
Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture

 ,
, 
Abstract
:1. Introduction
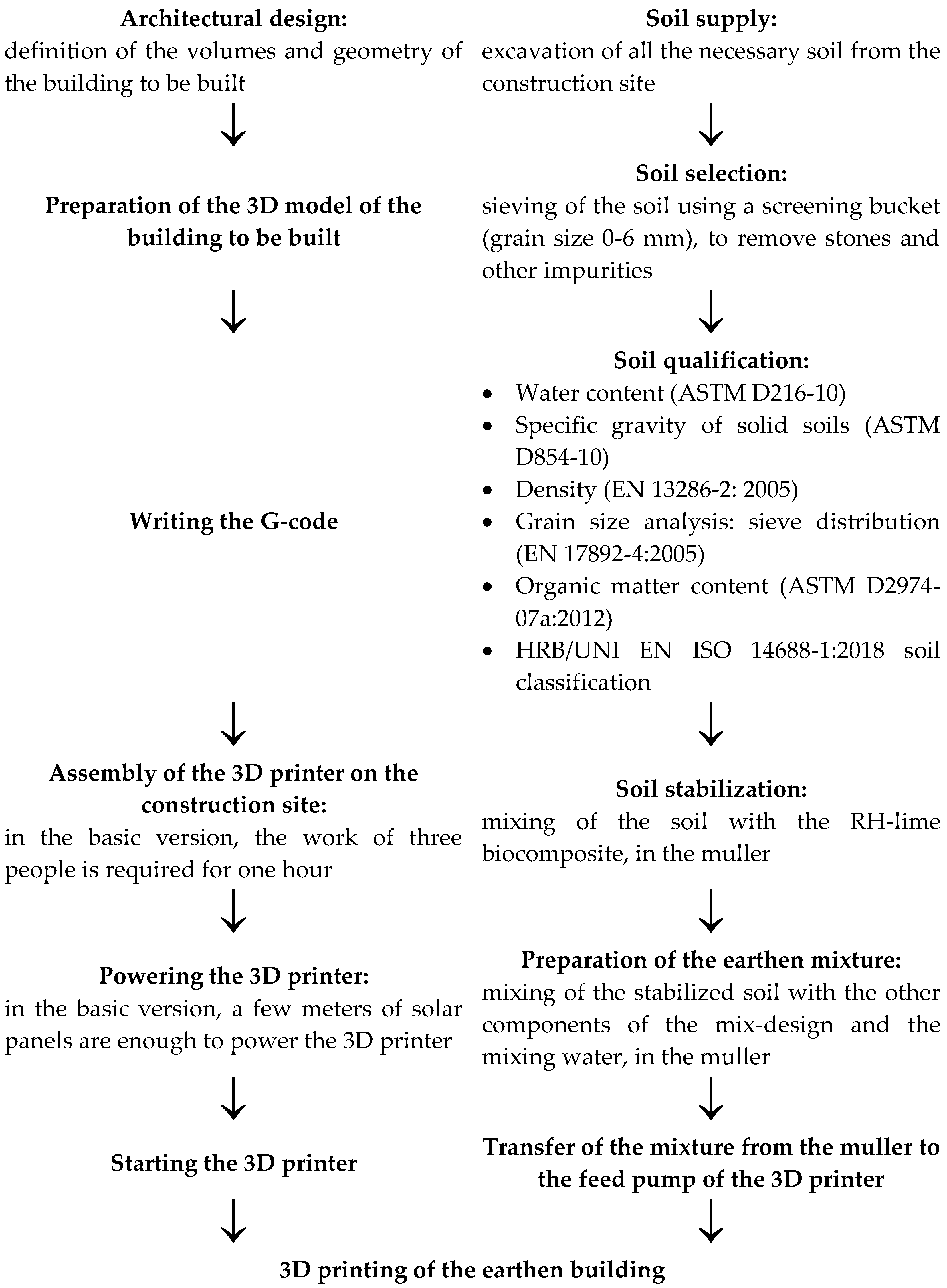
2. Materials and Methods
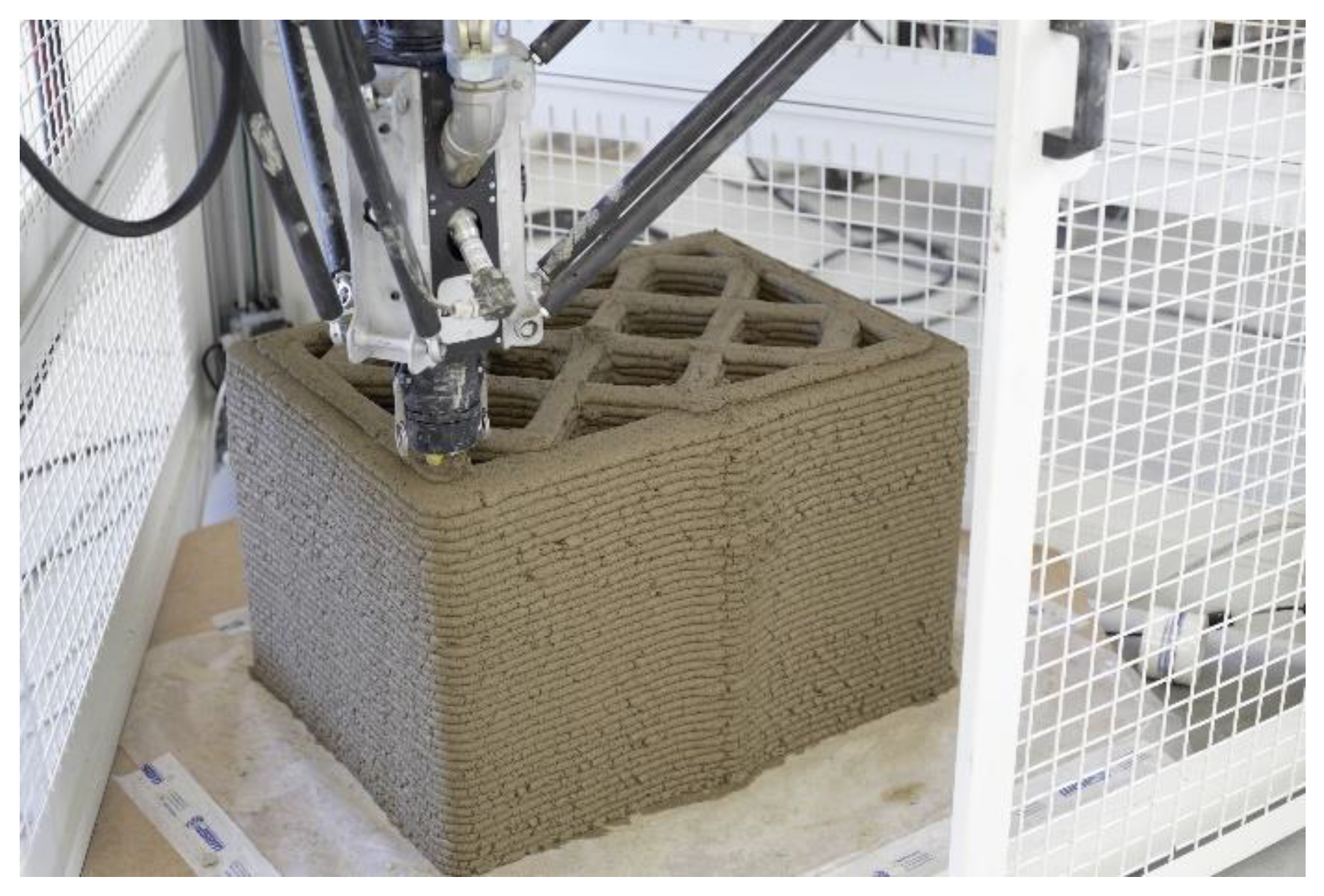
2.1. Mix Design and 3D-Printing Process
2.2. Feasibility Assessments
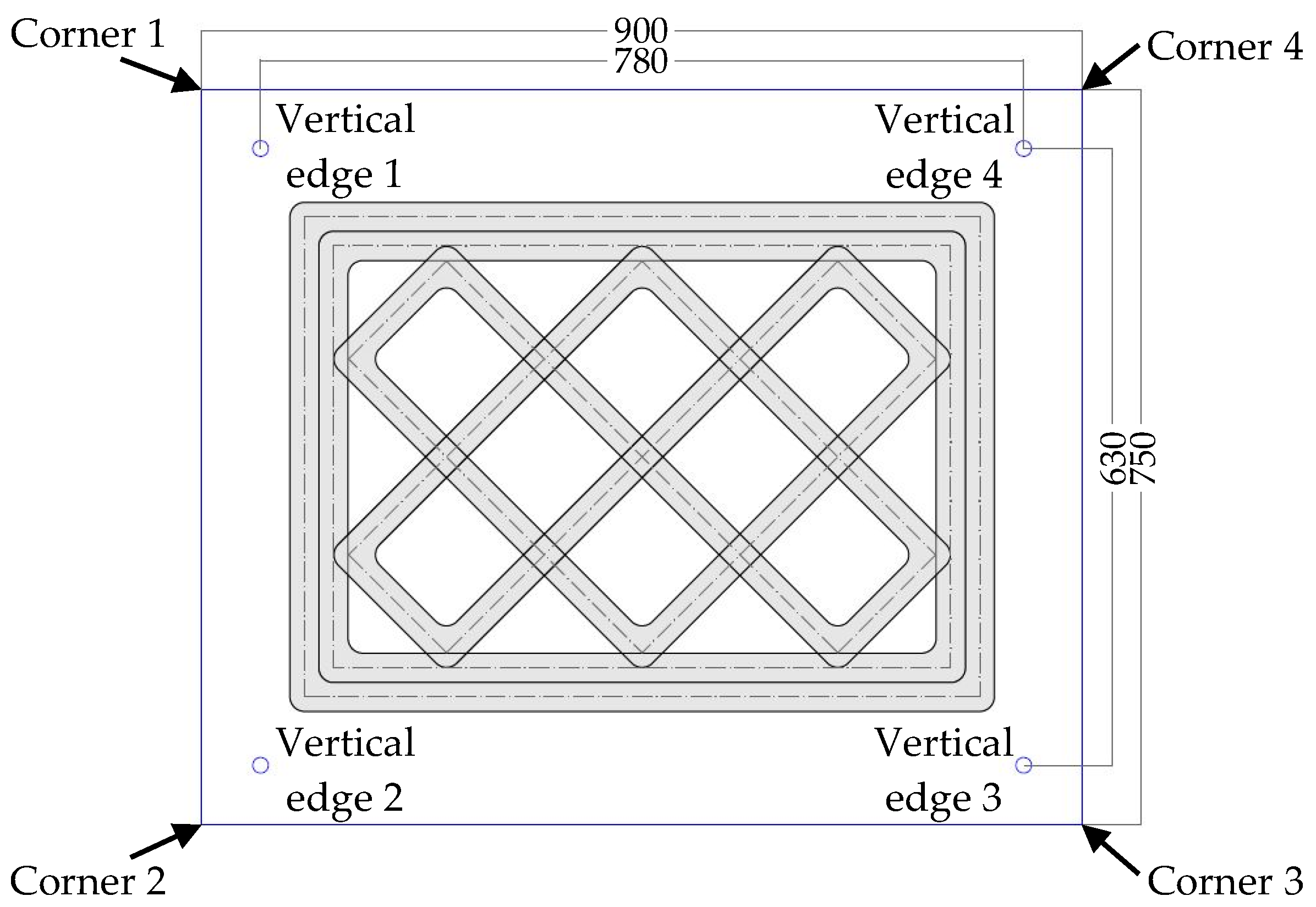
2.3. Geometric Characteristics of the Specimen in the Fresh and Hardened States
