
Investigating the Mechanical and Durability Characteristics of Fly Ash Foam Concrete
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Compositions
2.2. Matching Ratio
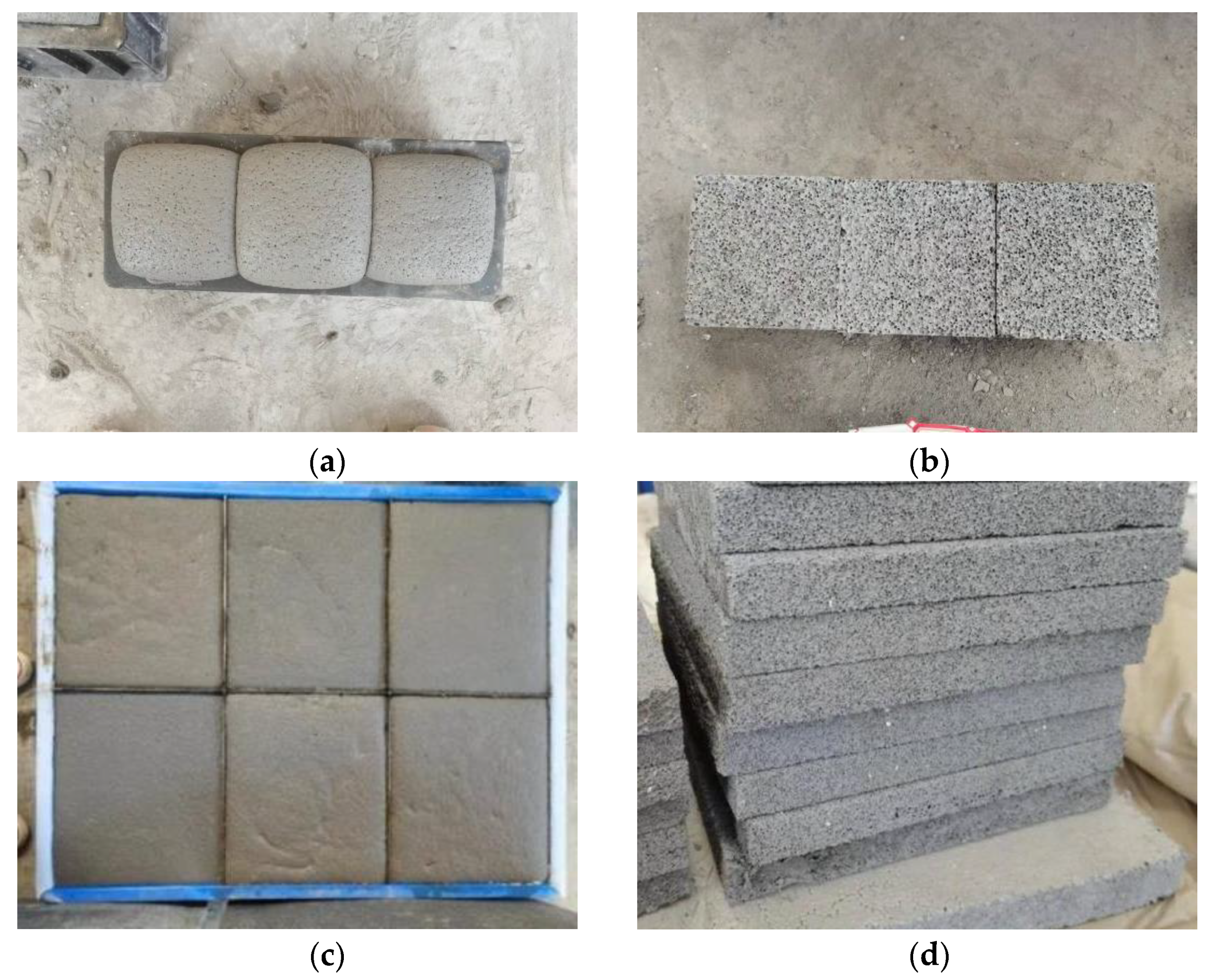
2.3. Specimen Preparation
2.4. Test Methods
- (1)
- The dry density determination method is carried out according to “Foam Concrete” JG/T266-2011 [34], and the calculation formula iswhere ρ is the dry density of the FAFC specimen, kg/m3; M is the drying mass of the FAFC specimen, g; V is the volume of the FAFC specimen, mm3.ρ = M/V × 103
- (2)
- Compressive strength test
- (3)
- Thermal conductivity test
- (4)
- Ultrasonic test
- (5)
- Pore structure test
- (6)
- Freeze–thaw cycle test
3. Results and Discussion
3.1. Effect of External Admixture on Dry Density
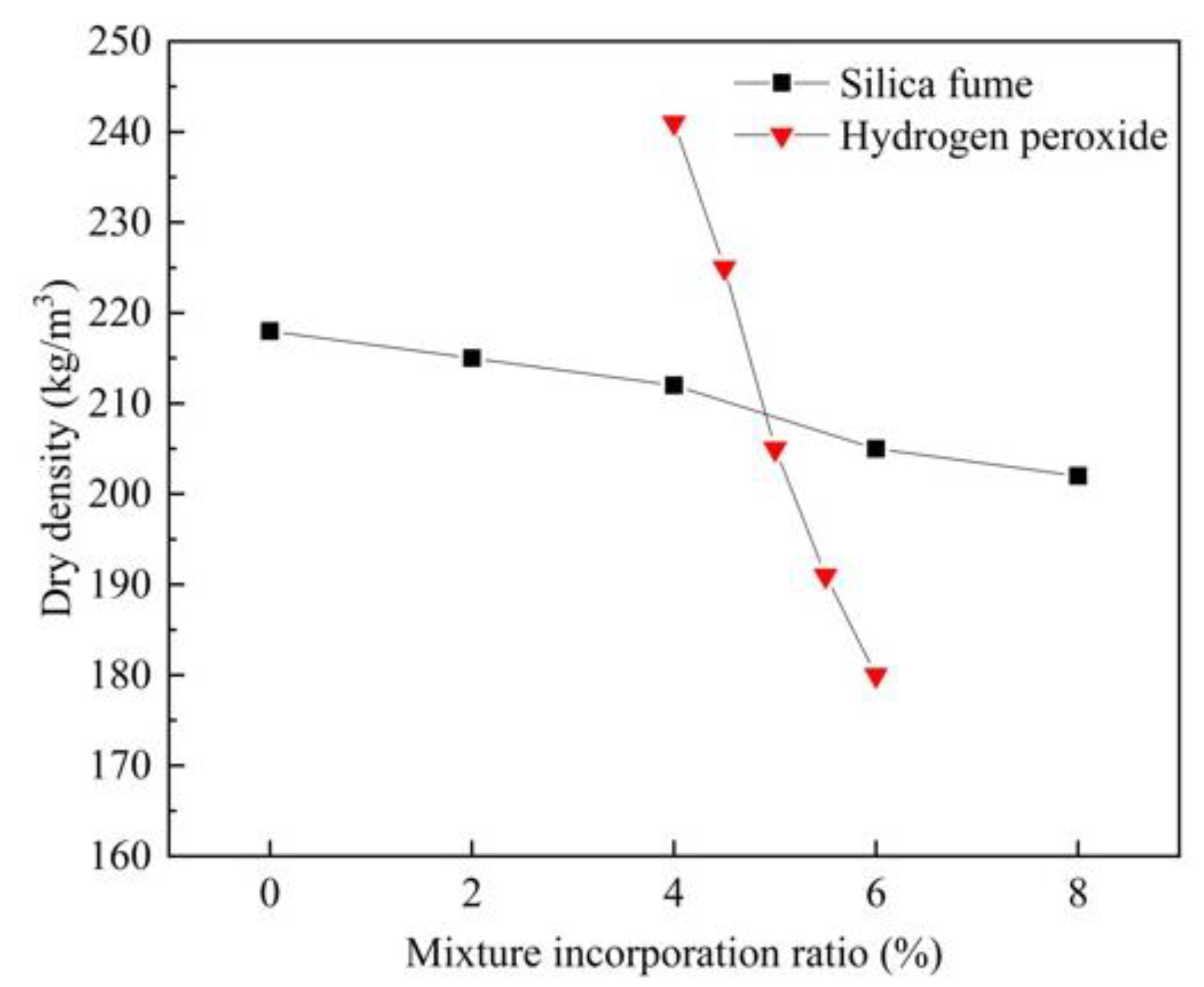
3.1.1. Analysis of Silica Fume Dosing and Hydrogen Peroxide on Dry Density
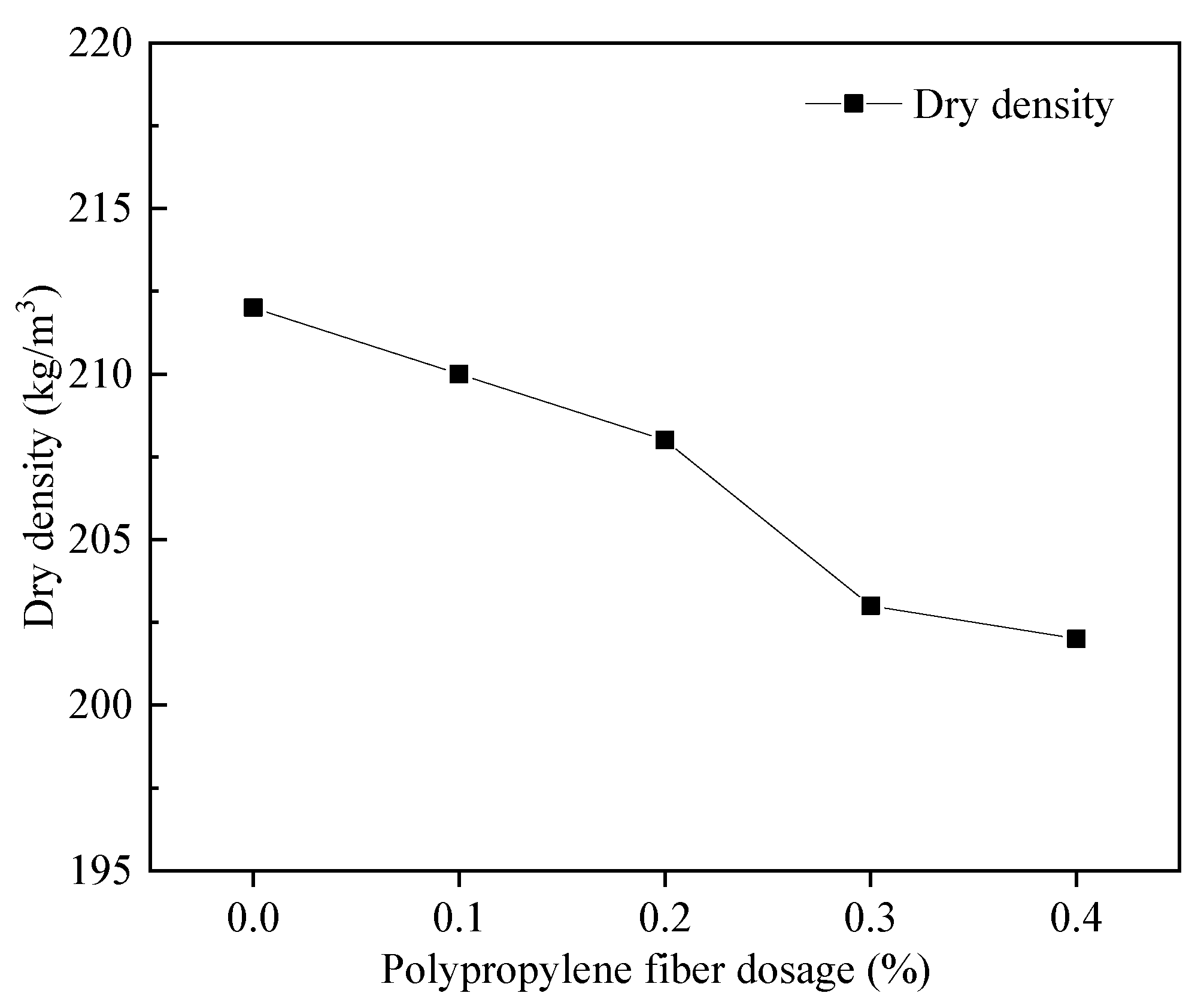
3.1.2. Analysis of PP Fiber Dosage’s Effect on Dry Density
3.2. Compressive Strength Test Results
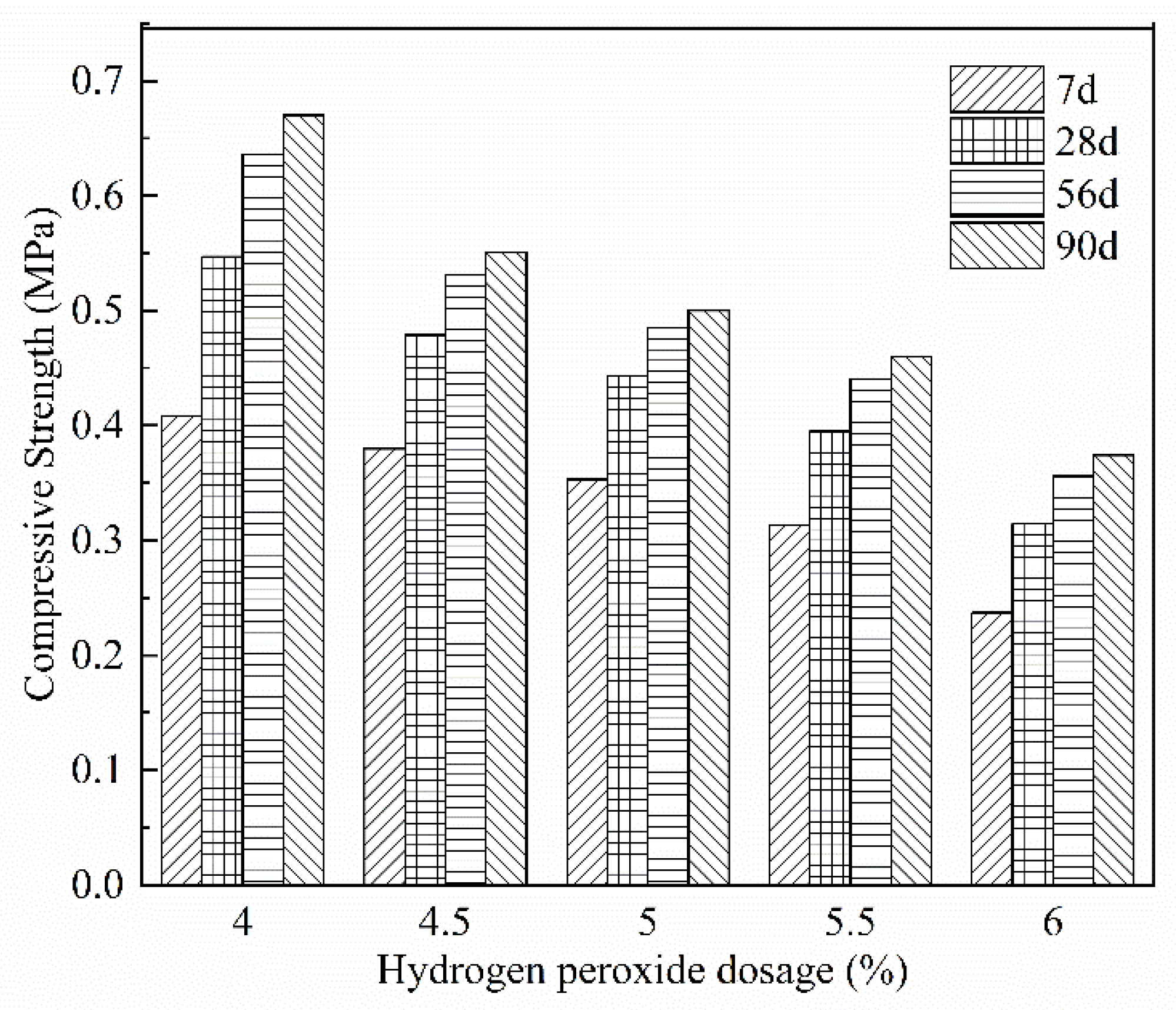
3.2.1. Analysis of the Effect of Foaming Agent Admixture on Compressive Strength
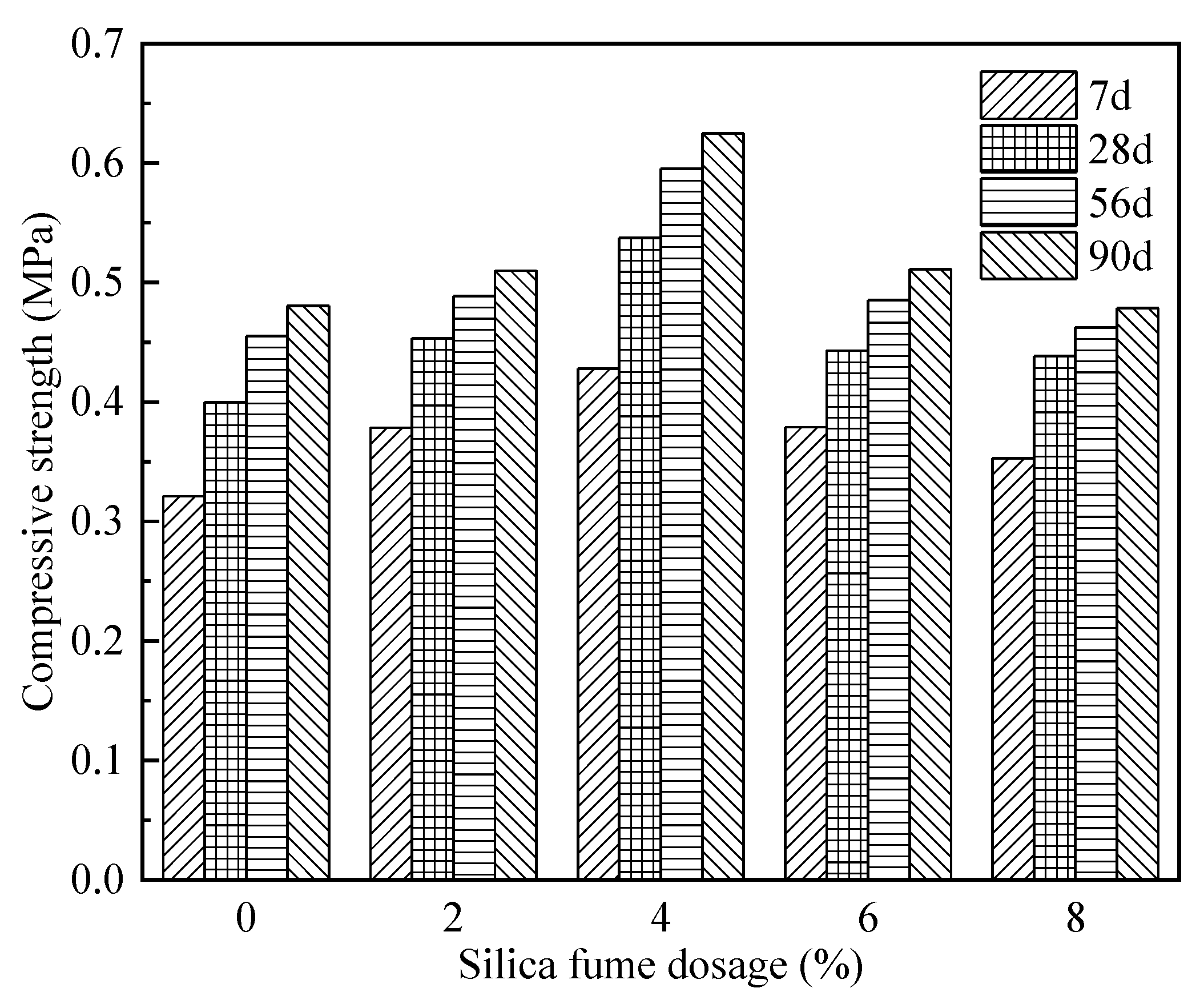
3.2.2. Analysis of Silica Fume Admixture’s Effect on Compressive Strength
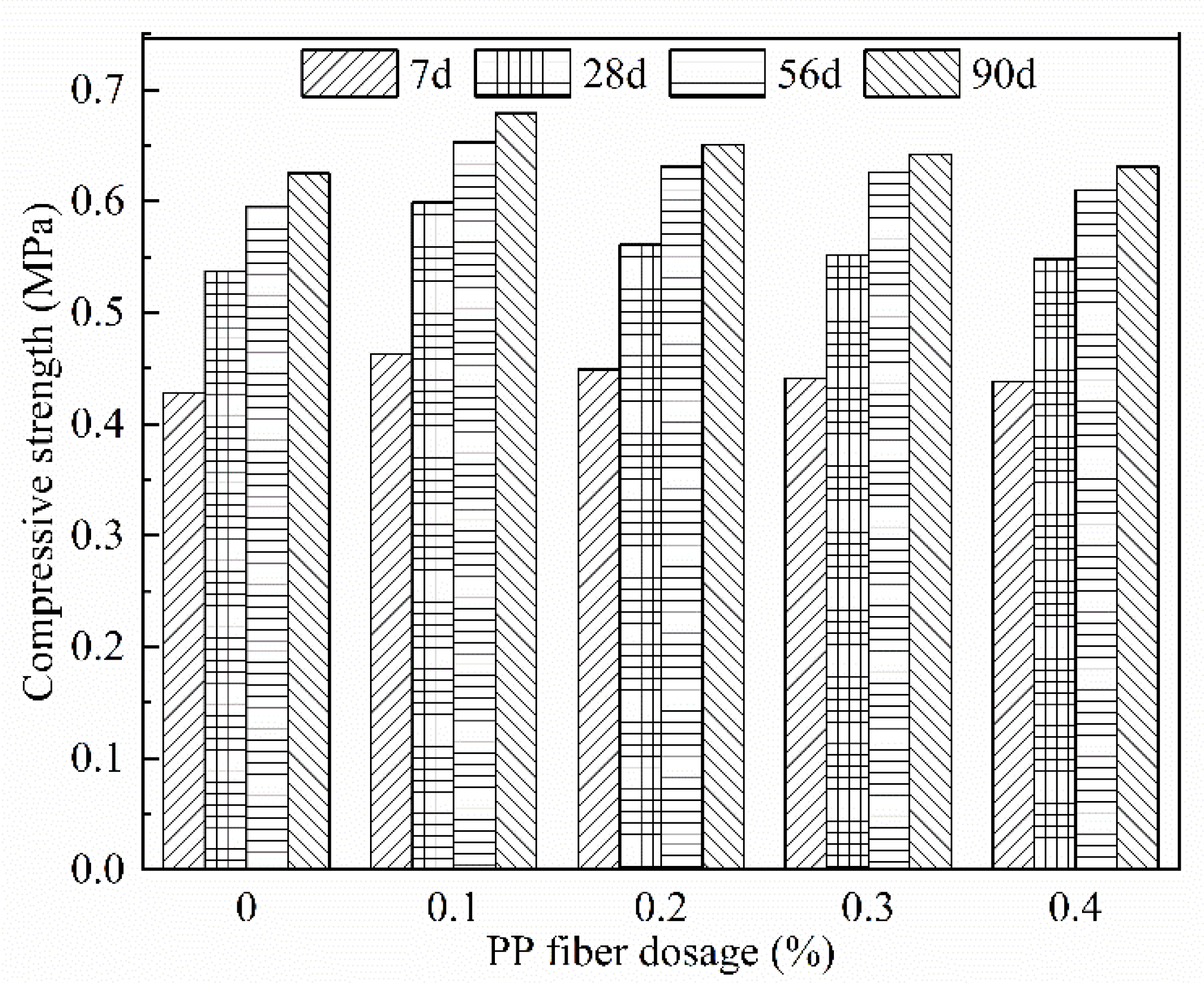
3.2.3. Analysis of PP Fiber Dosage’s Effect on Compressive Strength
3.3. Thermal Conductivity Test Results
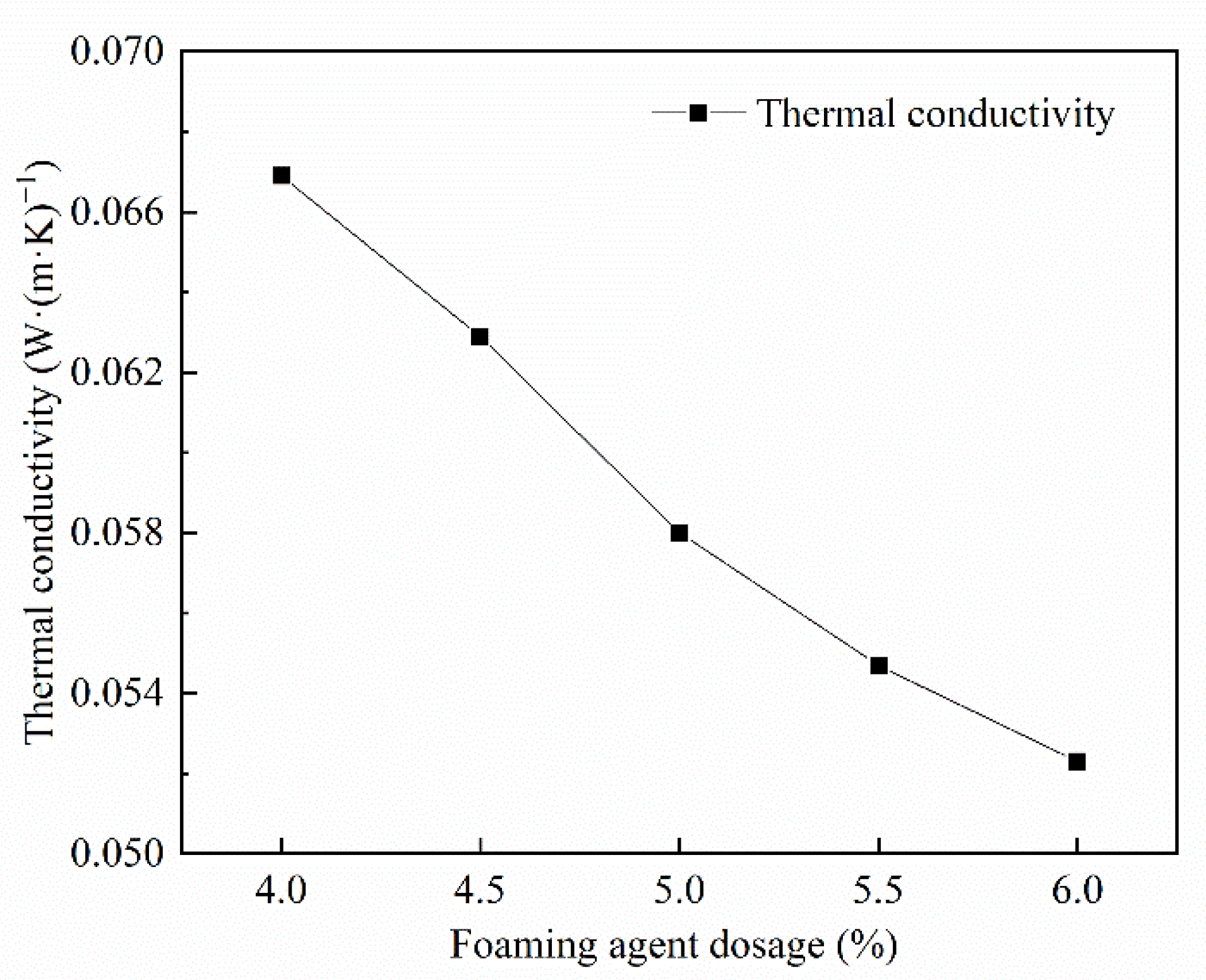
3.3.1. Analysis of the Thermal Conductivity of the Dosage Amount of Foaming Agent
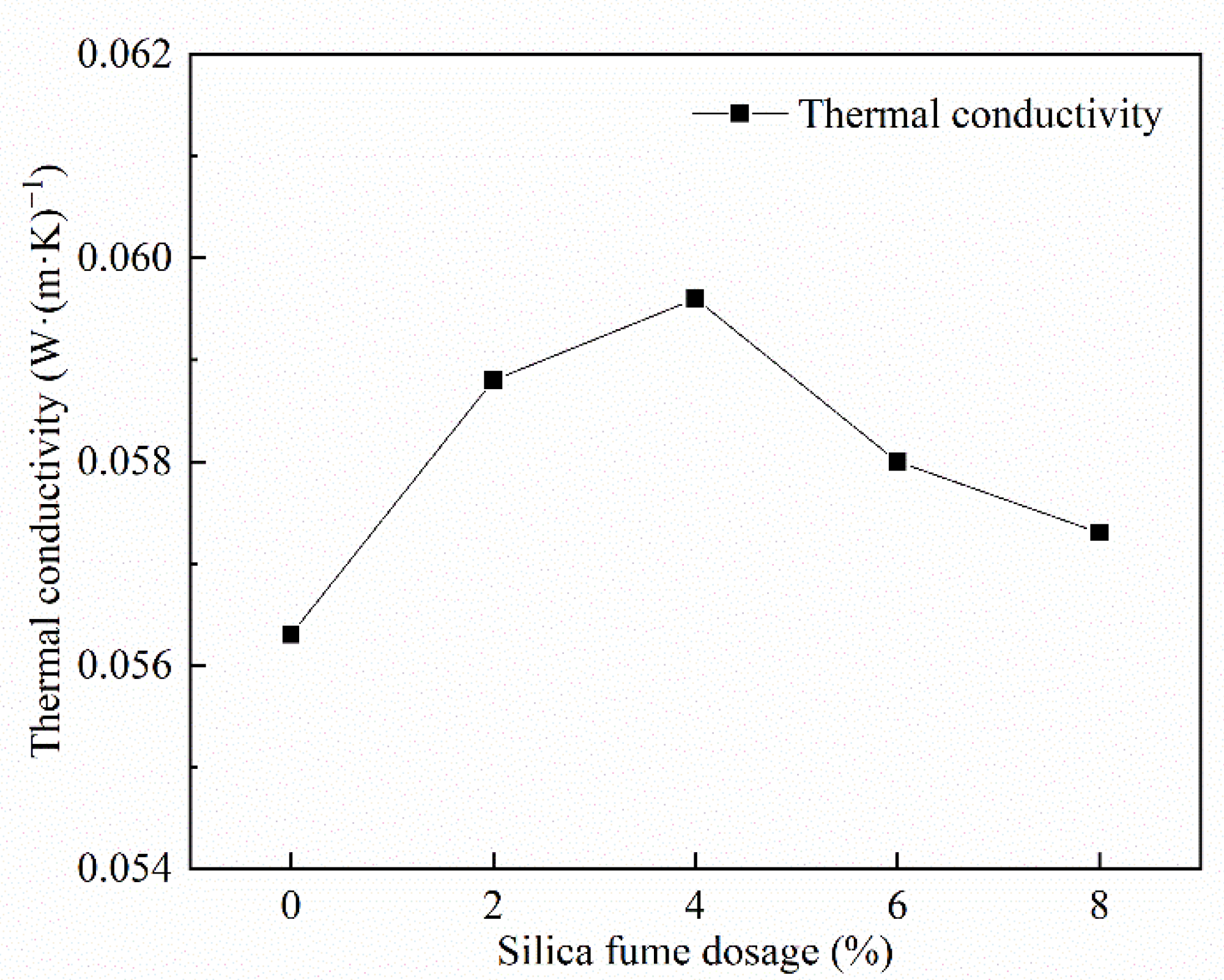
3.3.2. Analysis of Silica Fume Dosage’s Effect on Thermal Conductivity
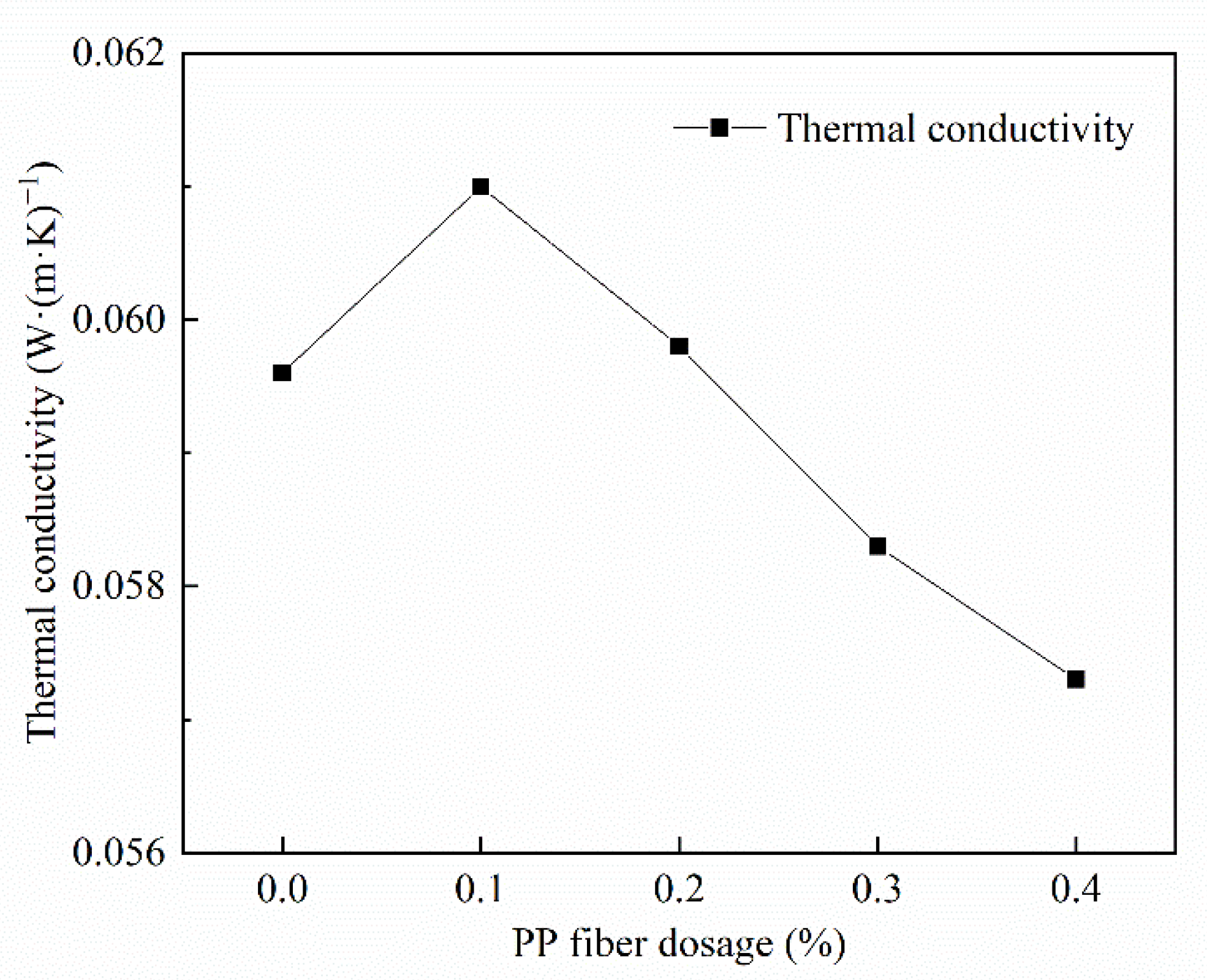
3.3.3. Analysis of the Thermal Conductivity of the Dosage Amount of PP Fiber
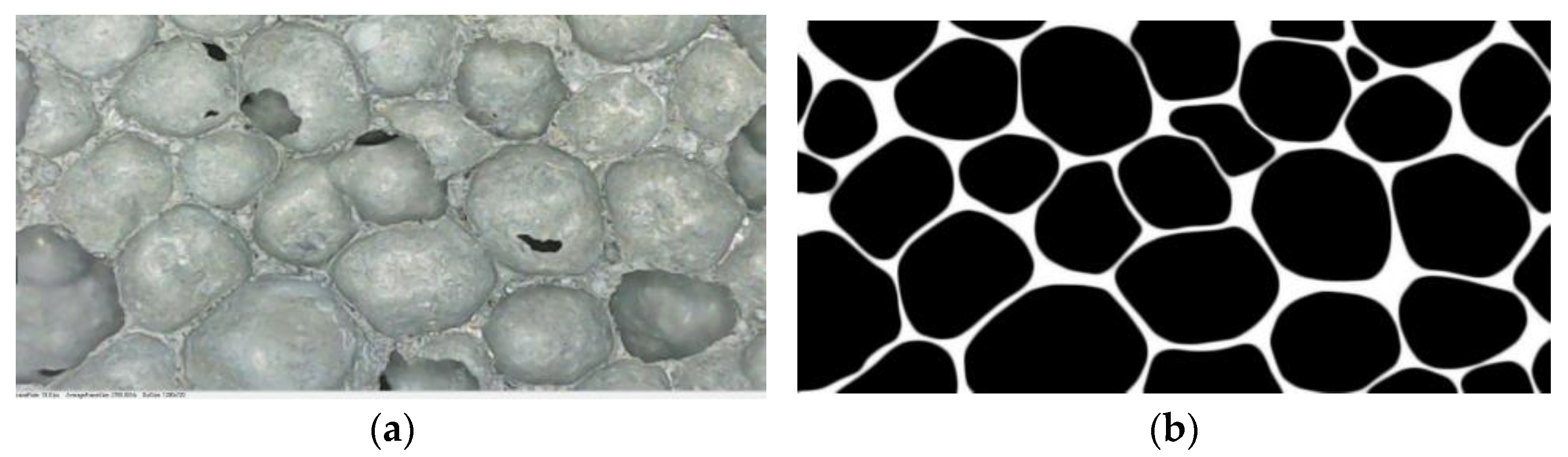
3.4. Porous Structure Parameter Test Results
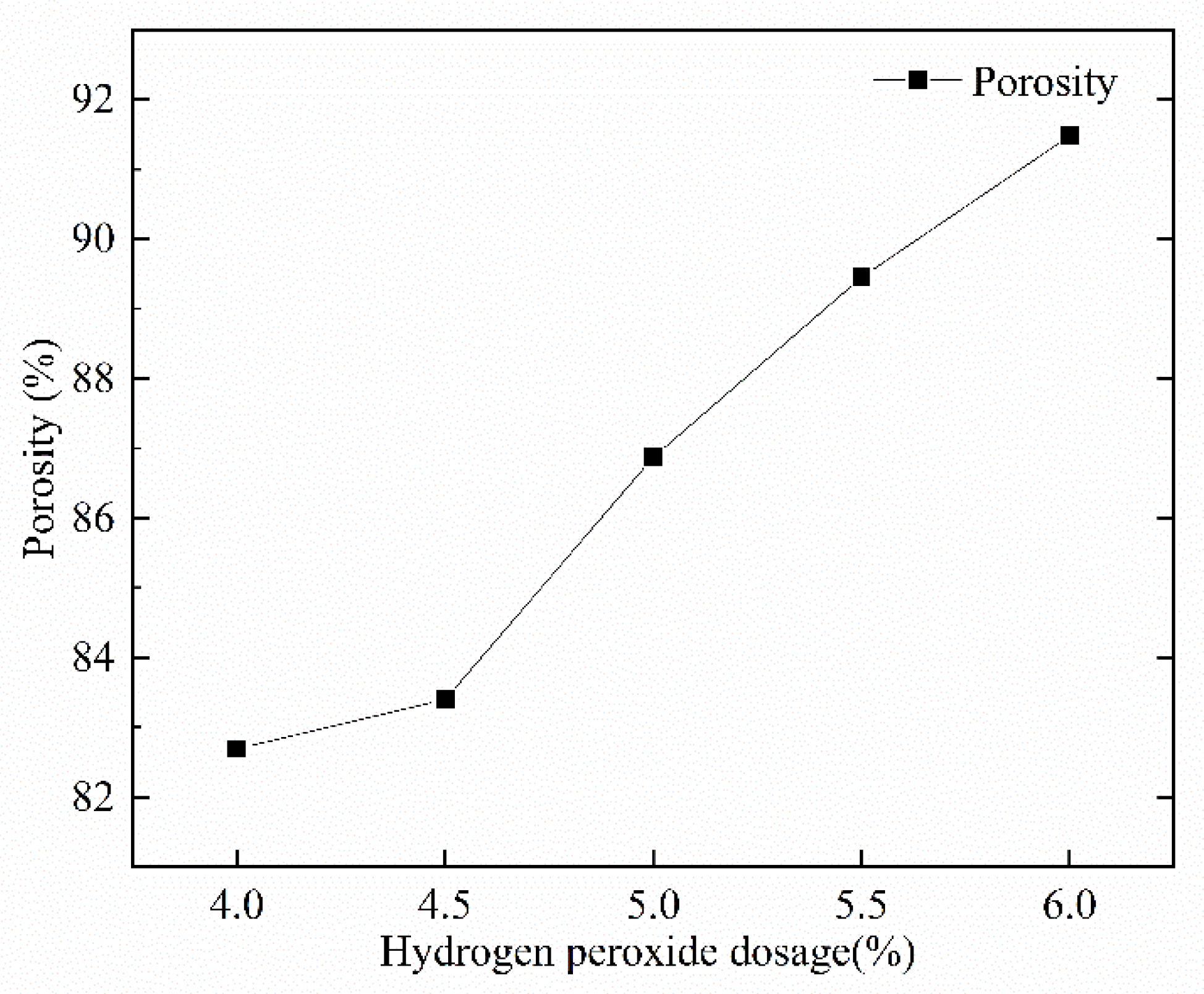
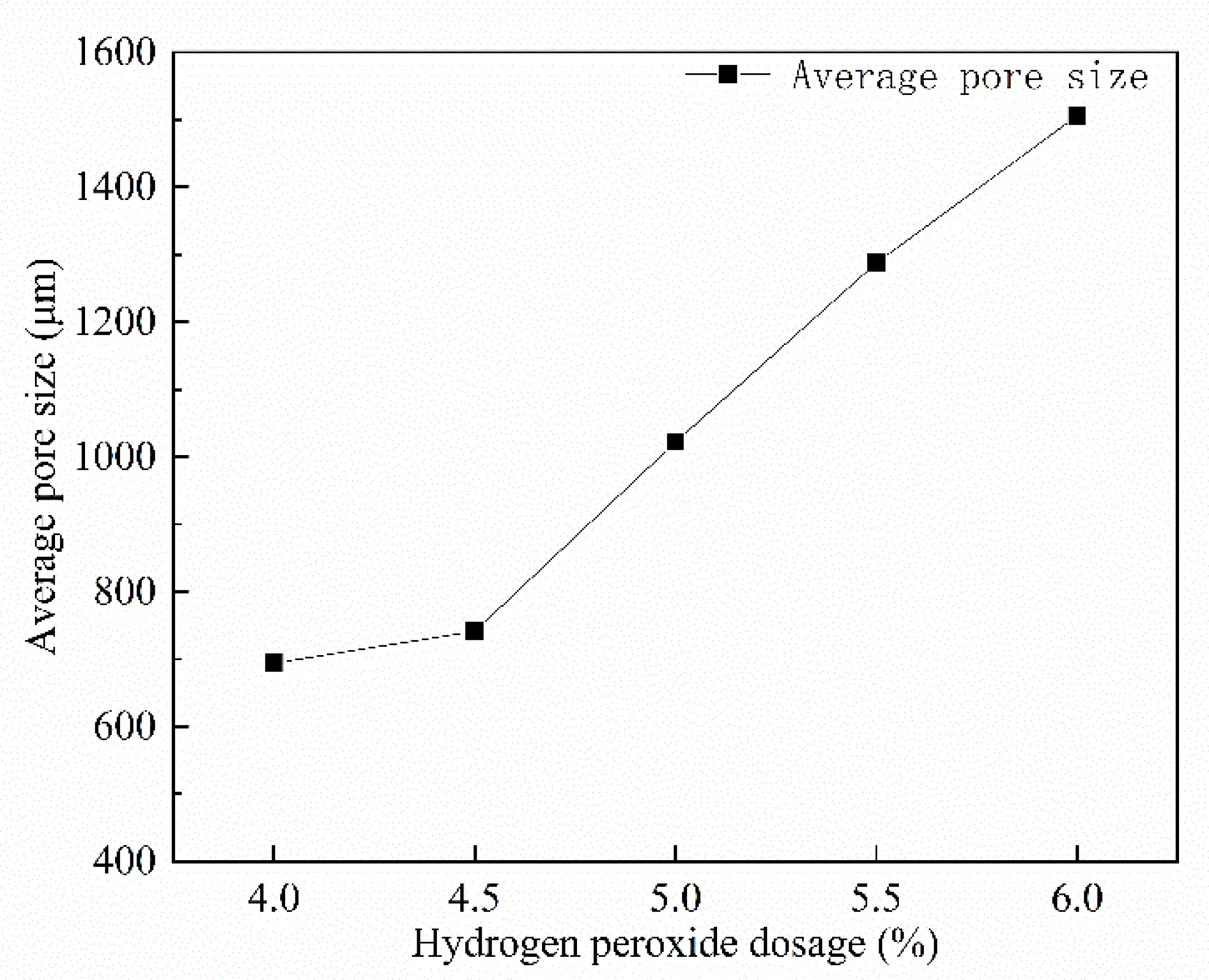
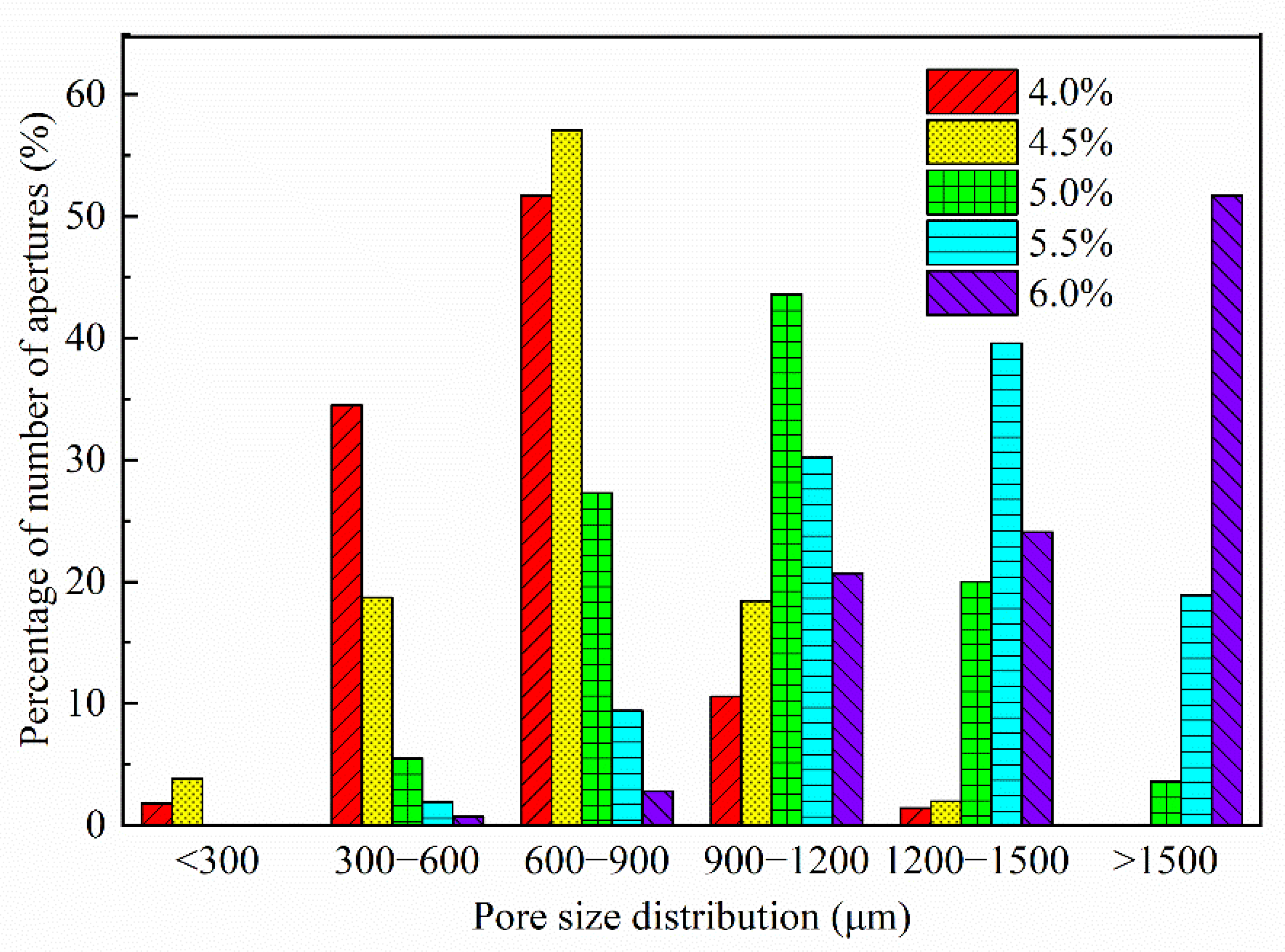
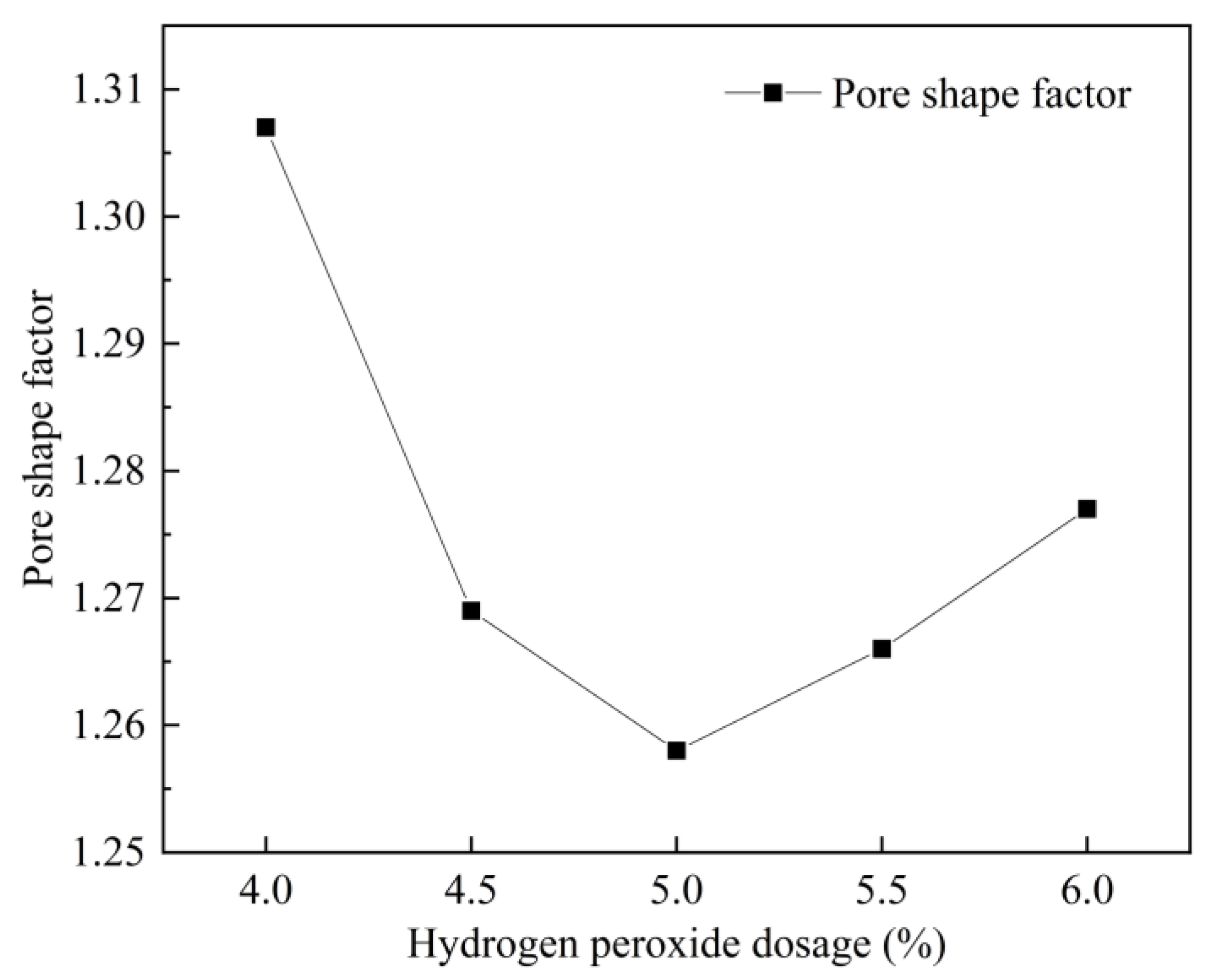
3.4.1. Variation Law of Foam Agent Admixture and Pore Structure of Foam Concrete
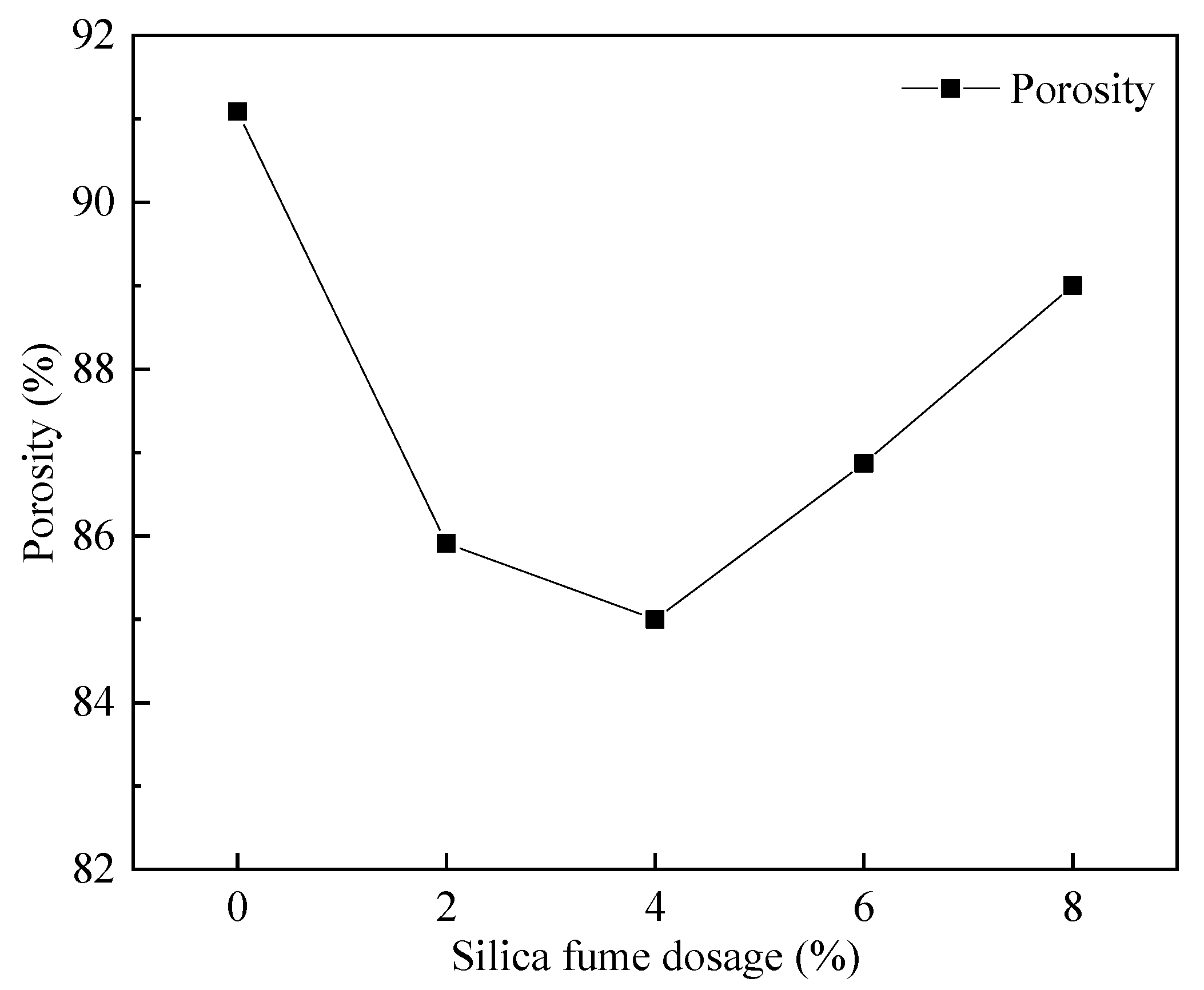
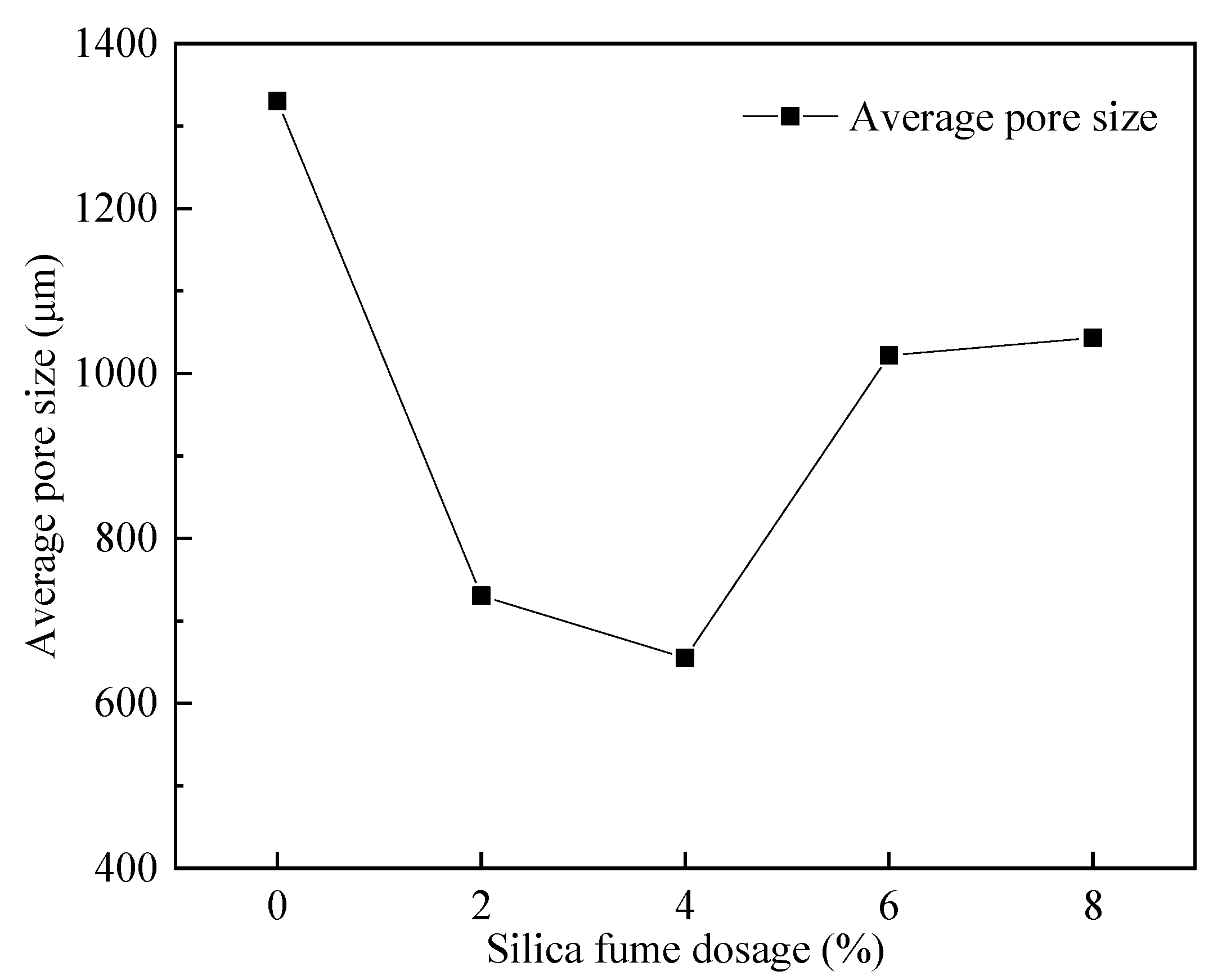
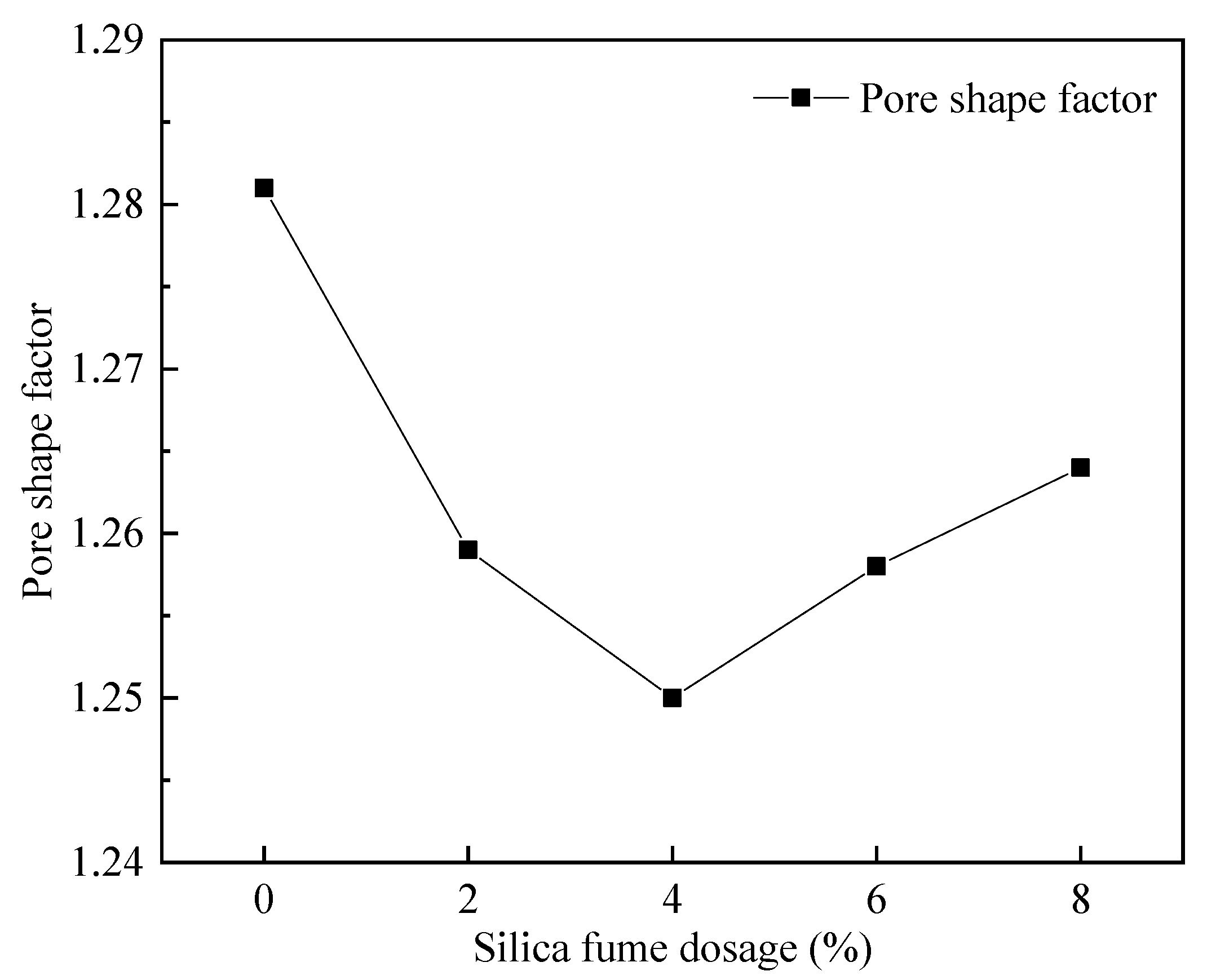
3.4.2. The Variation Law of Silica Fume Dosing on the Pore Structure of Foam Concrete
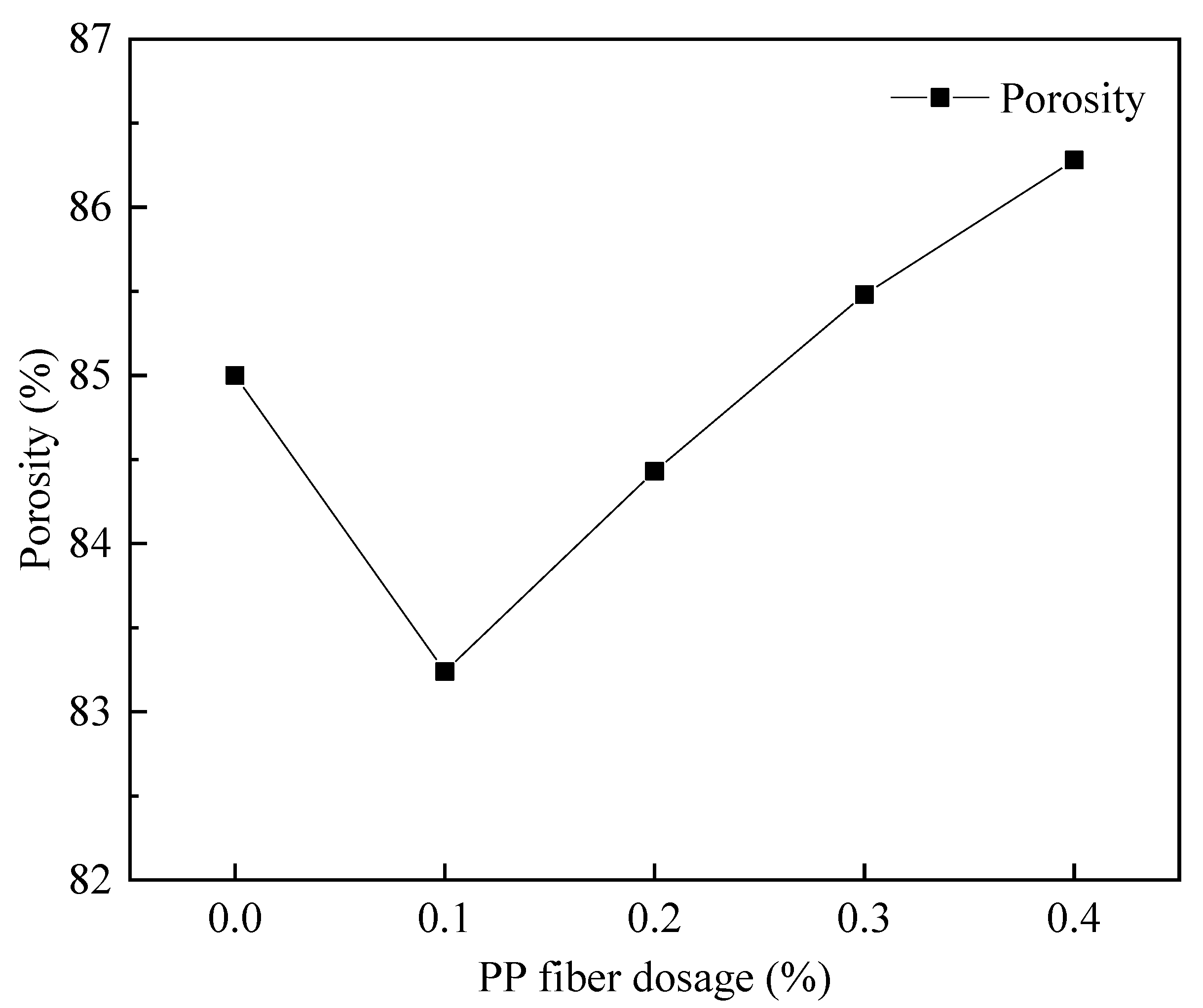
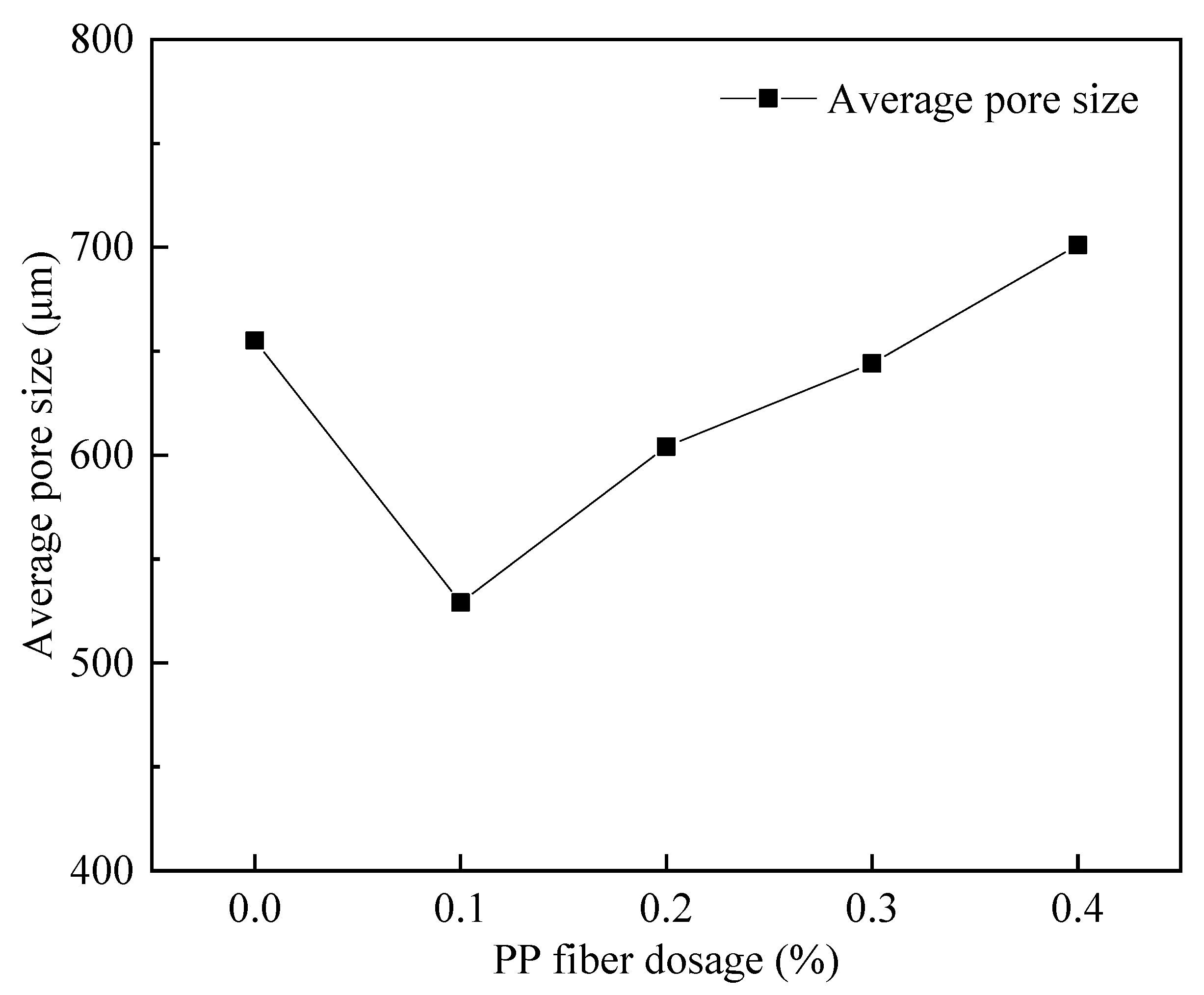
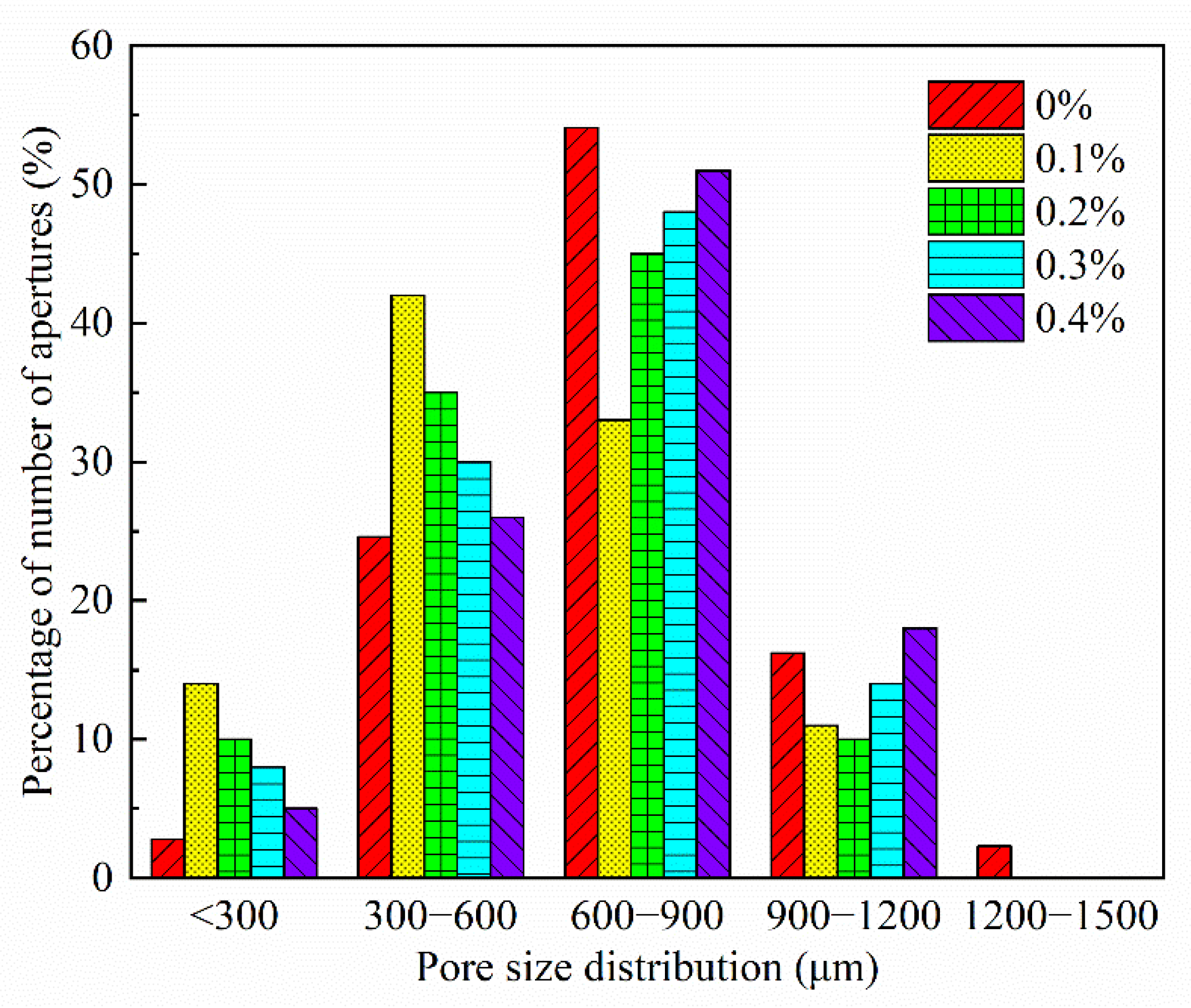
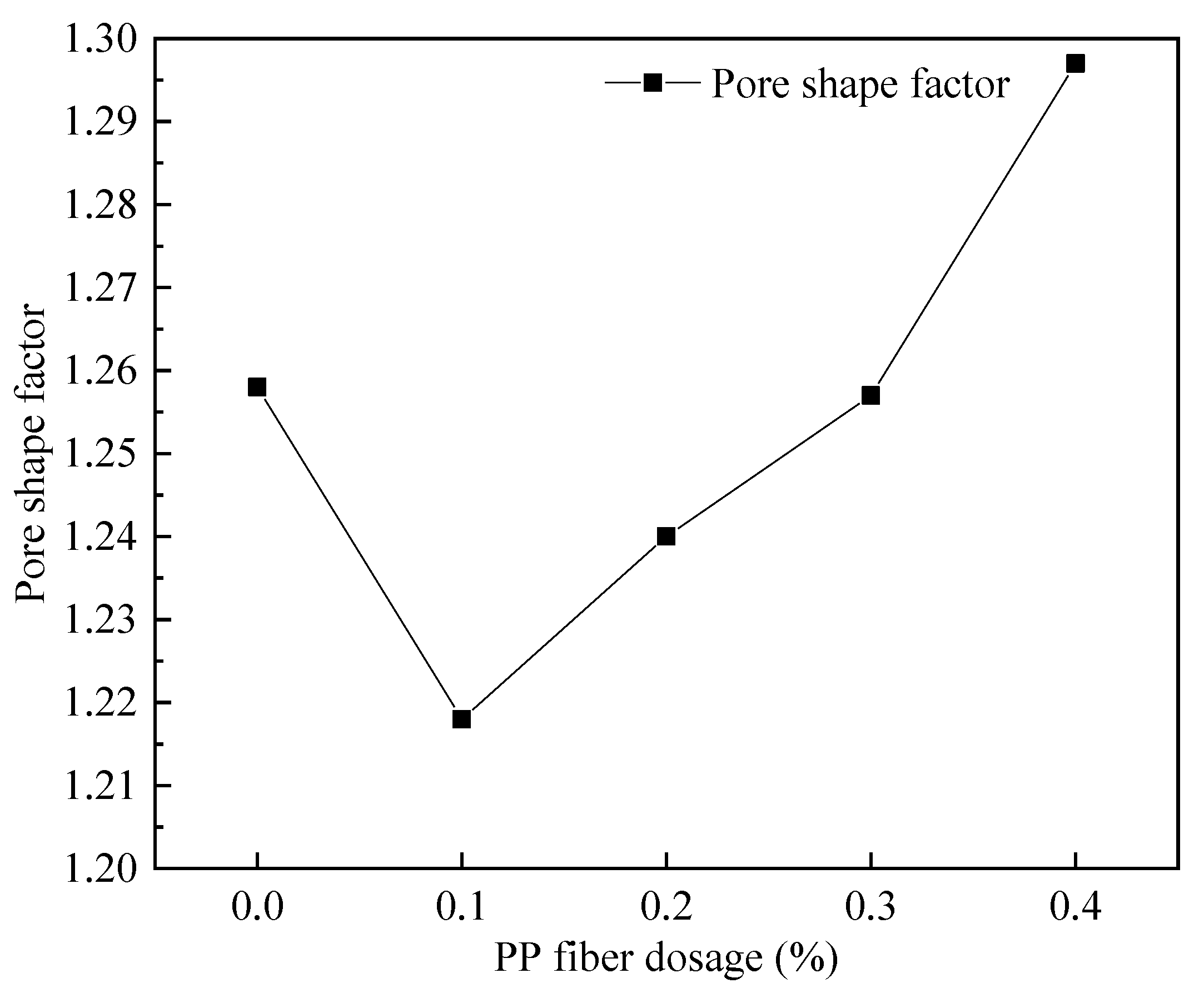
