



Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings


Abstract
:1. Introduction
2. Materials and Methods
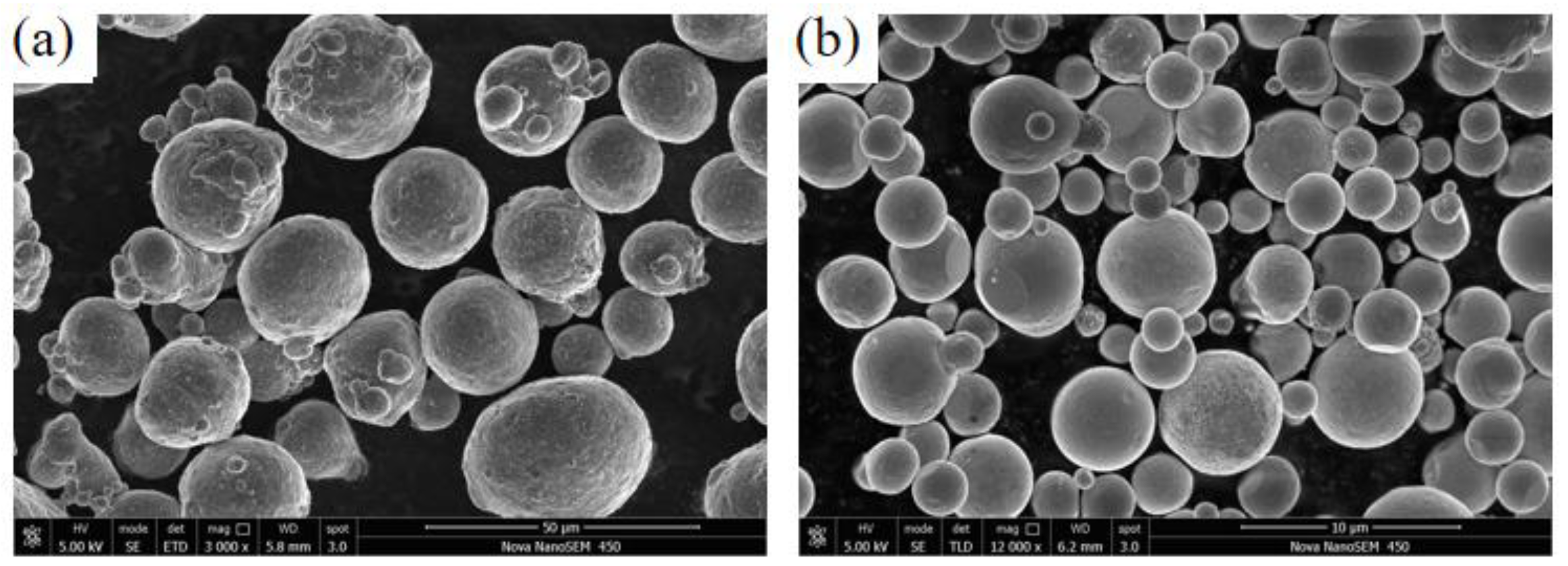
2.1. Experimental Materials
2.2. Experimental Methods
2.2.1. Pretreatment of Powder and Substrate
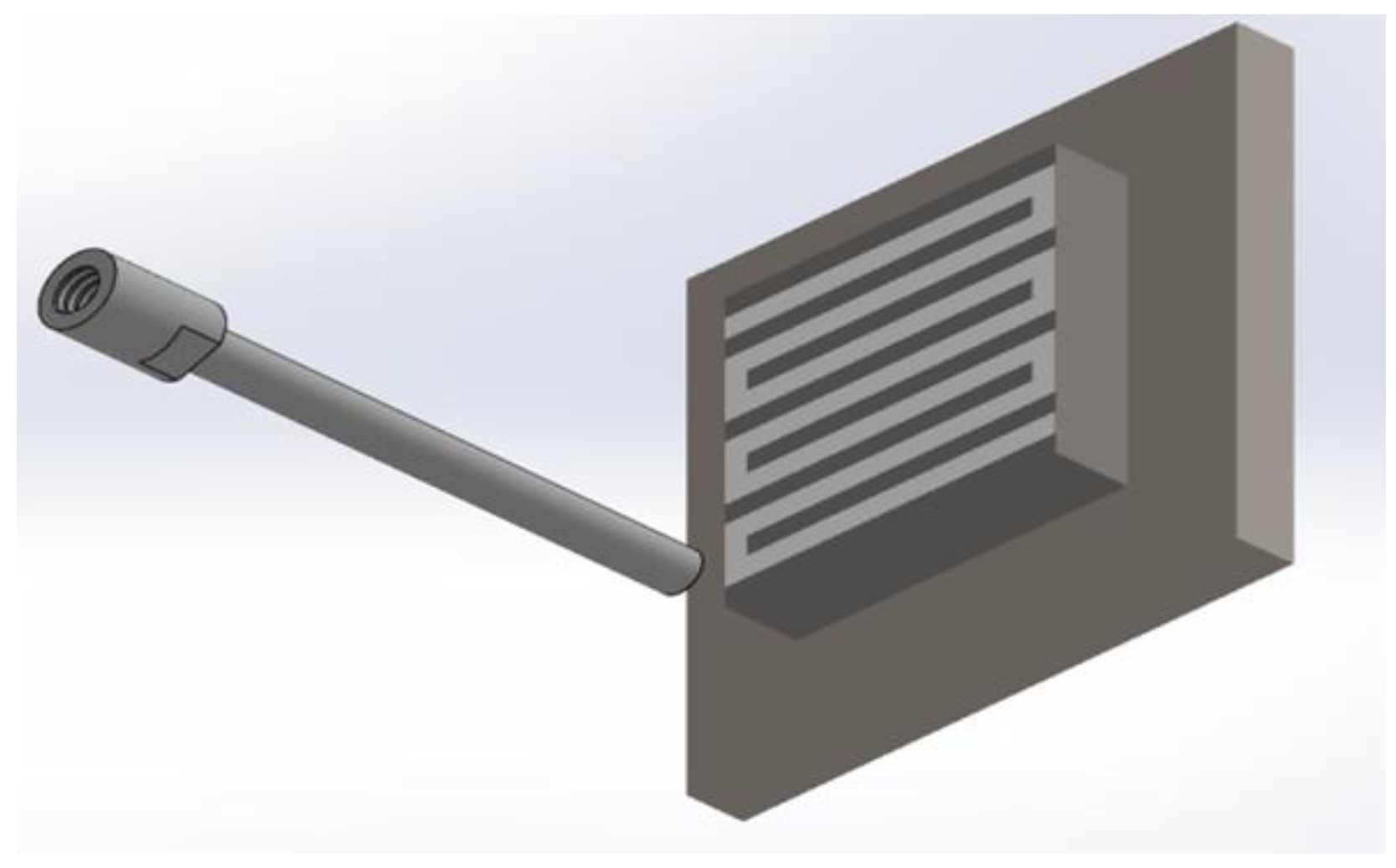
2.2.2. Coating Preparation
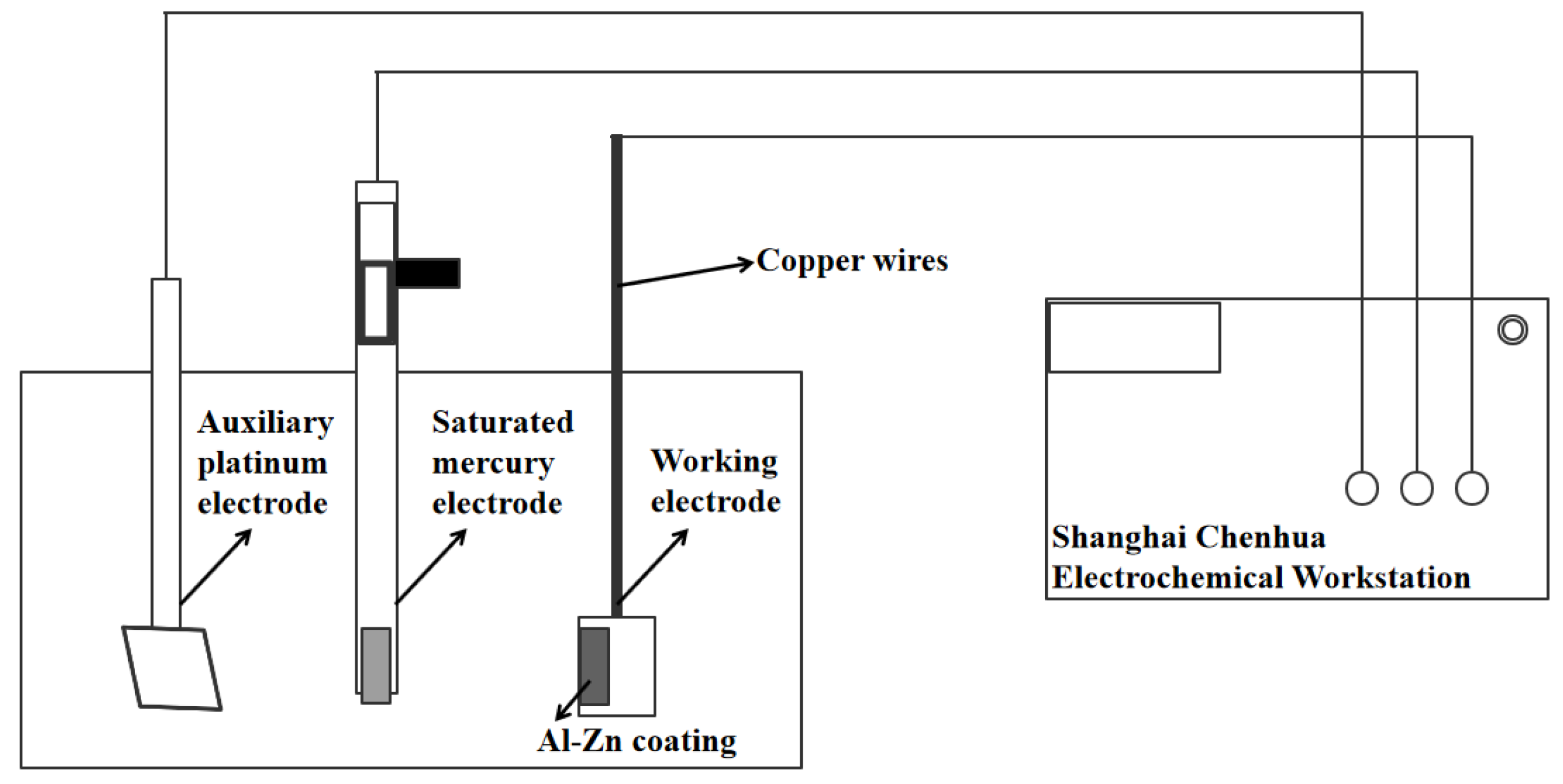
2.2.3. Performance Detection Method
3. Results and Analysis
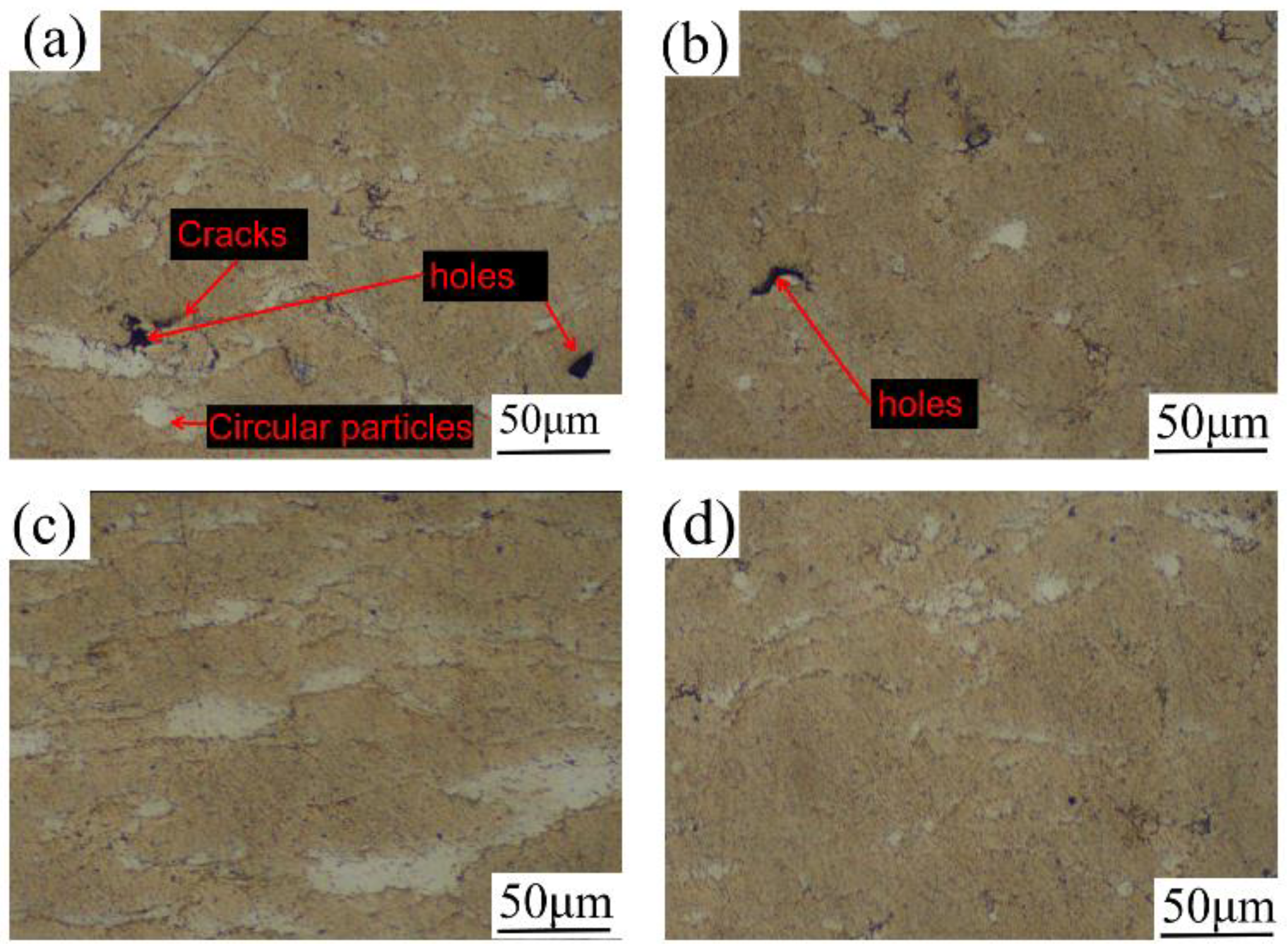
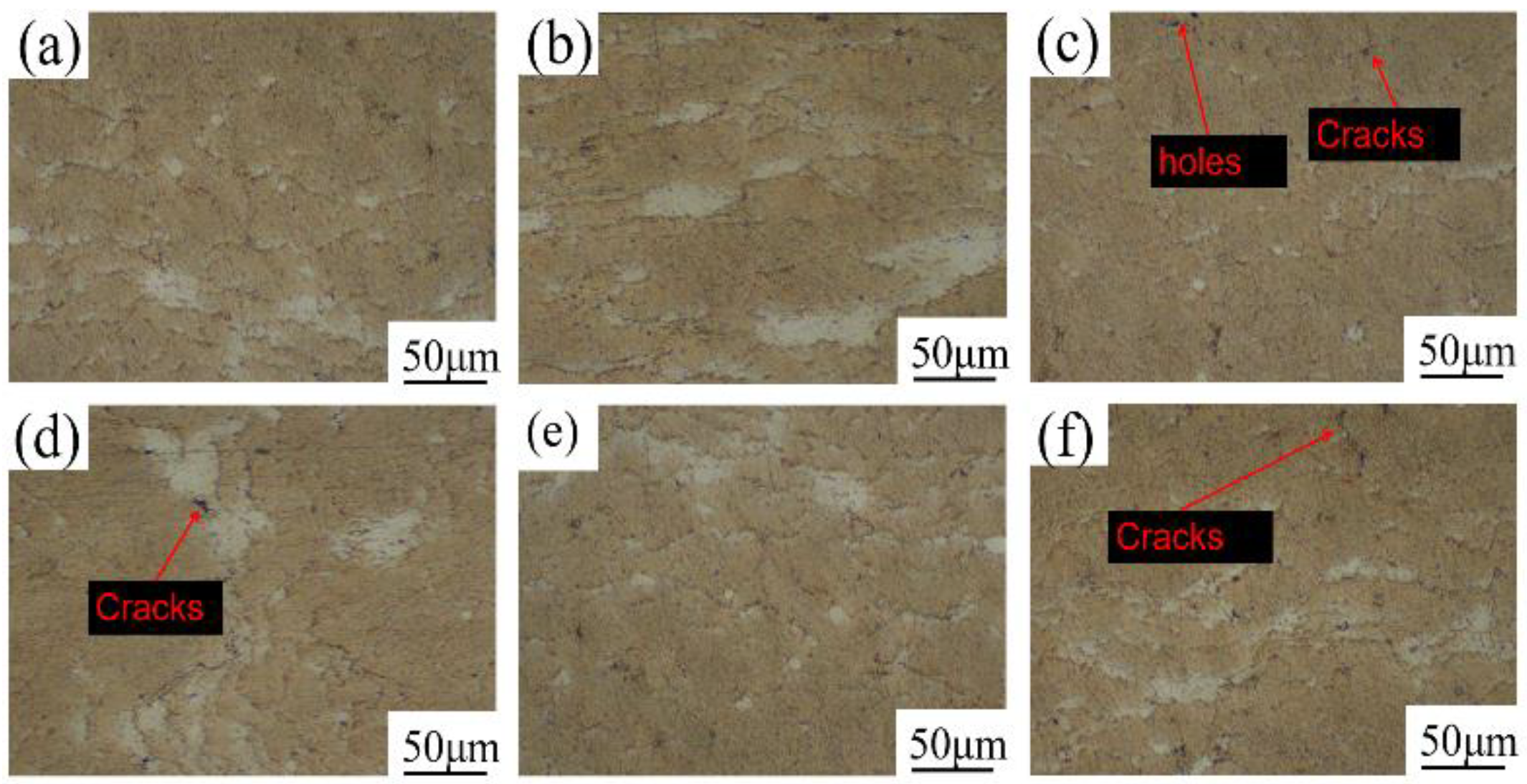
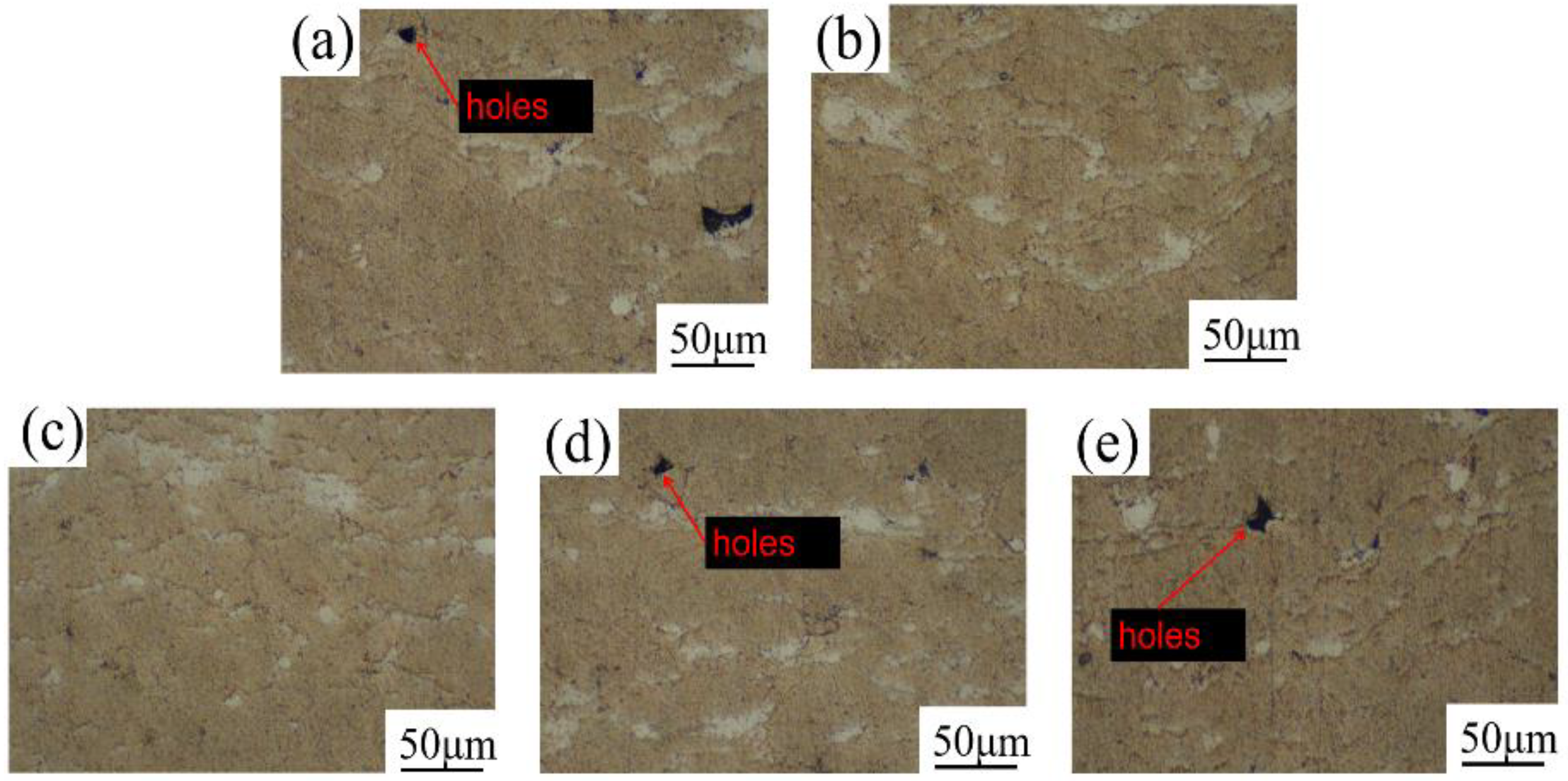
3.1. Microstructure
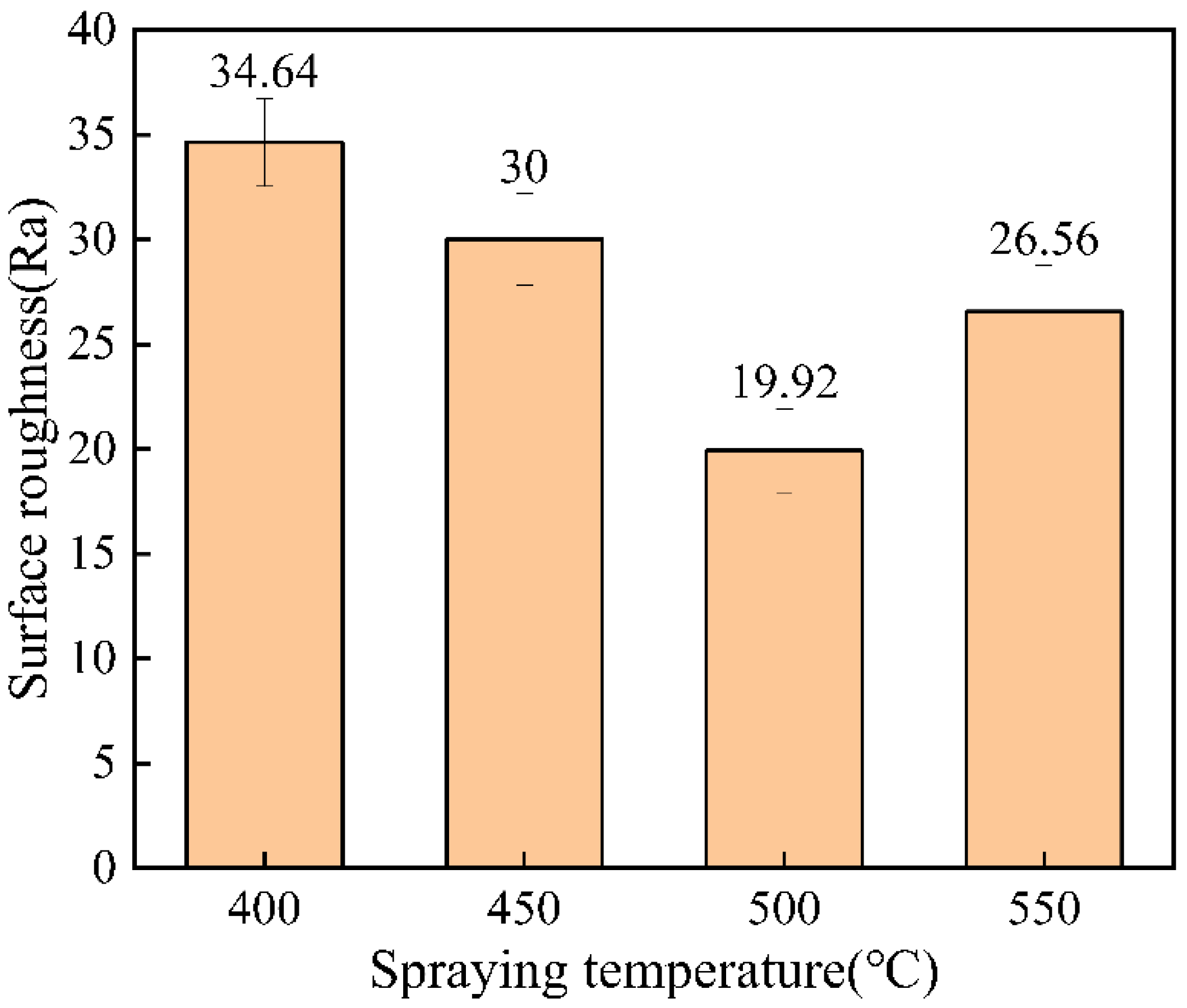
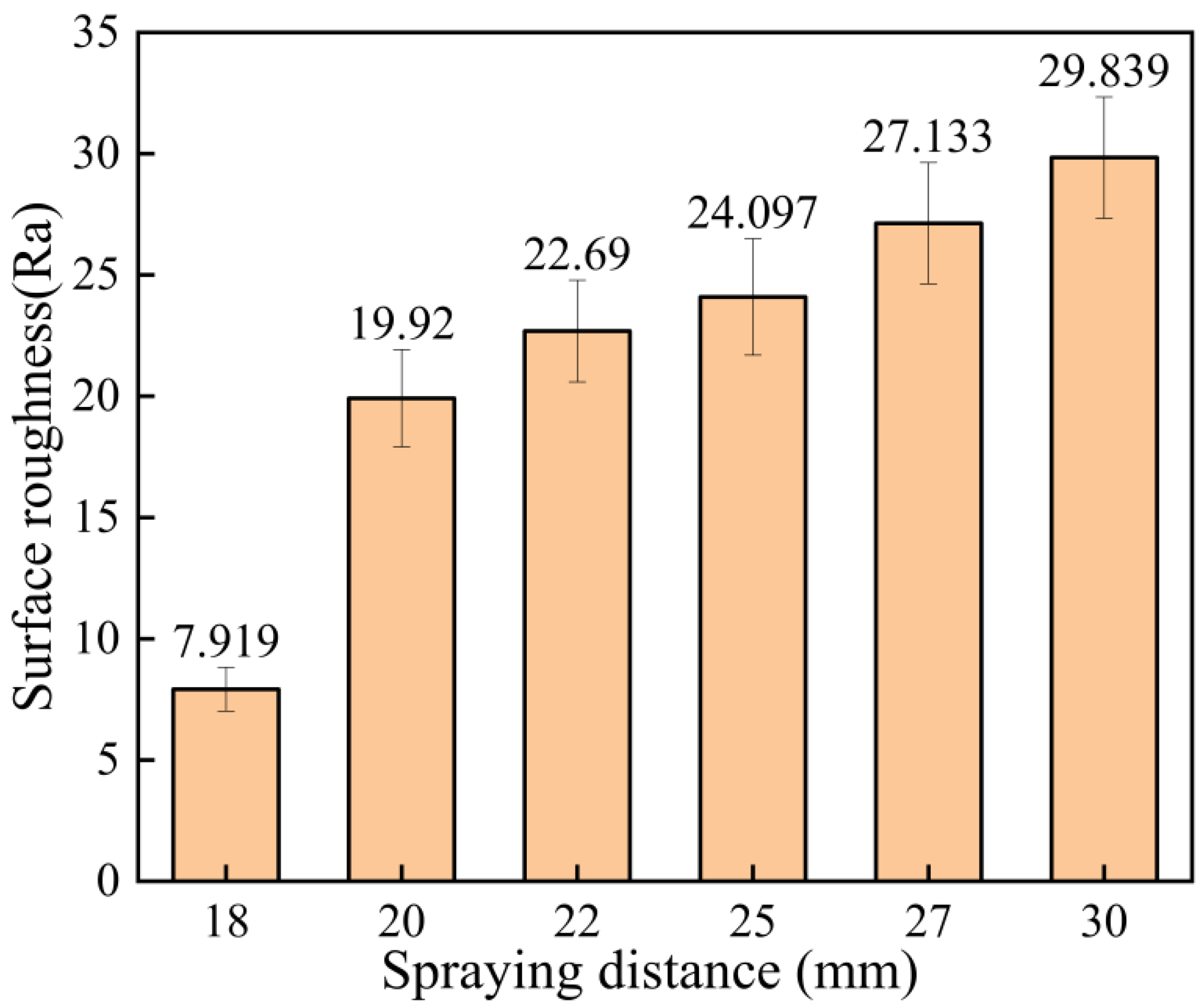
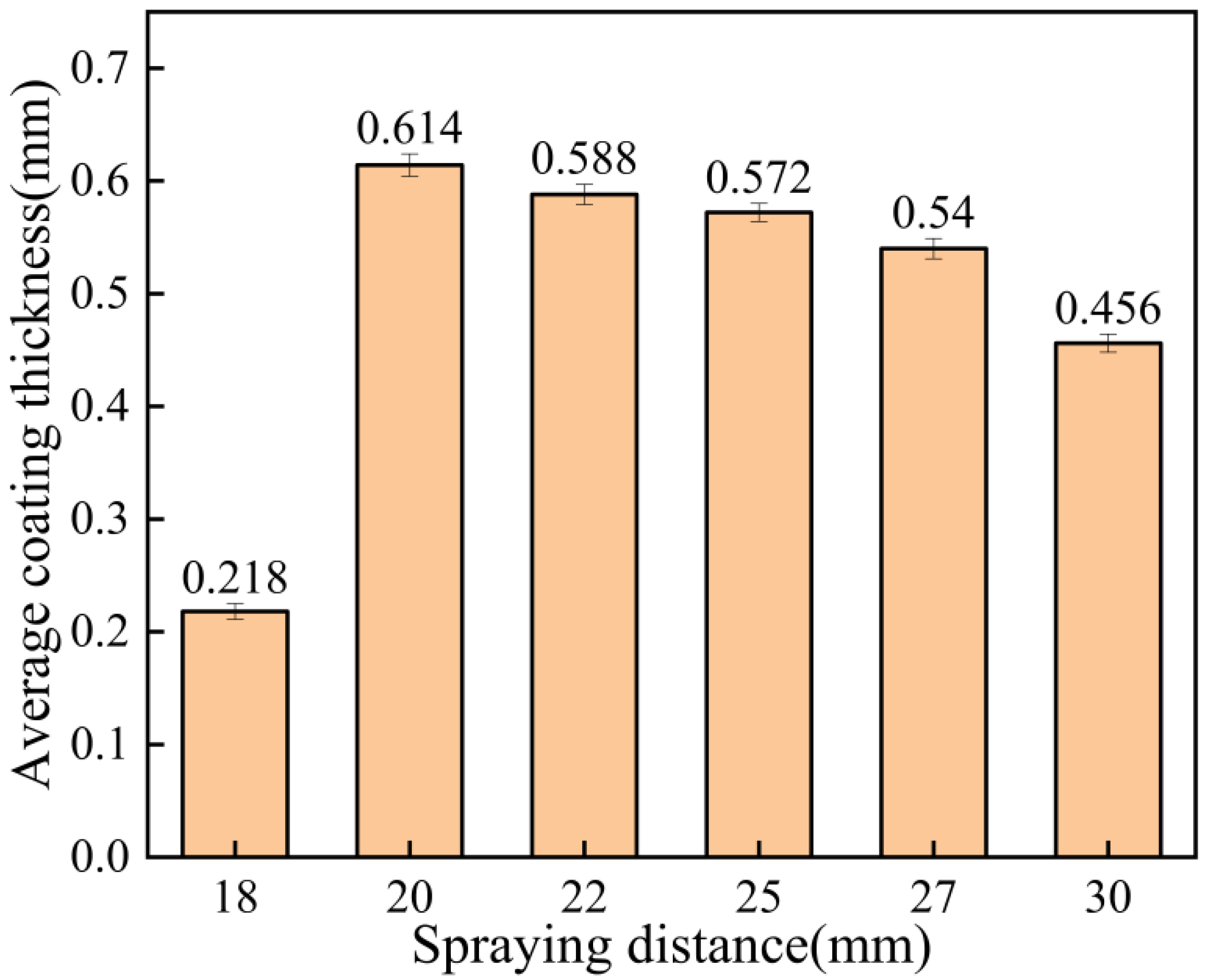
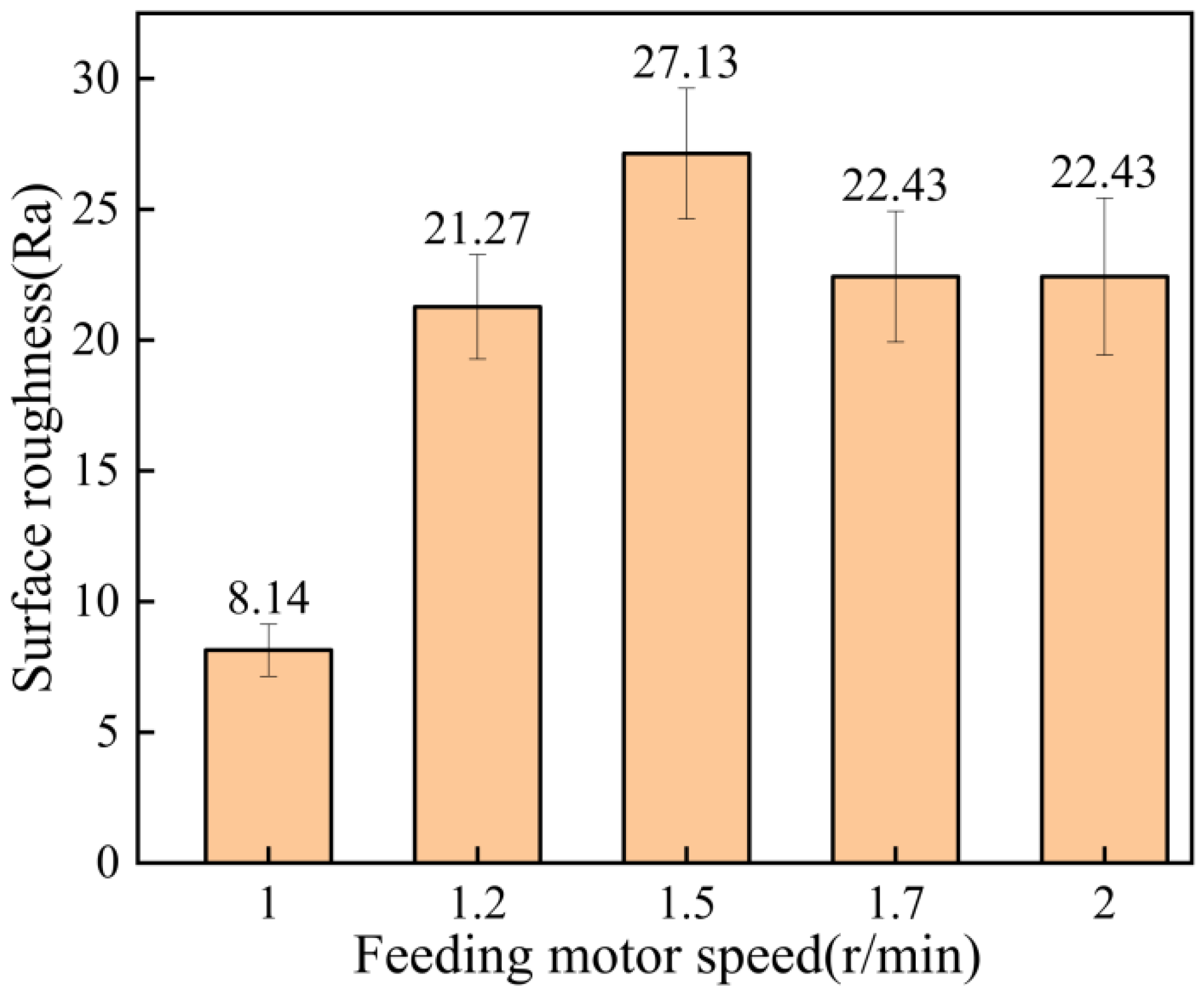
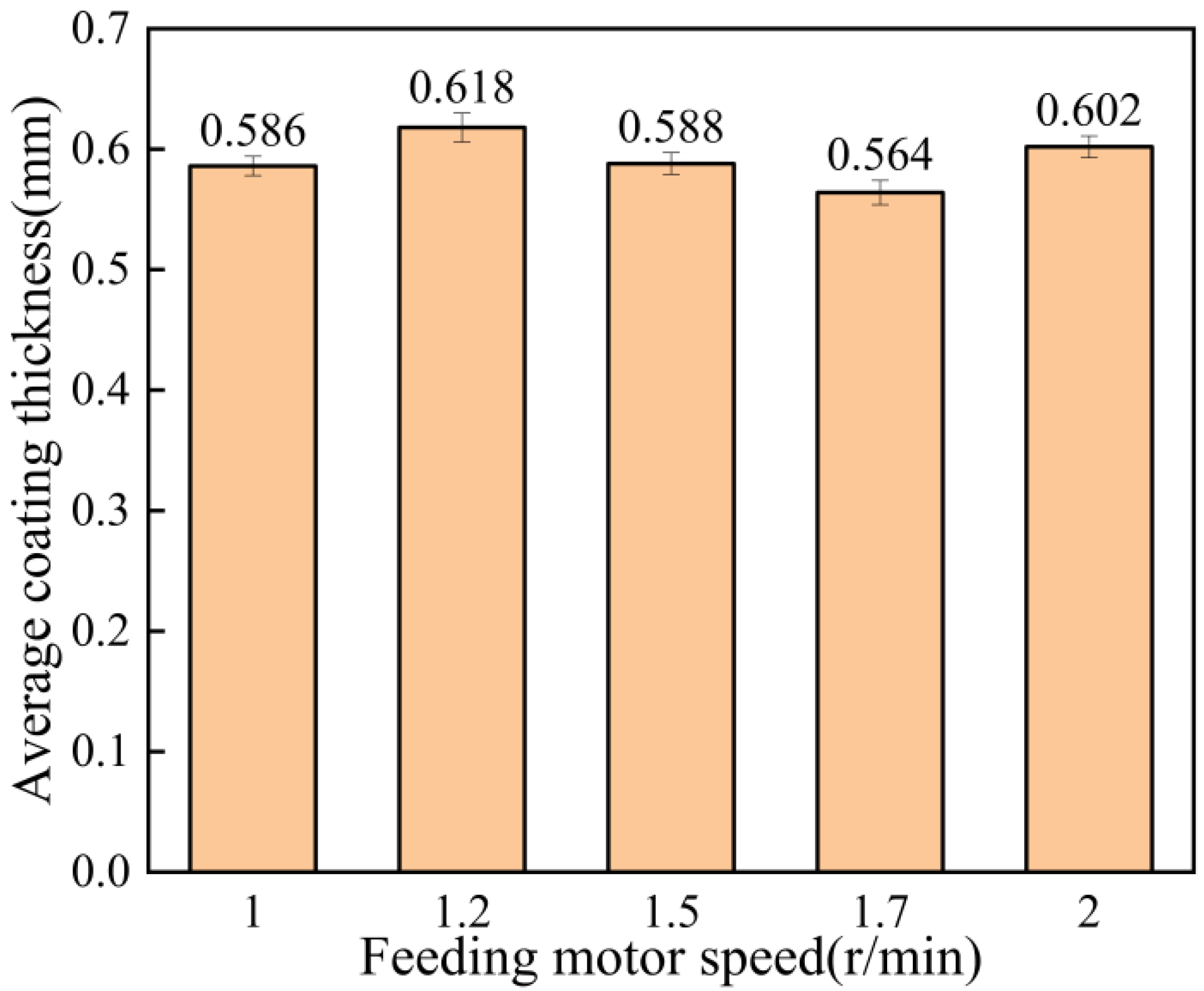
3.2. Coating Thickness and Roughness Test
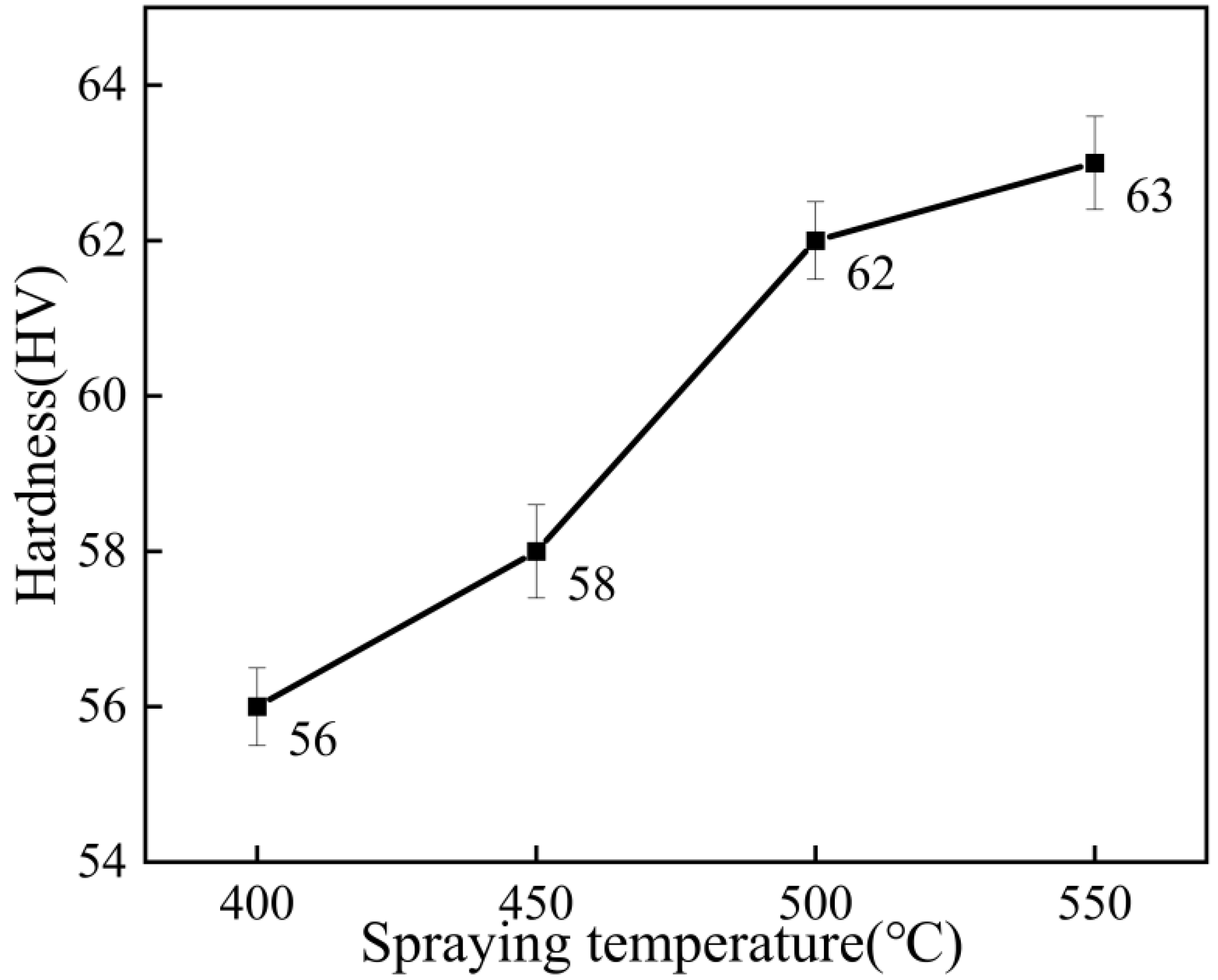
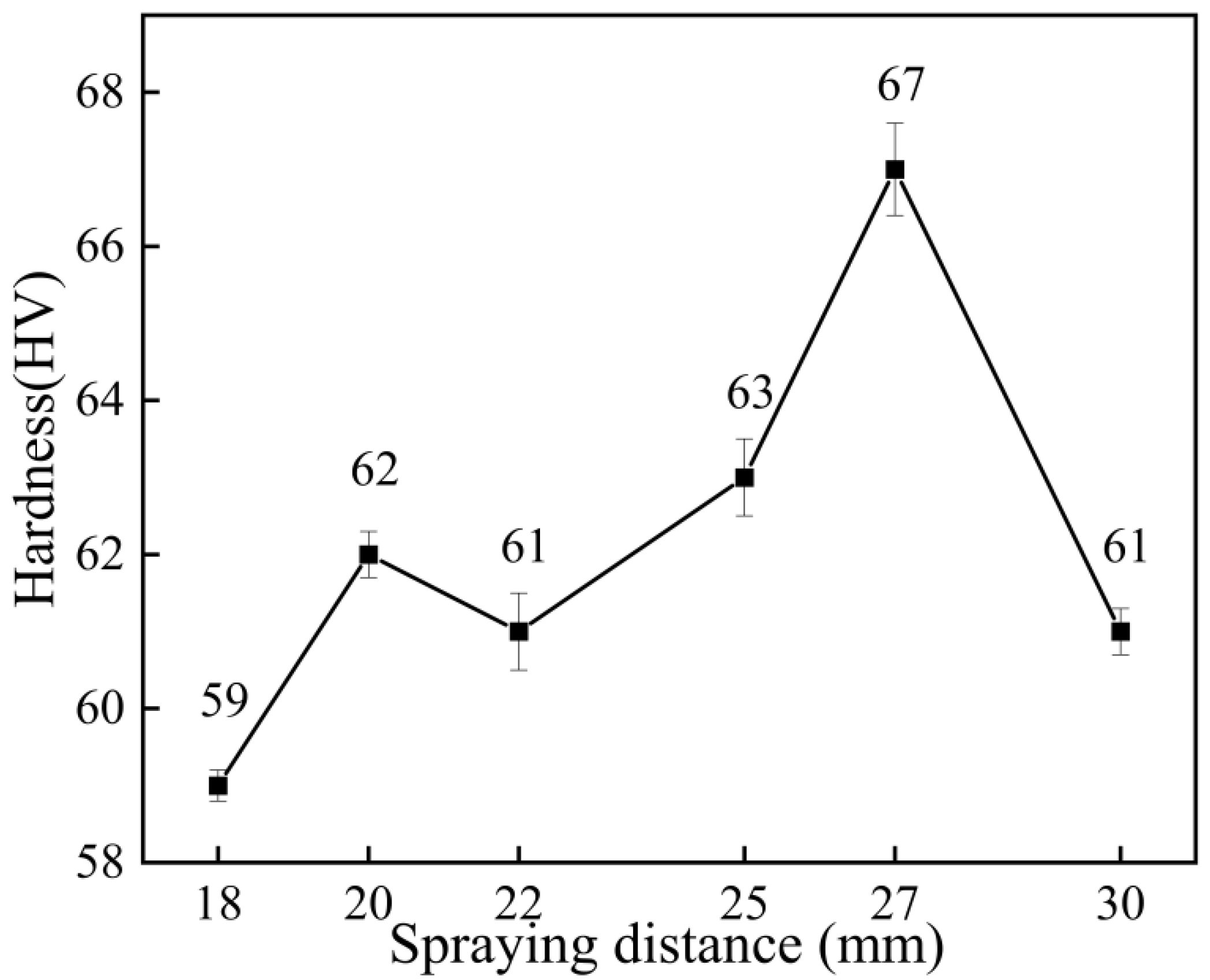
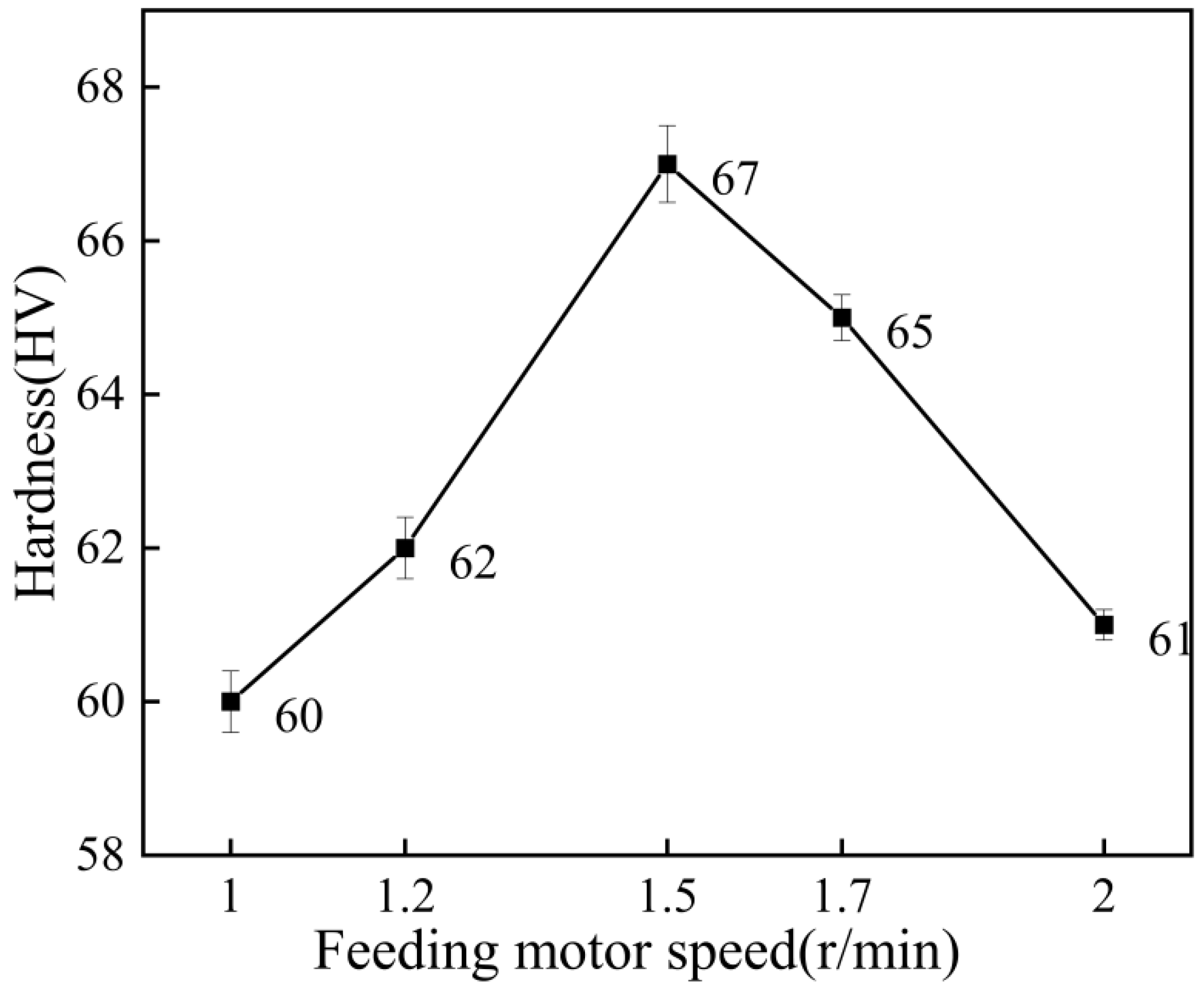
3.3. Microhardness
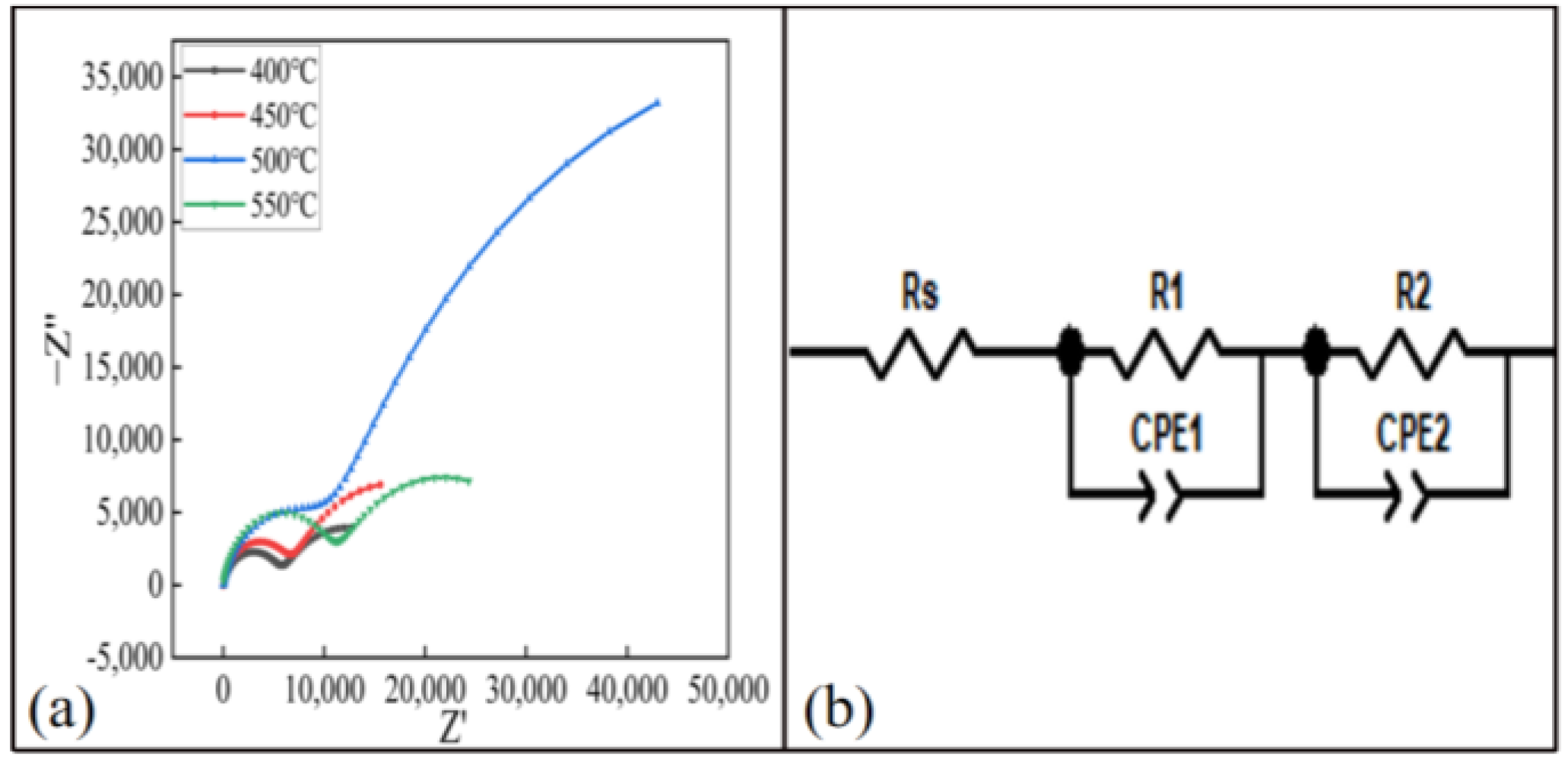
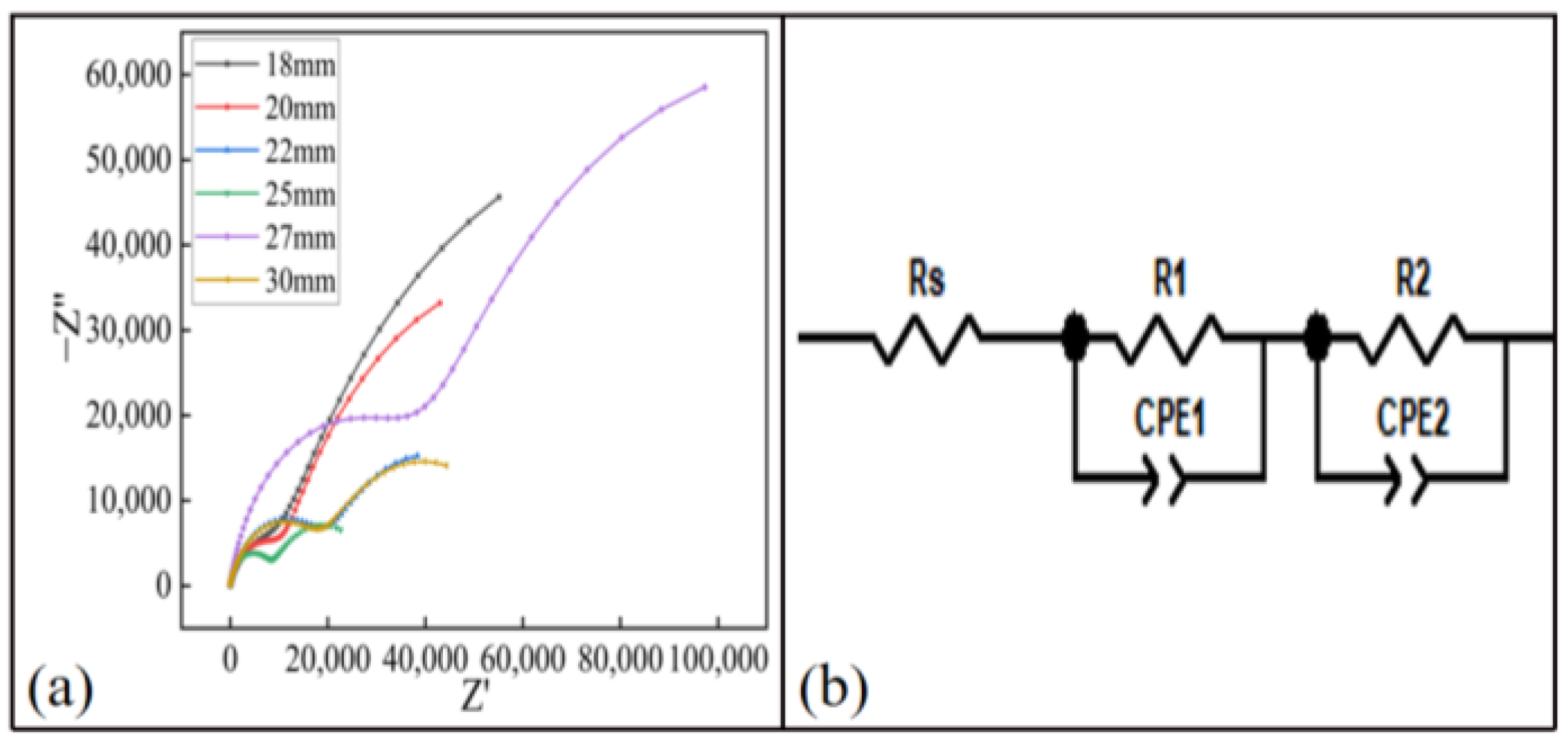
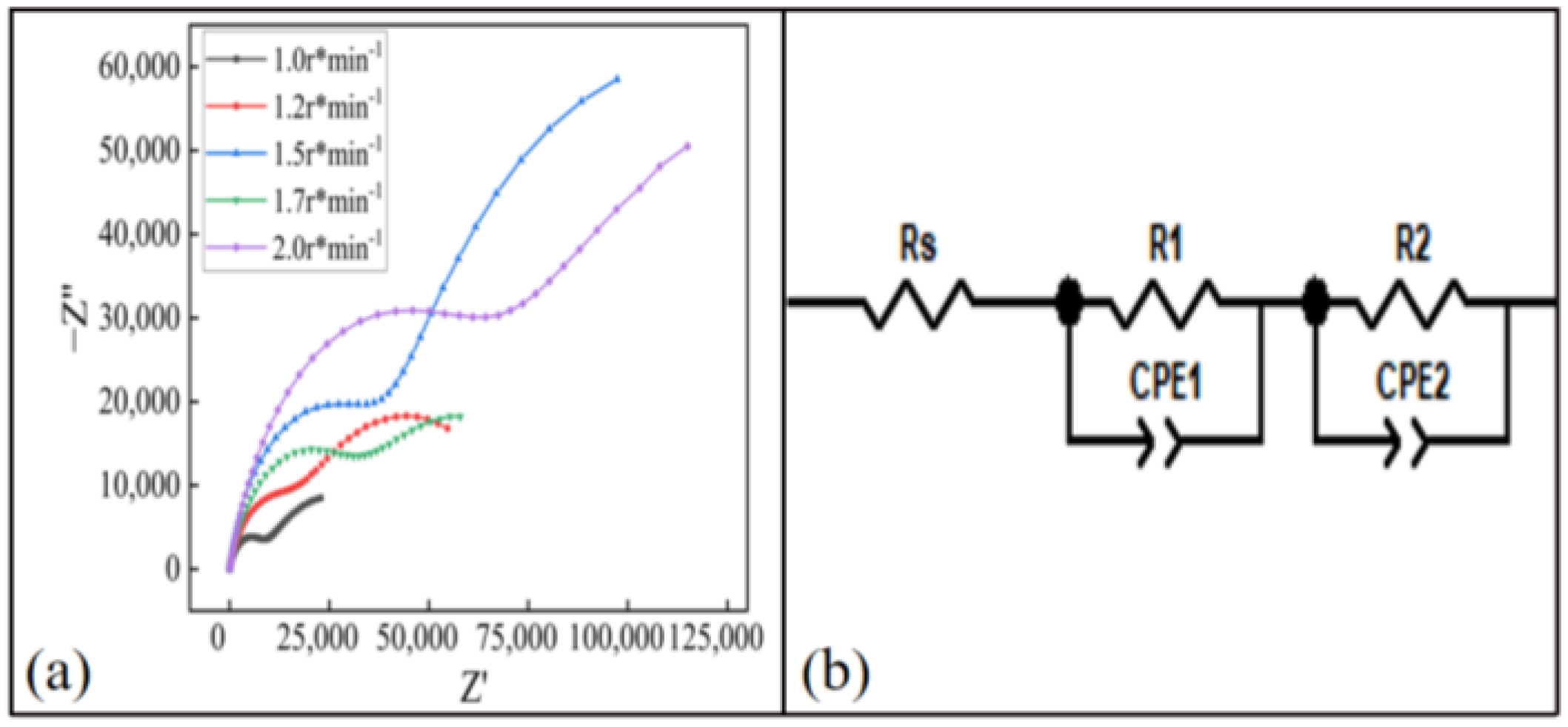
3.4. Electrochemical Performance Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kong, Z.; Jin, Y.; Hossen, G.M.S.; Hong, S.; Wang, Y.; Vu, Q.-V.; Truong, V.-H.; Tao, Q.; Kim, S.