
The Influence of Dimensions and Powder Recycling on the Roughness and Mechanical Properties of Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion



Abstract
:1. Introduction
2. Materials and Methods
3. Results
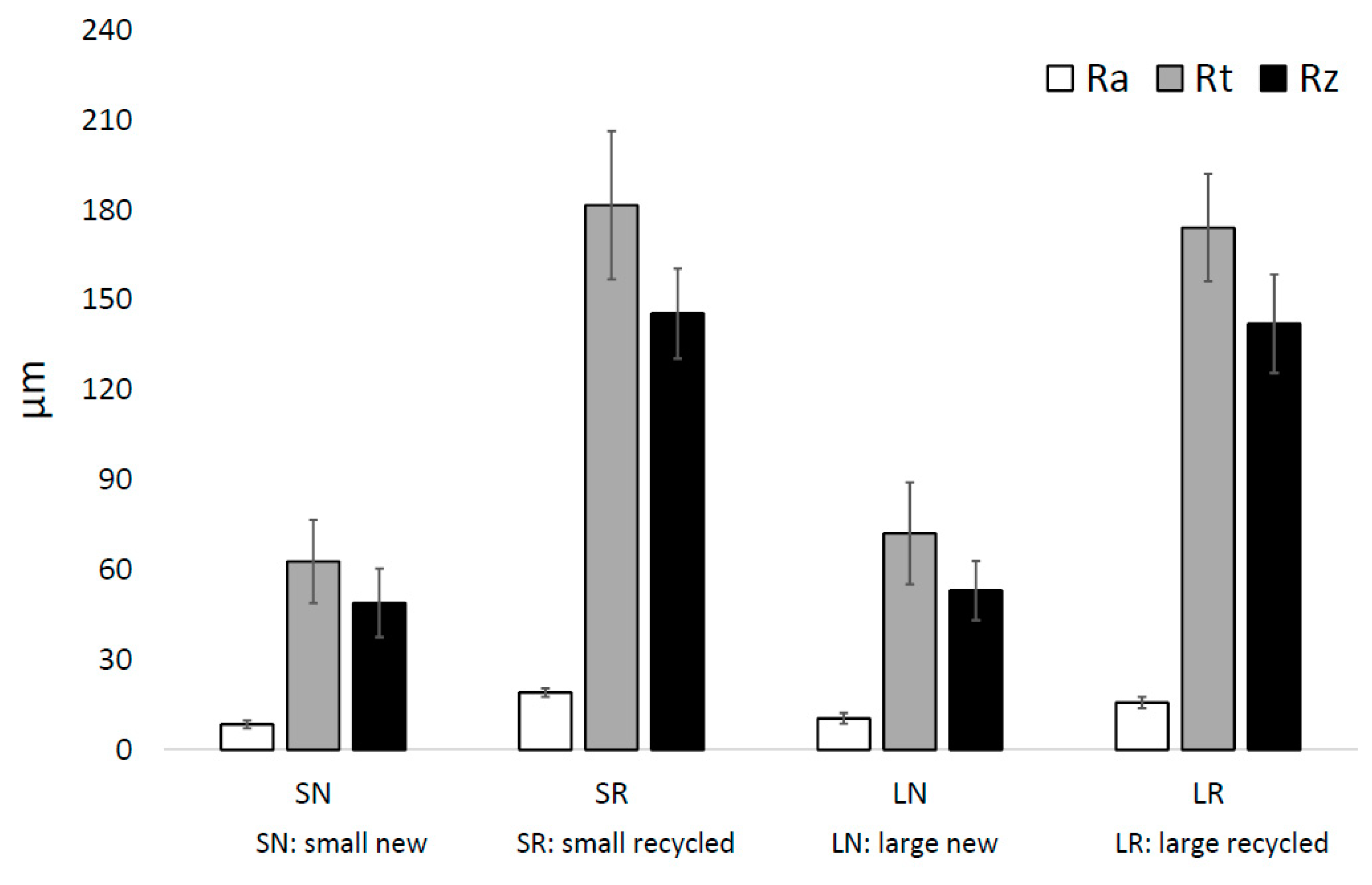
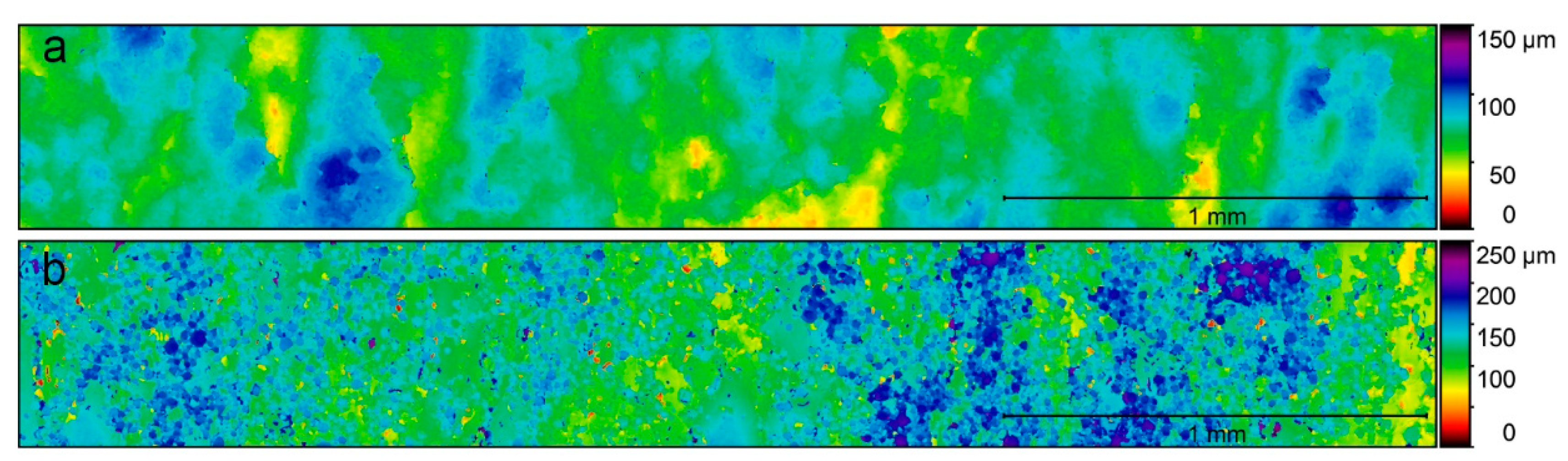
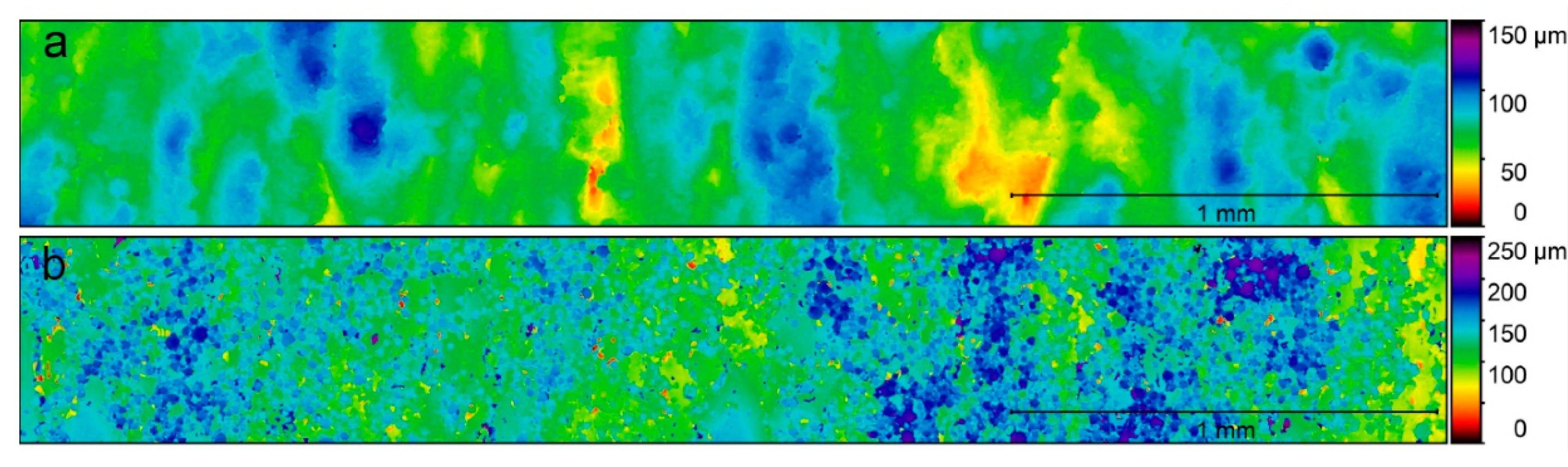
3.1. Surface Roughness
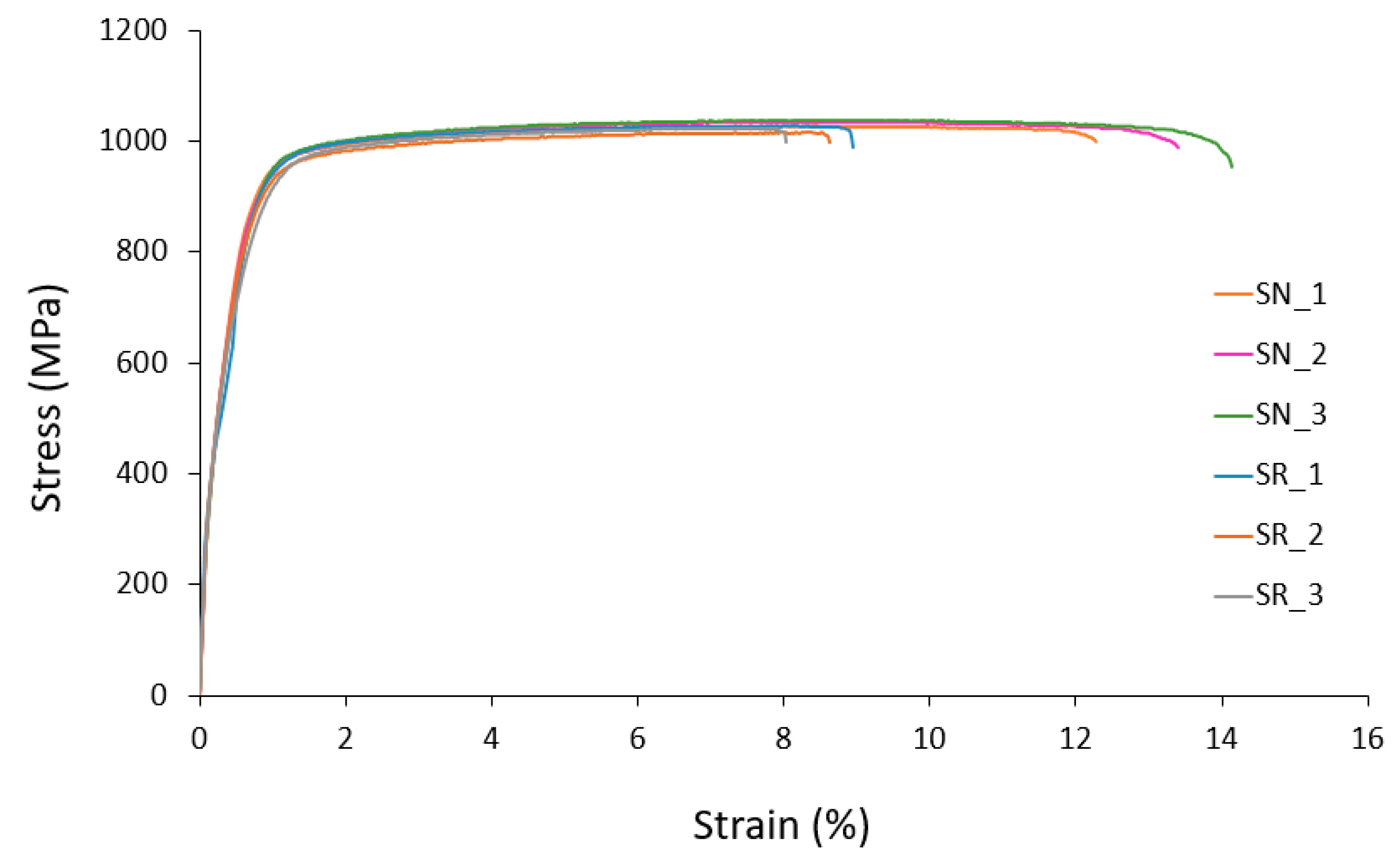
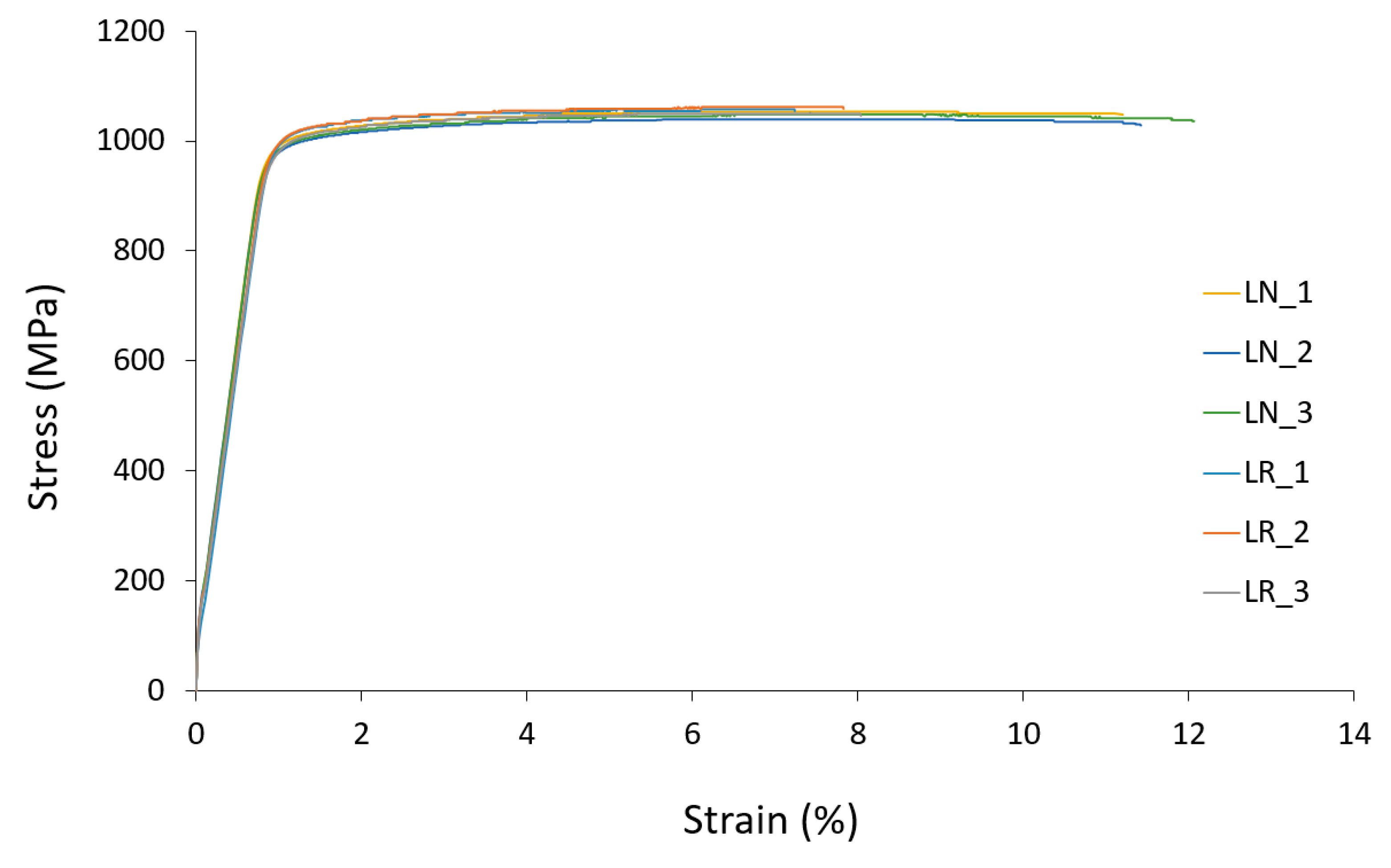
3.2. Mechanical Properties Obtained from Quasi-Static Tensile Tests and Oxygen Content
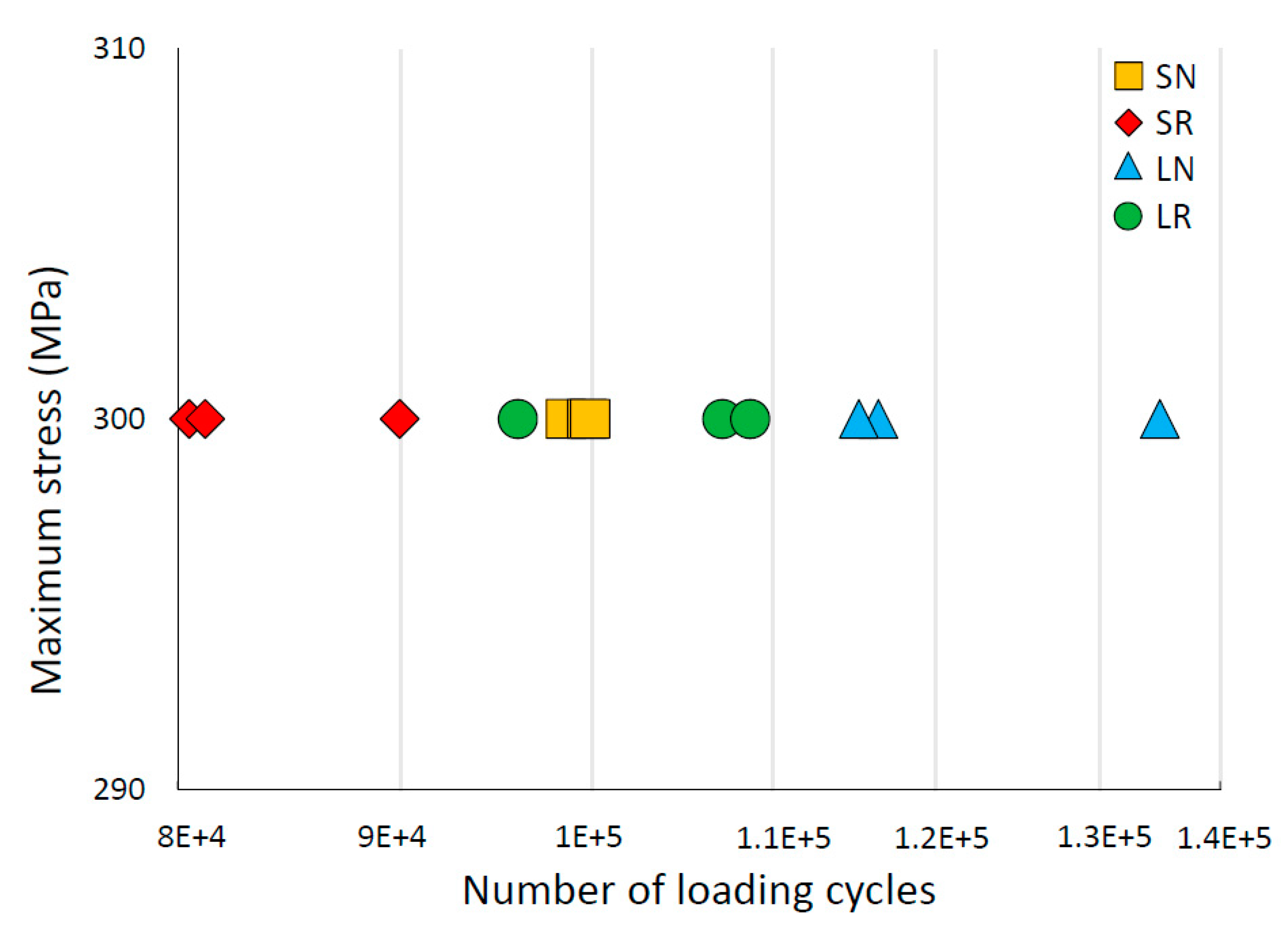
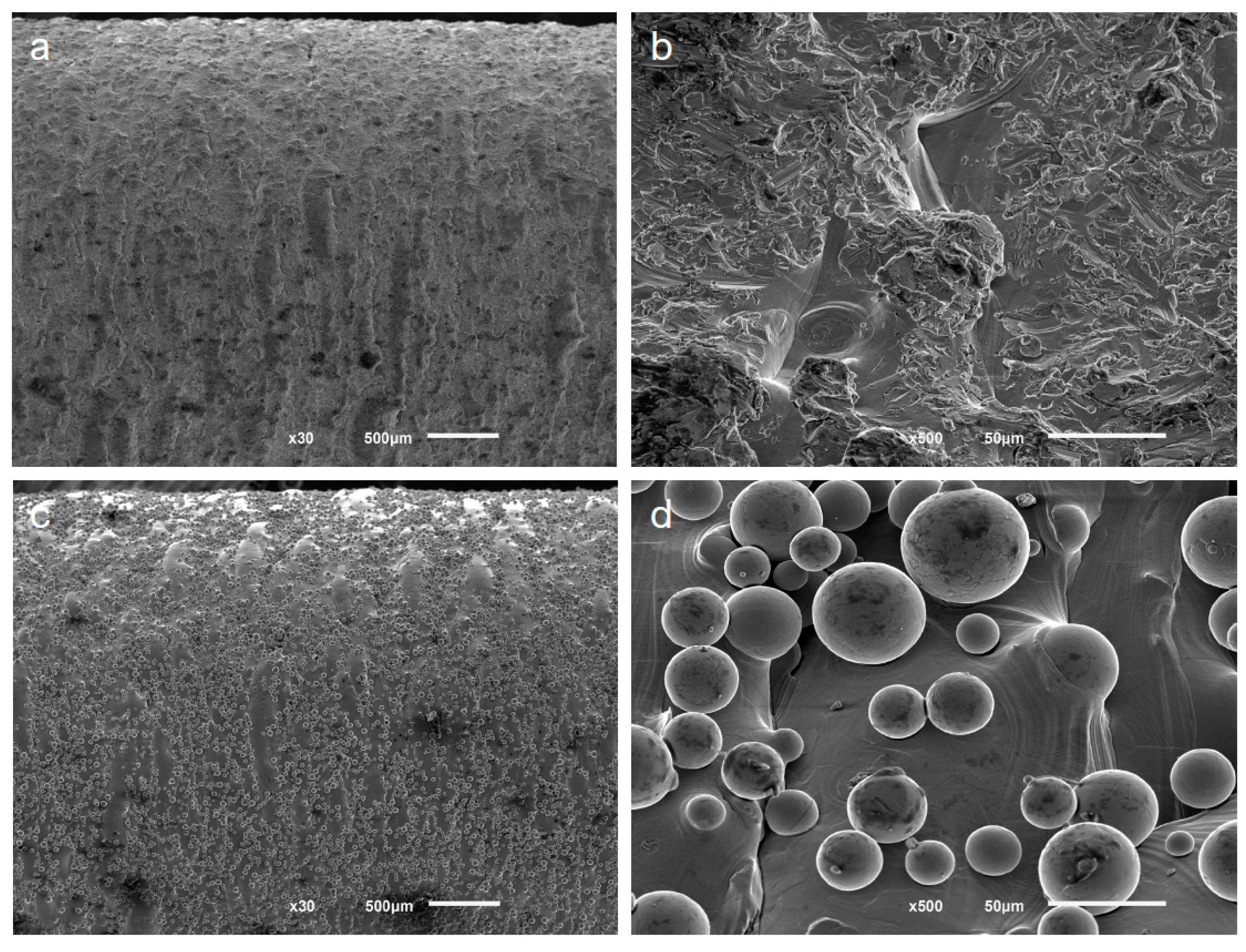
3.3. Fatigue Behavior and Fractographic Analysis
4. Discussion
5. Conclusions
- Powder recycling had significant effects on the oxygen content, showing a substantial increase in the parts fabricated with recycled powder;
- A significant increase in the surface roughness in parts fabricated with recycled powder was observed. However, no differences were observed in the roughness of the different sizes of parts, both for the specimens fabricated with new powder and recycled powder;
- Powder recycling did not have any significant effects on the tensile strength (UTS and YS) values of the LPBF Ti-6Al-4V specimens;
