
Effect of Silica Fume on the Rheological Properties of Cement Paste with Ultra-Low Water Binder Ratio


Abstract
:1. Introduction
2. Materials and Experiment
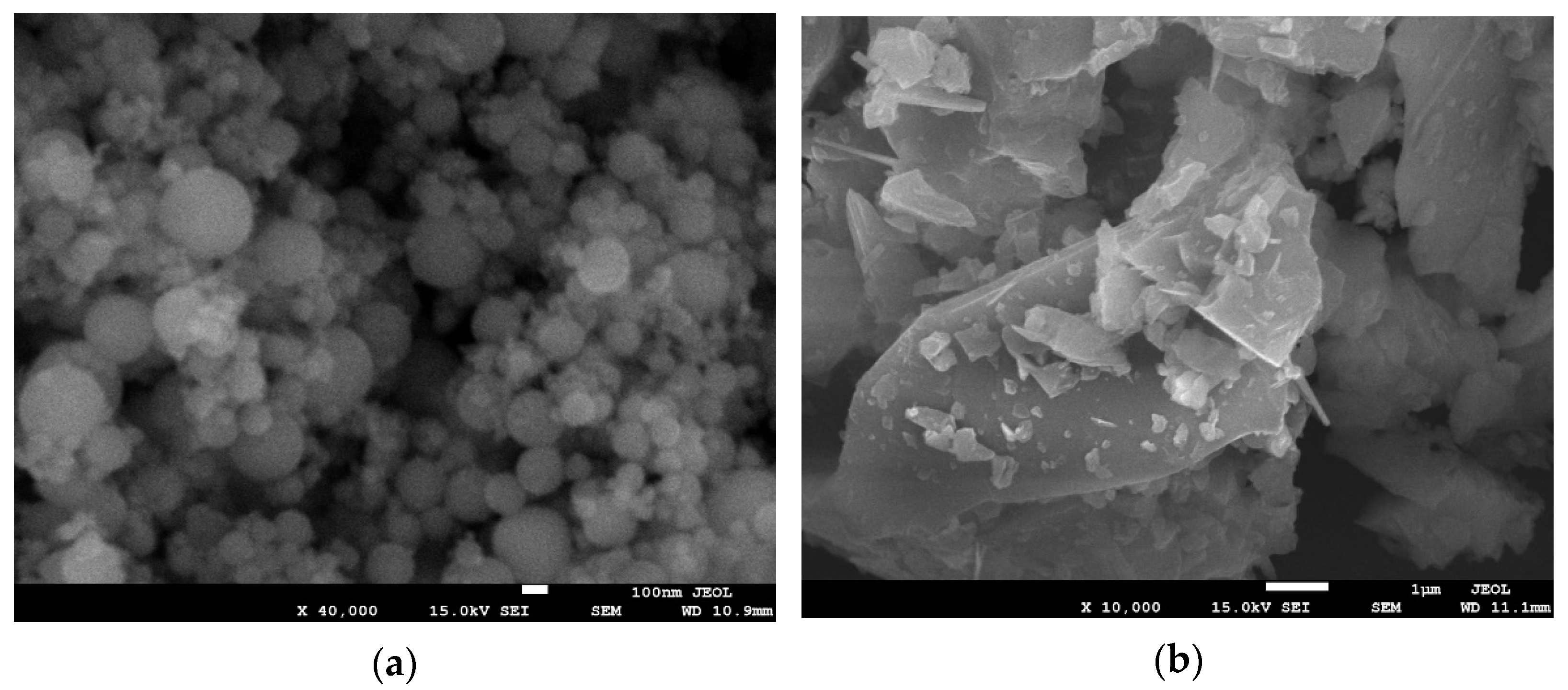
2.1. Raw Materials
2.2. Mixture Proportion
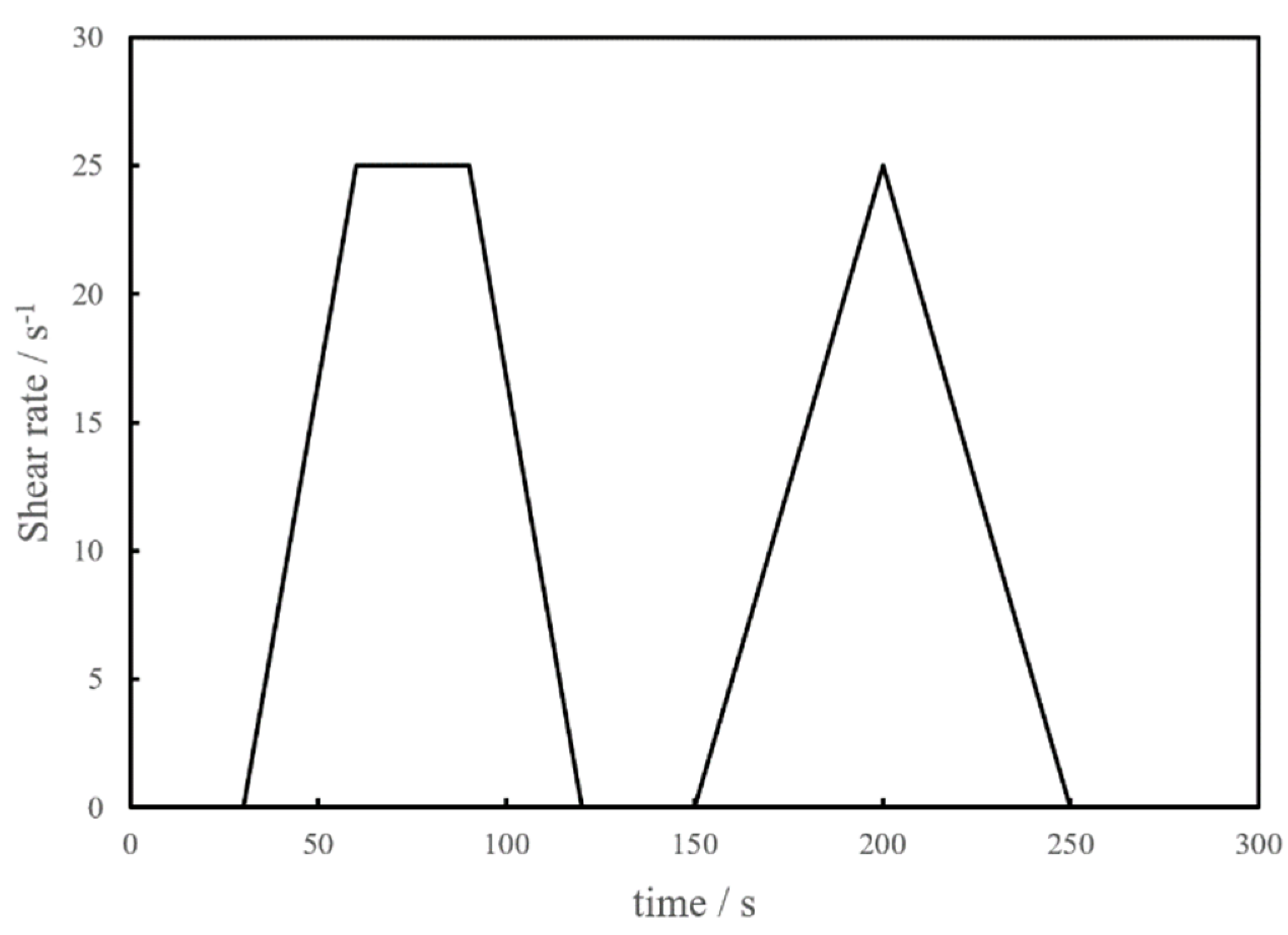
2.3. Rheological Test
3. Results and Discussion