-E. Experimental and theoretical study on mechanical properties of mild steel after corrosion. Ocean. Eng. 2022, 246, 110652. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, Z.H.; Li, X.B.; Huang, G.S.; Li, C.X.; Li, Y. Corrosion behavior of low pressure cold sprayed Zn-Ni composite coatings. J. Alloys Compd. 2017, 719, 194–202. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Ekoi, E.J.; Wang, J.J.; Dowling, D.P.; Nicolosi, V.; Lupoi, R. Novel cold spray for fabricating graphene-reinforced metal matrix composites. Mater. Lett. 2017, 196, 172–175. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; He, J.; Jiang, Z.; Jiang, Q. High corrosion-resistance nanocrystalline Ni coating on AZ91D magnesium alloy. Surf. Coat. Technol. 2006, 200, 5413–5418. [Google Scholar] [CrossRef]
- Srikanth, A.; Basha, G.; Venkateshwarlu, B. A Brief Review on Cold Spray Coating Process. Mater. Today Proc. 2020, 22, 1390–1397. [Google Scholar] [CrossRef]
- Meyer, M.C.; Yin, S.; McDonnell, K.A.; Stier, O.; Lupoi, R. Feed rate effect on particulate acceleration in Cold Spray under low stagnation pressure conditions. Surf. Coat. Technol. 2016, 304, 237–245. [Google Scholar] [CrossRef]
- Xie, Y.; Yin, S.; Chen, C.; Planche, M.P.; Liao, H.; Lupoi, R. New insights into the coating/substrate interfacial bonding mechanism in cold spray. Scr. Mater. 2016, 125, 1–4. [Google Scholar] [CrossRef]