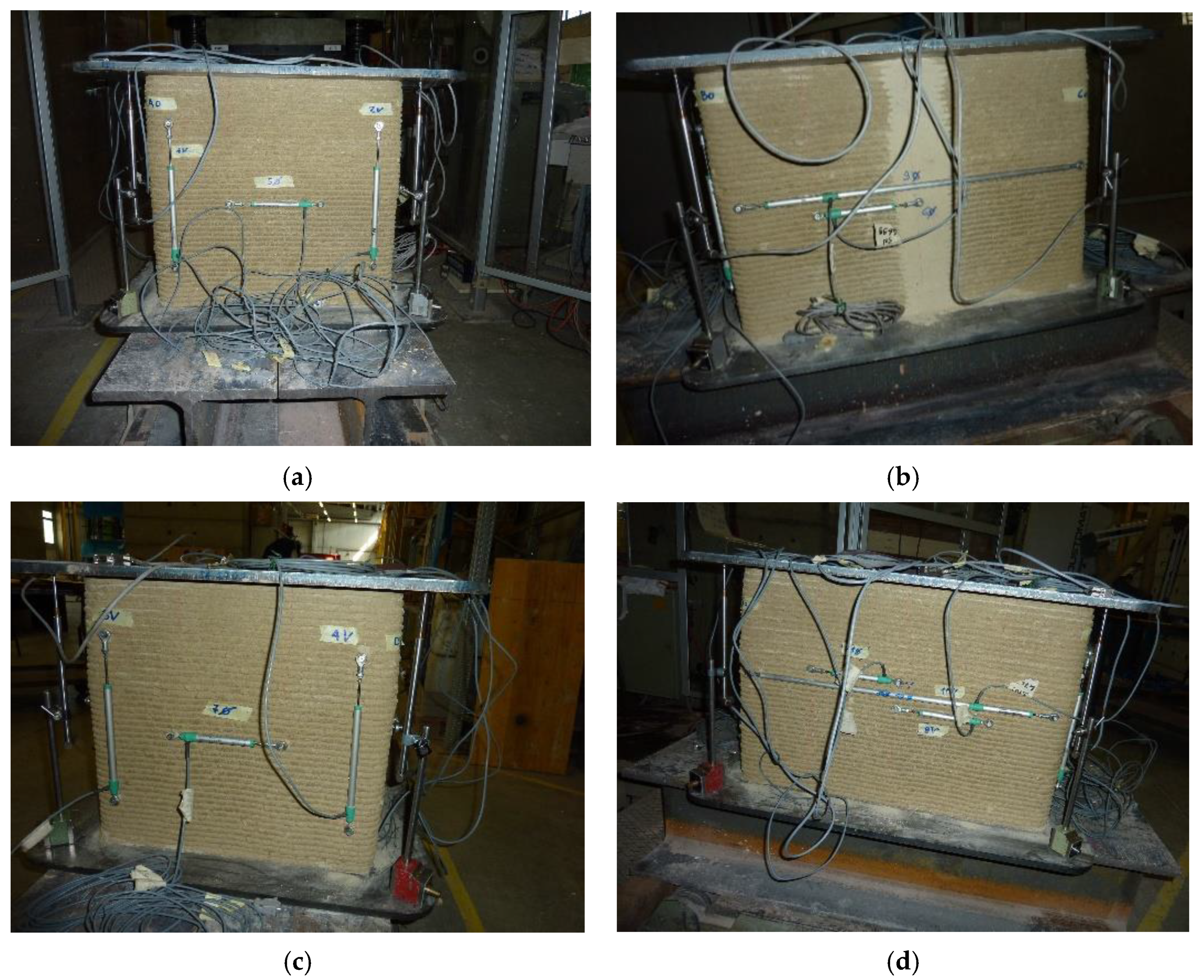
2.4. Instrumentation for the Acquisition of the Displacements
3. Experimental Results
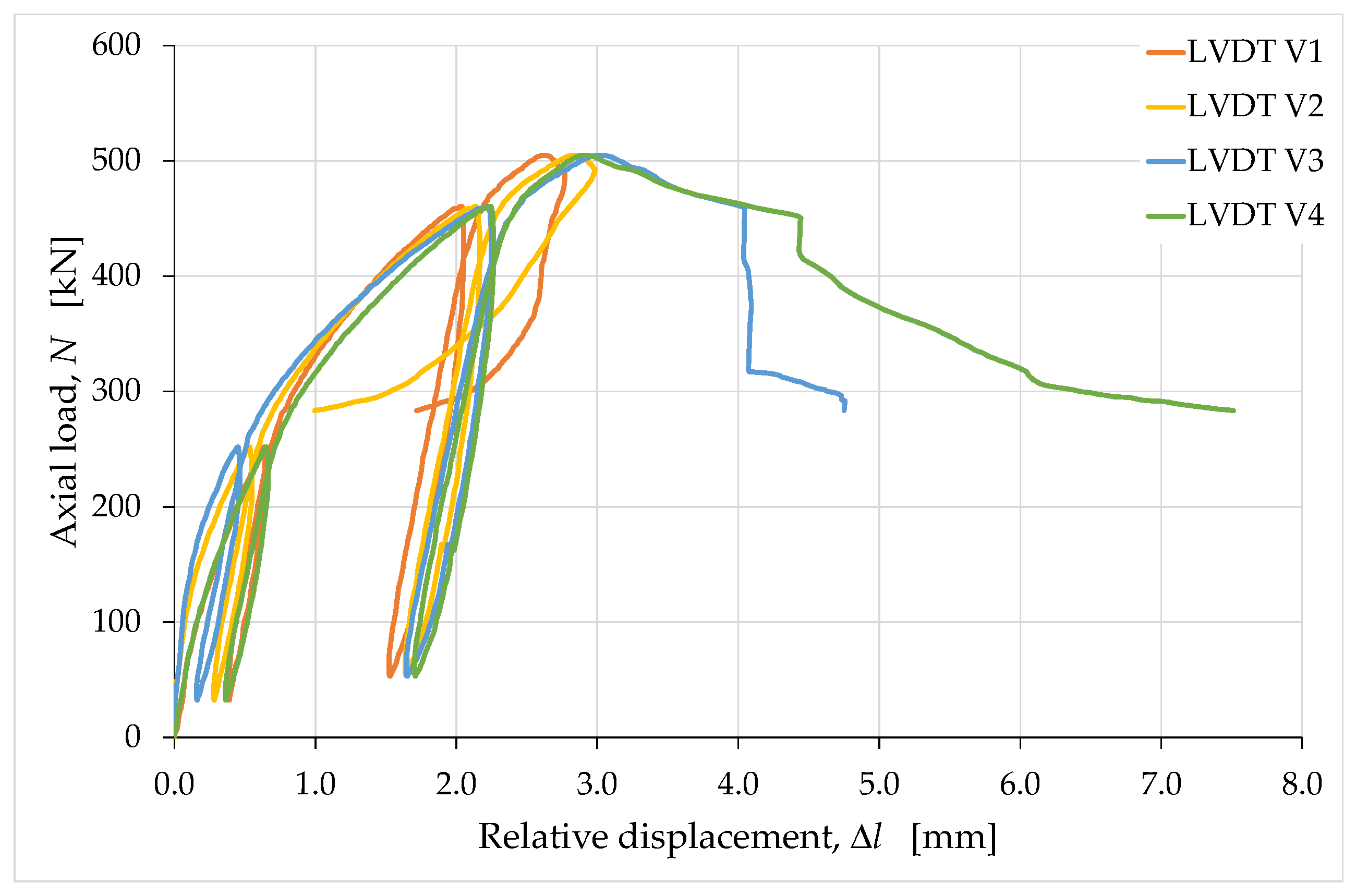
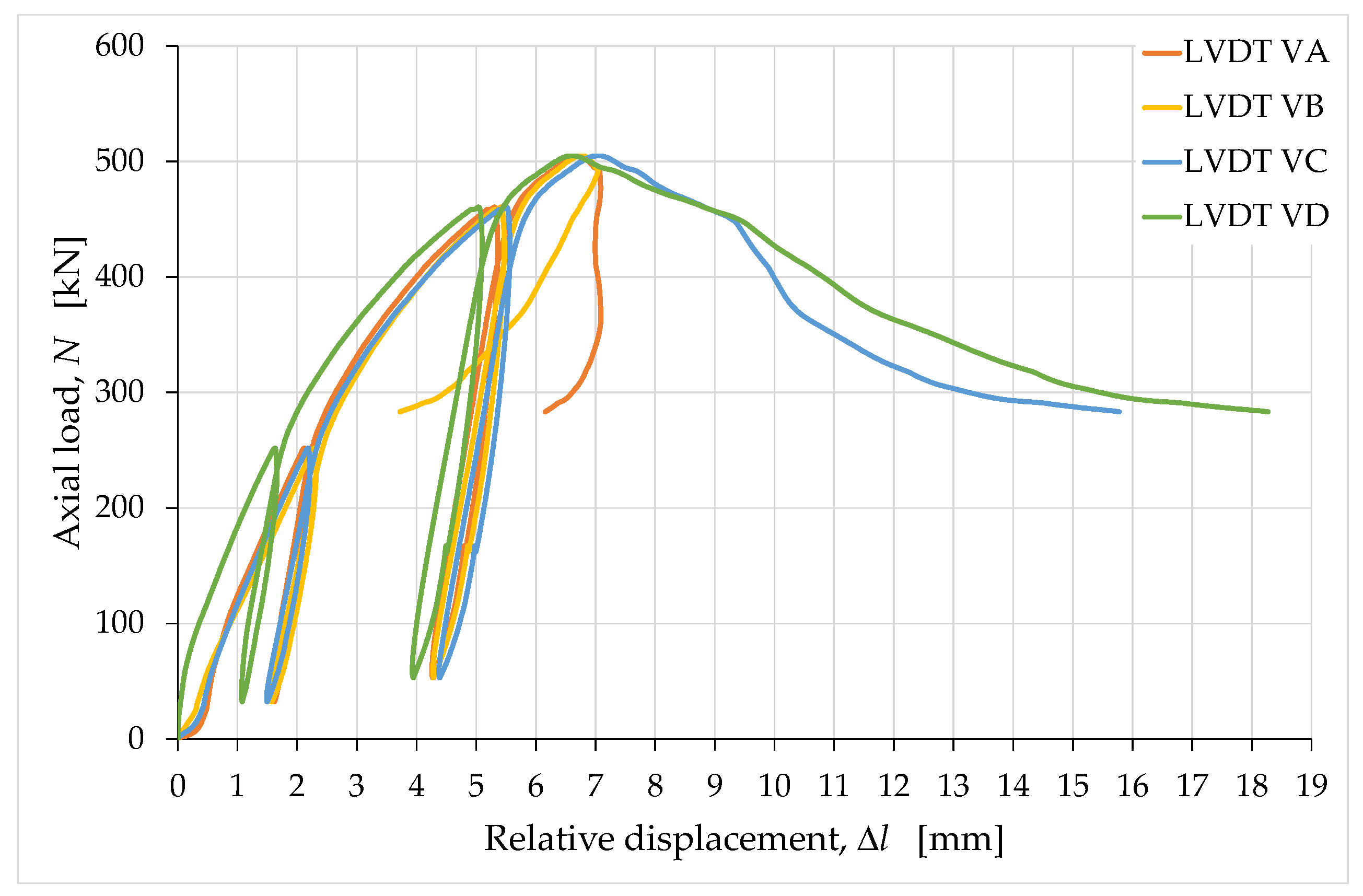
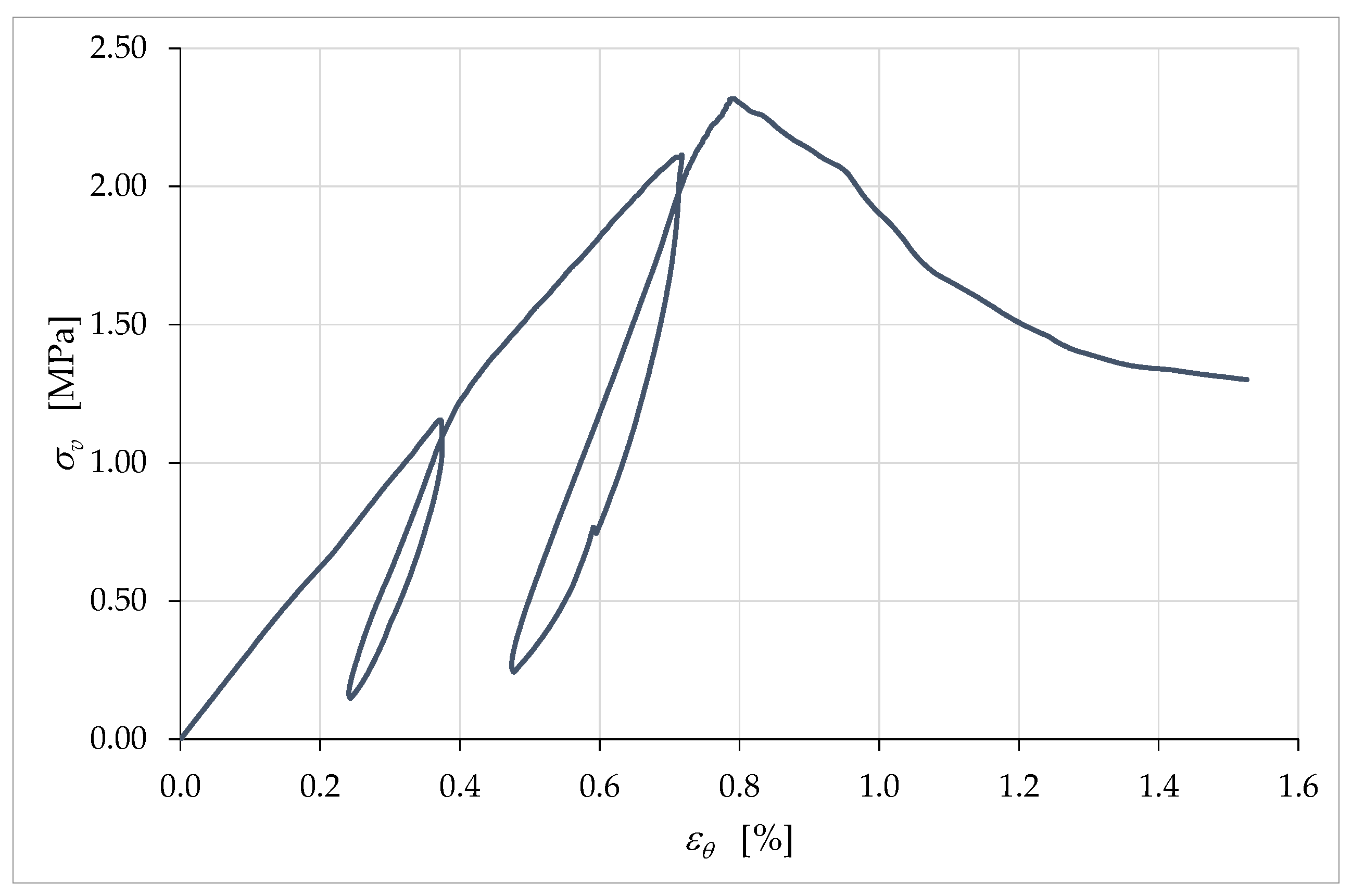
3.1. Behavior of the Vertical Strains
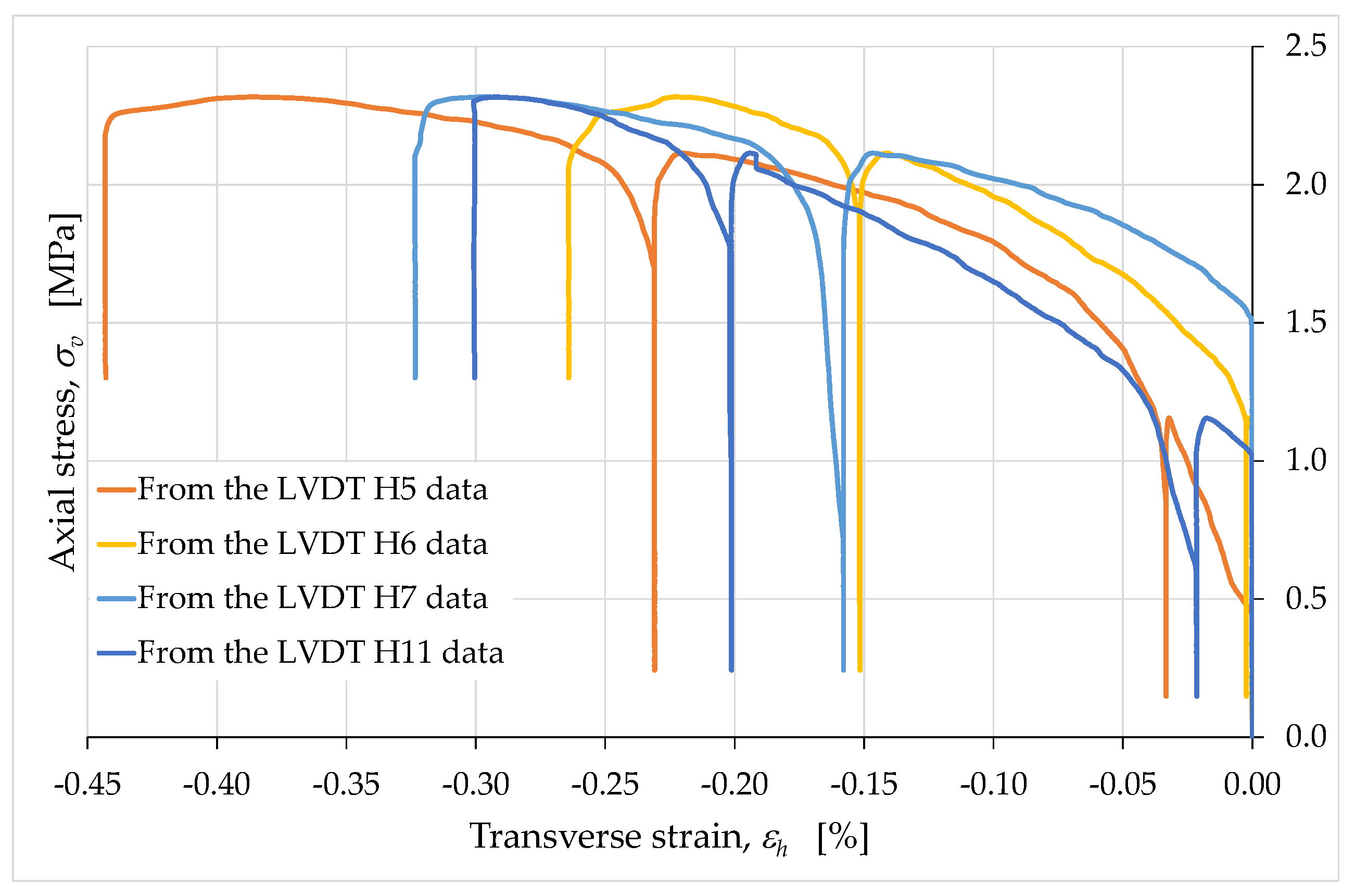
