
Statistical Modelling of the Fatigue Bending Strength of Norway Spruce Wood



Abstract
:1. Introduction
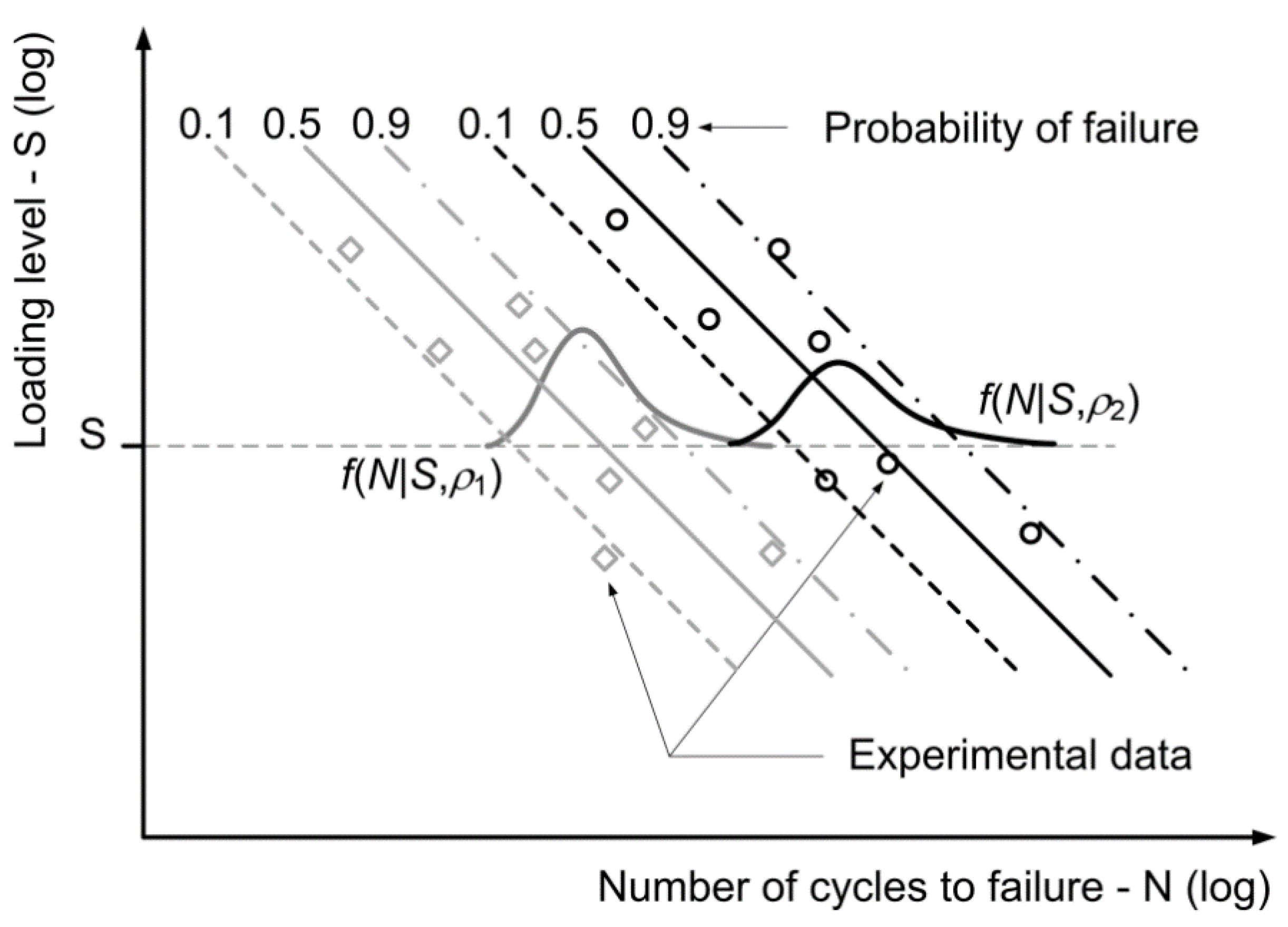
- A linear-regression model is first set-up for the log(N) vs. log(S) relationship on the basis of n experimental data points S = {(Si,Ni); i = 1,…, n}:
- The linear-regression model from Equation (1) represents the mean value μ of the conditional log normal PDF f(N|S). Its standard deviation is calculated from the deviations between the logarithmic values of the measured Ni and the predicted load cycles:
2. Materials and Methods
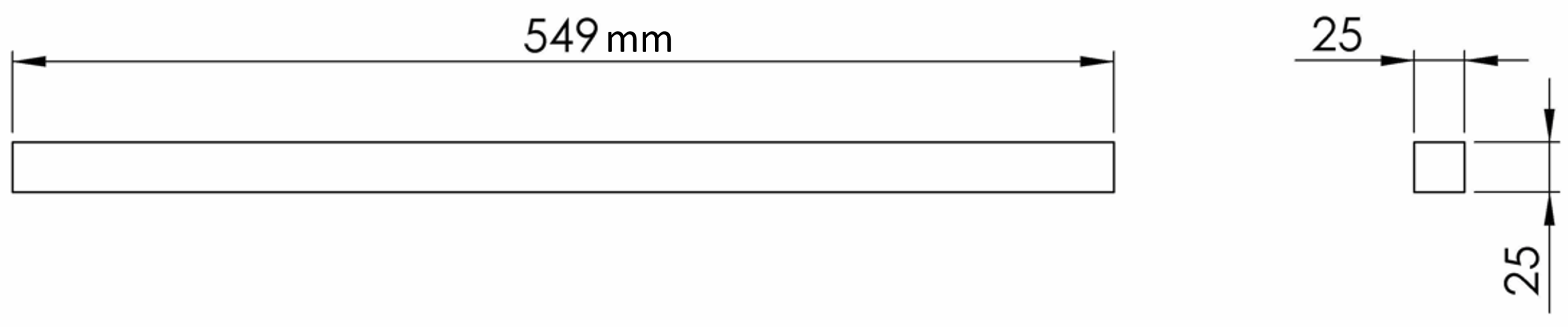
2.1. Specimen Preparation
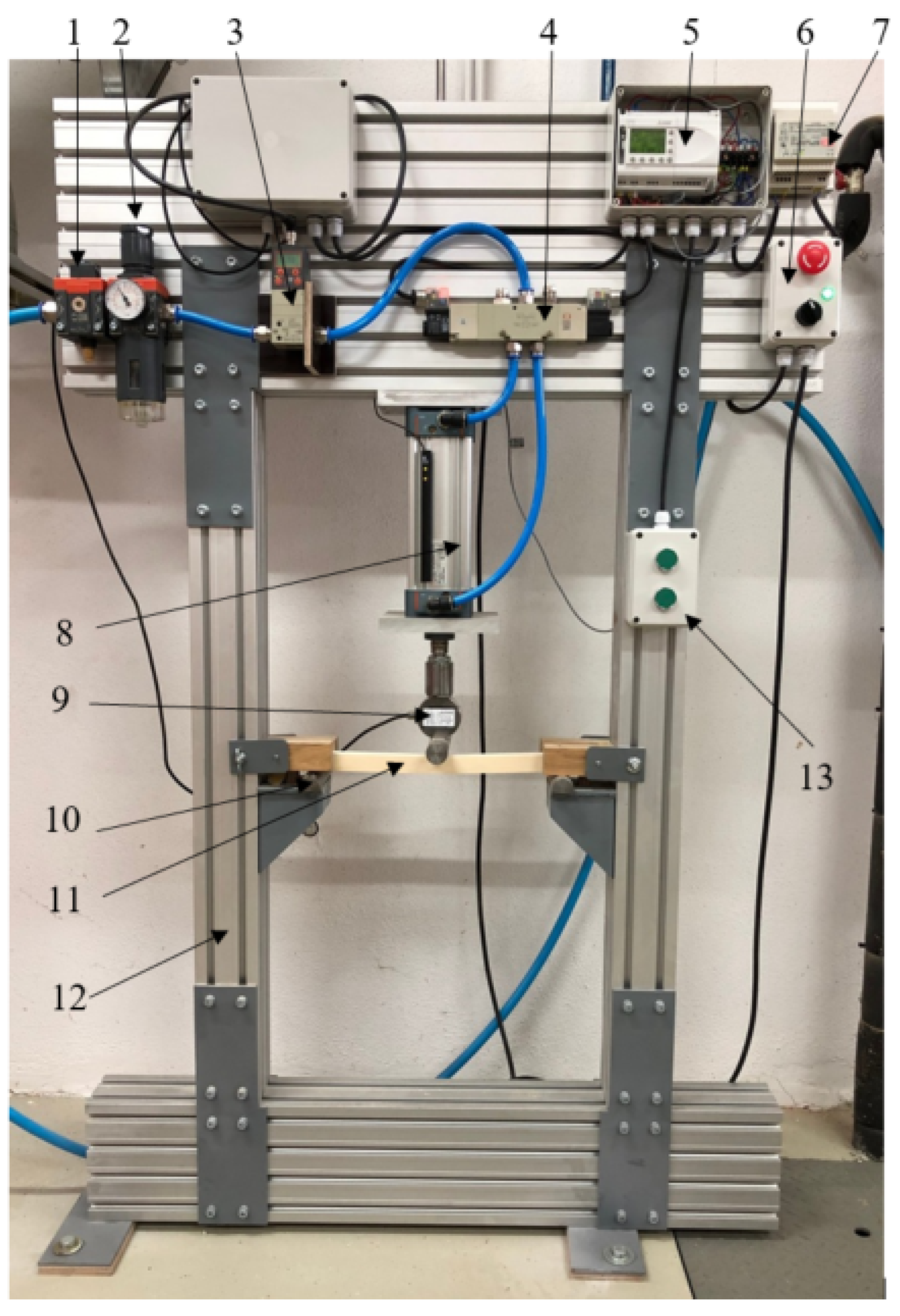
2.2. Static and Fatigue Experiments
2.3. Theoretical Background of the Data Modelling