3.1. Effect of Silica Fume Content on Rheological Properties and Rheological Model of CSHWMs
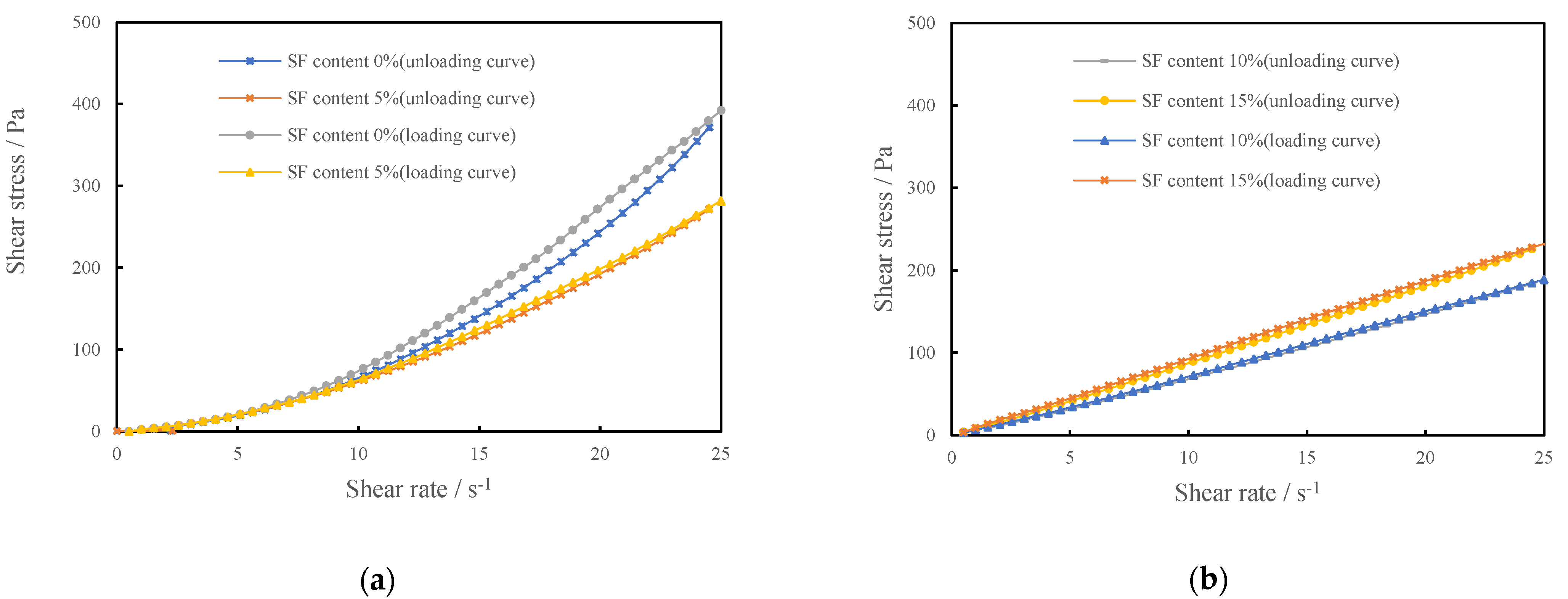
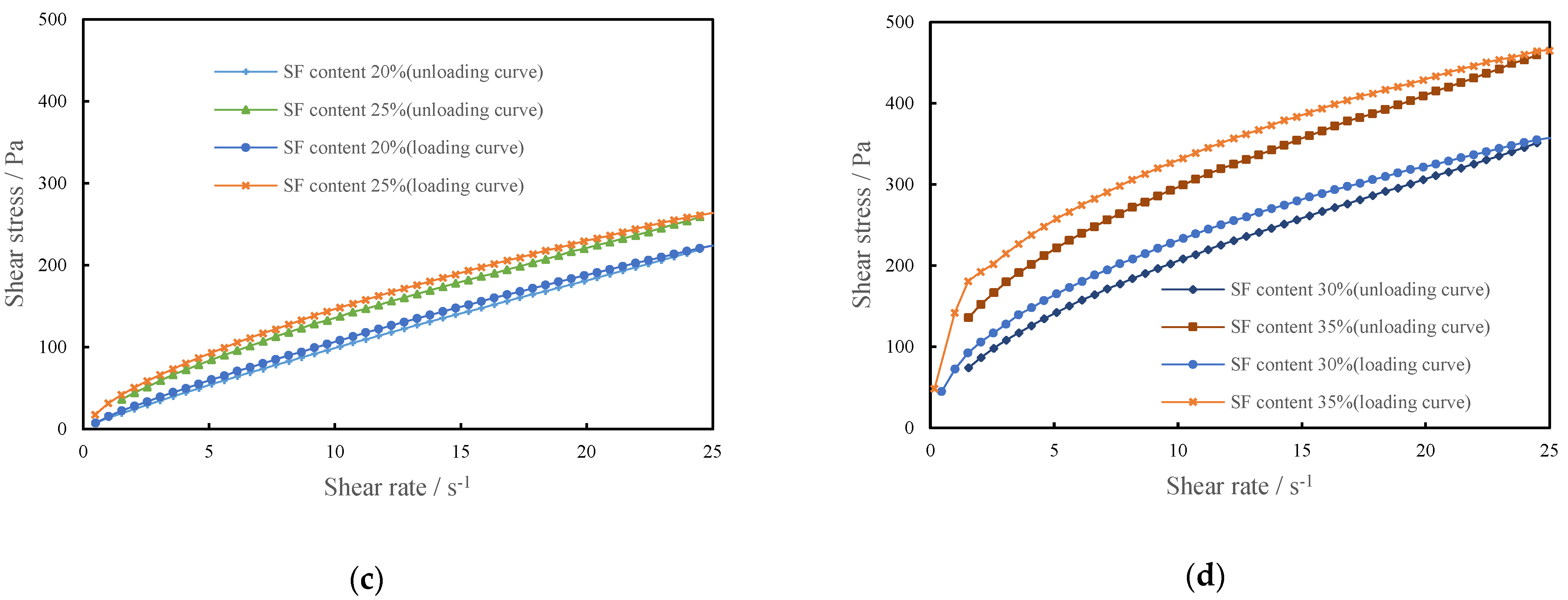