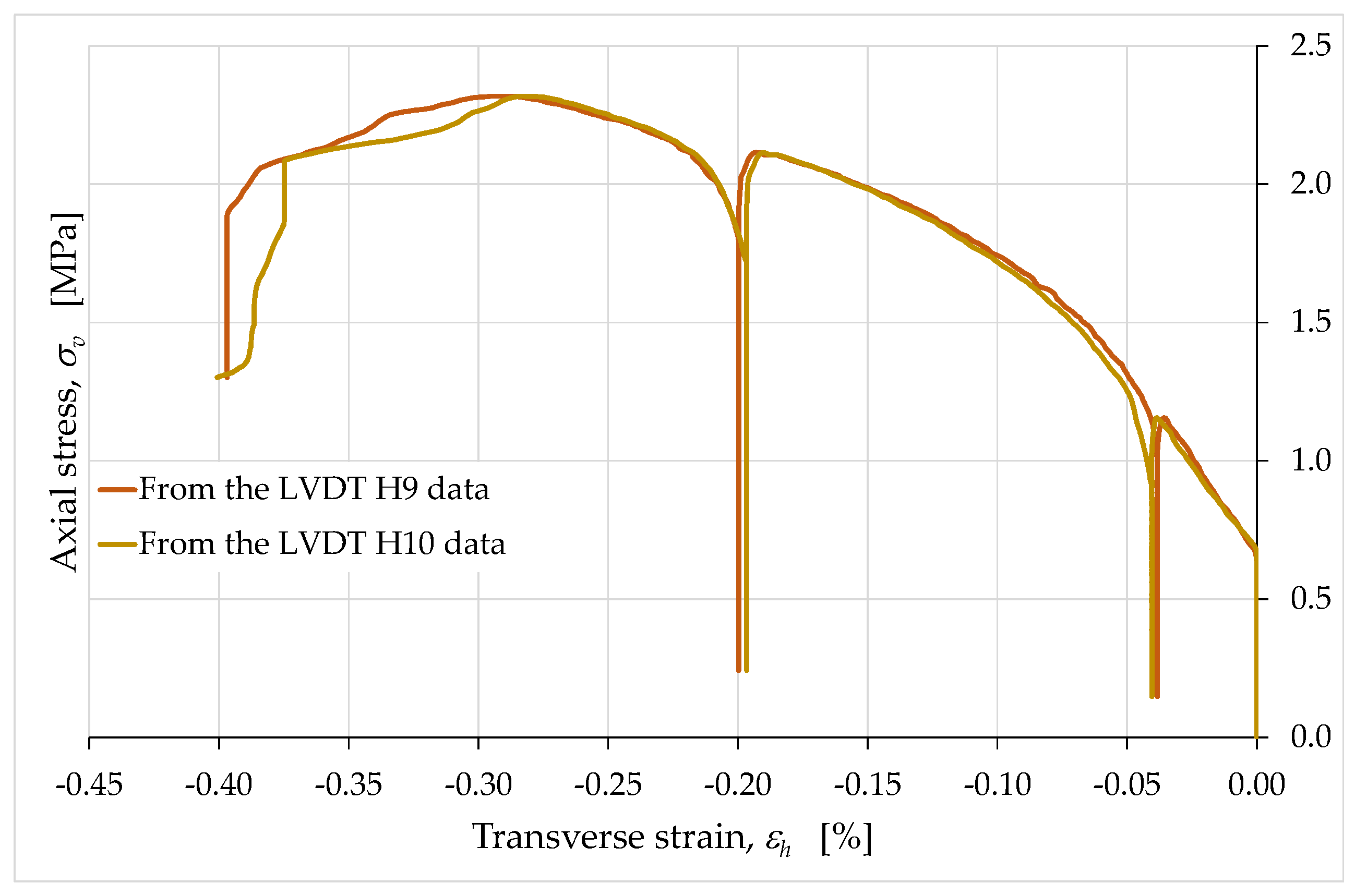
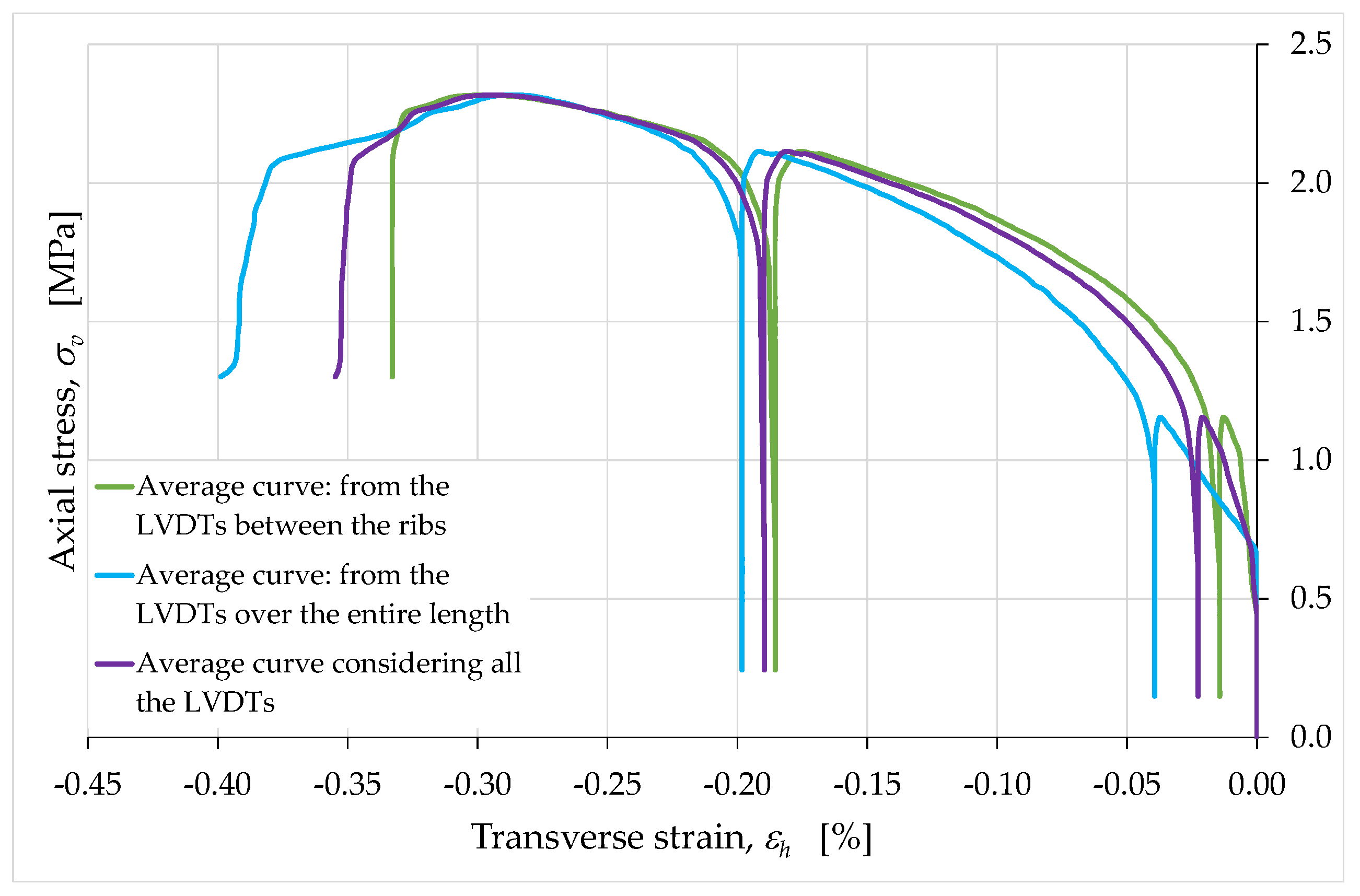
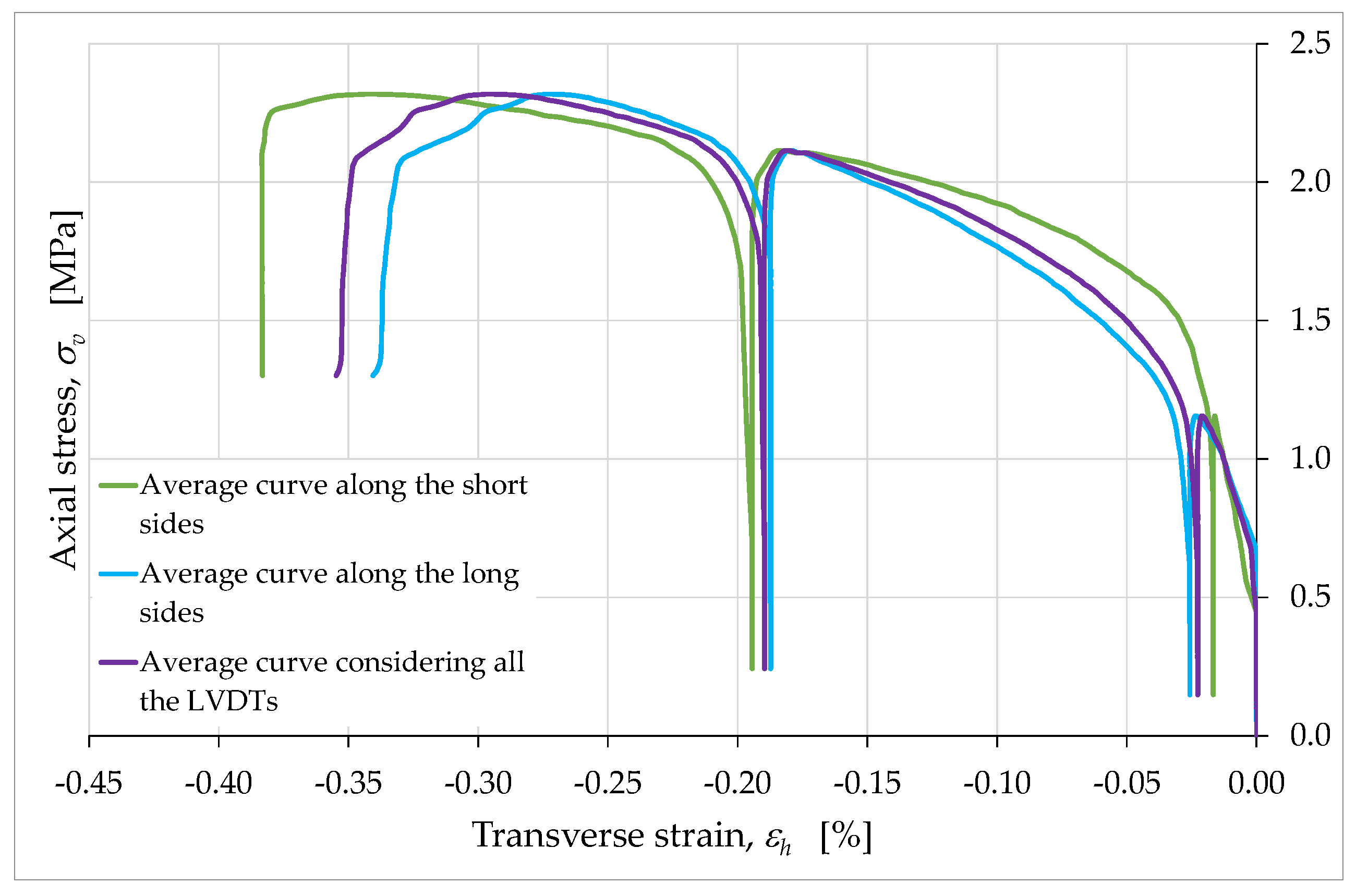
3.2. Behavior of the Horizontal Strains
- is the elongation of LVDT H5;
- is the elongation of LVDT H6;
- is the elongation of LVDT H7;
- is the elongation of LVDT H9;
- is the elongation of LVDT H10;
- is the elongation of LVDT H11;