- Differences in the strain at failure were observed between parts fabricated with new and recycled powder, both in small-diameter and large-diameter parts. This implied a decrease in the ductility with the recycling of powder;
- The fatigue strength of specimens fabricated with recycled powder was lower than that of specimens fabricated with new powder. On the other hand, the large-diameter specimens showed slightly better fatigue behavior compared with the small-diameter specimens;
- The fractographic analysis revealed that the fatigue failure was dominated by surface roughness, where the cracks initiated from the micro-notches on the surface rather than from internal defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murr, L.E.; Gaytan, S.M.; Martinez, E.; Medina, F.; Wicker, R.B. Next Generation Orthopaedic Implants by Additive Manufacturing Using Electron Beam Melting. Int. J. Biomater. 2012, 2012, 245727. [Google Scholar] [CrossRef]
- Harrysson, O.L.A.; Cansizoglu, O.; Marcellin-Little, D.J.; Cormier, D.R.; West, H.A. Direct Metal Fabrication of Titanium Implants with Tailored Materials and Mechanical Properties Using Electron Beam Melting Technology. Mater. Sci. Eng. C 2008, 28, 366–373. [Google Scholar] [CrossRef]
- Li, G.; Wang, L.; Pan, W.; Yang, F.; Jiang, W.; Wu, X.; Kong, X.; Dai, K.; Hao, Y. In Vitro and in Vivo Study of Additive Manufactured Porous Ti6Al4V Scaffolds for Repairing Bone Defects. Sci. Rep. 2016, 6, 34072. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baumers, M.; Dickens, P.M.; Tuck, C.J.; Hague, R.J.M. The Cost of Additive Manufacturing: Machine Productivity, Economies of Scale and Technology-Push. Technol. Forecast. Soc. Change 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material Reuse in Laser Powder Bed Fusion: Side Effects of the Laser—Metal Powder Interaction. Metals 2020, 10, 341. [Google Scholar] [CrossRef] [Green Version]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. Jom 2019, 71, 1062–1072. [Google Scholar] [CrossRef] [Green Version]
- Leach, R.; Carmignato, S. Precision Metal Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Harkin, R.; Wu, H.; Nikam, S.; Quinn, J.; McFadden, S. Reuse of Grade 23 Ti6al4v Powder during the Laser-Based Powder Bed Fusion Process. Metals 2020, 10, 1700. [Google Scholar] [CrossRef]
