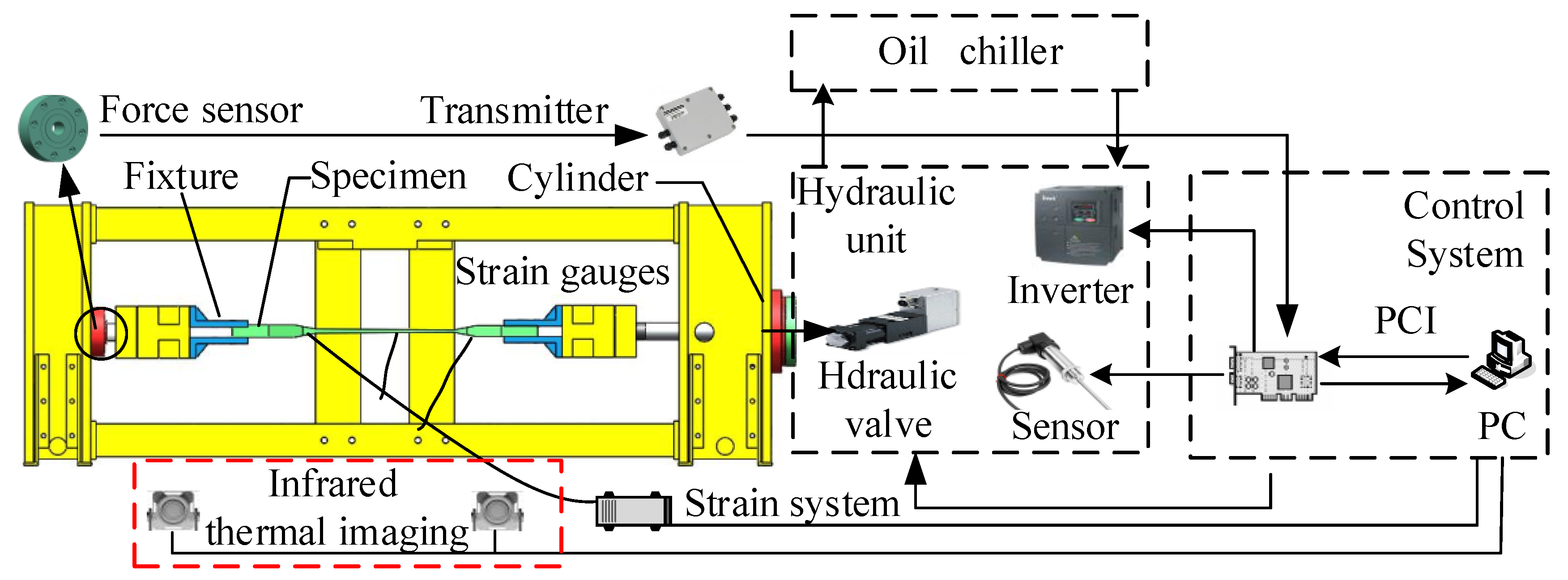
3.1. Test Machine Structure Scheme
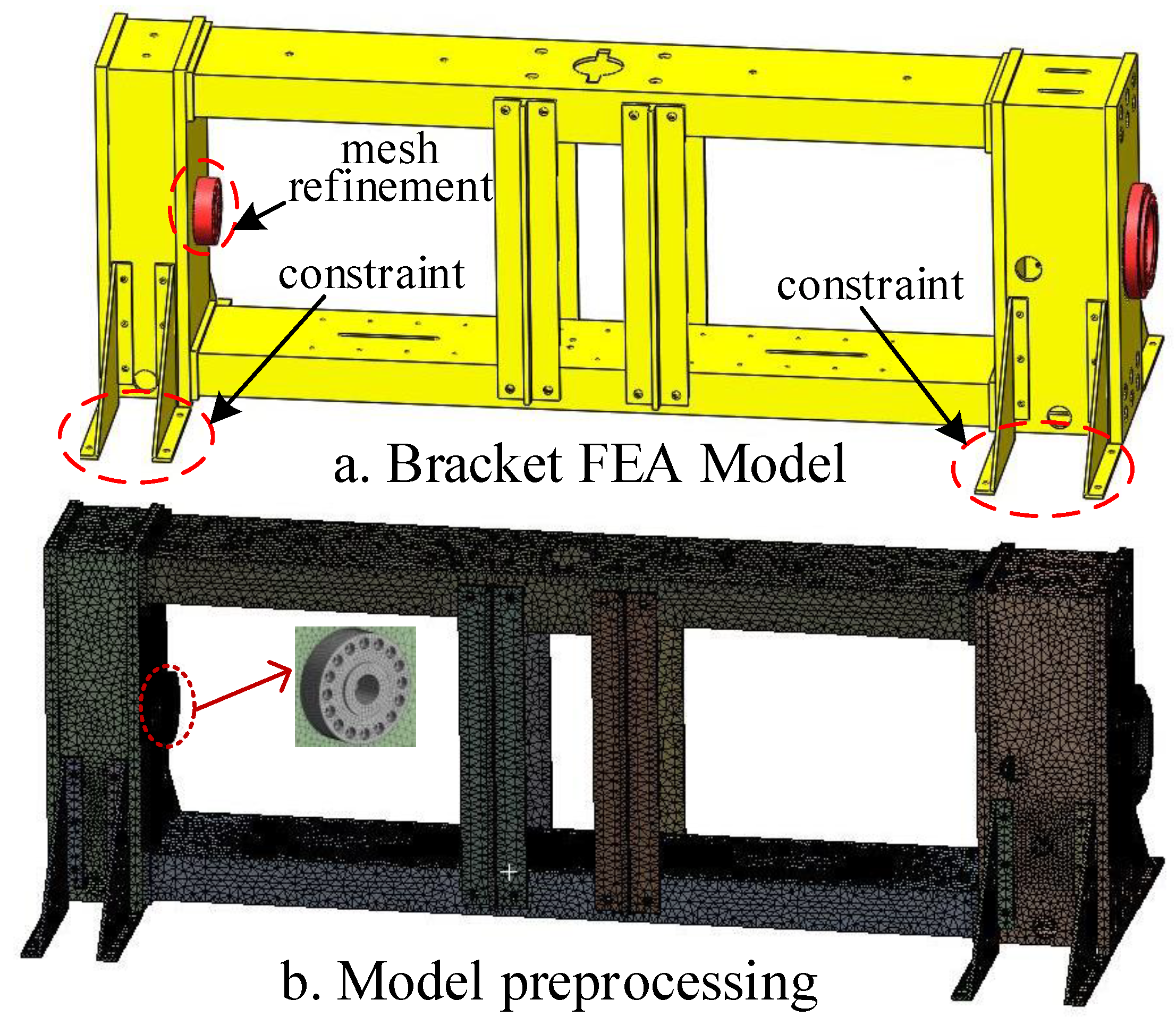
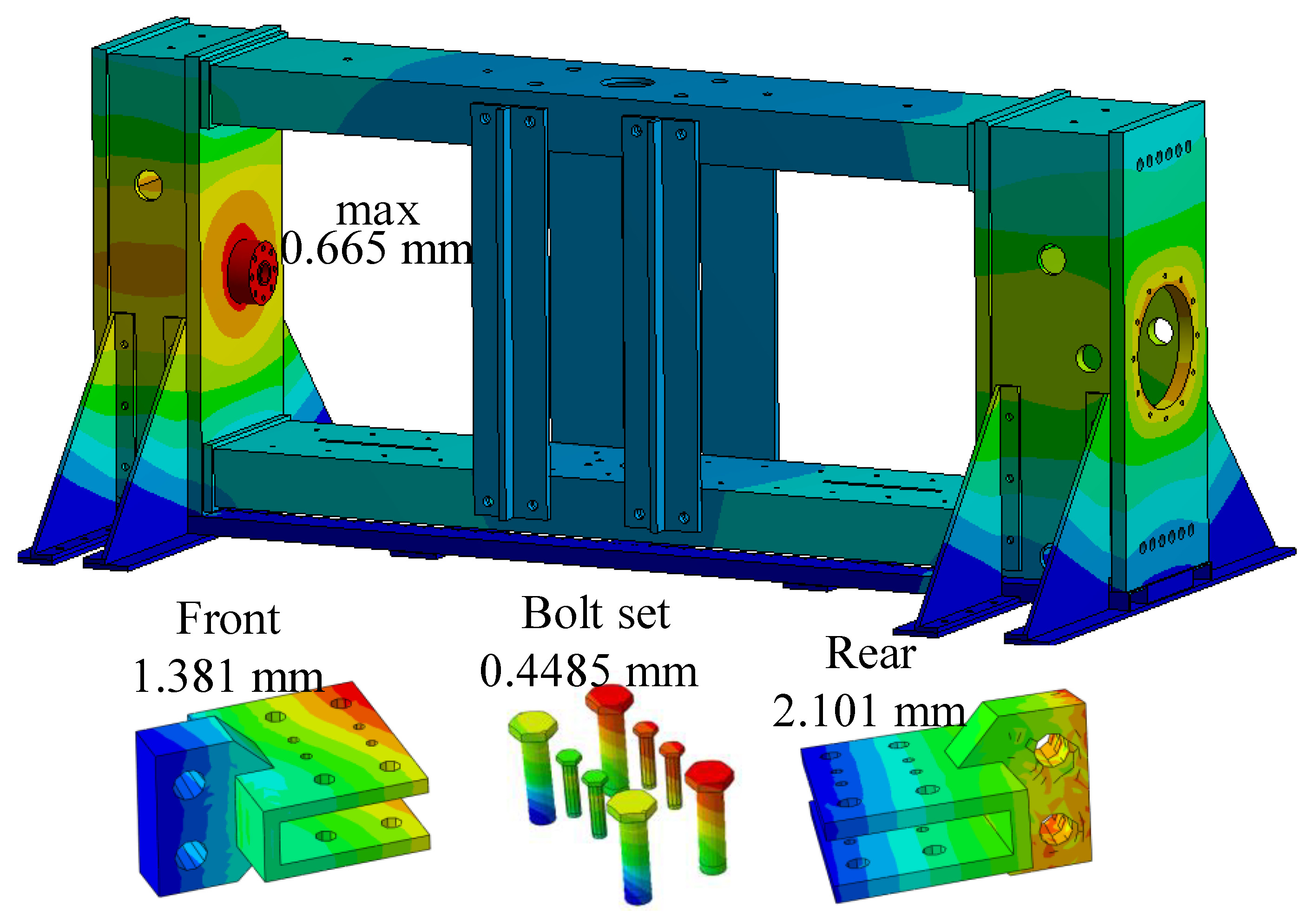
3.2. Structural Finite Element Analysis
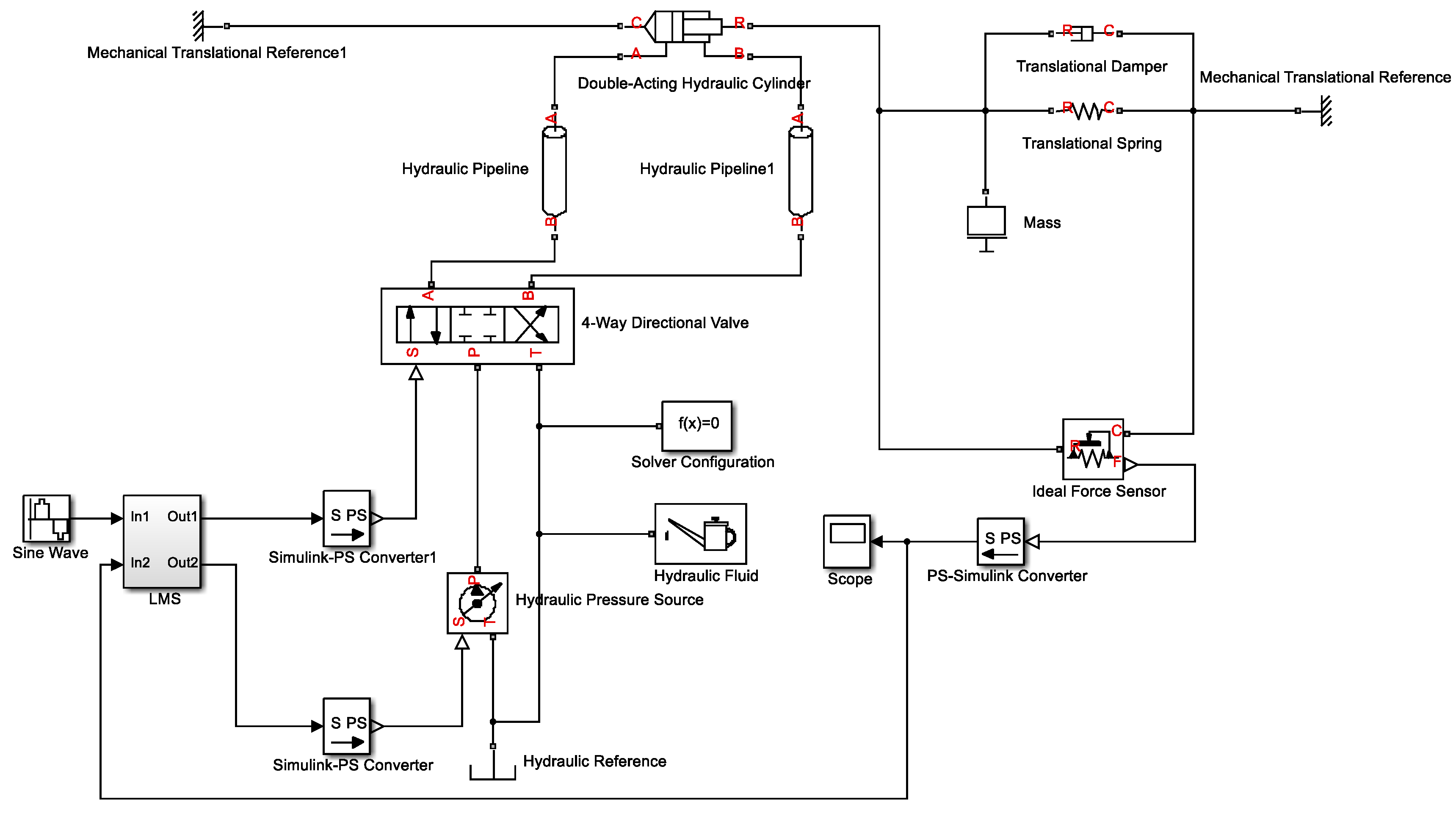
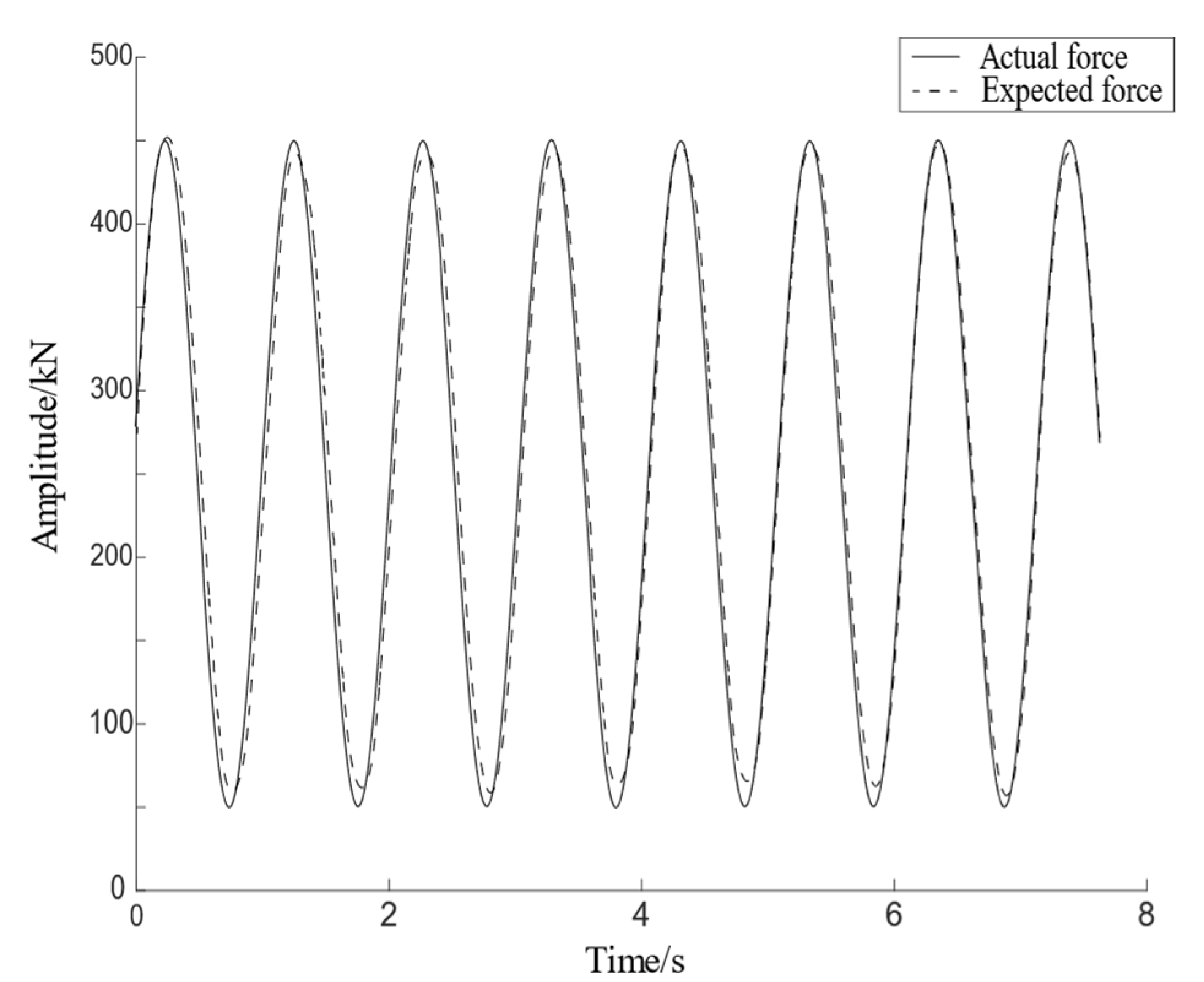
3.3. Test Control Scheme and Simulation
4. Test Platform Construction and Test
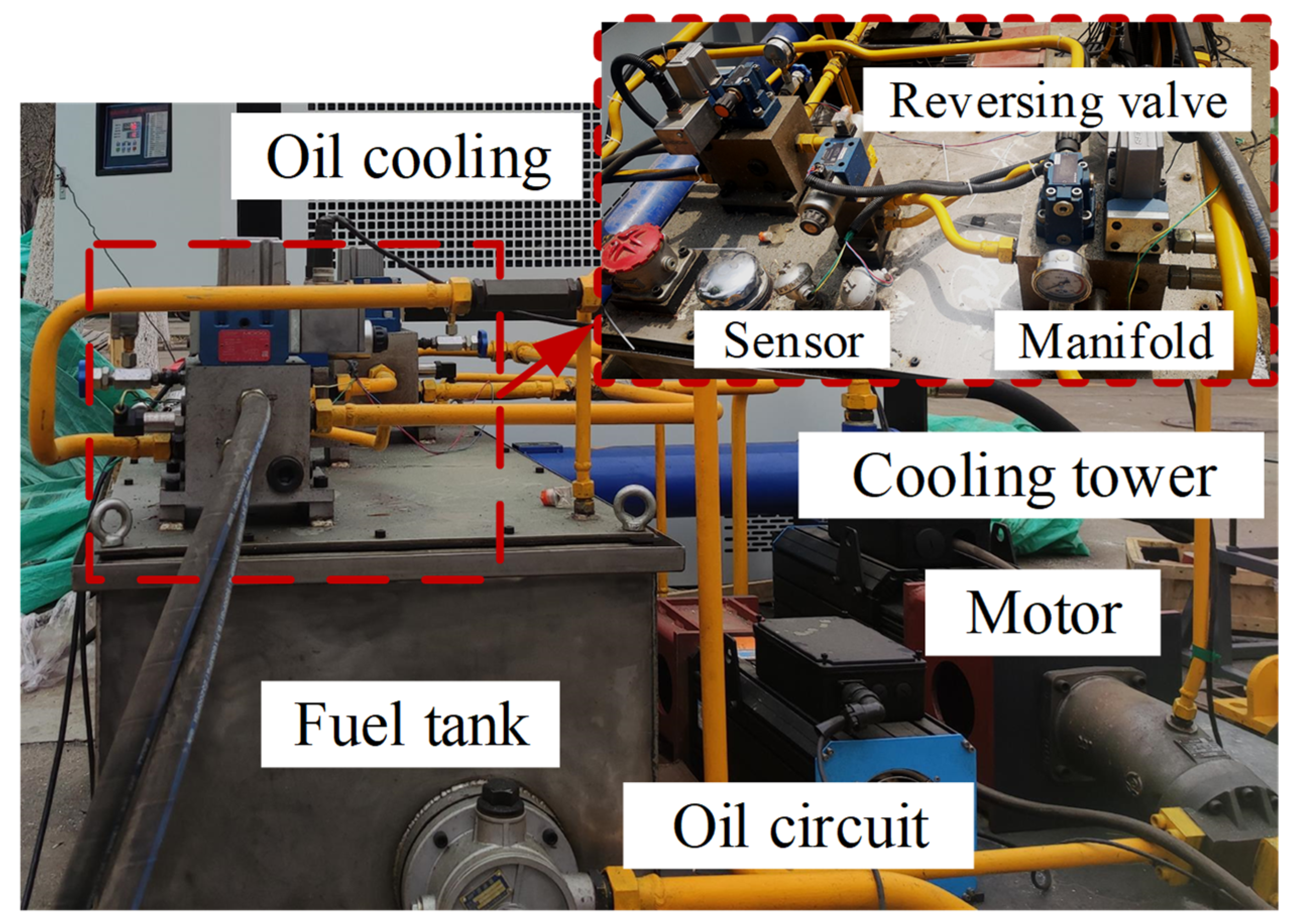
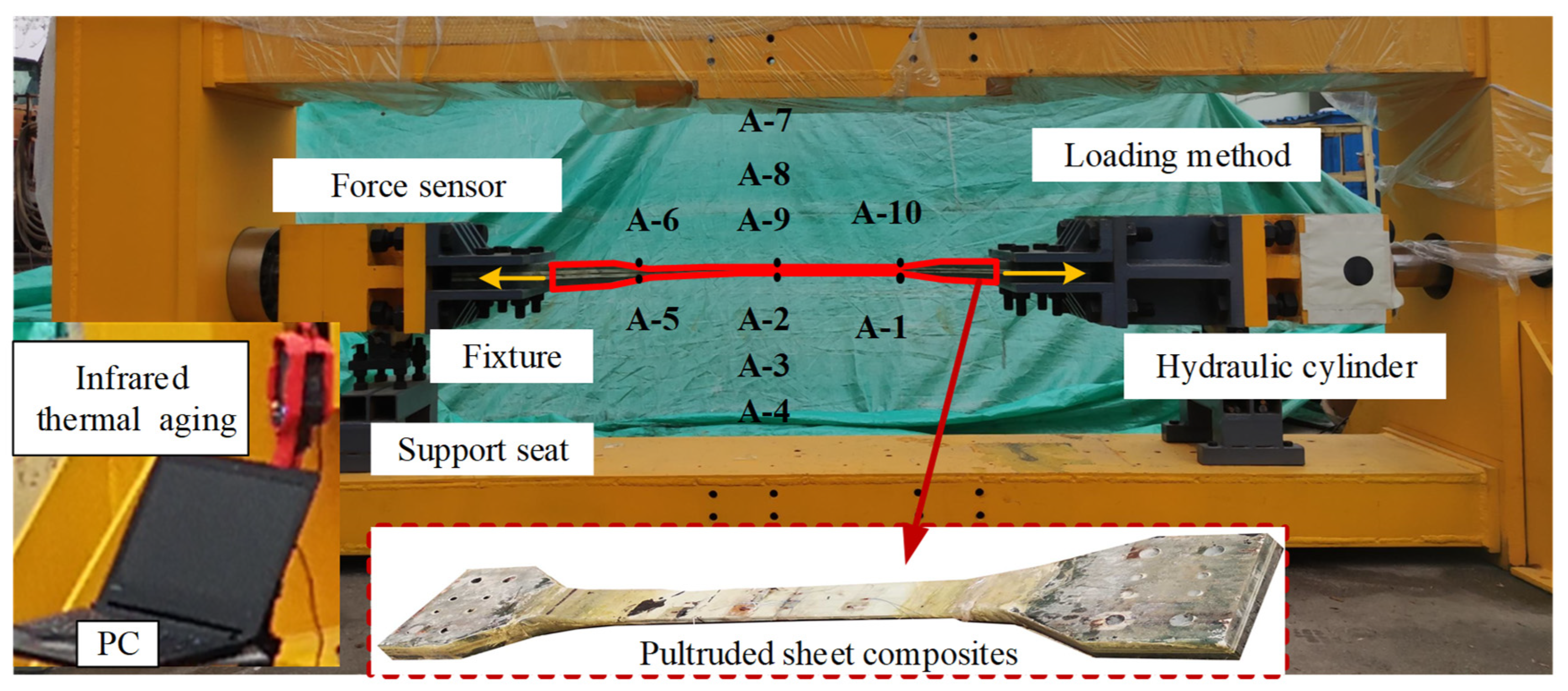
4.1. Construction of Test Platform
4.2. Analysis of Results