- is the length of the LVDTs between the ribs;
- is the length of the LVDTs that extend along the entire long side faces.
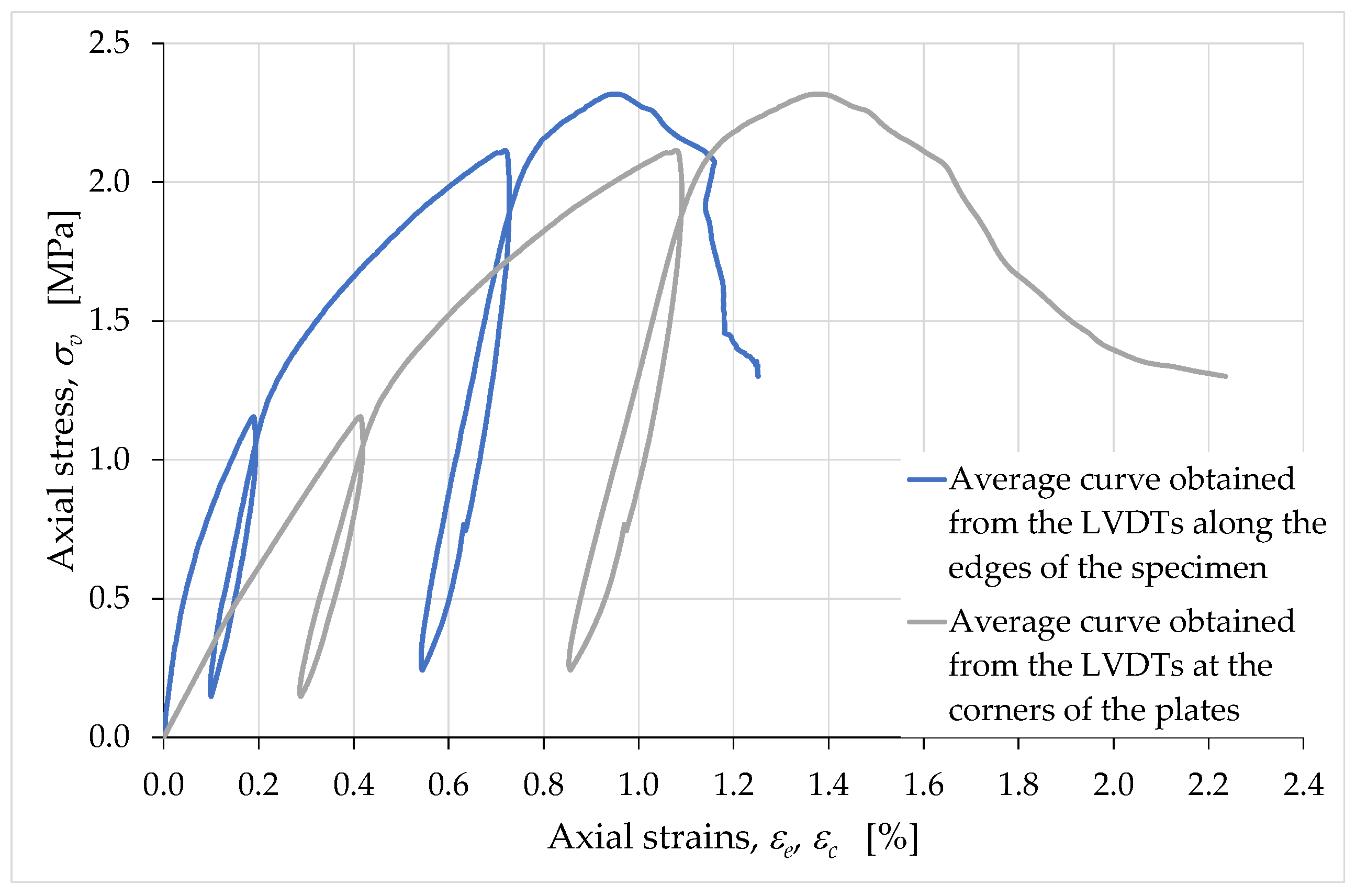
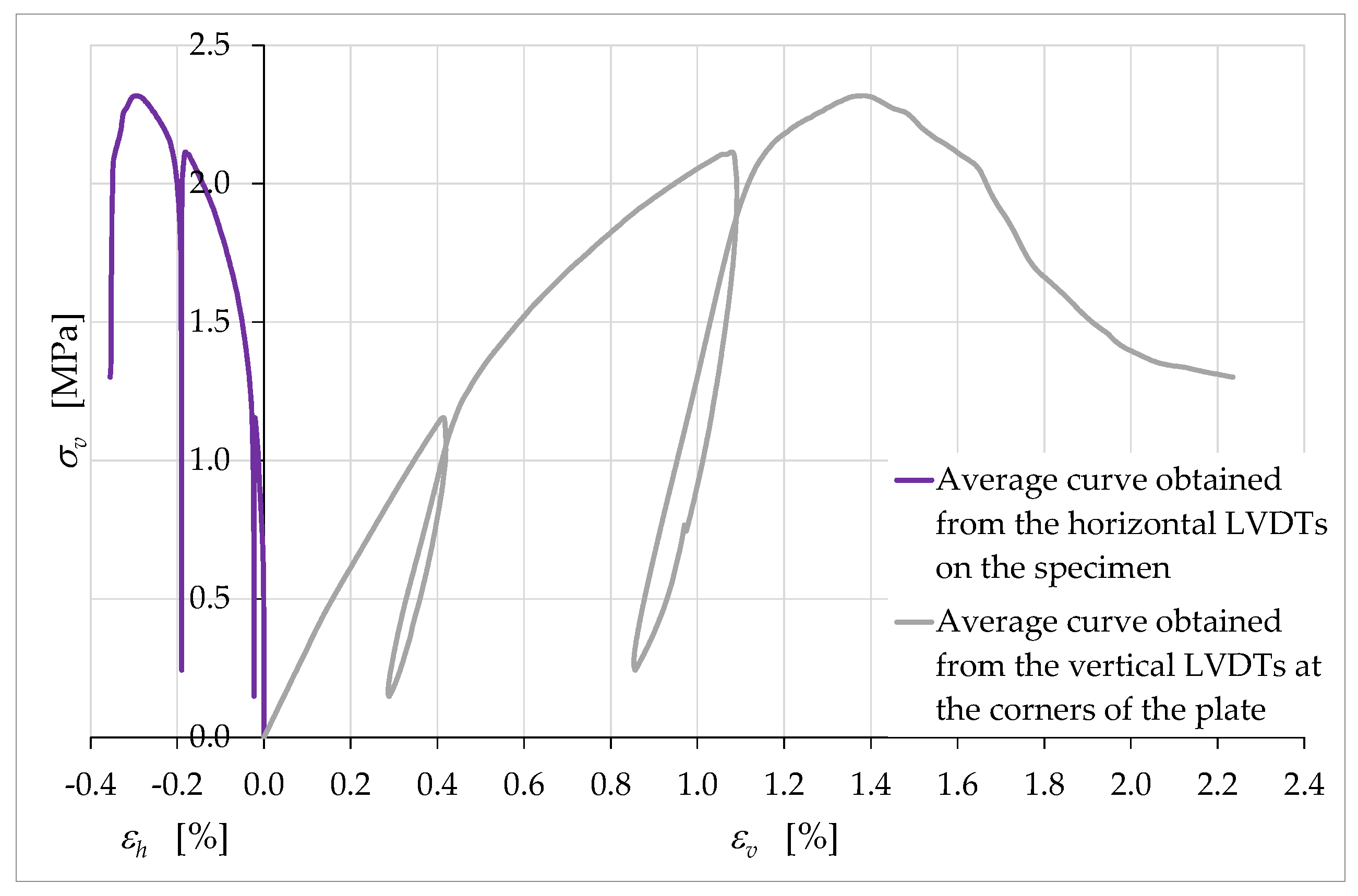
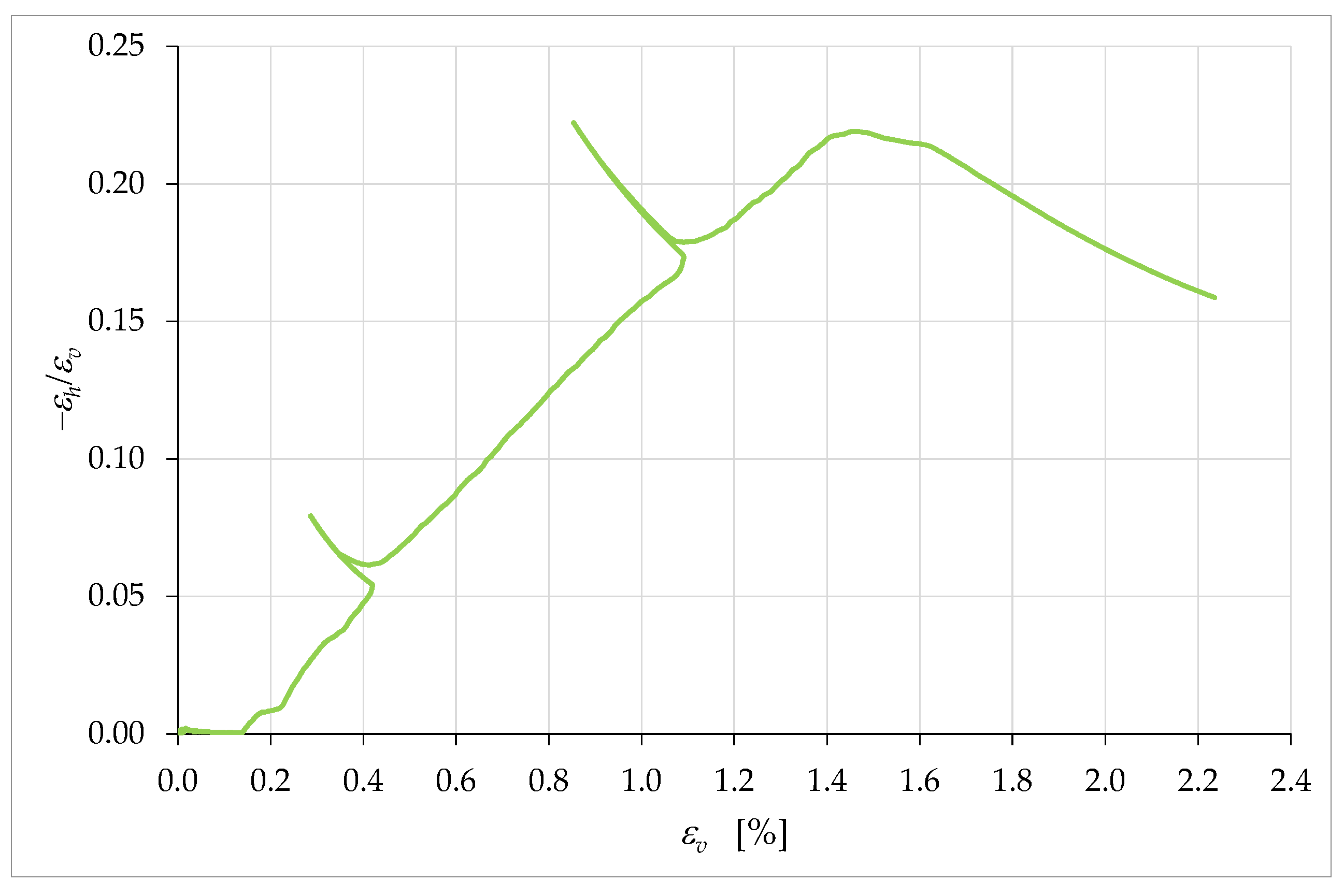
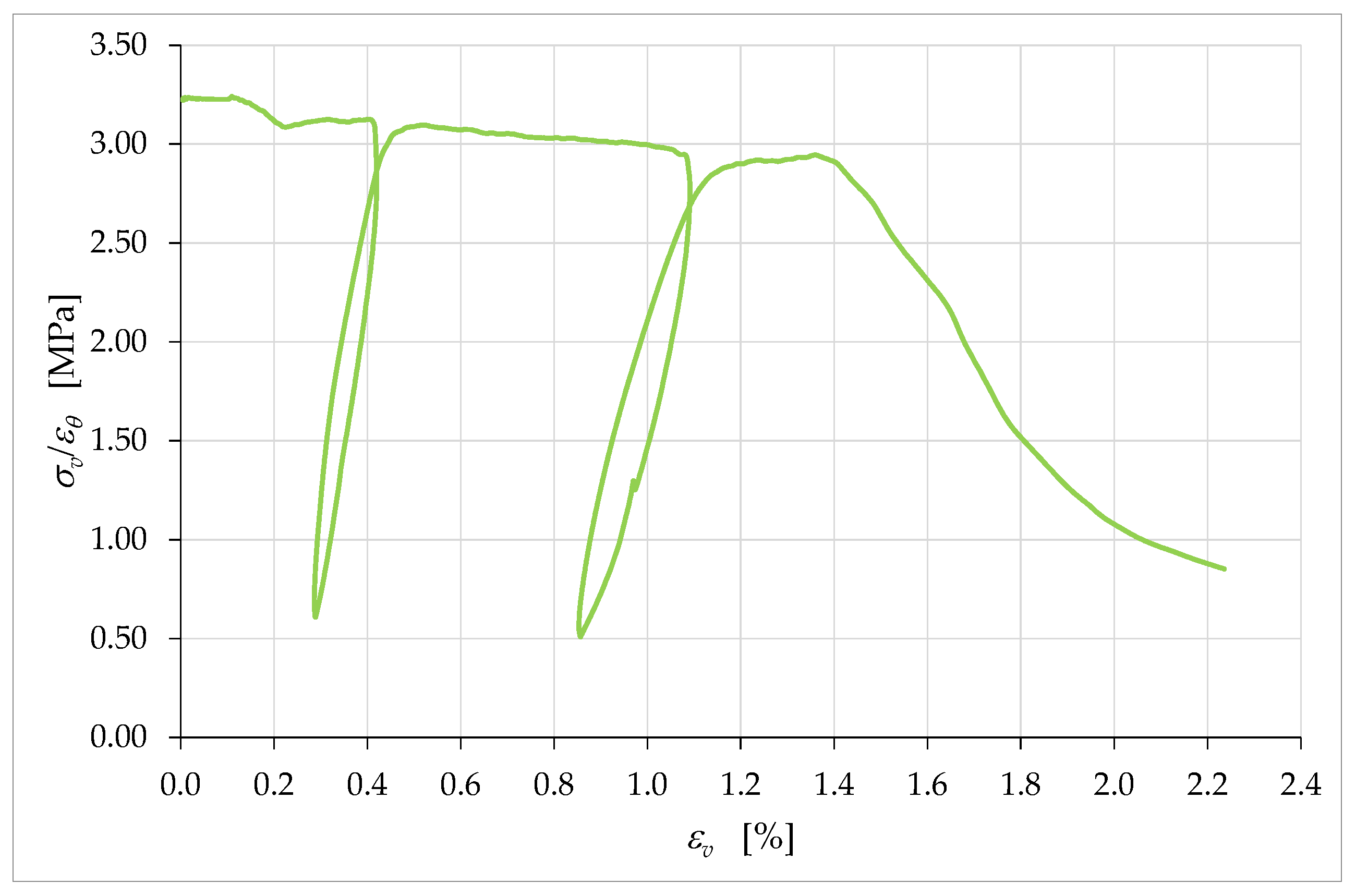
3.3. Relationships between Strains
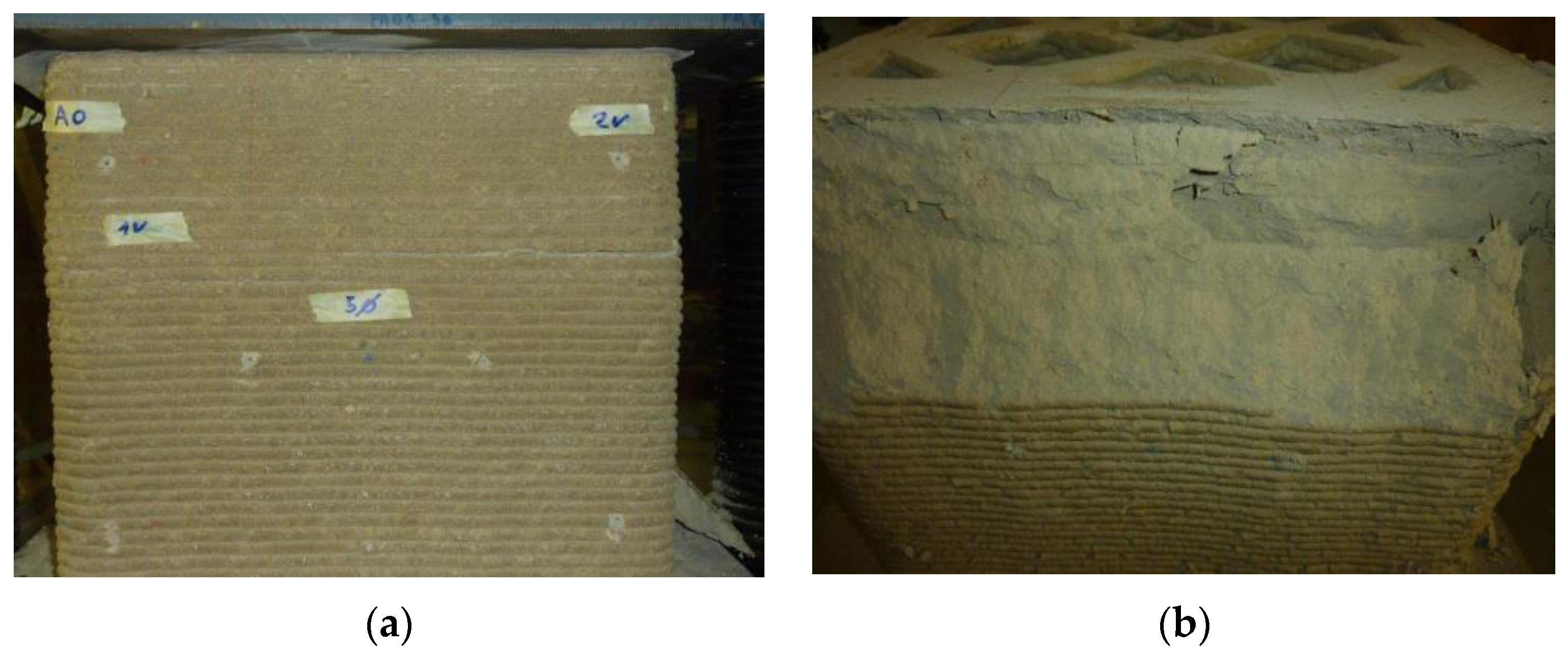