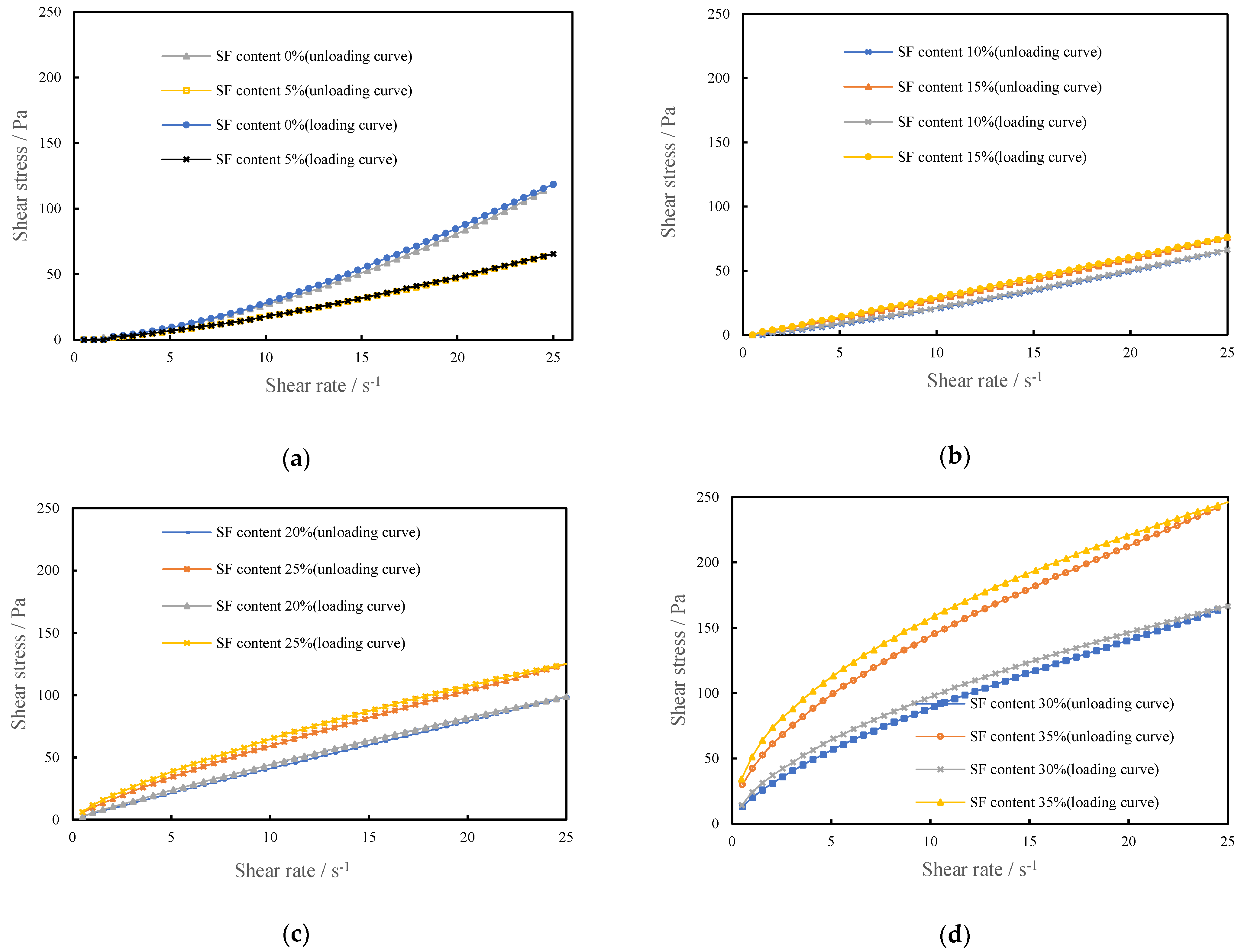
3.1.1. Rheological Curves of CSHWMs with Different Silica Fume Contents
3.1.2. Rheological Model of CSHWMs with Different Silica Fume Contents