- Popov, V.V.; Katz-Demyanetz, A.; Garkun, A.; Bamberger, M. The Effect of Powder Recycling on the Mechanical Properties and Microstructure of Electron Beam Melted Ti-6Al-4 V Specimens. Addit. Manuf. 2018, 22, 834–843. [Google Scholar] [CrossRef]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical Applications of Titanium and Its Alloys. JOM 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Velasco-Castro, M.; Hernández-Nava, E.; Figueroa, I.A.; Todd, I.; Goodall, R. The Effect of Oxygen Pickup during Selective Laser Melting on the Microstructure and Mechanical Properties of Ti–6Al–4V Lattices. Heliyon 2019, 5, e02813. [Google Scholar] [CrossRef] [Green Version]
- Yan, M.; Dargusch, M.S.; Ebel, T.; Qian, M. A Transmission Electron Microscopy and Three-Dimensional Atom Probe Study of the Oxygen-Induced Fine Microstructural Features in as-Sintered Ti-6Al-4V and Their Impacts on Ductility. Acta Mater. 2014, 68, 196–206. [Google Scholar] [CrossRef]
- Petrovic, V.; Niñerola, R. Powder Recyclability in Electron Beam Melting for Aeronautical Use. Aircr. Eng. Aerosp. Technol. 2015, 87, 147–155. [Google Scholar] [CrossRef]