- (1)
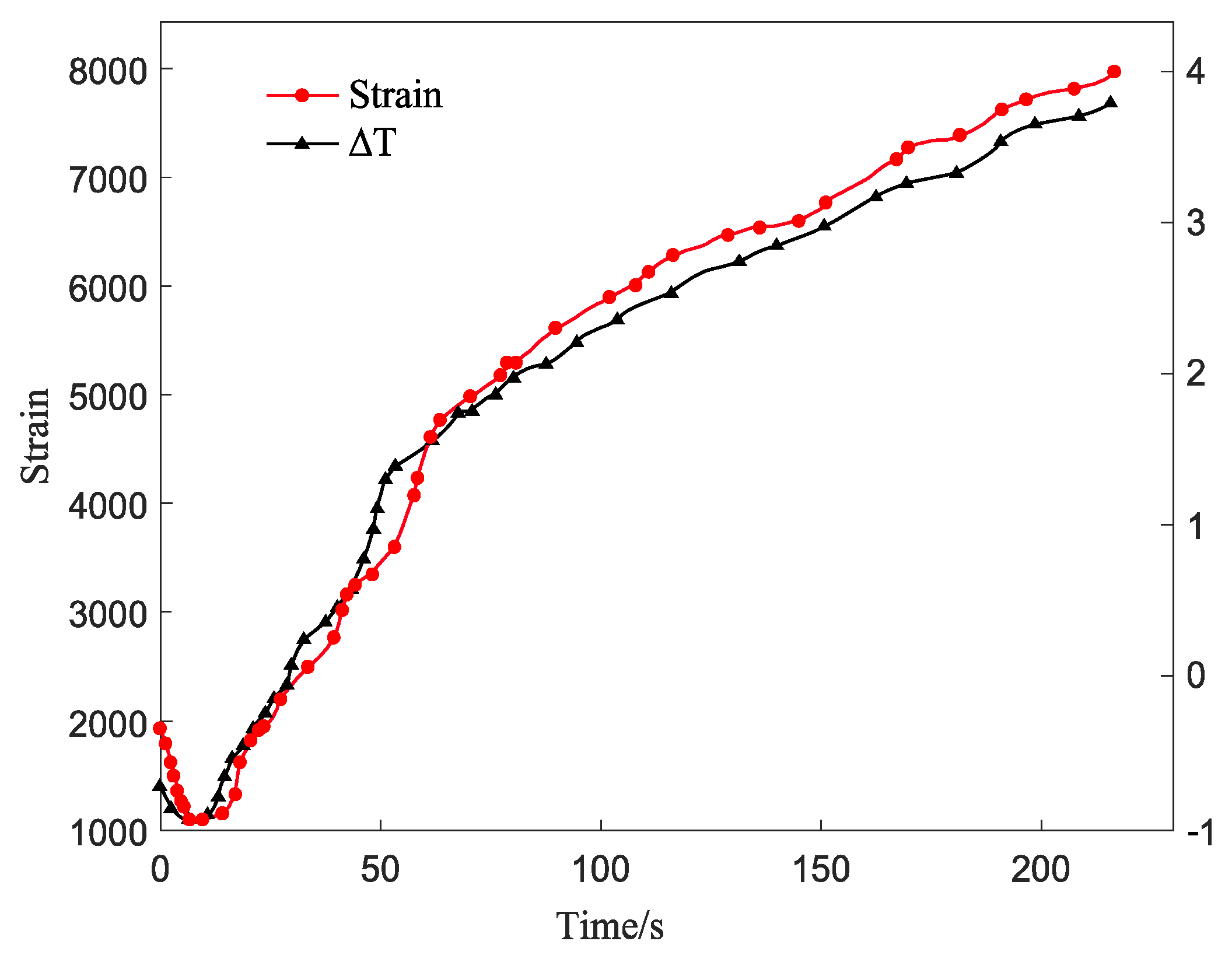
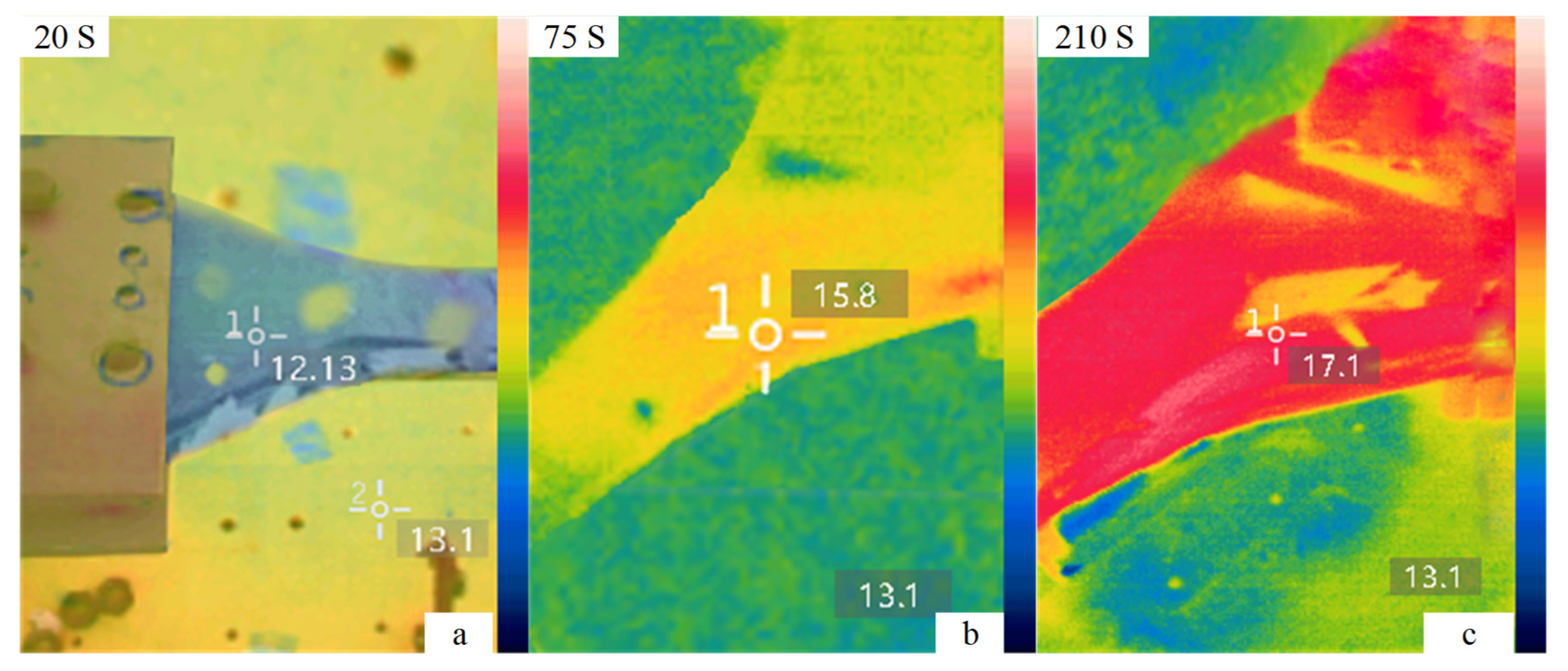
- From the beginning of loading to 20 s, the strain and surface temperature of the pultruded sheet decreased slightly, and the temperature decreased by about 1 °C. The strain drop in this process is due to the linear elastic deformation of the material. In the elastic deformation stage of the material, the material is subjected to less stress and will not yield, and the deformation can be quickly recovered. The reason for the temperature drop is the thermoelastic effect of the pultruded sheet without any damage to the surface. In the elastic deformation stage, the specimen is in the initial stage of tension, and the matrix stress is small, which is not enough to cause matrix damage.
- (2)
- After the specimen passed through the elastic stage, it continued to be subjected to the applied load. The strain and temperature values started to rise after reaching the minimum value, and the curve was nonlinear, which was manifested as a sharp rise at first and then a slow rise. At this time, the plate changed from linear elasticity to plastic deformation. When the specimen was stretched for 100 s, the infrared thermal image of the specimen changed rapidly, and a heat source with a significantly higher temperature appeared in the delamination defect. In this stage, the surface temperature of the specimen increased because the irreversible plastic deformation of the specimen began at this stage, and the mechanical work was converted into heat dissipation, which increased the temperature at the defect. Heat dissipation continued to increase cumulatively, making the heat source range larger with increasing load. When the temperature of the specimen reached the lowest point, the strain of the specimen presented a turning point. The stress value at this time was the yield value of the composite material, and the yield value of the specimen could be quickly determined by infrared thermal imaging technology.