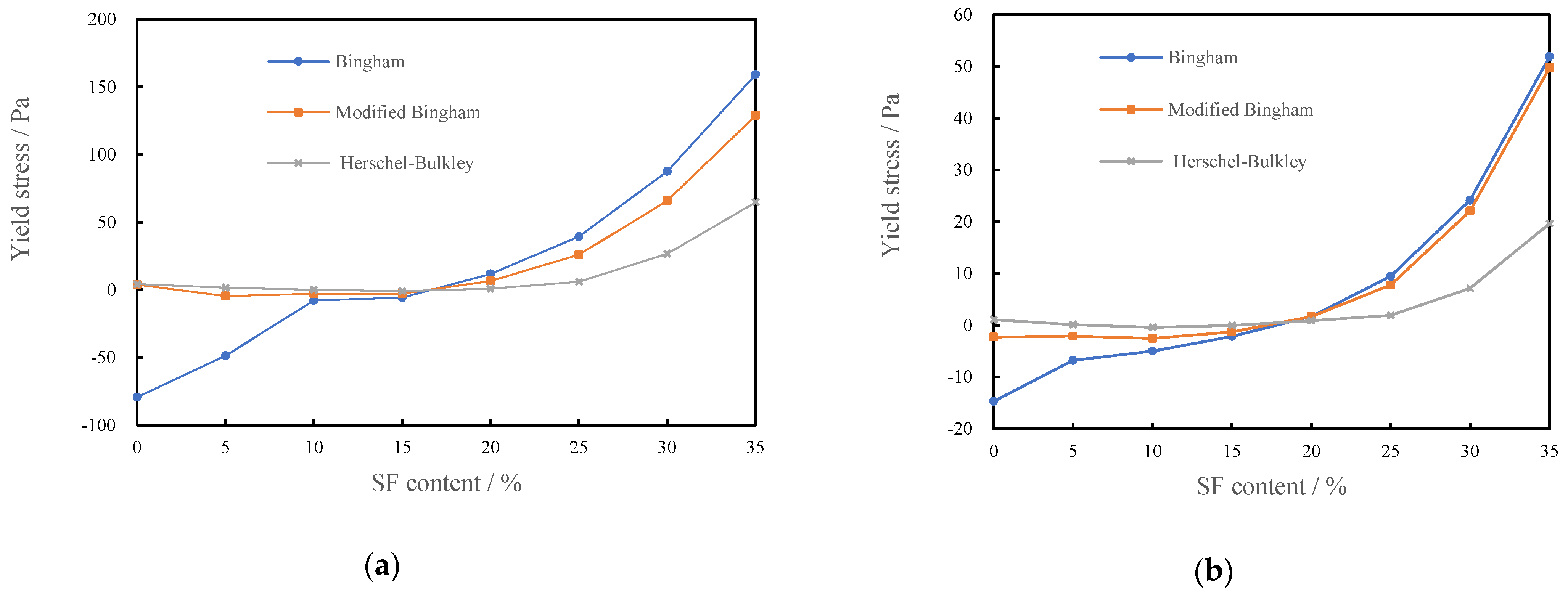
3.1.3. Yield Stress of CSHWMs with Different Silica Fume Contents
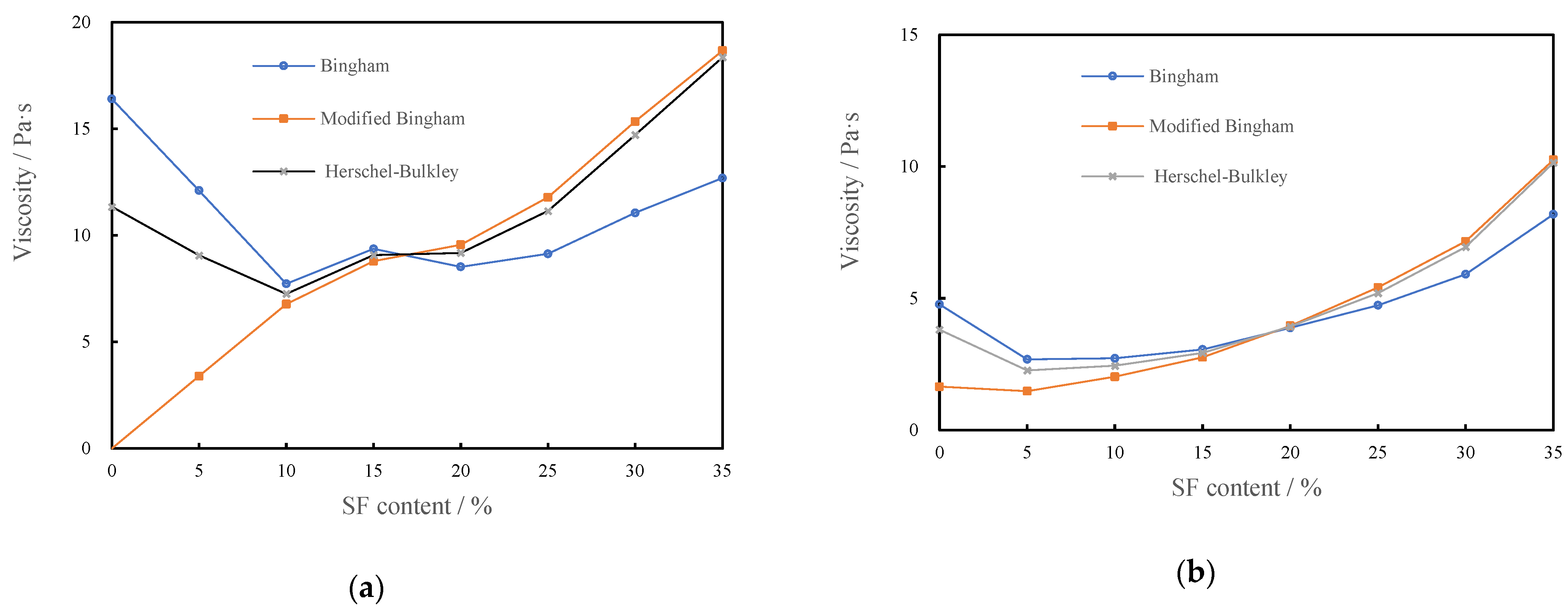