- Tang, H.P.; Qian, M.; Liu, N.; Zhang, X.Z.; Yang, G.Y.; Wang, J. Effect of Powder Reuse Times on Additive Manufacturing of Ti-6Al-4V by Selective Electron Beam Melting. JOM 2015, 67, 555–563. [Google Scholar] [CrossRef]
- Schur, R.; Ghods, S.; Wisdom, C.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Mechanical Anisotropy and Its Evolution with Powder Reuse in Electron Beam Melting AM of Ti6Al4V. Mater. Des. 2021, 200, 109450. [Google Scholar] [CrossRef]
- Quintana, O.A.; Alvarez, J.; Mcmillan, R.; Tong, W.; Tomonto, C. Effects of Reusing Ti-6Al-4V Powder in a Selective Laser Melting Additive System Operated in an Industrial Setting. JOM 2018, 70, 1863–1869. [Google Scholar] [CrossRef]
- Carrion, P.E.; Soltani-Tehrani, A.; Phan, N.; Shamsaei, N. Powder Recycling Effects on the Tensile and Fatigue Behavior of Additively Manufactured Ti-6Al-4V Parts. JOM 2019, 71, 963–973. [Google Scholar] [CrossRef] [Green Version]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Assessment of roundness and waviness deviations of elements produced by Selective Laser Sintering Technology. Eng. Mech. 2017, 2017, 70–73. [Google Scholar]