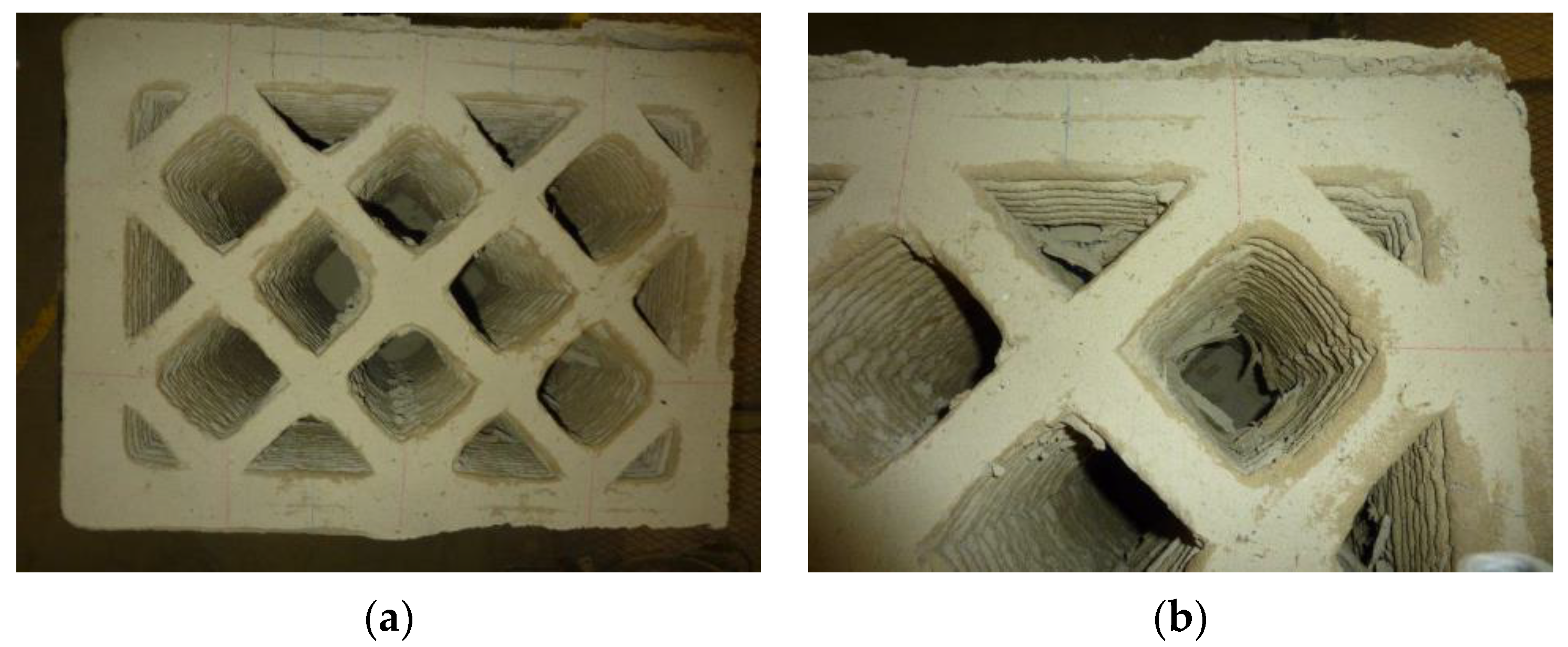
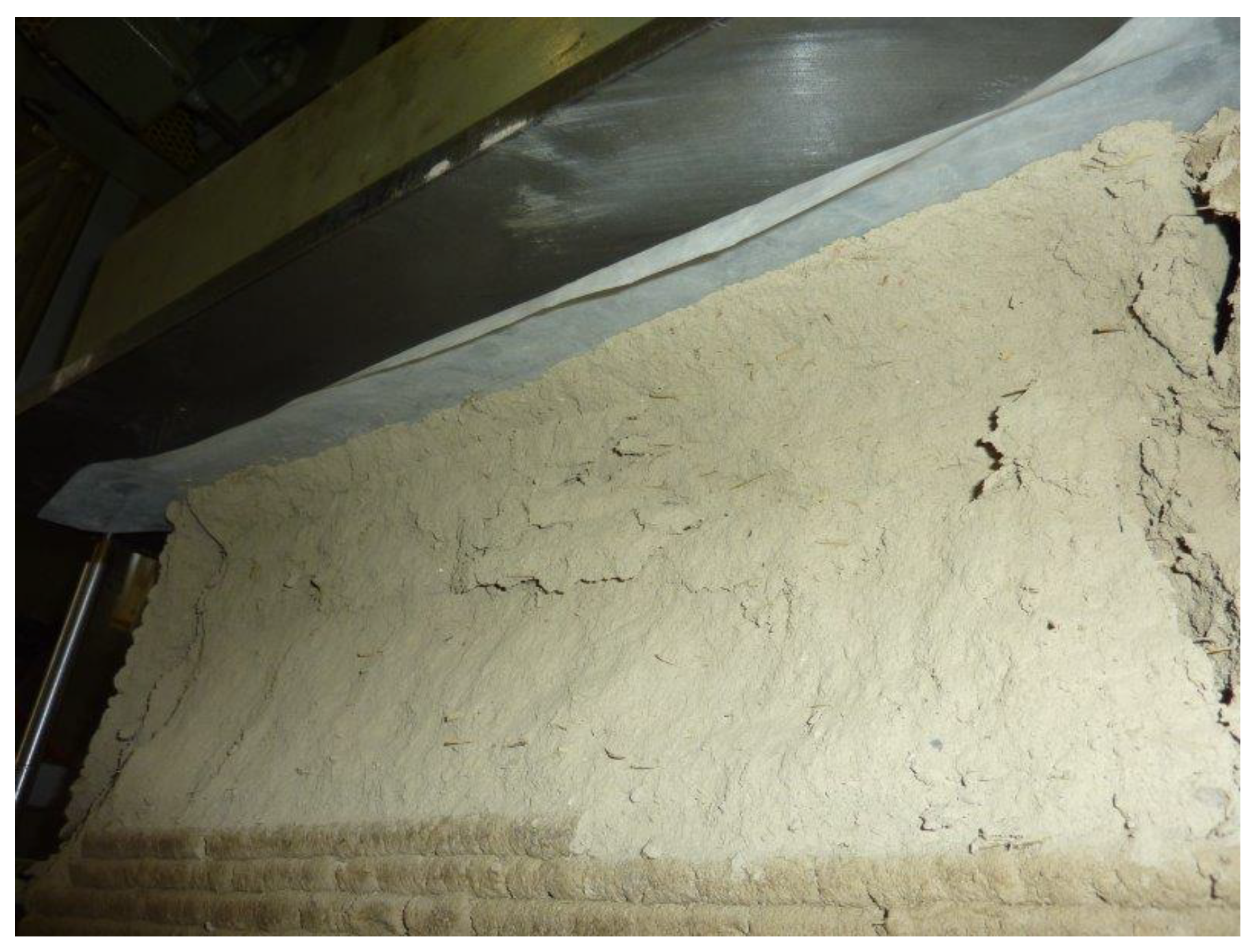
3.4. Failure Mechanisms and Compressive Strength
4. Discussion
4.1. Main Findings
- Values close to zero of in the linear elastic regime (implosive behavior);
- Low values of for the entire duration of the compression test;
- Decreasing values of in the final part of the compression test;