3.1.4. Plastic Viscosity of CSHWMs with Different Silica Fume Contents
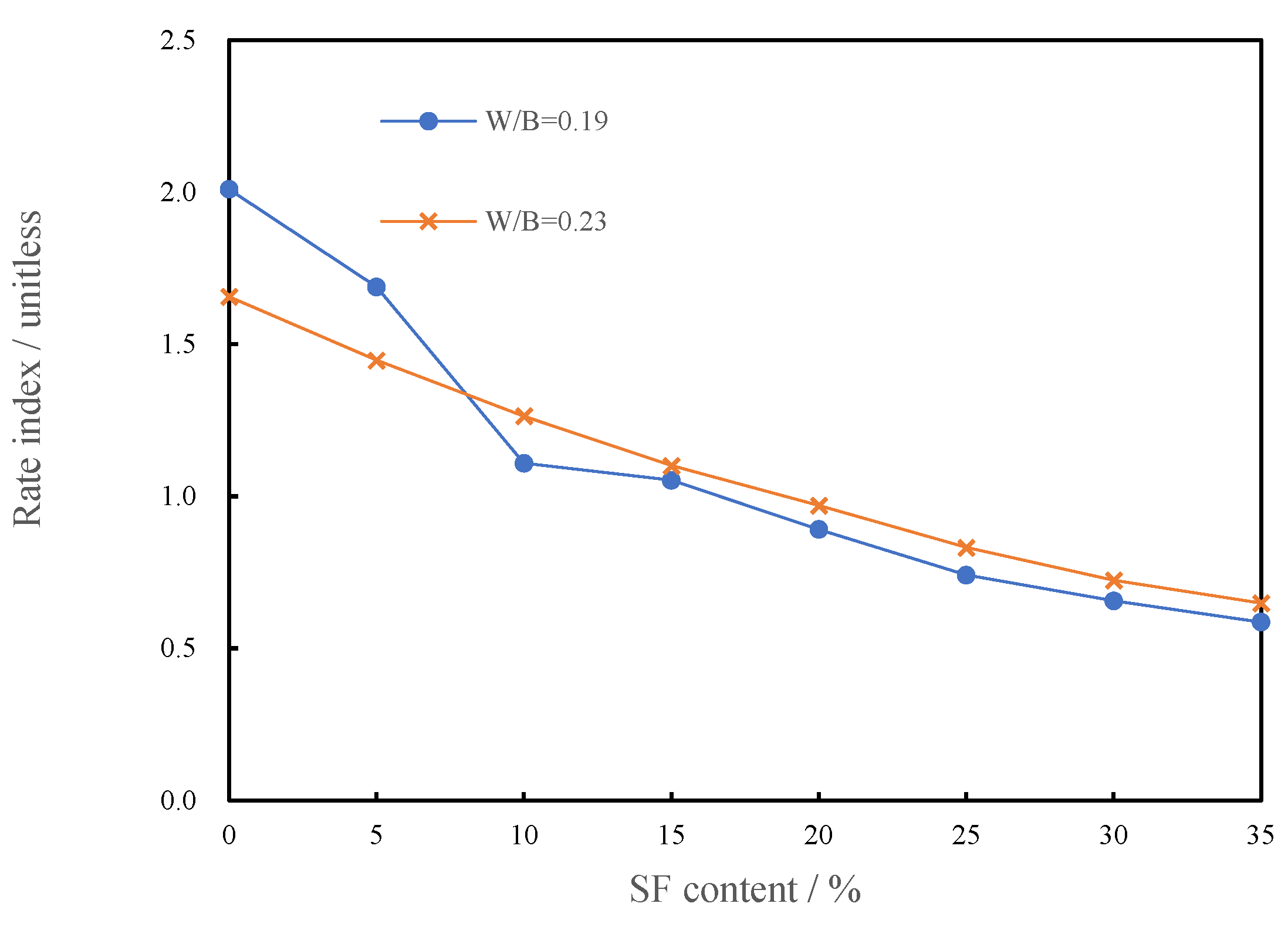
3.1.5. Rate Index of CSHWMs with Different Silica Fume Contents