- Pérez-Sánchez, A.; Yánez, A.; Cuadrado, A.; Martel, O.; Nuño, N. Fatigue Behaviour and Equivalent Diameter of Single Ti-6Al-4V Struts Fabricated by Electron Bean Melting Orientated to Porous Lattice Structures. Mater. Des. 2018, 155, 106–115. [Google Scholar] [CrossRef]
- Yánez, A.; Paula Fiorucci, M.; Cuadrado, A.; Martel, O.; Monopoli, D. Surface Roughness Effects on the Fatigue Behaviour of Gyroid Cellular Structures Obtained by Additive Manufacturing. Int. J. Fatigue 2020, 138, 105702. [Google Scholar] [CrossRef]
- Chern, A.H.; Nandwana, P.; Yuan, T.; Kirka, M.M.; Dehoff, R.R.; Liaw, P.K.; Duty, C.E. A Review on the Fatigue Behavior of Ti-6Al-4V Fabricated by Electron Beam Melting Additive Manufacturing. Int. J. Fatigue 2019, 119, 173–184. [Google Scholar] [CrossRef]
- Skalon, M.; Meier, B.; Leitner, T.; Arneitz, S.; Amancio-Filho, S.T.; Sommitsch, C. Reuse of Ti6al4V Powder and Its Impact on Surface Tension, Melt Pool Behavior and Mechanical Properties of Additively Manufactured Components. Materials 2021, 14, 1251. [Google Scholar] [CrossRef] [PubMed]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature 2019. ISO: Geneva, Switzerland, 2019.
