
Development of Temperature-Controlled Shear Tests to Reproduce White-Etching-Layer Formation in Pearlitic Rail Steel

 , , ,
, , ,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
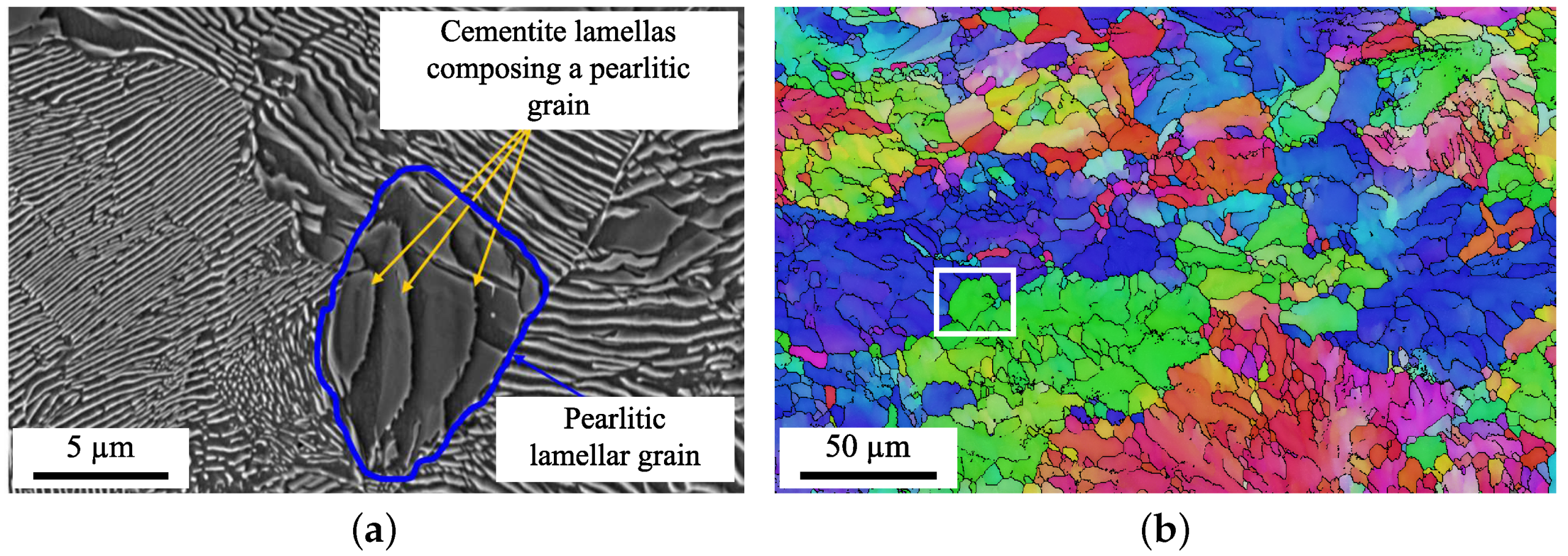
2.1. Material
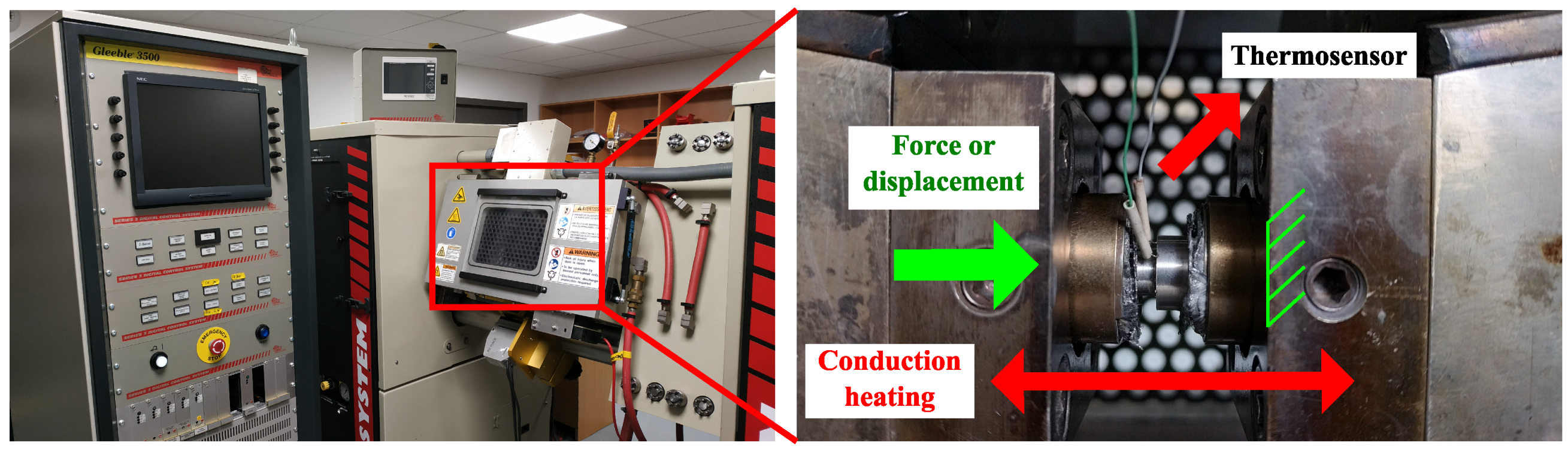