- Chen, H.; Liu, C.; Chu, X.; Zhang, T.; Zheng, J. Corrosion Behavior and Microstructure of Cu-Based Composite Coatings Deposited by Cold Spraying. Metals 2022, 12, 955. [Google Scholar] [CrossRef]
- Xie, X.; Yin, S.; Raoelison, R.; Chen, C.; Verdy, C.; Li, W.; Ji, G.; Ren, Z.; Liao, H. Al matrix composites fabricated by solid-state cold spray deposition: A critical review. J. Mater. Sci. Technol. 2021, 86, 20–55. [Google Scholar] [CrossRef]
- Singh, H.; Kumar, M.; Singh, R. An overview of various applications of cold spray coating process. Mater. Today Proc. 2022, 56 Pt 5, 2826–2830. [Google Scholar] [CrossRef]
- Liang, Y.L.; Wang, Z.B.; Zhang, J.; Zhang, J.B.; Lu, K. Enhanced bonding property of cold-sprayed Zn-Al coating on interstitial-free steel substrate with a nanostructured surface layer. Appl. Surf. Sci. 2016, 385, 341–348. [Google Scholar] [CrossRef]
- Chavan, N.M.; Kiran, B.; Jyothirmayi, A.; Phani, P.S.; Sundararajan, G. The Corrosion Behavior of Cold Sprayed Zinc Coatings on Mild Steel Substrate. J. Therm. Spray Technol. 2013, 22, 463–470. [Google Scholar] [CrossRef]
- Diaz, D.; Navarro, R.; Godoy, N.O.; Pingarrón, A.B.; Parra, J.R.G.; Florez, J.J.O.; Barragán, M.T.; Moncaleano, I.A.; Otalora, C.A.O. Flame-sprayed Zn-Al coatings on ABS without chemical surface preparation. Mater. Lett. 2020, 280, 128574. [Google Scholar] [CrossRef]