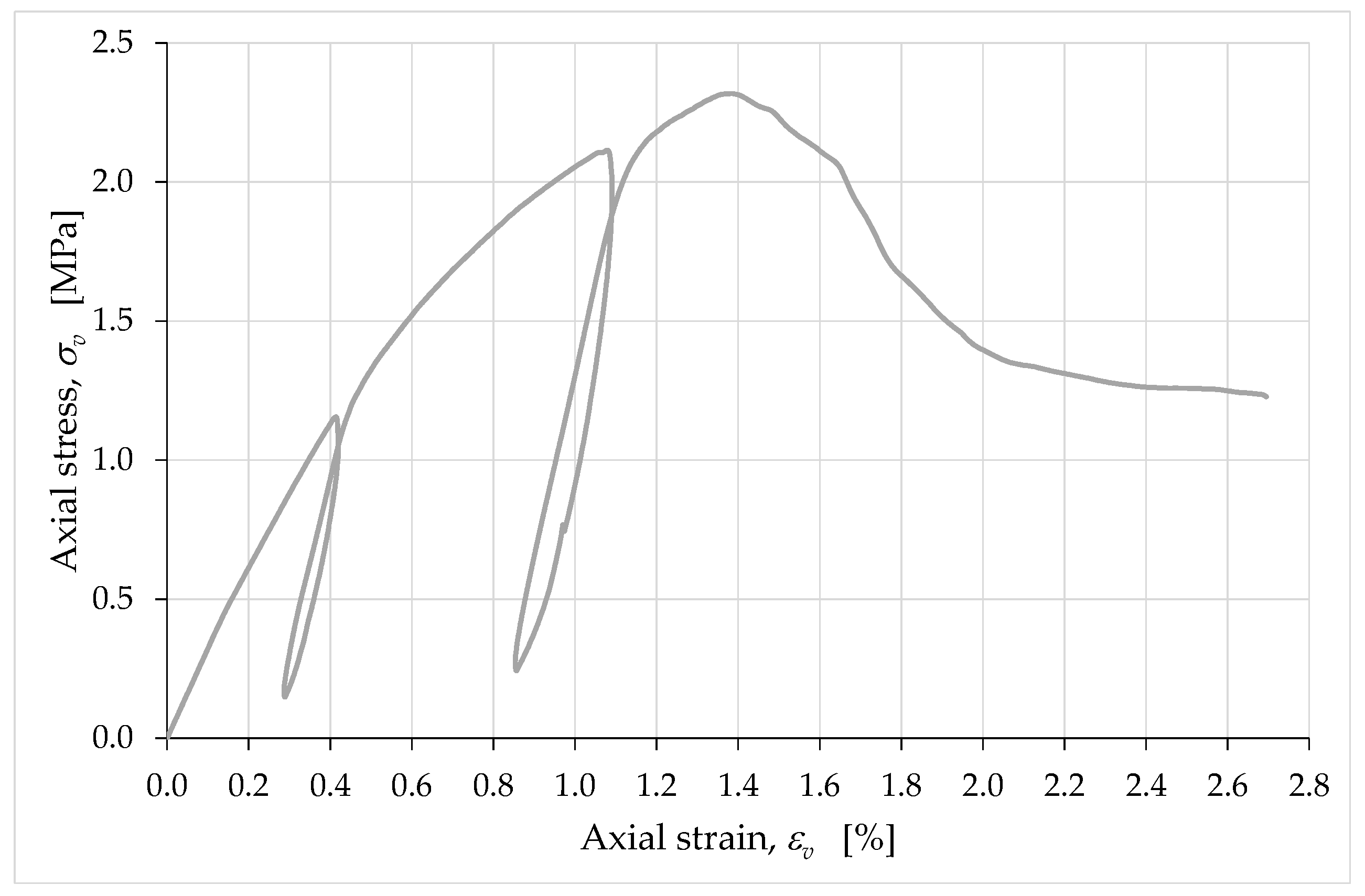
- (Almost) Direct proportionality between and the axial stress, , up to the maximum load;
- Increasing values of (contractive behavior) until the end of the compression test;
- Stress/strain curve with asymptotic behavior towards an ultimate stress value equal to about 50% of the maximum stress.