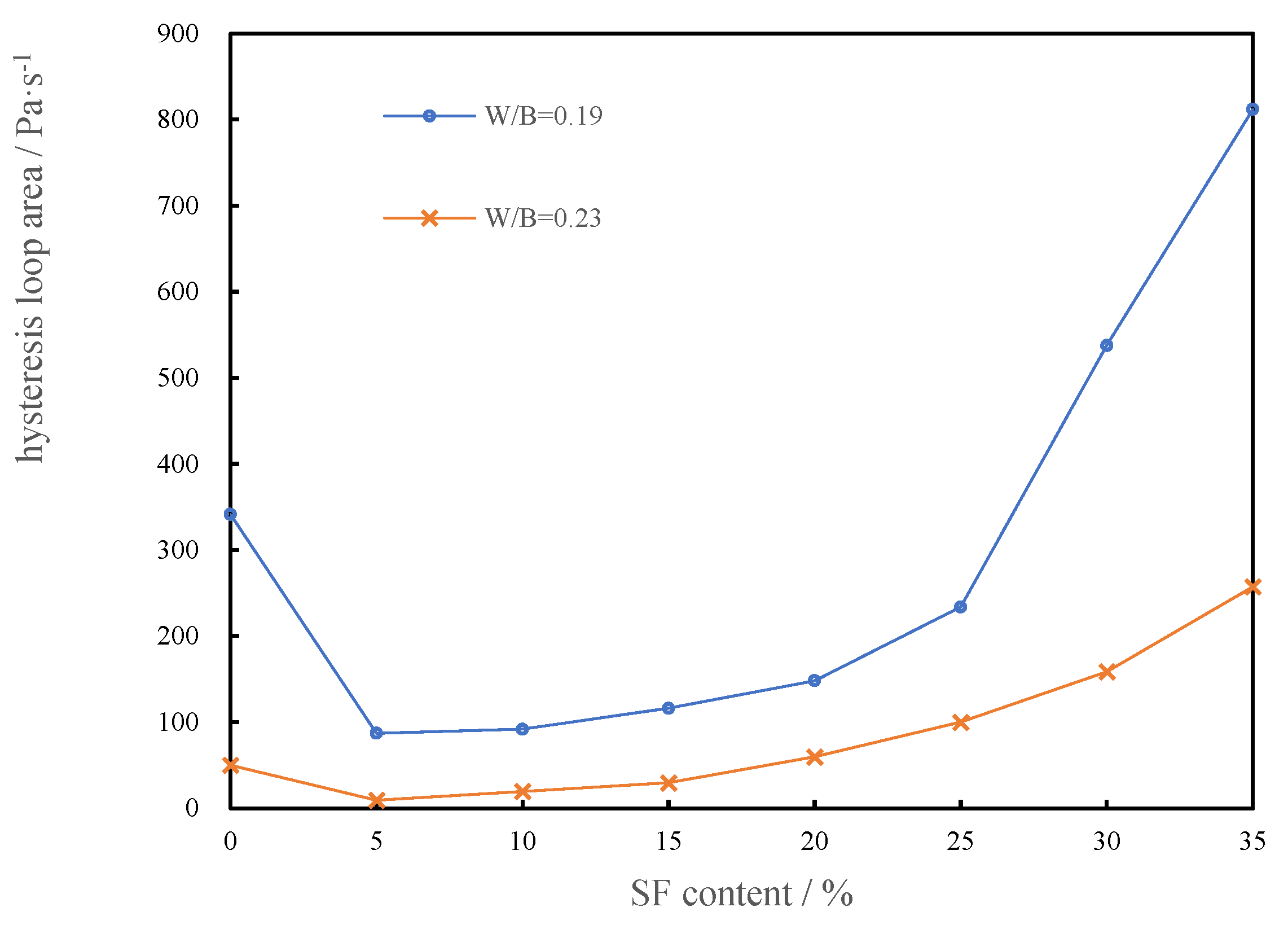
3.1.6. Hysteresis Loop Area of CSHWMs with Different Silica Fume Contents
3.2. Effect of W/B Ratio on Rheological