3.4.3. The Variation Law of PP Fiber Admixture on the Pore Structure of Foam Concrete
3.5. Freeze–Thaw Cycle Test Results
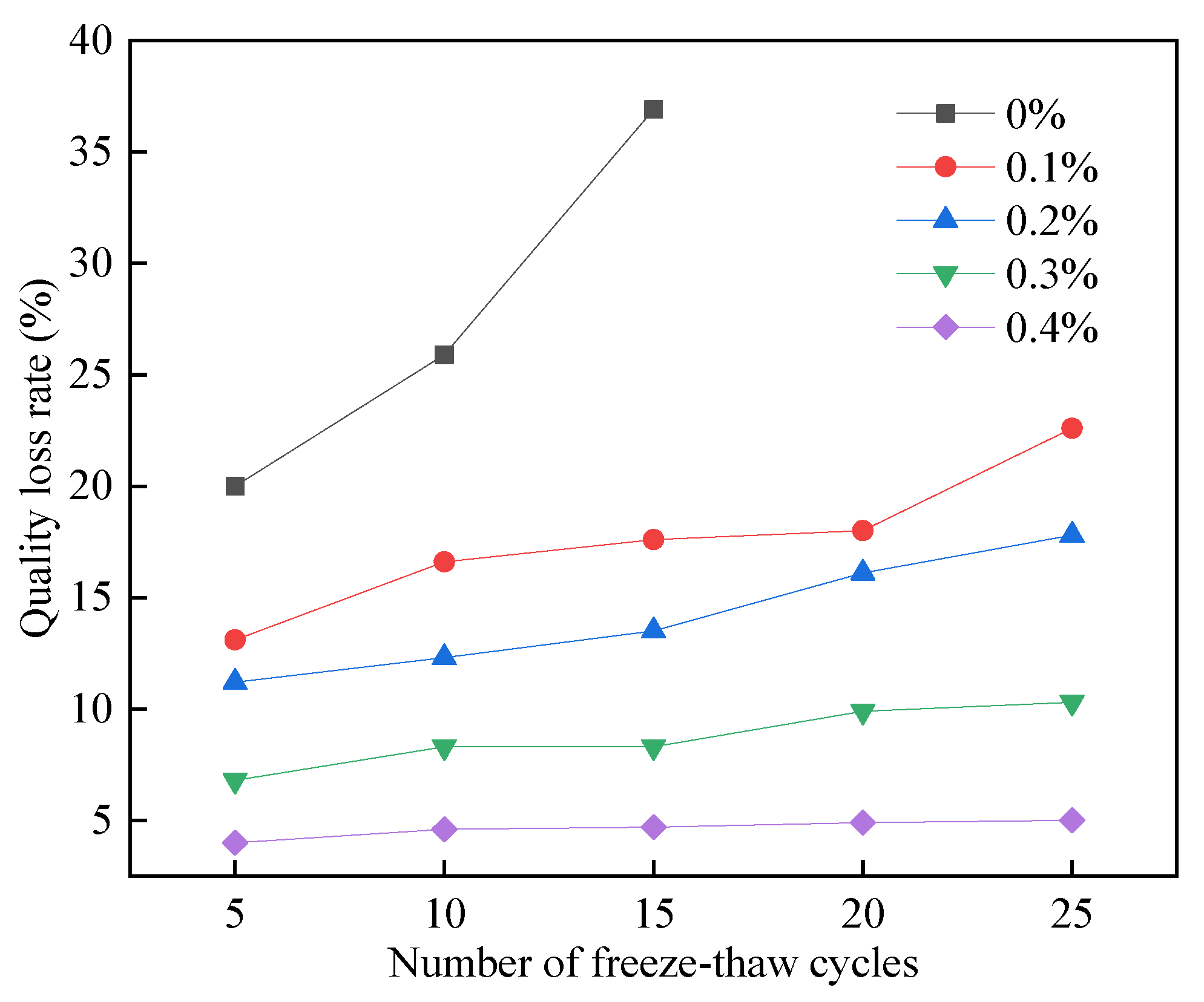
3.5.1. Analysis of Freeze–Thaw Quality Loss Rate Law
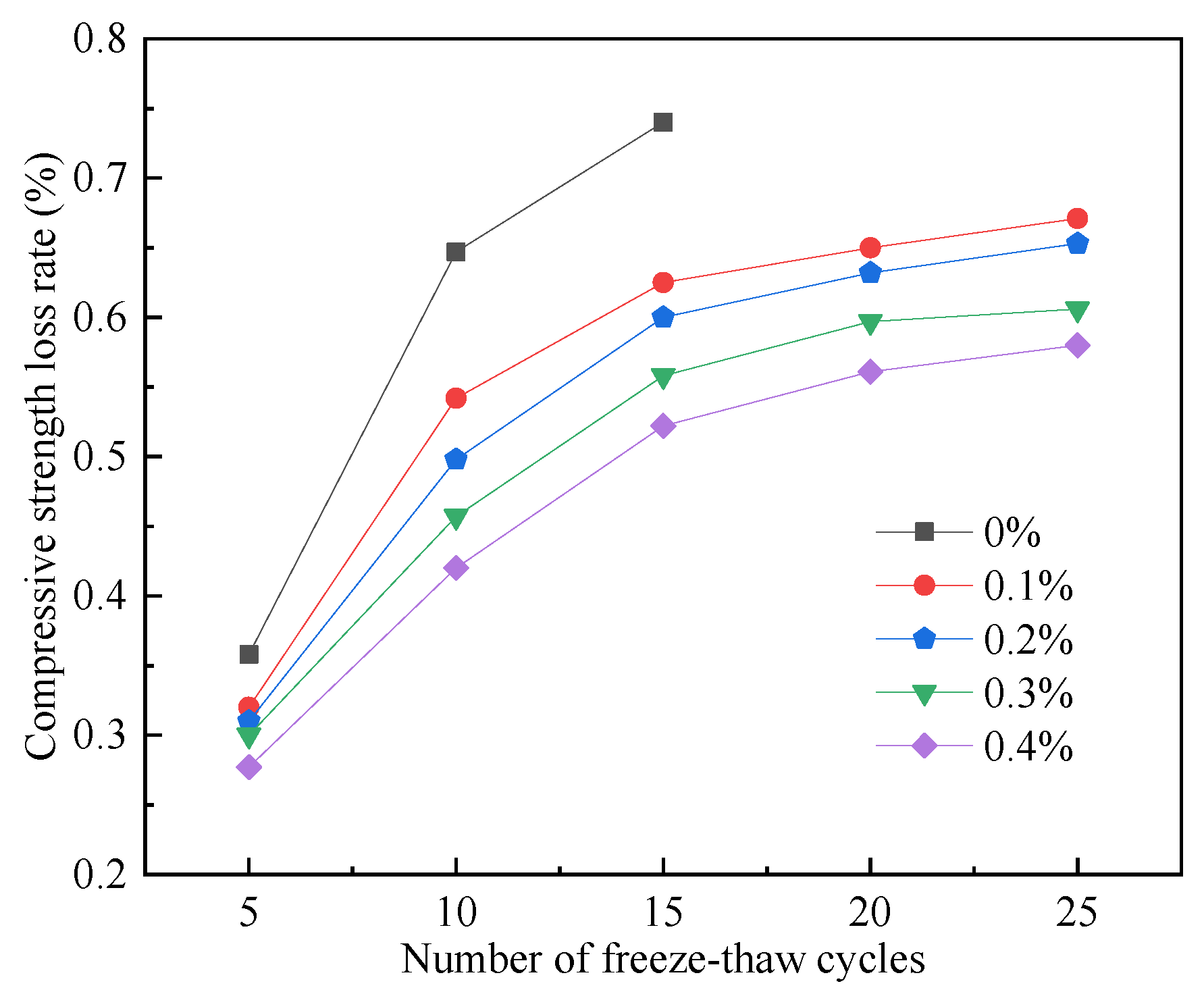
3.5.2. Analysis of Freeze–Thaw Compressive Strength Loss Rate Law
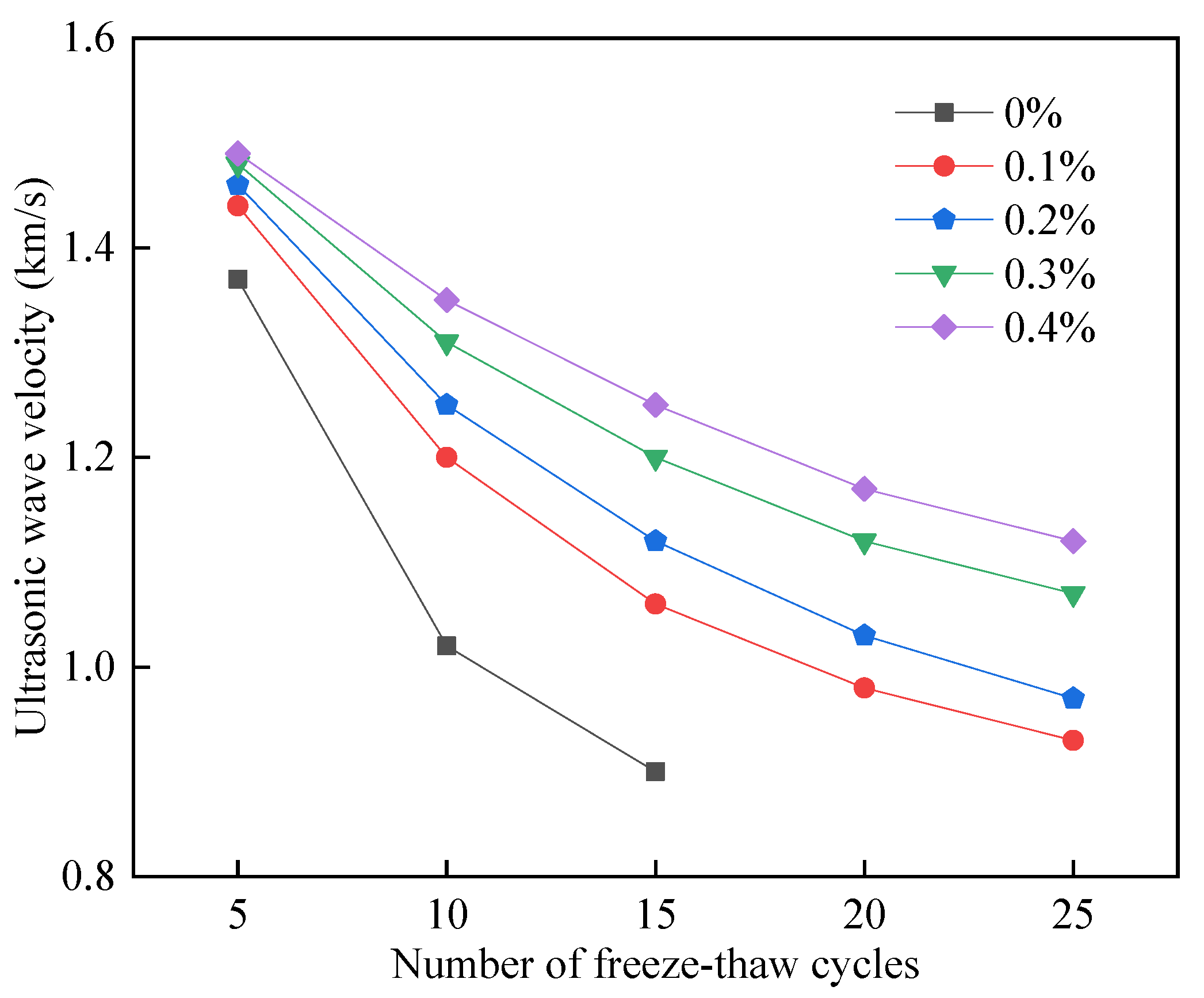
3.5.3. Relationship between Ultrasonic Wave Speed and the Number of Freeze–Thaw Cycles
4. Conclusions
- (1)
- The test results of different hydrogen peroxide dosages on the compressive strength, thermal conductivity, and pore structure parameters of FAFC showed that the compressive strength and thermal conductivity of FAFC decreased with the increase in hydrogen peroxide dosage, and the peak compressive strength was 0.670 MPa when the hydrogen peroxide dosage was 4%. The thermal conductivity was 0.0580 W/(m·K) when the hydrogen peroxide dosage was 5%. The porosity and average pore size of FAFC are positively correlated with the hydrogen peroxide dosage, and the pore size distribution migrates in the direction of large pores. Therefore, it is recommended that the hydrogen peroxide dose is 5%.
- (2)
- In studying the effects of different silica fume dosages on the compressive strength, thermal conductivity, and pore structure parameters of FAFC at 5% of hydrogen peroxide, the dry density of FAFC showed a decreasing trend with the increase in silica fume dosage, and the remaining indexes all peaked. The peak compressive strength was 0.625 MPa, and the peak thermal conductivity was 0.0596 W/(m·K) when the silica fume dosing was 4%. The porosity, average pore size, and pore shape factor of FAFC showed a decreasing trend with the increased silica fume dosing. The pore size distribution migrates first to the small pore direction and then to the significant pore direction. Considering all the properties, the dose of silica fume is recommended to be 4%.
- (3)
- We also studied the effects of PP fiber dosage on the compressive strength, thermal conductivity, and pore structure parameters of FAFC with 5% hydrogen peroxide and 4% silica fume. The compressive strength of FAFC doped with PP fibers was better than when it was not doped. The peak compressive strength was 0.679 MPa, and the peak thermal conductivity was 0.0610 W/(m·K) when the PP fiber dosage was 0.1%. When the dosage of PP fibers was 0.1%, the porosity, average pore size, and pore shape factor of FAFC were the lowest, at 83.24%, 529.05 μm, and 1.218, respectively, and the pore size distribution first migrated to the small pore direction and then to the significant pore direction. Therefore, a PP fiber dosage of 0.1% is recommended.