2.2. Thermomechanical Test Bench
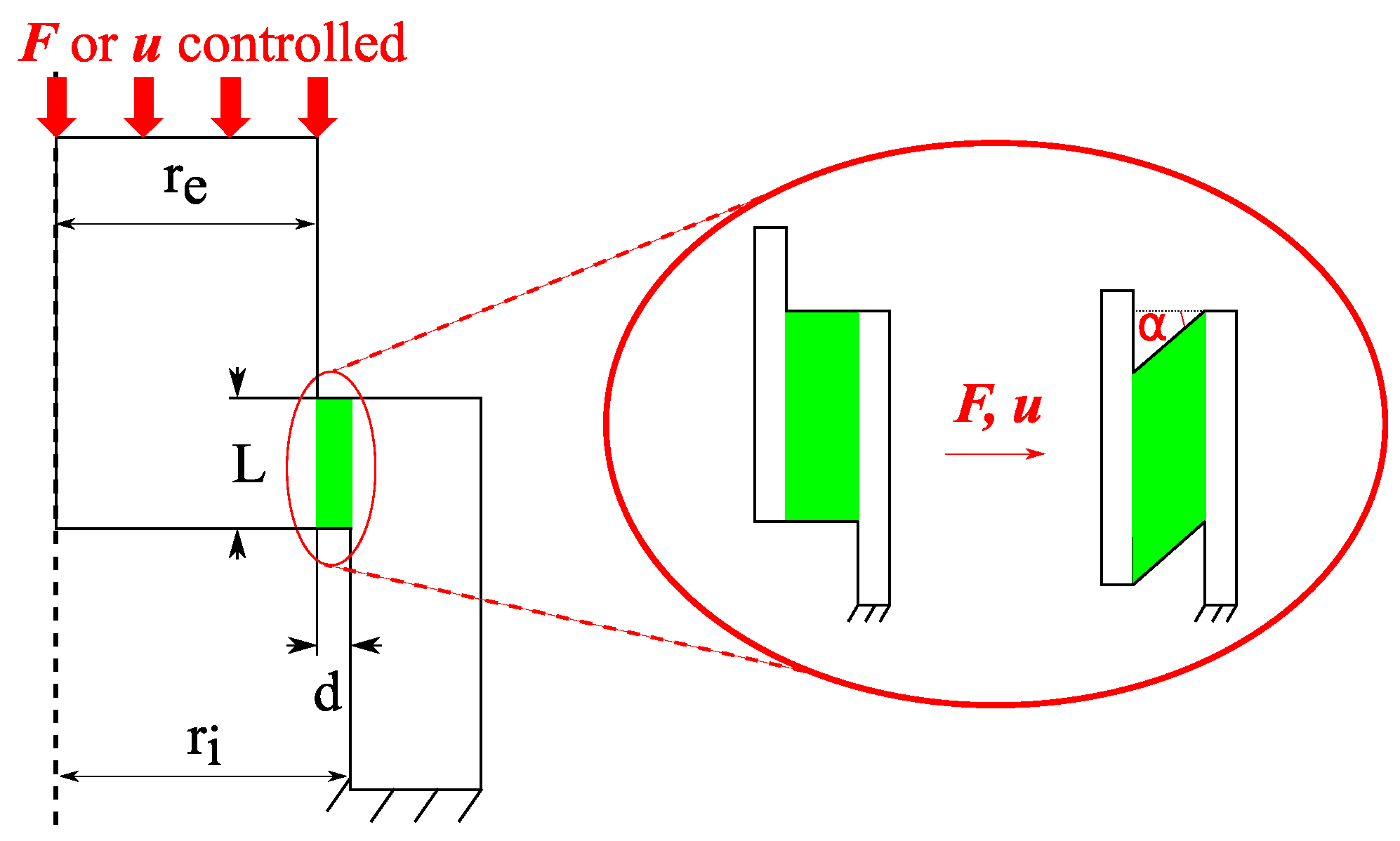
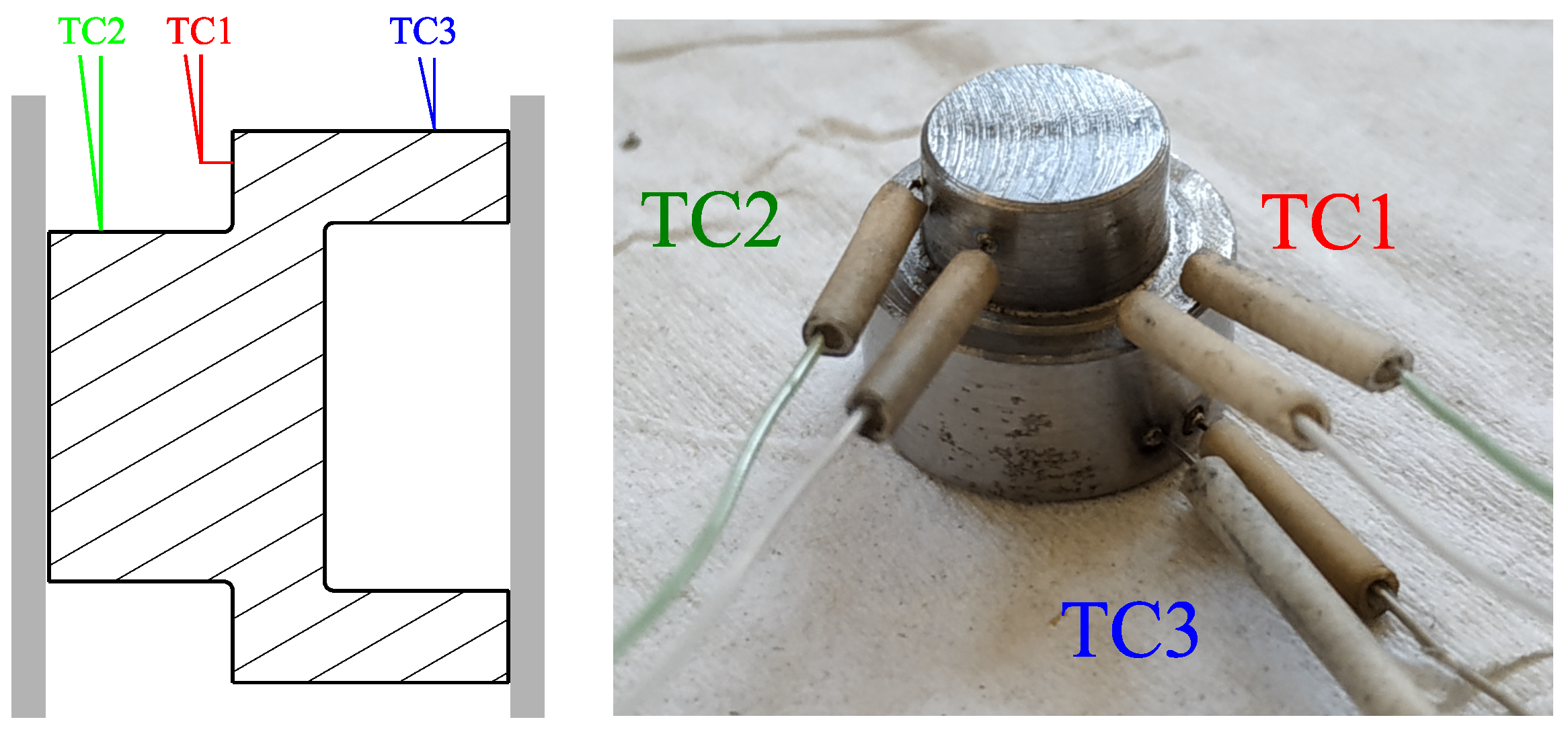
2.3. Hat-Shaped Specimen
2.4. Microstructural Characterization
- LAGBs for angles between 5° and 15°,
- MAGBs for angles from 15° to 40°,
- HAGBs for angles above 40°.