4.2. Limitations of the Study
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aubert, J.E.; Maillard, P.; Morel, J.-C.; Al Rafii, M. Towards a simple compressive strength test for earth bricks? Mater. Struct. 2016, 49, 1641–1654. [Google Scholar] [CrossRef]
- Azeredo, G.; Morel, J.-C.; Lamarque, C.-H. Applicability of rheometers to characterizing earth mortar behavior. Part I: Experimental device and validation. Mater. Struct. 2008, 41, 1465–1472. [Google Scholar] [CrossRef]
- Bui, Q.-B.; Morel, J.-C.; Hans, S.; Meunier, N. Compression behaviour of nonindustrial materials in civil engineering by three scale experiments: The case of rammed earth. Mater. Struct. 2009, 42, 1101–1116. [Google Scholar] [CrossRef]
- Moevus, M.; Jorand, Y.; Olagnon, C.; Maximilien, S.; Anger, R.; Fontaine, L.; Arnaud, L. Earthen construction: An increase of the mechanical strength by optimizing the dispersion of the binder phase. Mater. Struct. 2016, 49, 1555–1568. [Google Scholar] [CrossRef] [Green Version]
- Deboucha, S.; Hashim, R. A review on bricks and stabilized compressed earth blocks. Sci. Res. Essays 2011, 6, 499–506. [Google Scholar]
- Pacheco-Torgal, F.; Jalali, S. Earth construction: Lessons from the past for future eco-efficient construction. Constr. Build. Mater. 2012, 29, 512–519. [Google Scholar] [CrossRef] [Green Version]
- Treloar, G.; Owen, C.M.; Fay, M.R. Enviromental assessment of rammed earth construction systems. Struct. Surv. 2001, 19, 99–105. [Google Scholar] [CrossRef]
- Keefe, L. Earth Building Methods and Materials, Repair and Conservation; Taylor & Francis: London, UK; New York, NY, USA, 2005. [Google Scholar]
- Gallipoli, D.; Bruno, A.W.; Perlot, C.; Salmon, N. Raw Earth Construction: Is There a Role for Unsaturated Soil Mechanics; Taylor & Francis Group: London, UK, 2014. [Google Scholar]
- Schroeder, H. Sustainable Building with Earth; Springer International Publishing: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Perrot, A.; Rangeard, D.; Courteille, E. 3D printing of earth-based materials: Processing aspects. Constr. Build. Mater. 2018, 172, 670–676. [Google Scholar] [CrossRef]
- Bruno, A.W.; Gallipoli, D.; Perlot, C.; Mendes, J. Effect of stabilisation on mechanical properties, moisture buffering and water durability of hypercompacted earth. Constr. Build. Mater. 2017, 149, 733–740. [Google Scholar] [CrossRef]
- Khelifi, H.; Perrot, A.; Lecompte, T.; Ausias, G. Design of clay/cement mixtures for extruded building products. Mater. Struct. 2013, 46, 999–1010. [Google Scholar] [CrossRef]
- Maskell, D.; Heath, A.; Walker, P. Laboratory scale testing of extruded earth masonry units. Mater. Des. 2013, 45, 359–364. [Google Scholar] [CrossRef] [Green Version]
- Ouellet-Plamondon, C.M.; Habert, G. Self-Compacted Clay based Concrete (SCCC): Proof-of-concept. J. Clean. Prod. 2016, 117, 160–168. [Google Scholar] [CrossRef] [Green Version]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D- printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital Concrete: Opportunities and Challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Houben, H.; Guillaud, H. Earth Construction: A Comprehensive Guide; Intermediate Technology Publications: London, UK, 1994. [Google Scholar]
- Nagaraj, H.B.; Rajesh, A.; Sravan, M.V. Influence of soil gradation, proportion and combination of admixtures on the properties and durability of CSEBs. Constr. Build. Mater. 2016, 110, 135–144. [Google Scholar] [CrossRef]
- Fitzmaurice, R. Manual on Stabilized Soil Construction for Housing; Technical Assistance Programme, United Nations: New York, NY, USA, 1958. [Google Scholar]
- Reddy, B.; Jagadish, K.S. Influence of soil composition on the strength and durability of soil-cement blocks. Indian Concr. J. 1995, 69, 517–524. [Google Scholar]
- Reddy, B.; Kumar, P.P. Role of clay content and moisture on characteristics of cement stabilised rammed earth. In Proceedings of the 11th International Conference on Non-Conventional Materials and Technologies (NOCMAT), Bath University, UK, 6–9 September 2009; IISC: Bath, UK. [Google Scholar]
- Walker, P.; Stace, T. Properties of some cement stabilised compressed earth blocks and mortars. Mater. Struct. 1997, 30, 545–551. [Google Scholar] [CrossRef]
- Bryan, A.J. Criteria for the suitability of soil for cement stabilization. Build. Environ. 1988, 23, 309–319. [Google Scholar] [CrossRef]
- Ciancio, D.; Boulter, M. Stabilised rammed earth: A case study in Western Australia. Proc. Inst. Civ. Eng. Eng. Sustain. 2012, 165, 141–154. [Google Scholar] [CrossRef]
- Reddy, B.; Jagadish, K.S. Properties of soil–cement block masonry. Mason. Int. 1989, 3, 80–84. [Google Scholar]
- Spence, R.J.S. Predicting the performance of soil-cement as a building material in tropical countries. Build. Sci. 1975, 10, 155. [Google Scholar] [CrossRef]
- Webb, D. Stabilised soil and the built environment. Renew. Energy 1994, 5, 1066–1080. [Google Scholar] [CrossRef]
- Readle, D.; Coghlan, S.; Smith, J.C.; Corbin, A.; Augarde, C.E. Fibre reinforcement in earthen construction materials. Proc. Inst. Civ. Eng. Constr. Mater. 2016, 169, 252–260. [Google Scholar] [CrossRef] [Green Version]
- Walker, P. Editorial. Proc. Inst. Civ. Eng. Constr. Mater. 2017, 170, 1–2. [Google Scholar] [CrossRef] [Green Version]
- Yang, F.; Zhang, B.; Ma, Q. Study of sticky rice−lime mortar technology for the restoration of historical masonry construction. Acc. Chem. Res. 2010, 43, 936–944. [Google Scholar] [CrossRef]
- Maskell, D.; Heath, A.; Walker, P. Comparing the Environmental Impact of Stabilisers for Unfired Earth Construction. Key Eng. Mater. 2014, 600, 132–143. [Google Scholar] [CrossRef] [Green Version]
- Plank, J. Applications of biopolymers and other biotechnological products in building materials. Appl. Microbiol. Biotechnol. 2004, 66, 1–9. [Google Scholar] [CrossRef]
- Serraiocco, L.D.; Barbero, D.; Maroni, A.; Peyrot, S. Effects of lime-stabilization of A-4 Soils in its Monotonic Strength and Deformation parameters for Road Use. J. Geotech. Eng. (JoGE) 2021, 8, 12–23. [Google Scholar]
- Barbero, D.; Serraiocco, L.D.; Maroni, A.; Peyrot, S. Portland Cement for A-4 Group Soils Stabilization. J. Geotech. Eng. (JoGE) 2021, 8, 41–49. [Google Scholar]
- Muguda Viswanath, S. Biopolymer Stabilised Earthen Construction Materials. Ph.D. Thesis, Durham University, Durham, UK, 2019. [Google Scholar]
- Gallipoli, D.; Bruno, A.W.; Perlot, C.; Mendes, J. A geotechnical perspective of raw earth building. Acta Geotech. 2017, 12, 463–478. [Google Scholar] [CrossRef] [Green Version]
- Lax, C. Life Cycle Assessment of Rammed Earth. Master’s Thesis, University of Bath, Bath, UK, 2010. [Google Scholar]
- Reddy, B.; Kumar, P.P. Embodied energy in cement stabilised rammed earth walls. Energy Build. 2010, 42, 380–385. [Google Scholar] [CrossRef]
- Fujita, Y.; Ferris, F.G.; Lawson, R.D.; Colwell, F.S.; Smith, R.W. Subscribed content calcium carbonate precipitation by ureolytic subsurface bacteria. Geomicrobiol. J. 2000, 17, 305–318. [Google Scholar] [CrossRef]
- Ivanov, V.; Stabnikov, V. Construction Biotechnology: Biogeochemistry, Microbiology and Biotechnology of Construction Materials and Processes; Springer: Singapore, 2016. [Google Scholar]
- Renforth, P.; Manning, D.A.C.; Lopez-Capel, E. Carbonate precipitation in artificial soils as a sink for atmospheric carbon dioxide. Appl. Geochem. 2009, 24, 1757–1764. [Google Scholar] [CrossRef]
- Cabalar, A.F.; Canakci, H. Direct shear tests on sand treated with xanthan gum. Proc. Inst. Civ. Eng. Ground Improv. 2011, 164, 57–64. [Google Scholar] [CrossRef]
- Chang, I.; Im, J.; Prasidhi, A.K.; Cho, G.-C. Effects of Xanthan gum biopolymer on soil strengthening. Constr. Build. Mater. 2015, 74, 65–72. [Google Scholar] [CrossRef]
- Chen, C.; Wu, L.; Perdjon, M.; Huang, X.; Peng, Y. The drying effect on xanthan gum biopolymer treated sandy soil shear strength. Constr. Build. Mater. 2019, 197, 271–279. [Google Scholar] [CrossRef] [Green Version]
- Chang, I.; Prasidhi, A.K.; Im, J.; Cho, G.-C. Soil strengthening using thermo-gelation biopolymers. Constr. Build. Mater. 2015, 77, 430–438. [Google Scholar] [CrossRef]
- Ayeldeen, M.K.; Negm, A.M.; El Sawwaf, M.A. Evaluating the physical characteristics of biopolymer/soil mixtures. Arab. J. Geosci. 2016, 9, 329–339. [Google Scholar] [CrossRef]
- Nakamatsu, J.; Kim, S.; Ayarza, J.; Ramírez, E.; Elgegren, M.; Aguilar, R. Eco-friendly modification of earthen construction with carrageenan: Water durability and mechanical assessment. Constr. Build. Mater. 2017, 139, 193–202. [Google Scholar] [CrossRef]
- Aguilar, R.; Nakamatsu, J.; Ramírez, E.; Elgegren, M.; Ayarza, J.; Kim, S.; Pando, M.A.; Ortega-San-Martin, L. The potential use of chitosan as a biopolymer additive for enhanced mechanical properties and water resistance of earthen construction. Constr. Build. Mater. 2016, 114, 625–637. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ivanov, V.; Karak, N.; Jonkers, H. Biopolymers and Biotech Admixtures for Eco-Efficient Construction Materials; Woodhead Publishing: Cambridge, MA, USA, 2016. [Google Scholar]
- Chang, I.; Im, J.; Cho, G.-C. Introduction of Microbial Biopolymers in Soil Treatment for Future Environmentally-Friendly and Sustainable Geotechnical Engineering. Sustainability 2016, 8, 251. [Google Scholar] [CrossRef] [Green Version]
- Chen, R.; Zhang, L.; Budhu, M. Biopolymer Stabilization of Mine Tailings. J. Geotech. Geoenviron. Eng. 2013, 139, 130128212232006. [Google Scholar] [CrossRef]
- Latifi, N.; Horpibulsuk, S.; Meehan, C.L.; Abd Majid, M.Z.; Tahir, M.M.; Mohamad, E.T. Improvement of Problematic Soils with Biopolymer—An Environmentally Friendly Soil Stabilizer. J. Mater. Civ. Eng. 2017, 29, 04016204. [Google Scholar] [CrossRef]
- Qureshi, M.U.; Chang, I.; Al-Sadarani, K. Strength and durability characteristics of biopolymer-treated desert sand. Geomech. Eng. 2017, 12, 785–801. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, K.; Kunal, M.; Corinaldesi Singh, V.; Rajor, A. Properties of bacterial rice husk ash concrete. Constr. Build. Mater. 2016, 121, 112–119. [Google Scholar] [CrossRef]
- Singh, B. Rice husk ash. In Waste and Supplementary Cementitious Materials in Concrete; Elsevier: Cham, Switzerland, 2018; pp. 417–460. [Google Scholar]
- Moretti, M.; Chiusoli, A.; Naldoni, L.; De Fabritiis, F.; Visonà, M. Earthen 3d printed constructions towards a new high-efficient way of building. In Past and Present of the Earthen Architectures in China and Italy; Luvidi, L., Fratini, F., Rescic, S., Zhang, J., Eds.; Cnr Edizioni: Roma, Italy, 2021; pp. 147–155. [Google Scholar]
- Ferretti, E.; Moretti, M.; Chiusoli, A.; Naldoni, L.; De Fabritiis, F.; Visonà, M. Rice Husk Shredding as a Means of Increasing the Long-Term Mechanical Properties of Earthen Mixtures for 3D Printing. Materials, 2022; Pending major revisions. [Google Scholar] [CrossRef]
- Colombo, D. Tecla, la Casa Stampata in 3D in Terra Cruda. 3Dprinting Creative. 2021. Available online: https://www.01building.it/progetti/tecla-casa-stampata-3d-terra-cruda/ (accessed on 20 December 2021).