- (4)
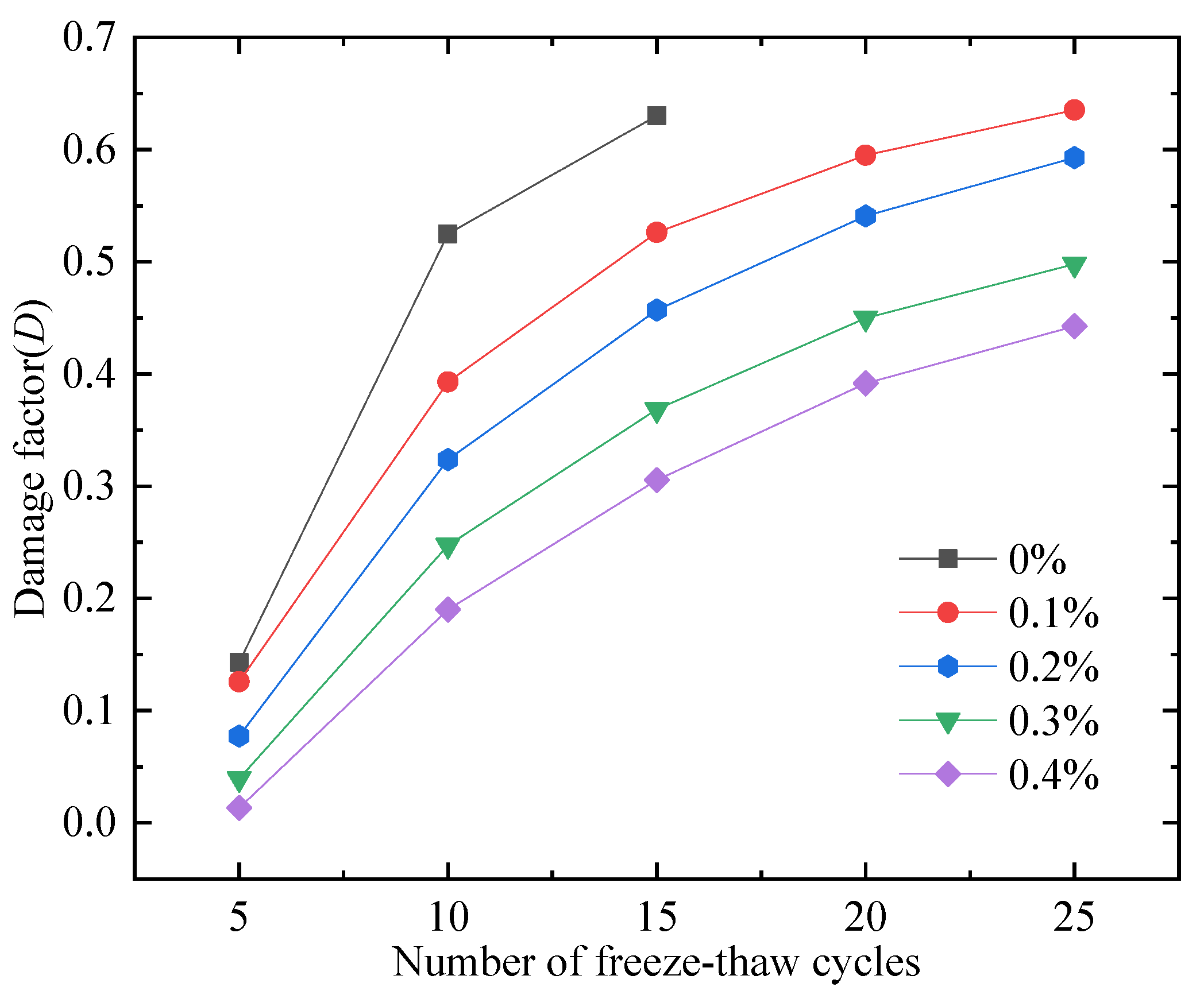
- With the growth of the number of freeze–thaw cycles, the damage index () of FAFC increased. Nonetheless, with the increase in the PP fiber admixture, its damage index () gradually decreased, and the mass loss rate, compressive strength loss rate, and damage factor of FAFC test blocks were the smallest when the admixture of PP fibers was 0.4%. Therefore, PP fibers can improve the frost resistance of FAFC.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Foam concrete | FC |
| Polypropylene fiber | PP fiber |
| Current fly ash foam concrete | FAFC |
References
- Chica, L.; Alzate, A. Cellular concrete review: New trends for application in construction. Constr. Build. Mater. 2019, 200, 637–647. [Google Scholar] [CrossRef]
- Kirubajiny, P.; Sayanthan, R.; Jay, S. Formulating eco-friendly geopolymer foam concrete by alkali-activation of ground brick waste. J. Clean. Prod. 2021, 325, 129180. [Google Scholar] [CrossRef]
- Zhang, S.; Qi, X.; Guo, S.; Zhang, L.; Ren, J. A systematic research on foamed concrete: The effects of foam content, fly ash, slag, silica fume and water-to-binder ratio. Constr. Build. Mater. 2022, 339, 127683. [Google Scholar] [CrossRef]
- Liu, X.; Ni, C.; Meng, K.; Zhang, L.; Liu, D.; Sun, L. Strengthening mechanism of lightweight cellular concrete filled with fly ash. Constr. Build. Mater. 2020, 251, 118954. [Google Scholar] [CrossRef]
- Zhang, S.; Cao, K.; Wang, C.; Wang, X.; Wang, J.; Sun, B. Effect of silica fume and waste marble powder on the mechanical and durability properties of cellular concrete. Constr. Build. Mater. 2020, 241, 117980. [Google Scholar] [CrossRef]
- Su, Z.; Hou, W.; Sun, Z.; Lv, W. Study of In Situ Foamed Fly Ash Geopolymer. Materials 2020, 13, 4059. [Google Scholar] [CrossRef] [PubMed]
- Jones, M.R.; McCarthy, A. Heat of hydration in foamed concrete: Effect of mix constituents and plastic density. Cem. Concr. Res. 2006, 36, 1032–1041. [Google Scholar] [CrossRef]
- Jitchaiyaphum, K.; Sinsiri, T.; Chindaprasirt, P. Cellular lightweight concrete containing pozzolan materials. Procedia Eng. 2011, 14, 1157–1164. [Google Scholar] [CrossRef]
- Chen, X.; Yan, Y.; Liu, Y.; Hu, Z. Utilization of circulating fluidized bed fly ash for the preparation of foam concrete. Constr. Build. Mater. 2014, 54, 137–146. [Google Scholar] [CrossRef]