3. Results
3.1. Monotonic Tests
3.1.1. Macroscopic Analysis
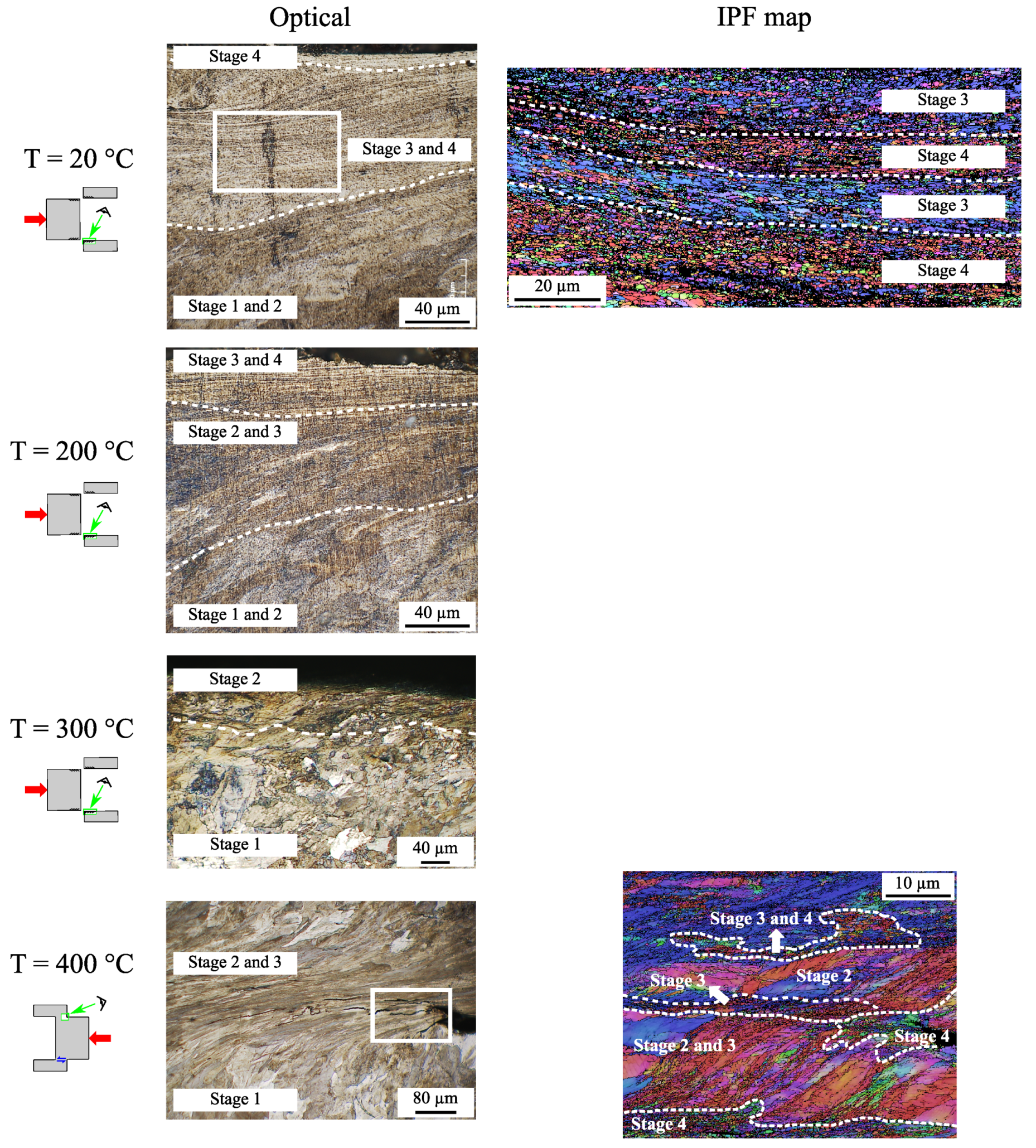
3.1.2. Microstructural Characterization
3.2. Cyclic Tests
3.2.1. Macroscopic Analysis
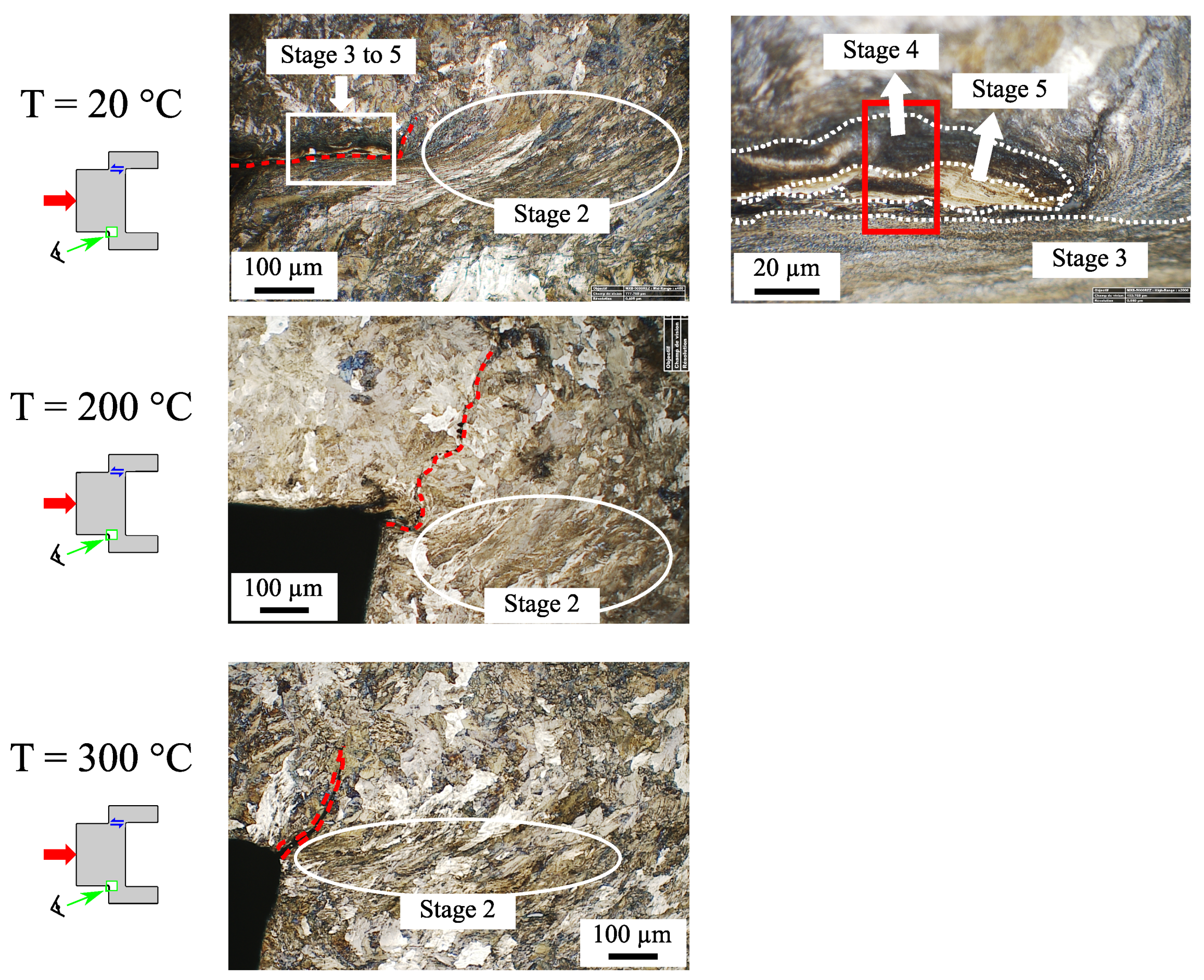
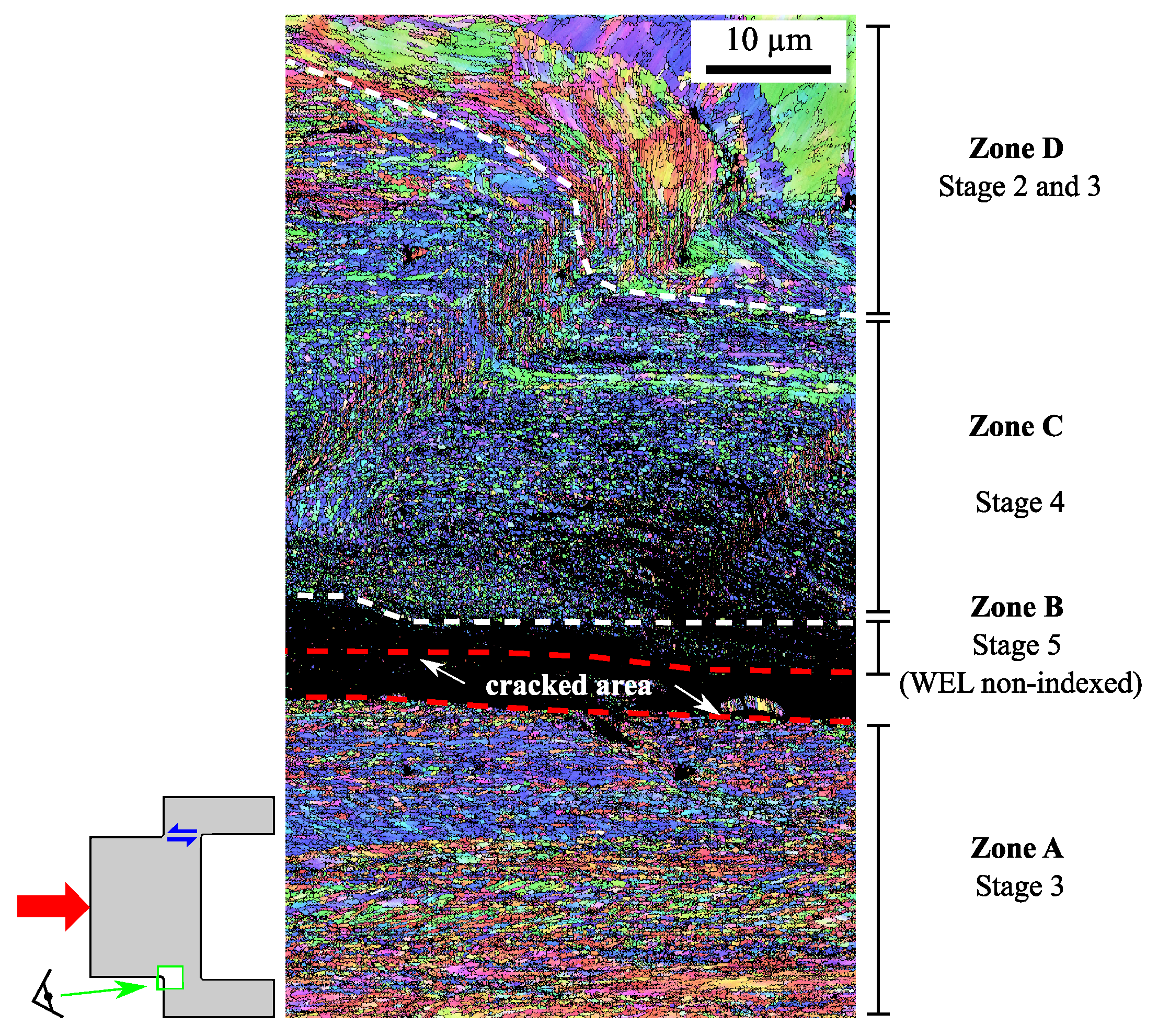
3.2.2. Microstructural Characterization
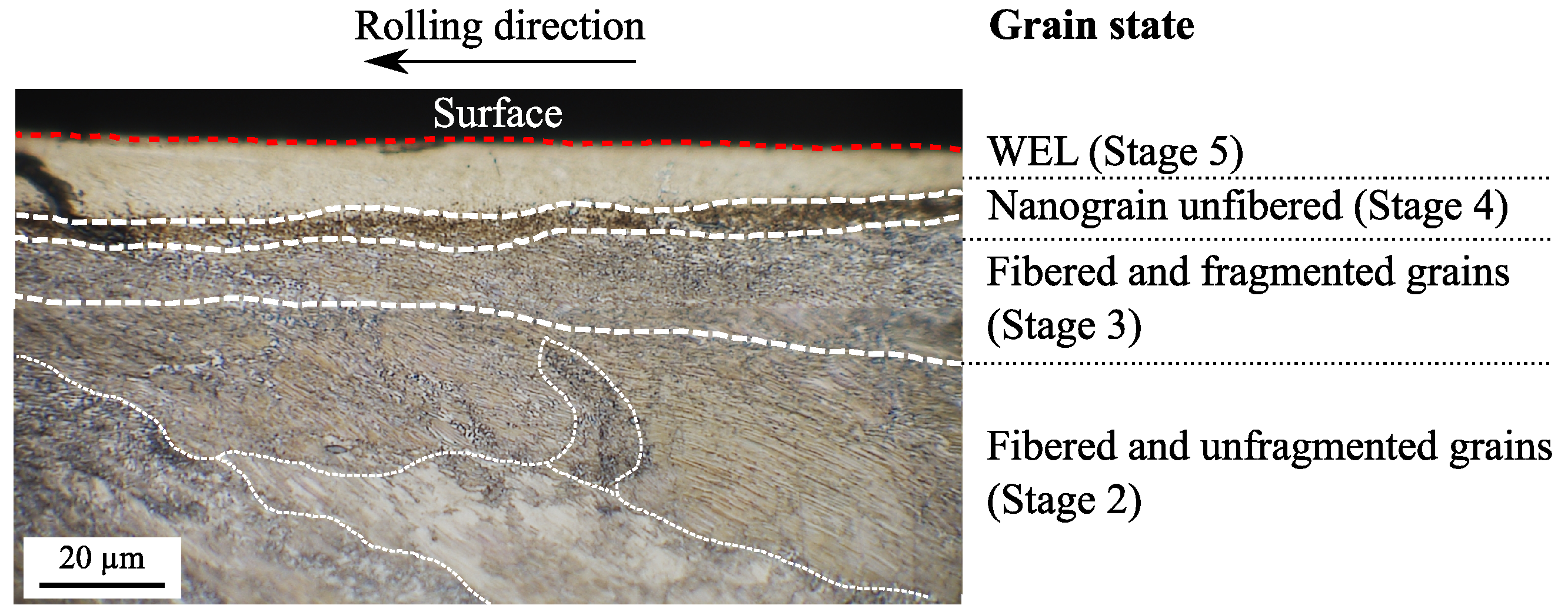
- A fibered and fragmented zone in the lower part of the image (zone A);
- A non-indexed zone in the upper part of the crack, which corresponds to the white zone observed optically (zone B);
- A very fragmented zone without fibration above the very poorly indexed zone (zone C);
- A transition zone where the material fibered and flowed until it fragmented (zone D).
4. Discussion
4.1. Effect of the Thermomechanical Path on WEL Formation Kinetics
4.2. Effect of Temperature on Fatigue Strength
4.3. Thermomechanical Model and Wheel-Rail Contact Conditions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, H.; Li, H.; Al-Juboori, A.; Wexler, D.; Lu, C.; McCusker, A.; McLeod, J.; Pannila, S.; Barnes, J. Understanding and Treatment of Squat Defects in a Railway Network. Wear 2020, 442–443, 203139. [Google Scholar] [CrossRef]
- Kumar, A.; Agarwal, G.; Petrov, R.; Goto, S.; Sietsma, J.; Herbig, M. Microstructural Evolution of White and Brown Etching Layers in Pearlitic Rail Steels. Acta Mater. 2019, 171, 48–64. [Google Scholar] [CrossRef]
- Al-Juboori, A.; Wexler, D.; Li, H.; Zhu, H.; Lu, C.; McCusker, A.; McLeod, J.; Pannil, S.; Wang, Z. Squat Formation and the Occurrence of Two Distinct Classes of White Etching Layer on the Surface of Rail Steel. Int. J. Fatigue 2017, 104, 52–60. [Google Scholar] [CrossRef]
- Al-Juboori, A.; Zhu, H.; Wexler, D.; Li, H.; Lu, C.; McCusker, A.; McLeod, J.; Pannila, S.; Barnes, J. Characterisation of White Etching Layers Formed on Rails Subjected to Different Traffic Conditions. Wear 2019, 436–437, 202998. [Google Scholar] [CrossRef]
- Wang, L.; Pyzalla, A.; Stadlbauer, W.; Werner, E. Microstructure Features on Rolling Surfaces of Railway Rails Subjected to Heavy Loading. Mater. Sci. Eng. A 2003, 359, 31–43. [Google Scholar] [CrossRef]
- Wild, E.; Wang, L.; Hasse, B.; Wroblewski, T.; Goerigk, G.; Pyzalla, A. Microstructure Alterations at the Surface of a Heavily Corrugated Rail with Strong Ripple Formation. Wear 2003, 254, 876–883. [Google Scholar] [CrossRef]
- Pyzalla, A.; Wang, L.; Wild, E.; Wroblewski, T. Changes in Microstructure, Texture and Residual Stresses on the Surface of a Rail Resulting from Friction and Wear. Wear 2001, 251, 901–907. [Google Scholar] [CrossRef]