- Maledi, N.B.; Oladijo, O.P.; Botef, I.; Ntsoane, T.P.; Madiseng, A.; Moloisane, L. Influence of cold spray parameters on the microstructures and residual stress of Zn coatings sprayed on mild steel. Surf. Coat. Technol. 2017, 318, 106–113. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, F.; Han, E.H.; Xu, L. Mechanical and corrosion properties in 3.5% NaCl solution of cold sprayed Al-based coatings. Surf. Coat. Technol. 2020, 385, 125372. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, F.; Han, E.H.; Xu, L.; Uzoma, P.C. Effects of Al2O3 on the microstructures and corrosion behavior of low-pressure cold gas sprayed Al 2024-Al2O3 composite coatings on AA 2024-T3 substrate. Surf. Coat. Technol. 2019, 370, 53–68. [Google Scholar] [CrossRef]
- Kumar, S.; Reddy, S.K.; Joshi, S.V. Microstructure and performance of cold sprayed Al-SiC composite coatings with high fraction of particulates. Surf. Coat. Technol. 2017, 318, 62–71. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Mary, N.; Yu, M.; Liao, H. Effects of ceramic particle size on microstructure and the corrosion behavior of cold sprayed SiCp/Al 5056 composite coatings. Surf. Coat. Technol. 2018, 315, 314–325. [Google Scholar] [CrossRef]