- Persenot, T.; Buffiere, J.Y.; Maire, E.; Dendievel, R.; Martin, G. Fatigue Properties of EBM As-Built and Chemically Etched Thin Parts. Procedia Struct. Integr. 2017, 7, 158–165. [Google Scholar] [CrossRef]
- Persenot, T.; Martin, G.; Dendievel, R.; Buffiére, J.Y.; Maire, E. Enhancing the Tensile Properties of EBM As-Built Thin Parts: Effect of HIP and Chemical Etching. Mater. Charact. 2018, 143, 82–93. [Google Scholar] [CrossRef]
- ASTM E1409-13; Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion 2021. ASTM International: West Conshohocken, PA, USA, 2021.
- ISO 4288:1996; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture 1996. ISO: Geneva, Switzerland, 1996.
- ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters 1997. ISO: Geneva, Switzerland, 1197.
- ASTM E8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials 2021. ASTM International: West Conshohocken, PA, USA, 2021.
- ISO 1099:2017; Metallic Materials—Fatigue Testing—Axial Force-Controlled Method 2017. ISO: Geneva, Switzerland, 2017.
- Persenot, T.; Burr, A.; Martin, G.; Buffiere, J.Y.; Dendievel, R.; Maire, E. Effect of Build Orientation on the Fatigue Properties of As-Built Electron Beam Melted Ti-6Al-4V Alloy. Int. J. Fatigue 2019, 118, 65–76. [Google Scholar] [CrossRef]
- Seyda, V.; Kaufmann, N.; Emmelmann, C. Investigation of Aging Processes of Ti-6Al-4 v Powder Material in Laser Melting. Phys. Procedia 2012, 39, 425–431. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Aindow, M.; Hebert, R.J. The Effect of Recycling on the Oxygen Distribution in Ti-6Al-4V Powder for Additive Manufacturing. Mater. High Temp. 2018, 35, 217–224. [Google Scholar] [CrossRef]
- Ghods, S.; Schultz, E.; Wisdom, C.; Schur, R.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Electron Beam Additive Manufacturing of Ti6Al4V: Evolution of Powder Morphology and Part Microstructure with Powder Reuse. Materialia 2020, 9, 100631. [Google Scholar] [CrossRef]
- Yan, M.; Xu, W.; Dargusch, M.S.; Tang, H.P.; Brandt, M.; Qian, M. Review of Effect of Oxygen on Room Temperature Ductility of Titanium and Titanium Alloys. Powder Metall. 2014, 57, 251–257. [Google Scholar] [CrossRef]
- ASTM F1472-20a; Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications 2020. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM F3001-14; Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion 2014. ASTM International: West Conshohocken, PA, USA, 2014.
- Alamos, F.J.; Schiltz, J.; Kozlovsky, K.; Attardo, R.; Tomonto, C.; Pelletiers, T.; Schmid, S.R. Effect of Powder Reuse on Mechanical Properties of Ti-6Al-4V Produced through Selective Laser Melting. Int. J. Refract. Met. Hard Mater. 2020, 91, 105273. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.S.; Goyal, D.K. Selective Laser Melting of Ti6Al4V Alloy: Process Parameters, Defects and Post-Treatments. J. Manuf. Process. 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Liang, Z.; Sun, Z.; Zhang, W.; Wu, S.; Chang, H. The Effect of Heat Treatment on Microstructure Evolution and Tensile Properties of Selective Laser Melted Ti6Al4V Alloy. J. Alloys Compd. 2019, 782, 1041–1048. [Google Scholar] [CrossRef]
- Yu, H.; Li, F.; Wang, Z.; Zeng, X. Fatigue Performances of Selective Laser Melted Ti-6Al-4V Alloy: Influence of Surface Finishing, Hot Isostatic Pressing and Heat Treatments. Int. J. Fatigue 2019, 120, 175–183. [Google Scholar] [CrossRef]
- Frkan, M.; Konecna, R.; Nicoletto, G.; Kunz, L. Microstructure and Fatigue Performance of SLM-Fabricated Ti6Al4V Alloy after Different Stress-Relief Heat Treatments. Transp. Res. Procedia 2019, 40, 24–29. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Analysis of the Effect of Surface Roughness on Fatigue Performance of Powder Bed Fusion Additive Manufactured Metals. Theor. Appl. Fract. Mech. 2020, 108, 102638. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Safdar, A.; Wei, L.Y.; Snis, A.; Lai, Z. Evaluation of Microstructural Development in Electron Beam Melted Ti-6Al-4V. Mater. Charact. 2012, 65, 8–15. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Tang, H.P.; Leary, M.; Song, T.; Jia, L.; Qian, M. Toward Manufacturing Quality Ti-6Al-4V Lattice Struts by Selective Electron Beam Melting (SEBM) for Lattice Design. JOM 2018, 70, 1870–1876. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; McCarthy, E.; Ahad, I.U.; Keaveney, S.; Brabazon, D. Laser Surface Polishing of Ti-6Al-4V Parts Manufactured by Laser Powder Bed Fusion. Surf. Coatings Technol. 2022, 434, 128179. [Google Scholar] [CrossRef]