- Österle, W.; Rooch, H.; Pyzalla, A.; Wang, L. Investigation of White Etching Layers on Rails by Optical Microscopy, Electron Microscopy, X-ray and Synchrotron X-ray Diffraction. Mater. Sci. Eng. A 2001, 303, 150–157. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Ueda, M. Atom Probe Tomography Analysis of the White Etching Layer in a Rail Track Surface. Acta Mater. 2010, 58, 3602–3612. [Google Scholar] [CrossRef]
- Daniel, W. Final Report on the Rail Squat Project R3-105; CRC for Rail Innovation: Brisbane, Australia, 2013. [Google Scholar]
- Nakkalil, R. Formation of Adiabatic Shear Bands in Eutectoid Steels in High Strain Rate Compression. Acta Metall. Mater. 1991, 39, 2553–2563. [Google Scholar] [CrossRef]
- Baumann, G.; Fecht, H.; Liebelt, S. Formation of White-Etching Layers on Rail Treads. Wear 1996, 191, 133–140. [Google Scholar] [CrossRef]
- Zhang, H.; Ohsaki, S.; Mitao, S.; Ohnuma, M.; Hono, K. Microstructural Investigation of White Etching Layer on Pearlite Steel Rail. Mater. Sci. Eng. A 2006, 421, 191–199. [Google Scholar] [CrossRef]
- Simon, S. De la Dynamique Ferroviaire à L’Accommodation Microstructurale du Rail—Contribution des TTS à La réponse Tribologique des Aciers—Cas du Défaut de Squat. Ph.D. Thesis, INSA Lyon, Villeurbanne, France, 2014. [Google Scholar]
- Knothe, K.; Liebelt, S. Determination of Temperatures for Sliding Contact with Applications for Wheel-Rail Systems. Wear 1995, 189, 91–99. [Google Scholar] [CrossRef]
- Lian, Q.; Deng, G.; Tieu, A.K.; Li, H.; Liu, Z.; Wang, X.; Zhu, H. Thermo-Mechanical Coupled Finite Element Analysis of Rolling Contact Fatigue and Wear Properties of a Rail Steel under Different Slip Ratios. Tribol. Int. 2020, 141, 105943. [Google Scholar] [CrossRef]
- Zhou, Y.; Peng, J.; Luo, Z.; Cao, B.; Jin, X.; Zhu, M. Phase and Microstructural Evolution in White Etching Layer of a Pearlitic Steel during Rolling–Sliding Friction. Wear 2016, 362–363, 8–17. [Google Scholar] [CrossRef]
- Bernsteiner, C.; Müller, G.; Meierhofer, A.; Six, K.; Künstner, D.; Dietmaier, P. Development of White Etching Layers on Rails: Simulations and Experiments. Wear 2016, 366–367, 116–122. [Google Scholar] [CrossRef]
- Newcomb, S.; Stobbs, W. A Transmission Electron Microscopy Study of the White-Etching Layer on a Rail Head. Mater. Sci. Eng. 1984, 66, 195–204. [Google Scholar] [CrossRef]
- Lojkowski, W.; Millman, Y.; Chugunova, S.; Goncharova, I.; Djahanbakhsh, M.; Bürkle, G.; Fecht, H.J. The Mechanical Properties of the Nanocrystalline Layer on the Surface of Railway Tracks. Mater. Sci. Eng. A 2001, 303, 209–215. [Google Scholar] [CrossRef]