- Xie, C.; Li, H.; Zhou, X.; Sun, C. Corrosion behavior of cold sprayed pure zinc coating on magnesium. Surf. Coat. Technol. 2019, 374, 797–806. [Google Scholar] [CrossRef]
- Legoux, J.G.; Irissou, E.; Moreau, C. Effect of Substrate Temperature on the Formation Mechanism of Cold-Sprayed Aluminum, Zinc and Tin Coatings. J. Therm. Spray Technol. 2007, 16, 619–626. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, L.; Liu, C.; Mai, Y.; Zhang, Y.; Jie, X. Deposition of Zn-G/Al composite coating with excellent cathodic protection on low-carbon steel by low-pressure cold spraying. J. Alloys Compd. 2020, 821, 153483. [Google Scholar] [CrossRef]
- Mangalarapu, T.B.; Kumar, S.; Ramakrishna, M.; Gandham, P.; Suresh, K. Precipitation behavior of cold sprayed Al6061 coatings. Materialia 2022, 24, 101510. [Google Scholar] [CrossRef]
- Amiri, M.; Crawford, G.A.; Earthman, J.C. Quantitative percussion diagnostics for evaluating porosity and surface roughness of cold sprayed and laser deposited materials. J. Mater. Res. Technol. 2021, 14, 312–323. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Winnicki, M.; Piwowarczyk, T.; Malachowska, A.; Ambroziak, A. Effect of Gas Pressure and Temperature on Stereometric Properties of Al+Al2O3 Composite Coatings Deposited by Lpcs Method. Arch. Metall. Mater. 2014, 59, 879–886. [Google Scholar] [CrossRef]