- Liang, C.; Hu, Y.; Liu, N.; Zou, X.; Wang, H.; Zhang, X.; Fu, Y.; Hu, J. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Metals 2020, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Vanderesse, N.; Bocher, P.; Nuño, N.; Yánez, A.; Hof, L.A. On the Characterization of Roughness and Geometrical Irregularities of Additively Manufactured Single Titanium-Alloy Struts. Addit. Manuf. 2022, 54, 102731. [Google Scholar] [CrossRef]
- Suard, M.; Martin, G.; Lhuissier, P.; Dendievel, R.; Vignat, F.; Blandin, J.J.; Villeneuve, F. Mechanical Equivalent Diameter of Single Struts for the Stiffness Prediction of Lattice Structures Produced by Electron Beam Melting. Addit. Manuf. 2015, 8, 124–131. [Google Scholar] [CrossRef]
- Pegues, J.; Roach, M.; Scott Williamson, R.; Shamsaei, N. Surface Roughness Effects on the Fatigue Strength of Additively Manufactured Ti-6Al-4V. Int. J. Fatigue 2018, 116, 543–552. [Google Scholar] [CrossRef]
- Persenot, T.; Burr, A.; Dendievel, R.; Buffière, J.Y.; Maire, E.; Lachambre, J.; Martin, G. Fatigue Performances of Chemically Etched Thin Struts Built by Selective Electron Beam Melting: Experiments and Predictions. Materialia 2020, 9, 100589. [Google Scholar] [CrossRef]
- Fiorucci, M.P.; Cuadrado, A.; Yánez, A.; Martel, O.; Mentado, B.; Monopoli, D. Biomechanical Characterization of Custom-Made Dynamic Implants Fabricated by Electron Beam Melting for Anterior Chest Wall Reconstruction. Mater. Des. 2021, 206, 109758. [Google Scholar] [CrossRef]
- Pobloth, A.-M.; Checa, S.; Razi, H.; Petersen, A.; Weaver, J.C.; Schmidt-Bleek, K.; Windolf, M.; Tatai, A.Á.; Roth, C.P.; Schaser, K.-D.; et al. Mechanobiologically Optimized 3D Titanium-Mesh Scaffolds Enhance Bone Regeneration in Critical Segmental Defects in Sheep. Sci. Transl. Med. 2018, 10, eaam8828. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Soltani-Tehrani, A.; Habibnejad-Korayem, M.; Shao, S.; Haghshenas, M.; Shamsaei, N. Ti-6Al-4V Powder Characteristics in Laser Powder Bed Fusion: The Effect on Tensile and Fatigue Behavior. Addit. Manuf. 2022, 51, 102584. [Google Scholar] [CrossRef]
- Benedetti, M.; Torresani, E.; Leoni, M.; Fontanari, V.; Bandini, M.; Pederzolli, C.; Potrich, C. The Effect of Post-Sintering Treatments on the Fatigue and Biological Behavior of Ti-6Al-4V ELI Parts Made by Selective Laser Melting. J. Mech. Behav. Biomed. Mater. 2017, 71, 295–306. [Google Scholar] [CrossRef]
- Enneffati, M.; Rasheed, M.; Louati, B.; Guidara, K.; Barillé, R. Morphology, UV–visible and ellipsometric studies of sodium lithium orthovanadate. Opt. Quant. Electron. 2019, 51, 299. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Young’s Modulus (GPa) | Strain at Failure (%) | |
|---|---|---|---|---|
| Small diameter and new powder (SN) | 1032.9 ± 5.2 | 967.0 ± 7.4 | 96.7 ± 7.8 | 13.2 ± 0.9 |
| Small diameter and recycled powder (SR) | 1021.7 ± 3.9 | 965.4 ± 4.8 | 86.6 ± 4.1 | 8.52 ± 0.47 |
| Large diameter and new powder (LN) | 1047.0 ± 7.2 | 993.2 ± 5.4 | 110.4 ± 6.4 | 11.6 ± 0.5 |
| Large diameter and recycled powder (LR) | 1057.1 ± 5.4 | 1003.7 ± 3.4 | 107.8 ± 1.2 | 7.7 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yánez, A.; Fiorucci, M.P.; Martel, O.; Cuadrado, A. The Influence of Dimensions and Powder Recycling on the Roughness and Mechanical Properties of Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion. Materials 2022, 15, 5787. https://doi.org/10.3390/ma15165787
Yánez A, Fiorucci MP, Martel O, Cuadrado A. The Influence of Dimensions and Powder Recycling on the Roughness and Mechanical Properties of Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion. Materials. 2022; 15(16):5787. https://doi.org/10.3390/ma15165787
Chicago/Turabian StyleYánez, Alejandro, María Paula Fiorucci, Oscar Martel, and Alberto Cuadrado. 2022. "The Influence of Dimensions and Powder Recycling on the Roughness and Mechanical Properties of Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion" Materials 15, no. 16: 5787. https://doi.org/10.3390/ma15165787
APA StyleYánez, A., Fiorucci, M. P., Martel, O., & Cuadrado, A. (2022). The Influence of Dimensions and Powder Recycling on the Roughness and Mechanical Properties of Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion. Materials, 15(16), 5787. https://doi.org/10.3390/ma15165787