3. Results and Discussion
3.1. Static Experiments
3.2. Fatigue Experiments and S-N Curve Model with Scatter
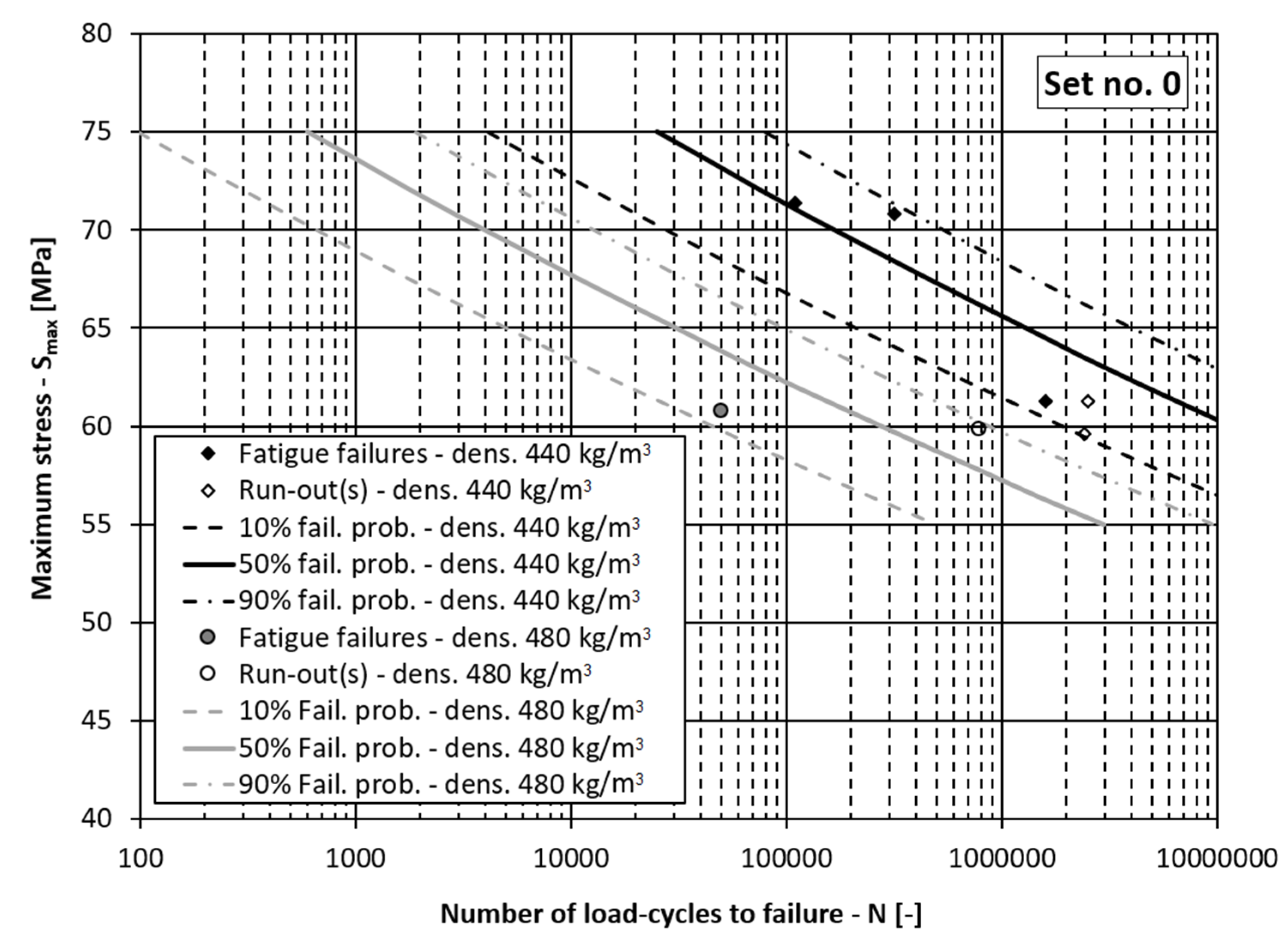
- Figure 4: Fatigue-life curves with scatter for the processing lot 2 (D = 0), densities ρ = 440 and 485 kg/m3 and the tangential loading direction (O = 0):
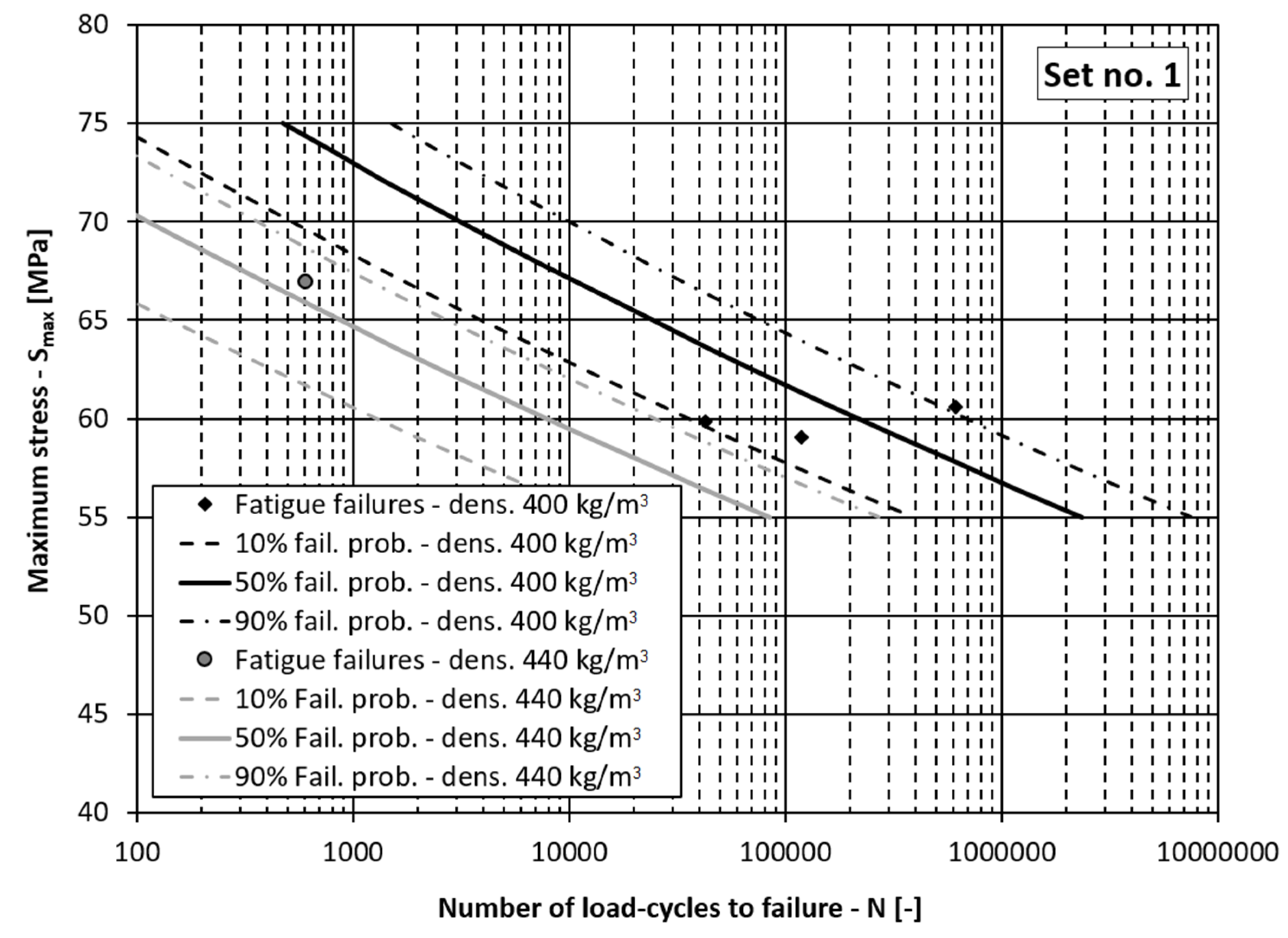
- Figure 5: Fatigue-life curves with scatter for the processing lot 1 (D = 1), densities ρ = 400 and 440 kg/m3 and the tangential loading direction (O = 0);
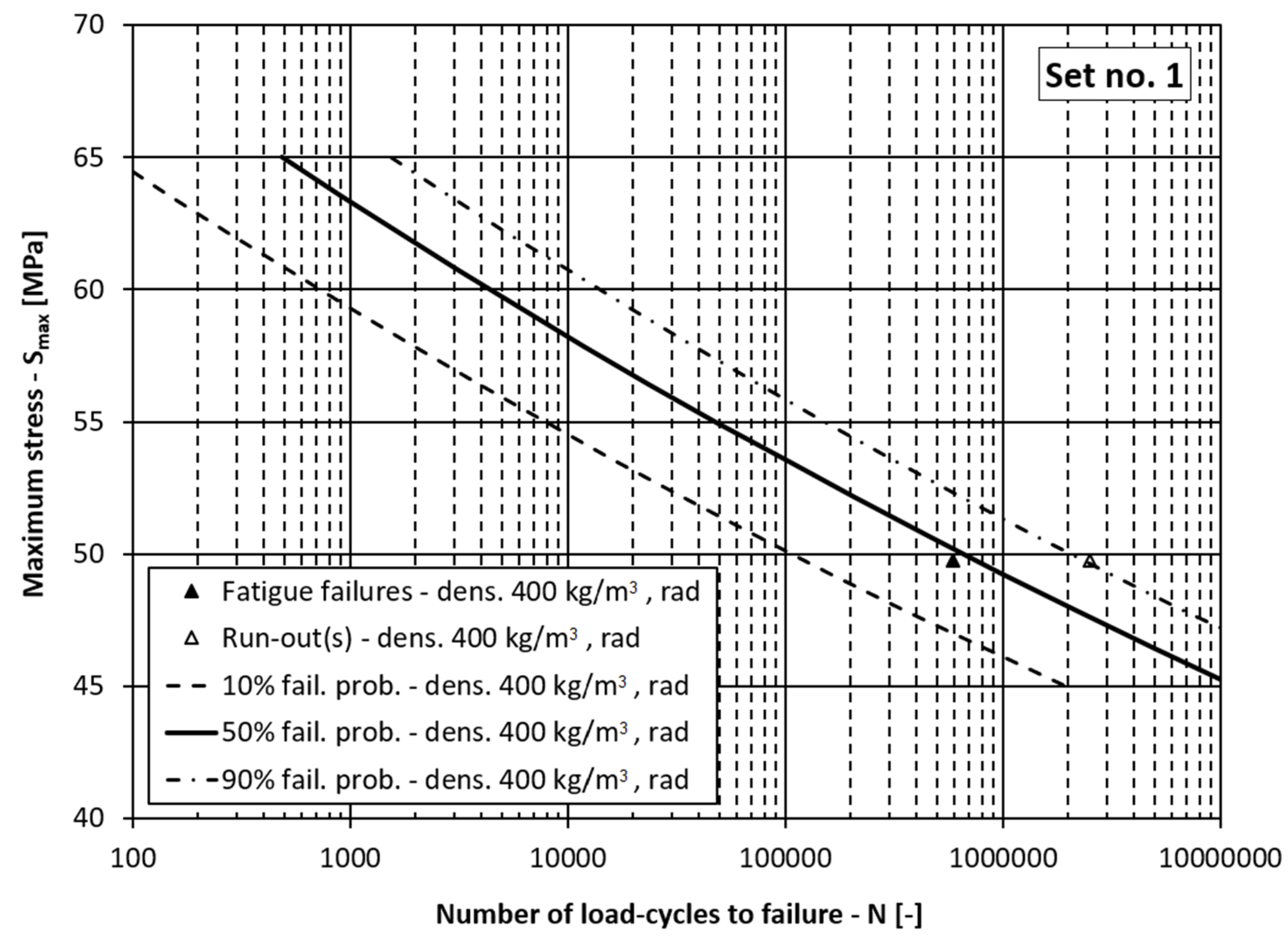
- Figure 6: Fatigue-life curves with scatter for the processing lot 1 (D = 1), density ρ = 400 kg/m3 and the radial loading direction (O = 1).