- Shi, C.; Long, Y.F.; Liu, Y.; Wang, K.; Li, X.; Xing, L.; Huang, G.; Xu, L. Optimization of Process Parameters of Low-Pressure Cold-Sprayed Aluminum Coating. Dev. Appl. Mater. 2013, 28, 33–37. [Google Scholar]
- Wei, Y.K.; Luo, X.T.; Chu, X.; Ge, Y.; Huang, G.-S.; Xie, Y.-C.; Huang, R.-Z.; Li, C.-J. Ni coatings for corrosion protection of Mg alloys prepared by an in-situ micro-forging assisted cold spray: Effect of powder feedstock characteristics. Corros. Sci. 2021, 184, 109397. [Google Scholar] [CrossRef]
- Luo, X.T.; Yao, M.L.; Ma, N.; Takahashi, M.; Li, C.-J. Deposition behavior, microstructure and mechanical properties of an in-situ micro-forging assisted cold spray enabled additively manufactured Inconel 718 alloy. Mater. Des. 2018, 155, 384–395. [Google Scholar] [CrossRef]
- Alkhimov, A.P.; Kosarev, V.F.; Klinkov, S.V. The Features of Cold Spray Nozzle Design. J. Therm. Spray Technol. 2001, 10, 375–381. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Guo, X.P.; Zhang, G.; Liao, H.L.; Li, C.-J.; Coddet, C. Effect of standoff distance on coating deposition characteristics in cold spraying. Mater. Des. 2008, 29, 297–304. [Google Scholar] [CrossRef]