- (3)
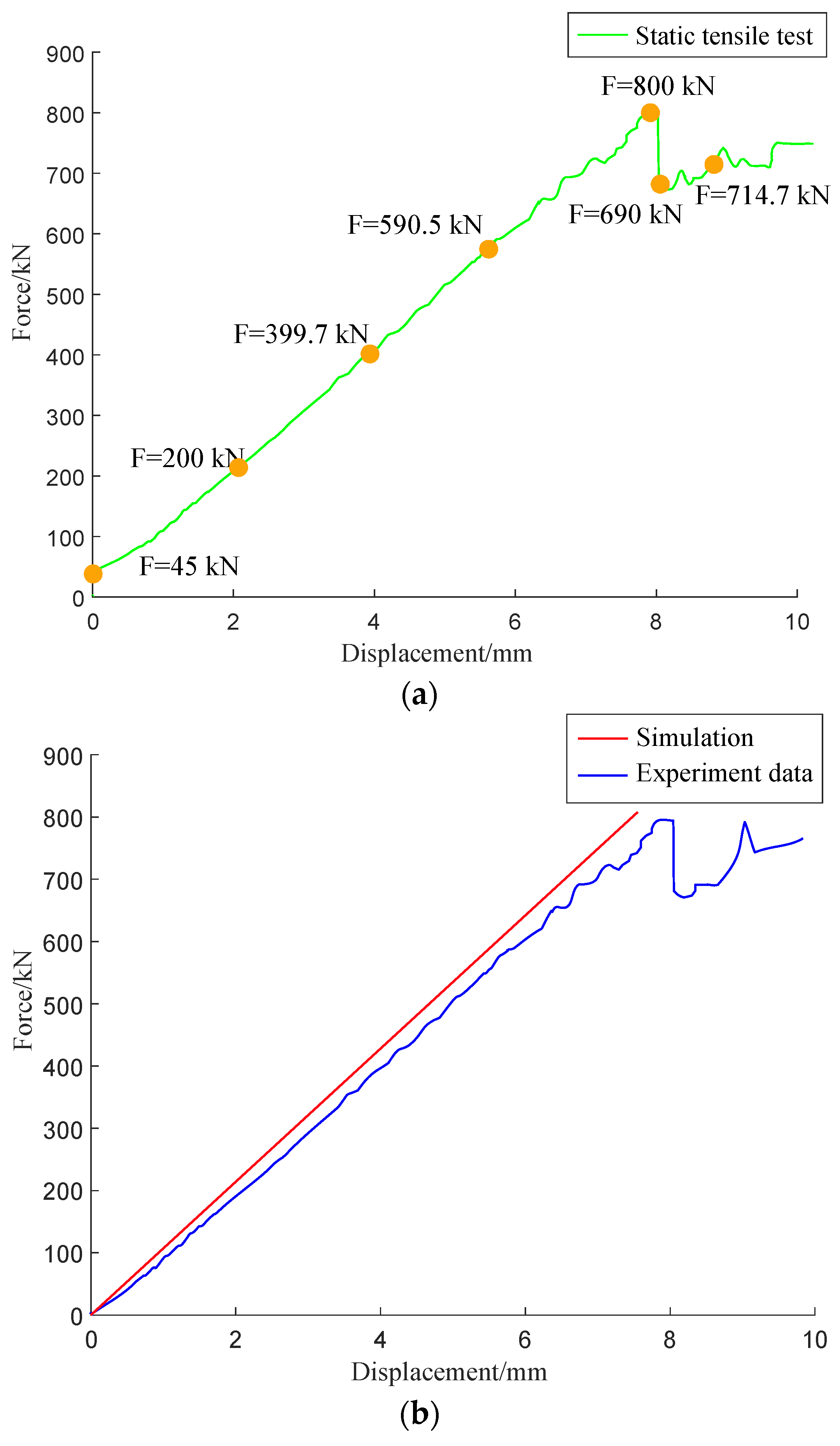
- After a long period of plastic deformation, the specimen continued to be subjected to the applied load. After the specimen was loaded for 210 s, the specimen entered the fracture stage, and there was still no change on the surface. When the load reached 800 kN, the specimen broke rapidly.
5. Conclusions
- (1)
- Through the finite element analysis of the loading bracket of the testing machine, it was obtained that the beam after the loading bracket was the key part to bear the load. When the design load of the loading bracket was applied, the maximum stress of the loading bracket was 280.18 MPa, and the maximum deformation was 0.665 mm, which was lower than the yield limit of the Q345 material and met the requirements of the test machine. Using the MATLAB/Simulink platform to simulate the electro-hydraulic servo force control system, it was verified that the control system met the test requirements and had a good follow-up control effect.
- (2)
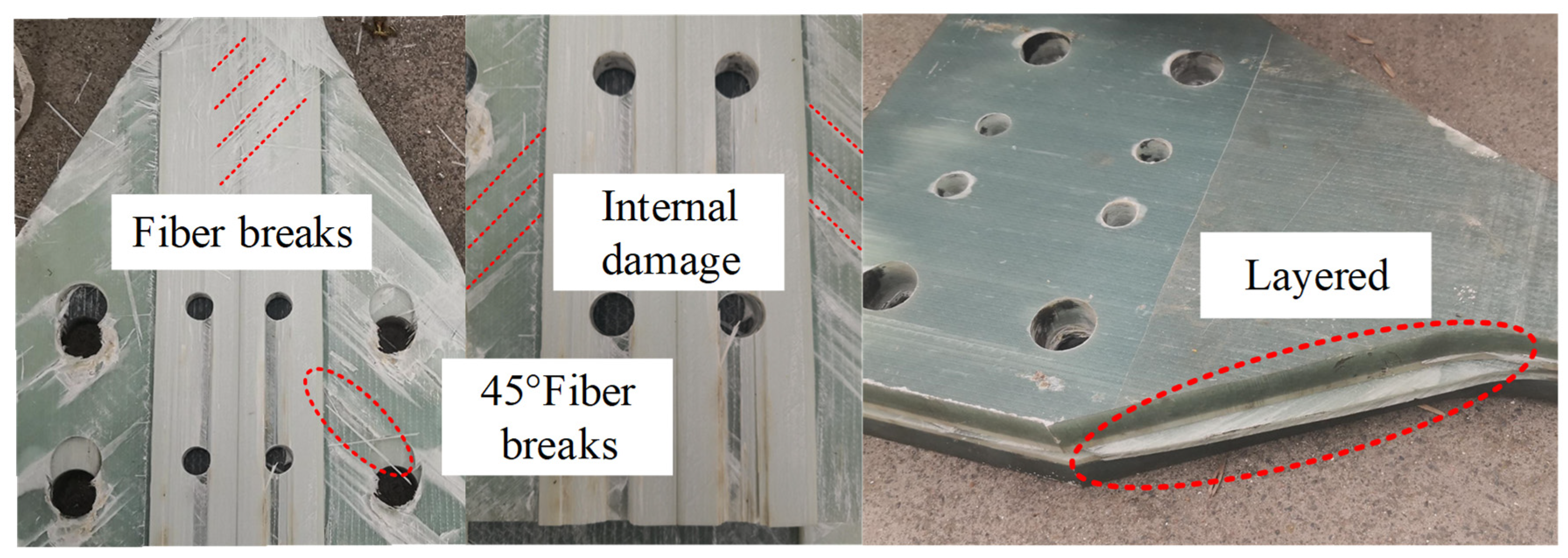
- When the pultruded sheet composite was subjected to static load, the failure load was 800 kN, and it would go through elastic, plastic, and fracture stages during the loading process. In the elastic deformation stage, the material was under less stress and could quickly recover from deformation. In the plastic stage, the strain first rose sharply and then rose slowly, which was irreversible at this stage. Finally, in the fracture stage, the pultruded sheet composites had damages such as fiber fracture, delamination, and debonding under static load. During the test, there was internal damage but no obvious fracture, which proved that the specimen had a large damage tolerance. The full-scale test of wind turbine blades was supplemented by exploring the mechanical properties of pultruded sheets to provide data reference for the mechanical performance parameters of the entire blade.