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bowyer, J.; Bratkovicg, S.; Fernholz, K.; Frank, M.; Hanessian, S.; Groot, H.; Pepke, E. Modern Tall Wood Buildings: Opportunities for Innovation; Dovetail Partners Inc.: Minneapolis, MN, USA, 2016. [Google Scholar]
- Clouston, P.; Bathon, L.; Schreyer, A. Shear and Bending Performance of a Novel Wood–Concrete Composite System. J. Struct. Eng. 2005, 131, 1404–1412. [Google Scholar] [CrossRef] [Green Version]
- Šubic, B.; Fajdiga, G.; Lopatič, J. Bending Stiffness, Load-Bearing Capacity and Flexural Rigidity of Slender Hybrid Wood-Based Beams. Forests 2018, 9, 703. [Google Scholar] [CrossRef] [Green Version]
- Fajdiga, G.; Subic, B.; Kovacic, A. Bending Stiffness of Hybrid Wood-Metal Composite Beams: An Experimentally Validated Numerical Model. Forests 2021, 12, 918. [Google Scholar] [CrossRef]
- Wang, T.; Wang, Y.; Crocetti, R.; Franco, L.; Schweigler, M.; Wålinder, M. An innovative timber-steel hybrid beam consisting of glulam mechanically reinforced by means of steel rod: Analytical and preliminary numerical investigations. J. Build. Eng. 2021, 43, 102549. [Google Scholar] [CrossRef]
- Sikora, A.; Gaff, M.; Kumar Sethy, A.; Fantuzzi, N.; Horáček, P. Bending work of laminated materials based on densified wood and reinforcing components. Compos. Struct. 2021, 274, 114319. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, L.; Wang, C.; Xiong, Z.; Wei, S. Dynamic mechanical characteristics and failure mode of serpentine under a three-dimensional high static load and frequent dynamic disturbance. PLoS ONE 2019, 14, e0222684. [Google Scholar] [CrossRef]
- Smith, I.; Landis, E.; Gong, M. Fracture and Fatigue in Wood; John Wiley & Sons Ltd.: New York, NY, USA, 2003. [Google Scholar]
- Wangaard, F.F. The Mechanical Properties of Wood; John Wiley & Sons Ltd.: New York, NY, USA, 2018. [Google Scholar]
- Tsoumis, G. Science and Technology of Wood—Structure, Properties, Utilization; Verlag Kessel: Remagen, Germany, 2009. [Google Scholar]
- Yildirim, M.N.; Uysal, B.; Ozcifci, A.; Ertas, A.H. Determination of fatigue and static strength of scots pine and beech wood. Wood Res. 2015, 60, 679–686. [Google Scholar]
- Wood, L. Relation of Strength of Wood to Duration of Laods; U.S. Dept. of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1951.