- Liu, W.; Cao, F.; Chen, A.; Chang, L.; Zhang, J.; Cao, C. Corrosion behaviour of AM60 magnesium alloys containing Ce or La under thin electrolyte layers. Part 1: Microstructural characterization and electrochemical behaviour. Corros. Sci. 2010, 52, 627–638. [Google Scholar] [CrossRef]
- Arabgol, Z.; Villa Vidaller, M.; Assadi, H.; Gärtner, F.; Klassen, T. Influence of thermal properties and temperature of substrate on the quality of cold-sprayed deposits. Acta Mater. 2017, 127, 287–301. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Al | Cd | Pb | Zn | |
|---|---|---|---|---|---|---|---|
| Al | 0.03 | 0.058 | 0.001 | Bal. | - | - | - |
| Zn | - | 0.006 | - | - | 0.004 | 0.004 | Bal. |
| C | Mn | Si | S | P | Fe | |
|---|---|---|---|---|---|---|
| E235 | 0.15 | 0.5 | 0.2 | 0.2 | 0.03 | Bal. |
| Samples | Spraying Distance (mm) | Temperature (°C) | Powder-Feeding Motor Speed (r/min) |
|---|---|---|---|
| 1 | 20 | 550 | 1.5 |
| 2 | 20 | 500 | 1.5 |
| 3 | 20 | 450 | 1.5 |
| 4 | 20 | 400 | 1.5 |
| 5 | 18 | 500 | 1.5 |
| 6 | 20 | 500 | 1.5 |
| 7 | 22 | 500 | 1.5 |
| 8 | 25 | 500 | 1.5 |
| 9 | 27 | 500 | 1.5 |
| 10 | 30 | 500 | 1.5 |
| 11 | 27 | 500 | 1.0 |
| 12 | 27 | 500 | 1.2 |
| 13 | 27 | 500 | 1.5 |
| 14 | 27 | 500 | 1.7 |
| 15 | 27 | 500 | 2.0 |
| 400 °C | 450 °C | 500 °C | 550 °C | |
|---|---|---|---|---|
| Rs (Ω) | 14.4 | 14.1 | 17.5 | 15.7 |