- Hilal, A.A.; Thom, N.H.; Dawson, A.R. The use of additives to enhance properties of pre-formed foamed concrete. Int. J. Eng. Technol. 2015, 7, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Yuan, H.; Gao, F.; Zhang, H.; Ge, Z.; Wang, K.; Sun, R.; Guan, Y.; Ling, Y.; Jiang, N. A Feasibility Study of Low Cement Content Foamed Concrete Using High Volume of Waste Lime Mud and Fly Ash for Road Embankment. Materials 2022, 15, 86. [Google Scholar] [CrossRef] [PubMed]
- Esmaeili Falak, M.; Lotfi, E.A.; Nematzadeh, S. Improvement of mechanical parameters of concrete yielded from pozzolanic cement for irrigation and drainage projects. J. Struct. Constr. Eng. 2019, 6, 43–58. [Google Scholar]
- Ji, Y.; Zhang, J.; Wu, Y.W.; Shang, C.C.; Fan, J.H. Effect of fly ash on the pore structure and compressive strength of foam concrete. Silic. Bull. 2018, 37, 3657–3662. [Google Scholar]
- Dey, V.; Bonakdar, A.; Mobasher, B. Low-velocity flexural impact response of fiber-reinforced aerated concrete. Cem. Concr. Compos. 2014, 49, 100–110. [Google Scholar] [CrossRef]
- Zhou, D.; Gao, H.; Liao, H.; Fang, L.; Cheng, F. Enhancing the performance of foam concrete containing fly ash and steel slag via a pressure foaming process. J. Clean. Prod. 2021, 329, 129664. [Google Scholar] [CrossRef]
- Jhatial, A.A.; Goh, W.I.; Mastoi, A.K.; Traore, A.F.; Oad, M. Environmental assessment and mechanical properties of Polypropylene fibres reinforced ternary binder foamed concrete. Environ. Sci. Pollut. Res. 2021, 29, 2985–3007. [Google Scholar] [CrossRef]
- Falliano, D.; Parmigiani, S.; Suarez-Riera, D.; Ferro, G.A.; Restuccia, L. Stability, flexural behavior and compressive strength of ultra-lightweight fiber-reinforced foamed concrete with dry density lower than 100 kg/m3. J. Build. Eng. 2022, 51, 104329. [Google Scholar] [CrossRef]
- Gencel, O.; Bayraktar, O.Y.; Kaplan, G.; Benli, A.; Martínez-Barrera, G.; Brostow, W.; Tek, M.; Bodur, B. Characteristics of hemp fibre reinforced foam concretes with fly ash and Taguchi optimization. Constr. Build. Mater. 2021, 294, 123607. [Google Scholar] [CrossRef]
- Şeker, B.; Gökçe, M.; Toklu, K. Investigation of the effect of silica fume and synthetic foam additive on cell structure in ultra-low density foam concrete. Case Stud. Constr. Mater. 2022, 16, e01062. [Google Scholar] [CrossRef]
- Priyanka, E.; Sathyan, D.; Mini, K.M. Functional and strength characteristics of EPS beads incorporated foam concrete wall panels. Mater. Today Proc. 2021, 46, 5167–5170. [Google Scholar] [CrossRef]