- Karenlampi, P.P.; Tynjala, P.; Strom, P. Off-axis fatigue loading of steamed wood. Int. J. Fatigue 2002, 24, 1235–1242. [Google Scholar] [CrossRef]
- Dourado, N.; de Moura, M.F.S.F.; de Jesus, A. Fatigue-fracture characterization of wood under mode I loading. Int. J. Fatigue 2019, 121, 265–271. [Google Scholar] [CrossRef]
- Clerc, G.; Brunner, A.J.; Josset, S.; Niemz, P.; Pichelin, F.; Van de Kuilen, J.W.G. Adhesive wood joints under quasi-static and cyclic fatigue fracture Mode II loads. Int. J. Fatigue 2019, 123, 40–52. [Google Scholar] [CrossRef]
- Tsai, K.T.; Ansell, M.P. The fatigue properties of wood in flexure. J. Mater. Sci. 1990, 25, 865–878. [Google Scholar] [CrossRef]
- Fajdiga, G.; Rajh, D.; Necemer, B.; Glodez, S.; Sraml, M. Experimental and Numerical Determination of the Mechanical Properties of Spruce Wood. Forests 2019, 10, 1140. [Google Scholar] [CrossRef] [Green Version]
- Straze, A.; Fajdiga, G.; Gospodaric, B. Nondestructive Characterization of Dry Heat-Treated Fir (Abies Alba Mill.) Timber in View of Possible Structural Use. Forests 2018, 9, 776. [Google Scholar] [CrossRef] [Green Version]
- Fajdiga, G.; Zafosnik, B.; Gospodaric, B.; Straze, A. Compression Test of Thermally-Treated Beech Wood: Experimental and Numerical Analysis. Bioresources 2016, 11, 223–234. [Google Scholar] [CrossRef] [Green Version]
- Straze, A.; Fajdiga, G.; Pervan, S.; Gorisek, Z. Hygro-mechanical behavior of thermally treated beech subjected to compression loads. Constr. Build. Mater. 2016, 113, 28–33. [Google Scholar] [CrossRef]
- Nelson, W. Accelerated Testing: Statistical Models, Test Plans and Data Analysis; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- ASTM E 739-91; Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (e-N) Fatigue Data. ASTM International: West Conshohocken, PA, USA, 2006.
- Pascual, F.G.; Meeker, W.Q. Estimating fatigue curves with the random fatigue-limit model—Response. Technometrics 1999, 41, 297–302. [Google Scholar] [CrossRef]
- Weibull, W. A Statistical Distribution Function of Wide Applicability. J. Appl. Mech.-T ASME 1951, 18, 293–297. [Google Scholar] [CrossRef]
- Klemenc, J. Influence of fatigue-life data modelling on the estimated reliability of a structure subjected to a constant-amplitude loading. Reliab. Eng. Syst. Safe 2015, 142, 238–247. [Google Scholar] [CrossRef]
- Portales, R.M.; Sania, M.D.B.; Klemenc, J. Theoretical framework for estimating a product’s reliability using a variable-amplitude loading spectrum and a stress-based approach. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1662–1673. [Google Scholar] [CrossRef] [Green Version]
- Necemer, B.; Klemenc, J.; Glodez, S. The computational LCF-analyses of chiral and Re-entrant auxetic structure using the direct cyclic algorithm. Mat. Sci. Eng. A-Struct. 2020, 789, 139618. [Google Scholar] [CrossRef]
- Glodez, S.; Klemenc, J.; Zupanic, F.; Vesenjak, M. High-cycle fatigue and fracture behaviours of SLM AlSi10Mg alloy. Trans. Nonferr. Met. Soc. 2020, 30, 2577–2589. [Google Scholar] [CrossRef]
- Zaletelj, H.; Fajdiga, G.; Nagode, M. Low cycle fatigue of welded joints with aging influence. Mat. Sci. Eng. A-Struct. 2013, 564, 478–484. [Google Scholar] [CrossRef]
- Zaletelj, H.; Haesen, V.; Dedene, L.; Fajdiga, G.; Nagode, M. High cycle fatigue of welded joints with aging influence. Mater. Des. 2013, 45, 190–197. [Google Scholar] [CrossRef]
- Zaletelj, H.; Fajdiga, G.; Nagode, M. Numerical Methods for TMF Cycle Modeling. Stroj. Vestn.-J. Mech. E 2011, 57, 485–494. [Google Scholar] [CrossRef]
- Glodez, S.; Ren, Z.; Fajdiga, G. Computational modelling of the surface fatigue crack growth on gear teeth flanks. Commun. Numer. Methods Eng. 2001, 17, 529–541. [Google Scholar] [CrossRef]
- Fajdiga, G. Computational Fatigue Analysis of Contacting Mechanical Elements. Teh. Vjesn. 2015, 22, 169–175. [Google Scholar] [CrossRef] [Green Version]
- ISO 13061-4:2014; Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens—Part 4: Determination of Modulus of Elasticity in Static Bending. ISO: Geneva, Switzerland, 2014; p. 6.