| Re (Ω) | 18,923 | 27,662 | 113,807 | 33,092 |
| 18 mm | 20 mm | 22 mm | 25 mm | 27 mm | 30 mm | |
|---|---|---|---|---|---|---|
| Rs (Ω) | 13.2 | 17.5 | 16.3 | 12.0 | 12.4 | 16.3 |
| Re (Ω) | 30,177 | 113,807 | 63,820 | 168,360 | 196,320 | 61,621 |
| 1.0 r/min | 1.2 r/min | 1.5 r/min | 1.7 r/min | 2.0 r/min | |
|---|---|---|---|---|---|
| Rs (Ω) | 15.0 | 18.7 | 12.4 | 17.3 | 25.6 |
| Re (Ω) | 43,996 | 75,702 | 196,320 | 89,694 | 79,047 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, N.; Liu, C.; Wang, Y.; Chen, H.; Chu, X.; Gao, J. Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings. Materials 2022, 15, 7007. https://doi.org/10.3390/ma15197007
Wang N, Liu C, Wang Y, Chen H, Chu X, Gao J. Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings. Materials. 2022; 15(19):7007. https://doi.org/10.3390/ma15197007
Chicago/Turabian StyleWang, Naijiang, Chengxin Liu, Yangang Wang, Hao Chen, Xingrong Chu, and Jun Gao. 2022. "Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings" Materials 15, no. 19: 7007. https://doi.org/10.3390/ma15197007
APA StyleWang, N., Liu, C., Wang, Y., Chen, H., Chu, X., & Gao, J. (2022). Effect of Process Parameters on Properties of Cold-Sprayed Zn–Al Composite Coatings. Materials, 15(19), 7007. https://doi.org/10.3390/ma15197007