- Chung, S.-Y.; Lehmann, C.; Elrahman, M.A.; Stephan, D. Pore characteristics and their effects on the material properties of foamed concrete evaluated using Micro-CT images and numerical approaches. Appl. Sci. 2017, 7, 550. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, X.; Chen, B.; Wen, R.; Wu, P. Analysis of foamed concrete pore structure of railway roadbed based on X-ray computed tomography. Constr. Build. Mater. 2021, 273, 121773. [Google Scholar] [CrossRef]
- Zhao, J.; Deng, Y.; Gao, P.; Lu, X.; Zhang, J.; Zong, J. Pore structure, morphology, and strength of self-compacting foam material backfilled behind the underground pipe-wall of Yellow River. Materials 2020, 13, 5724. [Google Scholar] [CrossRef]
- Zhu, B.Q.; Wei, G.P.; Li, H.C. Characteristics of pore size distribution of porous thermal insulation refractories based on image analysis. J. Silic. 2012, 40, 1369–1375. [Google Scholar]
- Hu, Y.L.; Hao, J.G.; Zhao, X.M.; Peng, H.L.; Yang, W.B.; Gao, P.W. Study on the relationship between the performance of foam lightweight concrete and pore structure. J. Nanjing Univ. Sci. Technol. 2019, 43, 363–366. [Google Scholar]
- Peng, J.Z.; Peng, X.Q.; Gui, M.M.; Cai, Z.Z. Image analysis method for pore structure characterization of autoclaved aerated concrete. Mater. Guide 2011, 25, 125–129. [Google Scholar]
- Hajimohammadi, A.; Ngo, T.; Mendis, P.; Nguyen, T.; Kashani, A.; van Deventer, J.S. Pore characteristics in one-part mix geopolymers foamed by H2O2: The impact of mix design. Mater. Des. 2017, 130, 381–391. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Mendis, P. Enhancing the strength of pre-made foams for foam concrete applications. Cem. Concr. Compos. 2018, 87, 164–171. [Google Scholar] [CrossRef]
- Gong, J.Q.; Zhang, W.J. The effects of pozzolanic powder on foam concrete pore structure and frost resistance. Constr. Build. Mater. 2019, 208, 135–143. [Google Scholar] [CrossRef]
- Pang, C.M.; Wang, S.H. Characterization of the pore structure of foam concrete and its influence on performance. J. Constr. Mater. 2017, 20, 93–98. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, Q.; Shi, Y.; Zheng, G.; Li, Q.; Chen, H.; Cheng, X. Effects of different control methods on the mechanical and thermal properties of ultra-light foamed concrete. Constr. Build. Mater. 2020, 262, 120082. [Google Scholar] [CrossRef]