- ISO 13061-1:2014; Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens—Part 1: Determination of Moisture Content for Physical and Mechanical Tests. ISO: Geneva, Switzerland, 2014; p. 4.
- ISO 13061-3:2014; Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens—Part 3: Determination of Ultimate Strength in Static Bending. ISO: Geneva, Switzerland, 2014; p. 5.
- Fajdiga, G.; Rajh, D.; Vidic, D.; Gospodaric, B. The Development of Pneumatic Fatigue Test Rig for Wood-Based Specimens. Forests 2020, 11, 1187. [Google Scholar] [CrossRef]
- Lanvermann, C.; Hass, P.; Wittel, F.K.; Niemz, P. Mechanical Properties of Norway Spruce: Intra-Ring Variation and Generic Behavior of Earlywood and Latewood until Failure. Bioresources 2014, 9, 105–119. [Google Scholar] [CrossRef] [Green Version]
- Silinskas, B.; Varnagiryte-Kabasinskiene, I.; Aleinikovas, M.; Beniusiene, L.; Aleinikoviene, J.; Skema, M. Scots Pine and Norway Spruce Wood Properties at Sites with Different Stand Densities. Forests 2020, 11, 587. [Google Scholar] [CrossRef]
- Green, D.W.; Winandy, J.E.; Kretschmann, D.E. Mechanical properties of wood. In Wood Handbook, Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 4.1–4.45. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Loading Direction | Processing Lot | Density ρ [kg/m3] | Maximum Force F [N] | Maximum Bend. Stress Sst [MPa] | Elastic Modulus E [MPa] |
|---|---|---|---|---|---|---|
| S2 | Tangential | Lot 1 | 540 | 3372.1 | 110.2 | 14,113.4 |
| S22 | Tangential | Lot 1 | 540 | 3913.0 | 128.6 | 14,583.5 |
| S21 | Tangential | Lot 1 | 536 | 3265.8 | 106.4 | 12,743.5 |
| S4 | Tangential | Lot 1 | 509 | 3450.4 | 113.4 | 13,583.2 |
| S14 | Tangential | Lot 1 | 505 | 2964.5 | 97.4 | 12,381.8 |
| S32 | Tangential | Lot 1 | 500 | 2900.1 | 94.4 | 11,899.2 |
| S11 | Radial | Lot 1 | 498 | 2545.5 | 83.2 | 11,051.5 |
| S5 | Tangential | Lot 1 | 491 | 3284.4 | 105.2 | 12,879.9 |
| S33 | Radial | Lot 1 | 489 | 2865.8 | 92.9 | 12,113.3 |
| S3 | Tangential | Lot 1 | 488 | 3133.2 | 100.8 | 12,596.6 |
| S34 | Radial | Lot 1 | 485 | 2952.2 | 95.3 | 12,981.6 |
| S19 | Tangential | Lot 1 | 470 | 3036.2 | 99.4 | 11,412.1 |
| S20 | Tangential | Lot 1 | 467 | 2997.2 | 98.1 | 11,180.5 |
| S13 | Radial | Lot 1 | 464 | 2587.3 | 82.9 | 10,267.6 |
| S24 | Radial | Lot 1 | 464 | 3002.3 | 97.3 | 11,860.6 |
| S12 | Tangential | Lot 1 | 460 | 2977.1 | 96.5 | 12,155.0 |
| S17 | Radial | Lot 1 | 454 | 2547.4 | 81.9 | 10,529.6 |
| S25 | Tangential | Lot 1 | 446 | 2464.9 | 79.9 | 9908.6 |
| S15 | Tangential | Lot 1 | 434 | 2637.8 | 86.2 | 10,226.3 |
| S42 | Tangential | Lot 1 | 422 | 2548.9 | 82.7 | 10,028.9 |
| S40 | Tangential | Lot 1 | 419 | 2536.4 | 82.3 | 9925.6 |
| S35 | Tangential | Lot 1 | 356 | 2061.1 | 67.8 | 7445.9 |
| S55 | Tangential | Lot 2 | 538 | 3259.7 | 112.4 | 14,714.4 |
| S54 | Tangential | Lot 2 | 532 | 3579.9 | 124.6 | 15,168.1 |
| S60 | Tangential | Lot 2 | 460 | 2355.9 | 80.9 | 9960.1 |
| S46 | Tangential | Lot 2 | 455 | 2705.7 | 92.7 | 10,329.3 |
| S57 | Tangential | Lot 2 | 432 | 2505.1 | 86.3 | 11,271.4 |
| S56 | Tangential | Lot 2 | 432 | 2534.8 | 86.9 | 10,965.1 |
| Sample Number | Loading Direction | Processing Lot | Density ρ [kg/m3] | Bend. Stress Amplitude S [MPa] | Cycles to Failure N [–] | Fatigue Failure |
|---|---|---|---|---|---|---|
| S8 | Tangential | Lot 1 | 433 | 66.9 | 605 | Yes |
| S29 | Tangential | Lot 1 | 402 | 60.6 | 614,365 | Yes |
| S9 | Tangential | Lot 1 | 398 | 59.9 | 42,838 | Yes |
| S59 | Tangential | Lot 2 | 492 | 60.8 | 49,716 | Yes |
| S48 | Tangential | Lot 2 | 479 | 59.8 | 782,859 | No |