- Takahashi, J.; Kobayashi, Y.; Ueda, M.; Miyazaki, T.; Kawakami, K. Nanoscale Characterisation of Rolling Contact Wear Surface of Pearlitic Steel. Mater. Sci. Technol. 2013, 29, 1212–1218. [Google Scholar] [CrossRef]
- Tao, N.; Wang, Z.; Tong, W.; Sui, M.; Lu, J.; Lu, K. An Investigation of Surface Nanocrystallization Mechanism in Fe Induced by Surface Mechanical Attrition Treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Sauvage, X.; Ivanisenko, Y. The Role of Carbon Segregation on Nanocrystallisation of Pearlitic Steels Processed by Severe Plastic Deformation. J. Mater. Sci. 2007, 42, 1615–1621. [Google Scholar] [CrossRef]
- Pan, R.; Ren, R.; Chen, C.; Zhao, X. The Microstructure Analysis of White Etching Layer on Treads of Rails. Eng. Fail. Anal. 2017, 82, 39–46. [Google Scholar] [CrossRef]
- Pan, R.; Ren, R.; Chen, C.; Zhao, X. Formation of Nanocrystalline Structure in Pearlitic Steels by Dry Sliding Wear. Mater. Charact. 2017, 132, 397–404. [Google Scholar] [CrossRef]
- Li, S.; Wu, J.; Petrov, R.H.; Li, Z.; Dollevoet, R.; Sietsma, J. “Brown Etching Layer”: A Possible New Insight into the Crack Initiation of Rolling Contact Fatigue in Rail Steels? Eng. Fail. Anal. 2016, 66, 8–18. [Google Scholar] [CrossRef]
- He, C.; Ding, H.; Shi, L.; Guo, J.; Meli, E.; Liu, Q.; Rindi, A.; Zhou, Z.; Wang, W. On the Microstructure Evolution and Nanocrystalline Formation of Pearlitic Wheel Material in a Rolling-Sliding Contact. Mater. Charact. 2020, 164, 110333. [Google Scholar] [CrossRef]
- Pan, R.; Chen, Y.; Lan, H.; E, S.; Ren, R. Investigation into the Evolution of Tribological White Etching Layers. Mater. Charact. 2022, 190, 112076. [Google Scholar] [CrossRef]
- Languillaume, J.; Kapelski, G.; Baudelet, B. Cementite Dissolution in Heavily Cold Drawn Pearlitic Steel Wires. Acta Mater. 1997, 45, 1201–1212. [Google Scholar] [CrossRef]
- Sauvage, X.; Copreaux, J.; Danoix, F.; Blavette, D. Atomic-Scale Observation and Modelling of Cementite Dissolution in Heavily Deformed Pearlitic Steels. Philos. Mag. A 2000, 80, 781–796. [Google Scholar] [CrossRef]
- Gavriljuk, V. Decomposition of Cementite in Pearlitic Steel Due to Plastic Deformation. Mater. Sci. Eng. A 2003, 345, 81–89. [Google Scholar] [CrossRef]