- (3)
- When the damage mode of the pultruded sheet was detected by infrared thermal imaging, the surface temperature of the specimen in the elastic stage decreased by about 1 °C. As the load increased, the specimen went through the plastic stage and the fracture stage, and the surface temperature gradually increased. The temperature variation trend was consistent with the strain, and its variation range was 5 °C.
- (4)
- Infrared thermal imaging technology can analyze the damage evolution process of layered composites under load from the monitored infrared thermal images. When the temperature of the surface of the test piece is monitored by an infrared thermal imager, the yield limit of the test piece can be determined, which is beneficial to quickly determine the performance parameters of the test piece, and provides a simple method for engineering applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, Q.; Xiao, L.; Cheng, Z.; Liu, M. Dynamic responses of a 10 MW semi-submersible wind turbine at an intermediate water depth: A comprehensive numerical and experimental comparison. Ocean Eng. 2021, 232, 109138. [Google Scholar] [CrossRef]
- Liu, D.; Liu, Y.; Sun, K. Policy impact of cancellation of wind and photovoltaic subsidy on power generation companies in China. Renew. Energy 2021, 177, 134–147. [Google Scholar] [CrossRef]
- Lucena, J.D.A.Y. Recent advances and technology trends of wind turbines. Recent Adv. Renew. Energy Technol. 2021, 1, 177–210. [Google Scholar]
- Zou, C.; Xiong, B.; Xue, H.; Zheng, D.; Ge, Z.; Wang, Y.; Jiang, L.; Pan, S.; Wu, S. The role of new energy in carbon neutral. Pet. Explor. Dev. 2021, 48, 480–491. [Google Scholar] [CrossRef]
- Fascetti, A.; Feo, L.; Abbaszadeh, H. A critical review of numerical methods for the simulation of pultruded fiber-reinforced structural elements. Compos. Struct. 2021, 273, 114284. [Google Scholar] [CrossRef]
- Al-Saadi, A.U.; Aravinthan, T.; Lokuge, W. Effects of fibre orientation and layup on the mechanical properties of the pultruded glass fibre reinforced polymer tubes. Eng. Struct. 2019, 198, 109448. [Google Scholar] [CrossRef]
- Lee, H.G.; Park, J. Static test until structural collapse after fatigue testing of a full-scale wind turbine blade. Compos. Struct. 2016, 136, 251–257. [Google Scholar] [CrossRef]
- Madenci, E.; Özkılıç, Y.O.; Gemi, L. Experimental and theoretical investigation on flexure performance of pultruded GFRP composite beams with damage analyses. Compos. Struct. 2020, 242, 112162. [Google Scholar] [CrossRef]
- Silva, F.; Amorim, E.; Baptista, A.; Pinto, G.; Campilho, R.; Castro, M. Producing hybrid pultruded structural products based on preforms. Compos. Part B Eng. 2017, 116, 325–332. [Google Scholar] [CrossRef]
- Paciornik, S.; Martinho, F.; de Mauricio, M.; D’Almeida, J. Analysis of the mechanical behavior and characterization of pultruded glass fiber–resin matrix composites. Compos. Sci. Technol. 2003, 63, 295–304. [Google Scholar] [CrossRef]
- Harizi, W.; Chaki, S.; Bourse, G.; Ourak, M. Mechanical damage assessment of Glass Fiber-Reinforced Polymer composites using passive infrared thermography. Compos. Part B Eng. 2014, 59, 74–79. [Google Scholar] [CrossRef]
- Aniskevich, K.; Arnautov, A.; Jansons, J. Mechanical properties of pultruded glass fiber-reinforced plastic after moistening. Compos. Struct. 2012, 94, 2914–2919. [Google Scholar] [CrossRef]
- Leong, M.; Overgaard, L.C.; Thomsen, O.T.; Lund, E.; Daniel, I.M. Investigation of failure mechanisms in GFRP sandwich structures with face sheet wrinkle defects used for wind turbine blades. Compos. Struct. 2012, 94, 768–778. [Google Scholar] [CrossRef]
- Lal, H.M.; Xian, G.; Thomas, S.; Zhang, L.; Zhang, Z.; Wang, H. Experimental Study on the Flexural Creep Behaviors of Pultruded Unidirectional Carbon/Glass Fiber-Reinforced Hybrid Bars. Materials 2020, 13, 976. [Google Scholar]
- Zhang, S.; Caprani, C.C.; Heidarpour, A. Strain rate studies of pultruded glass fibre reinforced polymer material properties: A literature review. Constr. Build. Mater. 2018, 171, 984–1004. [Google Scholar] [CrossRef]
- Correia, J.R.; Gomes, M.M.; Pires, J.M.; Branco, F.A. Mechanical behaviour of pultruded glass fibre reinforced polymer composites at elevated temperature: Experiments and model assessment. Compos. Struct. 2013, 98, 303–313. [Google Scholar] [CrossRef]
- Menna, C.; Asprone, D.; Caprino, G.; Lopresto, V.; Prota, A. Numerical simulation of impact tests on GFRP composite laminates. Int. J. Impact Eng. 2011, 38, 677–685. [Google Scholar] [CrossRef]
- Zhou, B.; Zhang, X.; Li, H. Study on Air Bubble Defect Evolution in Wind Turbine Blade by Infrared Imaging with Rheological Theory. Appl. Sci. 2019, 9, 4742. [Google Scholar] [CrossRef]
- Cui, A.; Zhijun, W.U.; Jianxun, L.I. Research on method of infrared target implantation based on temperature field consistency. Comput. Eng. Appl. 2017, 53, 177–182. [Google Scholar]
- Xin, H.; Mosallam, A.; Liu, Y.; Veljkovic, M.; He, J. Mechanical characterization of a unidirectional pultruded composite lamina using micromechanics and numerical homogenization. Constr. Build. Mater. 2019, 216, 101–118. [Google Scholar] [CrossRef]