| S47 | Tangential | Lot 2 | 442 | 59.6 | 2,420,000 | No |
| S53 | Tangential | Lot 2 | 442 | 61.3 | 1,588,740 | Yes |
| S58 | Tangential | Lot 2 | 440 | 61.3 | 2,502,096 | No |
| S45 | Tangential | Lot 2 | 436 | 70.8 | 318,222 | Yes |
| S50 | Tangential | Lot 2 | 435 | 71.4 | 108,990 | Yes |
| S37 | Tangential | Lot 1 | 398 | 59.0 | 118,685 | Yes |
| S27 | Radial | Lot 1 | 391 | 49.8 | 589,235 | Yes |
| S39 | Radial | Lot 1 | 386 | 49.8 | 2,500,000 | No |
| Wood Mass Density | Max. Bending Stress | Elastic Modulus | |
|---|---|---|---|
| Wood mass density | 1.000 | 0.843 | 0.900 |
| Max. bending stress | 0.843 | 1.000 | 0.938 |
| Elastic modulus | 0.900 | 0.938 | 1.000 |
| Analysis No. | Independent Variable | Dependent Variable | F-Statistics | Significance |
|---|---|---|---|---|
| 1 | Processing lot | Max. bend. stress | 0.158 | 0.695 |
| 2 | Loading direction | Max. bend. stress | 1.564 | 0.222 |
| 3 | Processing lot | Elastic modulus | 0.283 | 0.599 |
| 4 | Loading direction | Elastic modulus | 0.157 | 0.695 |
| Parameter | LRM—Equation (11) | LRM—Equation (12) | LRM—Equation (13) | LRM—Equation (14) |
|---|---|---|---|---|
| Correlation coefficient R | 0.879 | 0.879 | 0.908 | 0.900 |
| Coefficient of determination R2 | 0.773 | 0.773 | 0.825 | 0.810 |
| Adjusted R2 | 0.745 | 0.755 | 0.803 | 0.803 |
| a0,st | −32.474 | −32.659 | −5218.424 | −5537.917 |
| Significance of a0,st | 0.043 | 0.035 | 0.005 | 0.002 |
| a1,st | 273.338 | 273.355 | 36413.254 | 36379.343 |
| Significance of a1,st | 0.000 | 0.000 | 0.000 | 0.000 |
| a2,st | −8.400 | −8.467 | −290.833 | Not applicable |
| Significance of a2,st | 0.021 | 0.014 | 0.446 | Not applicable |
| a3,st | −0.244 | Not applicable | −347.789 | Not applicable |
| Significance of a3,st | 0.943 | Not applicable | 0.363 | Not applicable |
| Parameter | Goodness of Fit and LRM Parameters | Significance of Regression Coefficients |
|---|---|---|
| Corr. coeff. R | 0.920 | Not applicable |
| Coeff. of det. R2 | 0.847 | Not applicable |
| Adjusted R2 | 0.694 | Not applicable |
| a0 | 57.640 | 0.017 |
| a1 | −20.103 | 0.049 |
| a2 | −34.831 | 0.027 |
| a3 | −2.902 | 0.012 |
| a4 | −1.234 | 0.263 |
| Parameter for GA Settings | Value | ||
|---|---|---|---|
| Population size | 20 | ||
| Probability of cross-over | 0.6 | ||
| Fraction of linear cross-over | 0.5 | ||
| Probability of mutation | 0.05 | ||
| Moment weight | 1.0 | ||
| Moment threshold | 1.0 | ||
| Estimated parameters | Best solution | Average value | Std. deviation |
| Final value of the cost function | −121.147 | −121.917 | 0.566 |
| a0 | 71.879 | 65.404 | 12.910 |
| a1 | −27.441 | −25.084 | 5.402 |
| a2 | −36.071 | −31.173 | 8.692 |
| a3 | −3.169 | −2.867 | 0.518 |
| a4 | −1.693 | −1.420 | 0.632 |
| β | 1.043 | 0.988 | 0.048 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klemenc, J.; Fajdiga, G. Statistical Modelling of the Fatigue Bending Strength of Norway Spruce Wood. Materials 2022, 15, 536. https://doi.org/10.3390/ma15020536
Klemenc J, Fajdiga G. Statistical Modelling of the Fatigue Bending Strength of Norway Spruce Wood. Materials. 2022; 15(2):536. https://doi.org/10.3390/ma15020536
Chicago/Turabian StyleKlemenc, Jernej, and Gorazd Fajdiga. 2022. "Statistical Modelling of the Fatigue Bending Strength of Norway Spruce Wood" Materials 15, no. 2: 536. https://doi.org/10.3390/ma15020536
APA StyleKlemenc, J., & Fajdiga, G. (2022). Statistical Modelling of the Fatigue Bending Strength of Norway Spruce Wood. Materials, 15(2), 536. https://doi.org/10.3390/ma15020536