- Liang, X.Q.; Huang, P.B.; Huang, B.Z.; Yang, L.M.; Sun, W.X.; Lin, Y.M.; Ren, Z.Q.; Li, Y.D.; Liu, H. Experimental study on the durability of autoclaved aerated concrete based on pore structure in freeze-thaw cycles. Mater. Guide 2021, 35, 200–204. [Google Scholar]
- Gu, Y.X.; Wang, Y.Z.; Wang, X.M. Research progress of foamed concrete with different processes. Concrete 2013, 12, 148–152. [Google Scholar]
- JG/T266-2011; Foamed Concrete. National Standards of the People’s Republic of China: Beijing, China, 2011.
- GB/T10295-2008; Thermal Insulation Materials-Determination of Steady-State Thermal Resistance and Related Properties-Heat Flow Meter Method. National Standards of the People’s Republic of China: Beijing, China, 2008.
- GB/T10294-2008; Thermal Insulation Materials-Determination of Steady-State Thermal Resistance and Related Properties-Protective Hot Plate Method. National Standards of the People’s Republic of China: Beijing, China, 2008.
- JGJ/T341-2014; Technical Specification for Application of Foamed Concrete. National Standards of the People’s Republic of China: Beijing, China, 2014.
- Su, L.J.; Sun, Q.; Li, S.W. Effect of foaming agent dosage on strength of fly ash foamed concrete. Nonmet. Ore 2017, 40, 53–55. [Google Scholar]
- Liu, Z.C. Influence of multiple mineral admixtures on the performance of foamed concrete. Concr. Cem. Prod. 2021, 8, 1–4. [Google Scholar] [CrossRef]
- Zhang, X.S.; Zhu, Y.F.; Huang, L.C. Effect of polypropylene fiber on properties of foamed concrete. New Build. Mater. 2019, 46, 140–142. [Google Scholar]
- Li, H.; Jun, L.; Lu, Z.Y.; Niu, Y.H. Influence of foaming agent on cement and foam concrete. Constr. Build. Mater. 2021, 280, 122399. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, W.; Wu, X.M.; Bo, G. The properties of the self-compacting concrete with fly ash and ground granulated blast furnace slag mineral admixtures. J. Clean. Prod. 2015, 95, 66–74. [Google Scholar] [CrossRef]
- Yan, P.Y.; Zhang, B. The mechanical properties of high strength concrete prepared with different forms of silica fume. J. Silic. 2016, 44, 196–201. [Google Scholar] [CrossRef]
- Geng, L. Experimental Study on the Mix Ratio and Performance of Ultra-Light Foam Concrete Insulation Materials. Master’s Thesis, Liaoning University of Science and Technology, Anshan, China, 2018. [Google Scholar]
- Batool, F.; Rafi, M.M.; Bindiganavile, V. Microstructure and thermal conductivity of cement-based foam: A review. J. Build. Eng. 2018, 20, 696–704. [Google Scholar] [CrossRef]