- Shigui, L.; Liu, X.; Pla, U.O. Development and research status of infrared thermal image detection technology. Infrared Technol. 2018, 40, 214–219. [Google Scholar]
- Yang, N.; Yuan, M.; Wang, P.; Zhang, R.; Sun, J.; Mao, H. Tea diseases detection based on fast infrared thermal image processing technology. J. Sci. Food Agric. 2019, 99, 3459–3466. [Google Scholar] [CrossRef]
- Zhu, W.J.; Lin, L.I.; Mei-Qing, L.I. Rapid detection of tomato mosaic disease in incubation period by infrared thermal imaging and near infrared spectroscopy. Spectrosc. Spectr. Anal. 2018, 38, 2757–2762. [Google Scholar]
- Zhang, S.; Li, X.; Zhang, X.; Zhang, S. Infrared and visible image fusion based on saliency detection and two-scale transform decomposition. Infrared Phys. Technol. 2021, 114, 103626. [Google Scholar] [CrossRef]
- Kim, J. Non-Destructive Characterization of Railway Materials and Components with Infrared Thermography Technique. Materials 2019, 12, 4077. [Google Scholar] [CrossRef]
- Jfa, B.; Djb, A.; Ott, B. On the source of the thermoelastic response from orthotropic fibre reinforced composite laminates. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106515. [Google Scholar]
- Malheiros, F.C.; Figueiredo, A.A.A.; Ignacio, L.H.D.S.; Fernandes, H.C. Estimation of thermal properties using only one surface by means of infrared thermography. Appl. Therm. Eng. 2019, 157, 113696. [Google Scholar] [CrossRef]
- Altanopoulos, T.I.; Raftoyiannis, I.G.; Polyzois, D. Finite element method for the static behavior of tapered poles made of glass fiber reinforced polymer. Mech. Adv. Mater. Struct. 2020, 28, 2141–2150. [Google Scholar] [CrossRef]
- Xin, H.; Liu, Y.; Mosallam, A.; He, J.; Du, A. Evaluation on material behaviors of pultruded glass fiber reinforced polymer (GFRP) laminates. Compos. Struct. 2017, 182, 283–300. [Google Scholar] [CrossRef]
- Nan, B.; Wu, Y.; Sun, H. Buckling behavior of pultruded carbon fiber reinforced polymer pipes under axially compressive load. Harbin Gongcheng Daxue Xuebao/J. Harbin Eng. Univ. 2015, 36, 779–783. [Google Scholar]
- Jw, A.; Xh, A.; Cw, B. Failure analysis at trailing edge of a wind turbine blade through subcomponent test. Eng. Fail. Anal. 2021, 130, 105596. [Google Scholar]
- Freudenreich, K.; Argyriadis, K. The Load Level of Modern Wind Turbines according to IEC 61400-1. J. Phys. Conf. Ser. 2007, 75, 012075. [Google Scholar] [CrossRef]
- Mizumoto, I.; Fujii, S.; Tsunematsu, J. Adaptive Combustion Control System Design of Diesel Engine via ASPR Based Adaptive Output Feedback with a PFC. J. Robot. Mechatron. 2016, 28, 664–673. [Google Scholar] [CrossRef]
- Terada, K.; Miura, H.; Okugawa, M.; Kobayashi, Y. Adaptive Speed Control of Wheeled Mobile Robot on Uncertain Road Condition. J. Robot. Mechatron. 2016, 28, 687–694. [Google Scholar] [CrossRef]
- Liu, Y.; Ao, D.U.; Xin, H. Experiment on bolted joints of pultruded GFRP laminates. Zhongguo Gonglu Xuebao/China J. Highw. Transport. 2017, 30, 223–229. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Parameter |
|---|---|
| Maximum specimen length (m) | 2 |
| Loading frequency (Hz) | 1–3 |
| Maximum load (kN) | 1300 |
| Motor power (kW) | 36 |
| Force sensor (kN) | 150 |
| Force sensor diameter (mm) | 100 |
| Sample thread | M36 |
| Name | Parameter |
|---|---|
| Gross weight (kg) | 3912.3 |
| Elastic modulus (GPa) | 209 |
| Poisson’s ratio | 0.269 |
| Yield strength (MPa) | 345 |
| Total number of nodes | 270,136 |
| Total number of units | 142,078 |
| Grid size (mm) | 50 |
| Front/rear beam grid size (mm) | 15 |
| Name | Parameter |
|---|---|
| Specimen length (mm) | 1760 |
| Specimen thread | M36 |
| Loading frequency (Hz) | 1 |
| Maximum load (kN) | 1000 |
| Servo valve | MOOG D661-G60KOAA4NSM2HA |
| Force sensor (kN) | 150 |
| Inverter | Invt CHF100A-022G-2 |
| Motor speed (r/min) | 1440 |
| Motor power (kW) | 36 |
| Maximum working pressure (bar) | 200 |
| Pump maximum output pressure (bar) | 31.5 |
| Rotor brake feedback voltage (V) | 24 |
| Accumulator 1 volume (L) | 2.8 |
| Pump flow (L/min) | 210 |
| Air-cooled chiller | STSF-10 |
| Rated throughput (T/h) | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Wang, Y.; Zhou, H.; Li, C.; Zhang, L.; Zhang, Y. Research on Mechanical Properties and Damage Evolution of Pultruded Sheet for Wind Turbine Blades. Materials 2022, 15, 5719. https://doi.org/10.3390/ma15165719
He Y, Wang Y, Zhou H, Li C, Zhang L, Zhang Y. Research on Mechanical Properties and Damage Evolution of Pultruded Sheet for Wind Turbine Blades. Materials. 2022; 15(16):5719. https://doi.org/10.3390/ma15165719
Chicago/Turabian StyleHe, Ying, Yuanbo Wang, Hao Zhou, Chang Li, Leian Zhang, and Yuhuan Zhang. 2022. "Research on Mechanical Properties and Damage Evolution of Pultruded Sheet for Wind Turbine Blades" Materials 15, no. 16: 5719. https://doi.org/10.3390/ma15165719
APA StyleHe, Y., Wang, Y., Zhou, H., Li, C., Zhang, L., & Zhang, Y. (2022). Research on Mechanical Properties and Damage Evolution of Pultruded Sheet for Wind Turbine Blades. Materials, 15(16), 5719. https://doi.org/10.3390/ma15165719