- Zhang, X.; Godfrey, A.; Huang, X.; Hansen, N.; Liu, Q. Microstructure and Strengthening Mechanisms in Cold-Drawn Pearlitic Steel Wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Lamontagne, A.; Massardier, V.; Kléber, X.; Sauvage, X.; Mari, D. Comparative Study and Quantification of Cementite Decomposition in Heavily Drawn Pearlitic Steel Wires. Mater. Sci. Eng. A 2015, 644, 105–113. [Google Scholar] [CrossRef]
- Djaziri, S.; Li, Y.; Nematollahi, G.A.; Grabowski, B.; Goto, S.; Kirchlechner, C.; Kostka, A.; Doyle, S.; Neugebauer, J.; Raabe, D.; et al. Deformation-Induced Martensite: A New Paradigm for Exceptional Steels. Adv. Mater. 2016, 28, 7753–7757. [Google Scholar] [CrossRef] [PubMed]
- Lojkowski, W.; Djahanbakhsh, M.; Bürkle, G.; Gierlotka, S.; Zielinski, W.; Fecht, H.J. Nanostructure Formation on the Surface of Railway Tracks. Mater. Sci. Eng. A 2001, 303, 197–208. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Lojkowski, W.; Valiev, R.; Fecht, H.J. The Mechanism of Formation of Nanostructure and Dissolution of Cementite in a Pearlitic Steel during High Pressure Torsion. Acta Mater. 2003, 51, 5555–5570. [Google Scholar] [CrossRef]
- Steenbergen, M.; Dollevoet, R. On the Mechanism of Squat Formation on Train Rails – Part I: Origination. Int. J. Fatigue 2013, 47, 361–372. [Google Scholar] [CrossRef]
- Antoni, G.; Désoyer, T.; Lebon, F. A Combined Thermo-Mechanical Model for Tribological Surface Transformations. Mech. Mater. 2012, 49, 92–99. [Google Scholar] [CrossRef]
- Thiercelin, L.; Saint-Aimé, L.; Lebon, F.; Saulot, A. Thermomechanical Modelling of the Tribological Surface Transformations in the Railroad Network (White Eching Layer). Mech. Mater. 2020, 151, 103636. [Google Scholar] [CrossRef]
- Hilliard, J.E. Iron-Carbon Phase Diagram Isobaric Sections of the Eutectoid Region at 35, 50 and 65 Kilobars. Trans. Metall. Soc. AIME 1963, 227, 429–438. [Google Scholar]
- Wu, J.; Petrov, R.H.; Naeimi, M.; Li, Z.; Dollevoet, R.; Sietsma, J. Laboratory Simulation of Martensite Formation of White Etching Layer in Rail Steel. Int. J. Fatigue 2016, 91, 11–20. [Google Scholar] [CrossRef]
- Vargolici, O.; Merino, P.; Saulot, A.; Cavoret, J.; Simon, S.; Ville, F.; Berthier, Y. Influence of the Initial Surface State of Bodies in Contact on the Formation of White Etching Layers under Dry Sliding Conditions. Wear 2016, 366–367, 209–216. [Google Scholar] [CrossRef]
- Merino, P.; Cazottes, S.; Lafilé, V.; Risbet, M.; Saulot, A.; Bouvier, S.; Marteau, J.; Berthier, Y. An Attempt to Generate Mechanical White Etching Layer on Rail Surface on a New Rolling Contact Test Bench. Wear 2021, 482–483, 203945. [Google Scholar] [CrossRef]