- Vincenzini, A.; Augarde, C.E.; Gioffrè, M. Experimental characterization of natural fibre–soil interaction: Lessons for earthen construction. Mater. Struct. 2021, 54, 110. [Google Scholar] [CrossRef]
- Viswanath, S.M.; Booth, S.J.; Hughes, P.N.; Augarde, C.E.; Perlot, C.; Bruno, A.W.; Gallipoli, D. Mechanical properties of biopolymer-stabilised soil-based construction materials. Géotechnique Lett. 2017, 7, 1–18. [Google Scholar]
- Alhumayani, H.; Gomaa, M.; Soebarto, V.; Jabi, W. Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete. J. Clean. Prod. 2020, 270, 122463. [Google Scholar] [CrossRef]
- Gomaa, M.; Jabi, W.; Veliz Reyes, A.; Soebarto, V. 3D printing system for earth-based construction: Case study of cob. Autom. Constr. 2021, 124, 103577. [Google Scholar] [CrossRef]
- Lecompte, T.; Perrot, A. Non-linear modeling of yield stress increase due to SCC structural build-up at rest. Cem. Concr. Res. 2017, 92, 92–97. [Google Scholar] [CrossRef]
- Lootens, D.; Jousset, P.; Martinie, L.; Roussel, N.; Flatt, R.J. Yield stress during setting of cement pastes from penetration tests. Cem. Concr. Res. 2009, 39, 401–408. [Google Scholar] [CrossRef]
- Mettler, L.K.; Wittel, F.K.; Flatt, R.J.; Herrmann, H.J. Evolution of strength and failure of SCC during early hydration. Cem. Concr. Res. 2016, 89, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Highway Research Board—Bulletin 65. Mapping and Subsurface Exploration for Engineering Purposes; National Academy of Sciences—National Research Council, Publication 252: Washington, DC, USA, 1952. [Google Scholar]
- UNI EN ISO 14688-1:2018; Geotechnical Investigation and Testing—Identification and Classification of Soil—Part 1: Identification and Description. CEN: Brussels, Belgium, 2018.
- Barbero, D.; Boano, P.; Colla, M.T.; Forno, M.G. Pleistocene terraced fluvial succession, northern slope of Torino Hill. Quat. Int. 2007, 171–172, 64–71. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated Construction by Contour Crafting—Related Robotics and Information Technologies. J. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-Scale Fabrication by Contour Crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Technical Notes on Brick Construction. Specifications and Classification of Brick; Brick Industry Association: Reston, VI, USA, 2007. [Google Scholar]
- ASTM C652-21; Standard Specification for Hollow Brick (Hollow Masonry Units Made from Clay or Shale). ASTM International: West Conshohocken, PA, USA, 2021.
- Gowthaman, S.; Iki, T.; Nakashima, K.; Ebina, K.; Kawasaki, S. Feasibility study for slope soil stabilization by microbial induced carbonate precipitation (MICP) using indigenous bacteria isolated from cold subarctic region. SN Appl. Sci. 2019, 1, 1480. [Google Scholar] [CrossRef] [Green Version]
- Proudfoot, D.; Brooks, L.; Gammons, C.H.; Barth, E.; Bless, D.; Nagisetty, R.M.; Lauchnor, E.G. Investigating the potential for microbially induced carbonate precipitation to treat mine waste. J. Hazard. Mater. 2022, 424, 127490. [Google Scholar] [CrossRef]
- Imran, M.A.; Kimura, S.; Nakashima, K.; Evelpidou, N.; Kawasaki, S. Feasibility Study of Native Ureolytic Bacteria for Biocementation Towards Coastal Erosion Protection by MICP Method. Appl. Sci. 2019, 9, 4462. [Google Scholar] [CrossRef] [Green Version]
- Hudson, J.A.; Brown, E.T.; Fairhurst, C. Optimizing the control of rock failure in servo-controlled laboratory tests. Rock. Mech. 1971, 3, 217–224. [Google Scholar] [CrossRef]
- Ferretti, E. On Strain-softening in dynamics. Int. J. Fract. Mech. 2004, 126, L75–L82. [Google Scholar] [CrossRef]
- Ferretti, E. Shape-effect in the effective laws of plain and rubberized concrete. CMC-Comput. Mater. Contin. 2012, 30, 237–284. [Google Scholar]
- Ferretti, E. A discussion of strain-softening in concrete. Int. J. Fract. 2004, 126, L3–L10. [Google Scholar] [CrossRef]
- Rinde, J.A. Poisson’s ratio for rigid plastic foams. J. Appl. Polym. Sci. 2003, 14, 1913–1926. [Google Scholar] [CrossRef]
- Ferretti, E. On Poisson’s ratio and volumetric strain in concrete. Int. J. Fract. 2004, 126, L49–L55. [Google Scholar] [CrossRef]
- Wu, M.X.; Du, B.; Yao, Y.C.; He, X.F. An experimental study on stress-strain behavior and constitutive model of hardfill material. Sci. China Phys. Mech. Astron. 2011, 54, 2015–2024. [Google Scholar] [CrossRef] [Green Version]
- Ostrowsky, J. A New Approach for Evaluating the Ductility, Volumetric Stiffness, and Permeability of Cutoff Wall Backfill Materials. Graduate Thesis, Utah State University, Logan, UT, USA, 2019. [Google Scholar]
- Bažant, Z.P.; Belytschko, T.B.; Chang, T.-P. Continuum Theory for Strain-Softening. J. Eng. Mech. 1984, 110, 1666–1692. [Google Scholar] [CrossRef] [Green Version]
- Soldo, A.; Miletic, M.; Aguilar, V. Macroscopic stress-strain response and strain localization behavior of biopolymer-treated soil. Res. Sq. 2021; preprint. [Google Scholar] [CrossRef]
- Ferretti, E. On nonlocality and locality: Differential and discrete formulations. In Proceedings of the 11th International Conference on Fracture 2005—ICF11, Turin, Italy, 20–25 March 2005; International Congress on Fracture (ICF)—Curran Associates, Inc.: New York, NY, USA, 2010; Volume 3, pp. 1728–1733. [Google Scholar]
- Ferretti, E.; Di Leo, A.; Viola, E. A novel approach for the identification of material elastic constants. In CISM Courses and Lectures—Problems in Structural Identification and Diagnostics: General Aspects and Applications, Proceedings of the Workshop on Problems in Structural Identification and Diagnostics, Bologna, Italy, 15–16 July 2002; Davini, C., Viola, E., Eds.; Springer: Vienna, Austria, 2003; Volume 471, pp. 117–131. [Google Scholar]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Percentage by Weight |
|---|---|
| Soil | 70.42% |
| Lime-based binder | 4.70% |
| Hydraulic lime | 4.69% |
| Shredded rice husk | 1.41% |
| Silica sand | 18.78% |
| Linear Dimension | Value Reached in the Hardened State |
|---|---|
| Length | 710.0 mm |
| Depth measured along the axis of symmetry | 533.0 mm |
| Minimum depth between opposite ripples | 515.0 mm |
| Height | 490.0 mm |
| Thickness of the linear sections of the infill | 35.5 mm |
| Thickness of the external cladding | 66.0 mm |
| Label | Direction of Acquisition | Positioning |
|---|---|---|
| LVDT V1 | Vertical | Near vertical edge 1, on the short side face to the left of the operator |
| LVDT V2 | Vertical | Near vertical edge 2, on the short side face to the left of the operator |
| LVDT V3 | Vertical | Near vertical edge 3, on the short side face to the right of the operator |
| LVDT V4 | Vertical | Near vertical edge 4, on the short side face to the right of the operator |
| LVDT VA | Vertical | Between corner 1 of the upper plate and corner 1 of the lower plate |
| LVDT VB | Vertical | Between corner 2 of the upper plate and corner 2 of the lower plate |
| LVDT VC | Vertical | Between corner 3 of the upper plate and corner 3 of the lower plate |
| LVDT VD | Vertical | Between corner 4 of the upper plate and corner 4 of the lower plate |
| LVDT H5 | Horizontal | Between the 2 ribs of the short side face to the left of the operator |
| LVDT H6 | Horizontal | Between 2 of the ribs of the long side face in front of the operator |
| LVDT H7 | Horizontal | Between the 2 ribs of the short side face to the right of the operator |
| LVDT H8 | Horizontal | Between 2 of the ribs of the long side face on the opposite side of the operator |
| LVDT H9 | Horizontal | Along the entire length of the long side face in front of the operator |
| LVDT H10 | Horizontal | Along the entire length of the long side face on the opposite side of the operator |
| LVDT H11 | Horizontal | Between 2 of the ribs of the long side face on the opposite side of the operator |
| Stress Value | |
|---|---|
| Half the stress of first unloading | 0.008 |
| Stress at the beginning of the first unloading/reloading cycle | 0.051 |
| Stress at the beginning of the second unloading/reloading cycle | 0.168 |
| Maximum stress | 0.214 |
| Ultimate stress | 0.159 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferretti, E.; Moretti, M.; Chiusoli, A.; Naldoni, L.; De Fabritiis, F.; Visonà, M. Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture. Materials 2022, 15, 438. https://doi.org/10.3390/ma15020438
Ferretti E, Moretti M, Chiusoli A, Naldoni L, De Fabritiis F, Visonà M. Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture. Materials. 2022; 15(2):438. https://doi.org/10.3390/ma15020438
Chicago/Turabian StyleFerretti, Elena, Massimo Moretti, Alberto Chiusoli, Lapo Naldoni, Francesco De Fabritiis, and Massimo Visonà. 2022. "Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture" Materials 15, no. 2: 438. https://doi.org/10.3390/ma15020438
APA StyleFerretti, E., Moretti, M., Chiusoli, A., Naldoni, L., De Fabritiis, F., & Visonà, M. (2022). Mechanical Properties of a 3D-Printed Wall Segment Made with an Earthen Mixture. Materials, 15(2), 438. https://doi.org/10.3390/ma15020438