- Gökçe, H.S.; Hatungimana, D.; Ramyar, K. Effect of fly ash and silica fume on hardened properties of foam concrete. Constr. Build. Mater. 2019, 194, 1–11. [Google Scholar] [CrossRef]
- Hilal, A.A.; Thom, N.H.; Dawson, A.R. Pore Structure and Permeation Characteristics of Foamed Concrete. J. Adv. Concr. Technol. 2014, 12, 535–544. [Google Scholar] [CrossRef]
- Amran, Y.M.; Farzadnia, N.; Ali, A.A. Properties and applications of foamed concrete; a review. Constr. Build. Mater. 2015, 101, 990–1005. [Google Scholar] [CrossRef]
- Ning, H.; Hu, Y.; Zhong, Y.; Liu, X.R. The pore structure and frost resistance of multi-scale polypropylene fiber reinforced concrete. J. Chongqing Univ. 2019, 42, 38–46. [Google Scholar]
- Zhou, X.Y.; Yang, D.Y.; Zhu, C.X.; Wang, T.Z.; Zhao, X.T.; Liu, M. Durability of multi-scale polypropylene fiber reinforced concrete based on pore structure analysis. Mater. Sci. Eng. J. 2022, 40, 110–115. [Google Scholar] [CrossRef]
- Shang, H.S.; Yi, T.H. Freeze-Thaw Durability of Air-Entrained Concrete. Sci. World J. 2013, 2013, 650791. [Google Scholar] [CrossRef]
- Richardson, A.E.; Coventry, K.A.; Wilkinson, S. Freeze/thaw durability of concrete with synthetic fiber additions. Cold Reg. Sci. Technol. 2012, 83–84, 49–56. [Google Scholar] [CrossRef]
- Ebrahimi, K.; Daiezadeh, M.J.; Zakertabrizi, M.; Zahmatkesh, F.; Korayem, A.H. A review of the impact of micro- and nanoparticles on freeze-thaw durability of hardened concrete: Mechanism perspective. Constr. Build. Mater. 2018, 186, 1105–1113. [Google Scholar] [CrossRef]
- Peng, Z.; Li, Q.F. Effect of polypropylene fiber on durability of concrete composite containing fly ash and silica fume. Compos. Part B Eng. 2013, 45, 1587–1594. [Google Scholar] [CrossRef]
- Wang, C.X.; Liu, L.; Cao, F.B.; Lu, L. Experimental study on mechanical properties of recycled concrete after freeze-thaw cycles. J. Build. Struct. 2020, 41, 193–202. [Google Scholar] [CrossRef]
- Daneti, S.B.; Wee, T.H.; Thangayah, T.S. Effect of polypropylene fibres on the shrinkage cracking behaviour of lightweight concrete. Mag. Concr. Res. 2011, 63, 871–881. [Google Scholar] [CrossRef]
- Cheng, H.Q.; Gao, D.Y. Experimental study on freeze-thaw damage of polypropylene fiber reinforced concrete. J. Southeast Univ. (Nat. Sci. Ed.) 2010, 40, 197–200. [Google Scholar]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Physical Indicators | ||
|---|---|---|---|
| SiO2 | 22.36 | Fineness (%) | 1.6 |
| SO3 | 2.86 | Loss on ignition (%) | 1.4 |