- Lafilé, V.; Marteau, J.; Risbet, M.; Bouvier, S.; Merino, P.; Saulot, A. Characterization of the Microstructure Changes Induced by a Rolling Contact Bench Reproducing Wheel/Rail Contact on a Pearlitic Steel. Metals 2022, 12, 745. [Google Scholar] [CrossRef]
- Thiercelin, L. Modélisation Multi-Physique Des Mécanismes de Formation de La Phase Blanche. Ph.D. Thesis, Aix-Marseille Université, LMA, Marseille and LaMCoS, INSA Lyon, Marseille, France, 2021. Available online: https://www.theses.fr/2021AIXM0050 (accessed on 31 August 2022).
- Habak, M. Etude de L’Influence de la Microstructure et des Paramètres de Coupe sur le Comportement en Tournage dur de L’Acier à Roulement 100Cr6. Ph.D. Thesis, Arts et Métiers Institute of Technology, Angers, France, 2006. Available online: https://www.theses.fr/2006ENAM0057 (accessed on 31 August 2022).
- Dougherty, L.; Cerreta, E.; Gray, G.; Trujillo, C.; Lopez, M.; Vecchio, K.; Kusinski, G. Mechanical Behavior and Microstructural Development of Low-Carbon Steel and Microcomposite Steel Reinforcement Bars Deformed under Quasi-Static and Dynamic Shear Loading. Metall. Mater. Trans. A 2009, 40, 1835–1850. [Google Scholar] [CrossRef]
- Lins, J.; Sandim, H.; Kestenbach, H.J.; Raabe, D.; Vecchio, K. A Microstructural Investigation of Adiabatic Shear Bands in an Interstitial Free Steel. Mater. Sci. Eng. A 2007, 457, 205–218. [Google Scholar] [CrossRef]
- Rail Steel Grades—Steel Compositions and Properties. Available online: https://britishsteel.co.uk/media/40810/steel-grade-dimensions-and-properties.pdf (accessed on 31 August 2022).
- Dylewski, B.; Risbet, M.; Bouvier, S. The Tridimensional Gradient of Microstructure in Worn Rails – Experimental Characterization of Plastic Deformation Accumulated by RCF. Wear 2017, 392–393, 50–59. [Google Scholar] [CrossRef]
- Gleeble Systems. Available online: https://www.gleeble.com/products/gleeble-systems/gleeble-3800.html (accessed on 31 August 2022).
- Hor, A. Simulation Physique des Conditions Thermomécaniques de Forgeage et d’Usinage: Caractérisation et Modélisation de la Rhéologie et de l’Endommagement. Ph.D. Thesis, Arts et Métiers Institute of Technology, Angers, France, 2011. [Google Scholar]
- Hor, A.; Morel, F.; Lebrun, J.L.; Germain, G. An Experimental Investigation of the Behaviour of Steels over Large Temperature and Strain Rate Ranges. Int. J. Mech. Sci. 2013, 67, 108–122. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. ATEX; Analysis Tools for Electron and X-ray Diffraction; 2017; Available online: www.atex-software.eu (accessed on 31 August 2022).