| CaO | 57.25 | Coagulation time (min) | |
| K2 O | 0.76 | Initial condensation | 200 |
| MgO | 1.44 | Final condensation | 245 |
| Al2O3 | 7.70 | Compressive strength (MPa) | |
| Na2O | 0.41 | 3 d | 25.47 |
| Fe2O3 | 5.10 | 28 d | 42.68 |
| Chemical Composition (%) | Physical Indicators | ||
|---|---|---|---|
| SiO2 | 28.56 | Fineness (%) | 17.8 |
| SO3 | 6.15 | ||
| TiO2 | 1.07 | Loss on ignition (%) | 2.07 |
| CaO | 12.28 | ||
| K2O | 1.69 | Water content (%) | 0.33 |
| MgO | 2.10 | ||
| Al2O3 | 37.93 | Water demand ratio (%) | 97 |
| Fe2O3 | 12.80 |
| Chemical Composition (%) | Fineness (m2/kg) | 28 d Activity Index (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | Na2O | CaO | MgO | K2O | 18,000 | 95 |
| 97.01 | 2.87 | 4.91 | 4.12 | 1.11 | 2.87 | 5.64 | ||
| Serial Number | Fly Ash (%) | Silica Fume (%/kg·m−3) | Hydrogen Peroxide (%/kg·m−3) | PP Fiber (%/kg·m−3) |
|---|---|---|---|---|
| 1 | 40/83.3 | 6/12.5 | 4/8.3 | 0/0 |
| 2 | 40/83.3 | 6/12.5 | 4.5/9.3 | 0/0 |
| 3 | 40/83.3 | 6/12.5 | 5/10.4 | 0/0 |
| 4 | 40/83.3 | 6/12.5 | 5.5/11.4 | 0/0 |
| 5 | 40/83.3 | 6/12.5 | 6/12.5 | 0/0 |
| 6 | 40/83.3 | 0/0 | 5/10.4 | 0/0 |
| 7 | 40/83.3 | 2/4.1 | 5/10.4 | 0/0 |
| 8 | 40/83.3 | 4/8.3 | 5/10.4 | 0/0 |
| 9 | 40/83.3 | 8/16.6 | 5/10.4 | 0/0 |
| 10 | 40/83.3 | 4/8.3 | 5/10.4 | 0.1/0.2 |
| 11 | 40/83.3 | 4/8.3 | 5/10.4 | 0.2/0.4 |
| 12 | 40/83.3 | 4/8.3 | 5/10.4 | 0.3/0.6 |
| 13 | 40/83.3 | 4/8.3 | 5/10.4 | 0.4/0.8 |
| Test Block Proportioning | Wave Speed v (km/s) |
|---|---|
| 0% | 1.48 |
| 0.1% | 1.54 |
| 0.2% | 1.52 |
| 0.3% | 1.51 |
| 0.4% | 1.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Li, H.; Yan, C.; Ding, Y.; Zhang, X.; Zhao, J. Investigating the Mechanical and Durability Characteristics of Fly Ash Foam Concrete. Materials 2022, 15, 6077. https://doi.org/10.3390/ma15176077
Li S, Li H, Yan C, Ding Y, Zhang X, Zhao J. Investigating the Mechanical and Durability Characteristics of Fly Ash Foam Concrete. Materials. 2022; 15(17):6077. https://doi.org/10.3390/ma15176077
Chicago/Turabian StyleLi, Sheng, Hongbo Li, Changyu Yan, Yongfa Ding, Xuanshuo Zhang, and Jing Zhao. 2022. "Investigating the Mechanical and Durability Characteristics of Fly Ash Foam Concrete" Materials 15, no. 17: 6077. https://doi.org/10.3390/ma15176077
APA StyleLi, S., Li, H., Yan, C., Ding, Y., Zhang, X., & Zhao, J. (2022). Investigating the Mechanical and Durability Characteristics of Fly Ash Foam Concrete. Materials, 15(17), 6077. https://doi.org/10.3390/ma15176077