- Simon, S.; Saulot, A.; Dayot, C.; Quost, X.; Berthier, Y. Tribological Characterization of Rail Squat Defects. Wear 2013, 297, 926–942. [Google Scholar] [CrossRef]
- Inoue, A.; Ogura, T.; Masumoto, T. Microstructures of Deformation and Fracture of Cementite in Pearlitic Carbon Steels Strained at Various Temperatures. Metall. Trans. A 1977, 8, 1689–1695. [Google Scholar] [CrossRef]
- Tsuzaki, K.; Matsuzaki, Y.; Maki, T.; Tamura, I. Fatigue Deformation Accompanying Dynamic Strain Aging in a Pearlitic Eutectoid Steel. Mater. Sci. Eng. A 1991, 142, 63–70. [Google Scholar] [CrossRef]
- Gonzalez, B.; Marchi, L.; Fonseca, E.; Modenesi, P.; Buono, V. Measurement of Dynamic Strain Aging in Pearlitic Steels by Tensile Test. ISIJ Int. 2003, 43, 428–432. [Google Scholar] [CrossRef]
- Saxena, A.K.; Kumar, A.; Herbig, M.; Brinckmann, S.; Dehm, G.; Kirchlechner, C. Micro Fracture Investigations of White Etching Layers. Mater. Des. 2019, 180, 107892. [Google Scholar] [CrossRef]
- Carroll, R.I. Surface Metallurgy and Rolling Contact Fatigue of Rail. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 2005. [Google Scholar]
- Park, J. Quantitative Measurement of Cementite Dissociation in Drawn Pearlitic Steel. Mater. Sci. Eng. A 2011, 528, 4947–4952. [Google Scholar] [CrossRef]
- Murugan, H. Study on White Etching Layer in R260Mn Rail Steel by Thermo-Mechanical Simulation. Master’s Thesis, Technische Universiteit Delft, Delft, The Netherlands, 2018. Available online: http://resolver.tudelft.nl/uuid:1b330f31-4ec7-4ff7-aff7-486174395ab4 (accessed on 31 August 2022).
- Al-Juboori, A. Thermomechanical Simulation of White Etching Layer Formation on Rail Steel. Mater. Forum 2018, 51, 50–55. [Google Scholar]
- Lewis, R.; Olofsson, U. Mapping Rail Wear Regimes and Transitions. Wear 2004, 257, 721–729. [Google Scholar] [CrossRef]
- Eleöd, A.; Baillet, L.; Berthier, Y.; Törköly, T. Deformability of the Near Surface Layer of the First Body; Tribology Series; Elsevier: Amsterdam, The Netherlands, 2003; Volume 41, pp. 123–132. [Google Scholar] [CrossRef]
- Eleöd, A.; Berthier, Y.; Baillet, L.; Törköly, T. Transient and Stationary Changes of the Mechanical Properties of the First Body Governed by the Hydrostatic Pressure Component of the Local Stress State during Dry Friction; Tribology Series; Elsevier: Amsterdam, The Netherlands, 2003; Volume 43, pp. 553–561. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Al |
|---|---|---|---|---|---|---|
| 0.62 | 0.80 | 0.15–0.58 | 0.70–1.20 | <0.025 | <0.15 | <0.004 |
| (mm) | (mm) | (mm) | L (mm) |
|---|---|---|---|
| 4 | 3.8 | 0.2 | 2 |
| Stage | Grain State | Grain Size (μm) | Aspect Ratio (−) | LAGB-MAGB-HAGB (%) |
|---|---|---|---|---|
| 1 | As-received pearlitic | 30-41-29 | ||
| 2 | Fibered and unfragmented | 20-48-32 | ||
| 3 | Fibered and highly fragmented | 19-50-31 | ||
| 4 | Unfibered and nanostructured | 9-48-43 | ||
| 5 | WEL | 20-18-61 |
| Temperature (°C) | () | Number of Tests |
|---|---|---|
| 20 | 0.5 | 2 |
| 200 | 0.5 | 2 |
| 300 | 0.5 | 1 |
| 400 | 0.5 | 2 |
| Grain Size (μm) | Aspect Ratio | LAGB-MAGB-HAGB (%) | Stage Estimated |
|---|---|---|---|
| 0.5 ± 0.2 | 1.9 ± 0.7 | 28-39-33 | 3 and 4 |
| Temperature (°C) | (MPa) | (MPa) | Number of Cycles |
|---|---|---|---|
| 20 | 100 | 560 | 500 and 600 (failure) |
| 200 | 100 | 500 | 10,000 |
| 300 | 100 | 560 | 1000 and 1400 (failure) |
| Zone | Grain Size (μm) | Aspect Ratio | LAGB-MAGB-HAGB (%) |
|---|---|---|---|
| A | 0.4 ± 0.2 | 2.0 ± 1.0 | 45-37-18 |
| C | 0.3 ± 0.1 | 1.6 ± 0.5 | 12-43-45 |
| Temperature (°C) | (−) | Presence of WEL | Final Stage |
|---|---|---|---|
| 20 | 5.3 | no | 4 |
| 200 | 4.2 | no | 4 |
| 300 | 4.4 | no | 2 |
| 400 | 6.9 | no | 4 |
| Temperature (°C) | / (MPa) | Number of Cycles | [−] | Final Stage |
|---|---|---|---|---|
| 20 | 100/560 | 500, 600 (failure) | 3.5 | 5 |
| 200 | 100/560 | 1 (monotonic case) | no data | no data |
| 200 | 100/500 | 10,000 | 1.8 | 2 |
| 300 | 100/560 | 1000, 1400 (failure) | 2.1 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thiercelin, L.; Cazottes, S.; Saulot, A.; Lebon, F.; Mercier, F.; Le Bourlot, C.; Dancette, S.; Fabrègue, D. Development of Temperature-Controlled Shear Tests to Reproduce White-Etching-Layer Formation in Pearlitic Rail Steel. Materials 2022, 15, 6590. https://doi.org/10.3390/ma15196590
Thiercelin L, Cazottes S, Saulot A, Lebon F, Mercier F, Le Bourlot C, Dancette S, Fabrègue D. Development of Temperature-Controlled Shear Tests to Reproduce White-Etching-Layer Formation in Pearlitic Rail Steel. Materials. 2022; 15(19):6590. https://doi.org/10.3390/ma15196590
Chicago/Turabian StyleThiercelin, Léo, Sophie Cazottes, Aurélien Saulot, Frédéric Lebon, Florian Mercier, Christophe Le Bourlot, Sylvain Dancette, and Damien Fabrègue. 2022. "Development of Temperature-Controlled Shear Tests to Reproduce White-Etching-Layer Formation in Pearlitic Rail Steel" Materials 15, no. 19: 6590. https://doi.org/10.3390/ma15196590
APA StyleThiercelin, L., Cazottes, S., Saulot, A., Lebon, F., Mercier, F., Le Bourlot, C., Dancette, S., & Fabrègue, D. (2022). Development of Temperature-Controlled Shear Tests to Reproduce White-Etching-Layer Formation in Pearlitic Rail Steel. Materials, 15(19), 6590. https://doi.org/10.3390/ma15196590