Properties and Rheological Model of CSHWMs
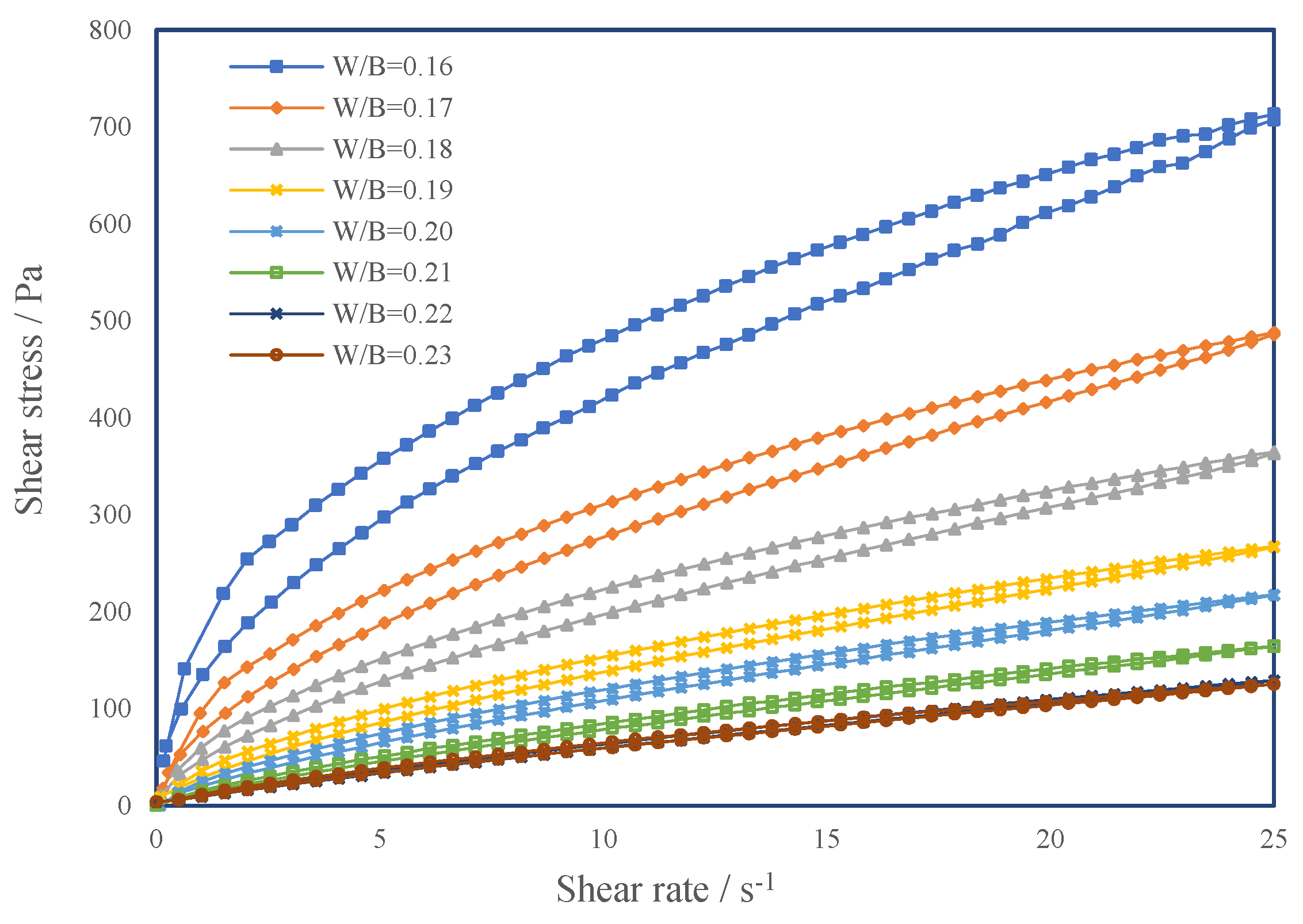
3.2.1. Rheological Curves and Rheological Models of CSHWMs with Different W/B Ratios
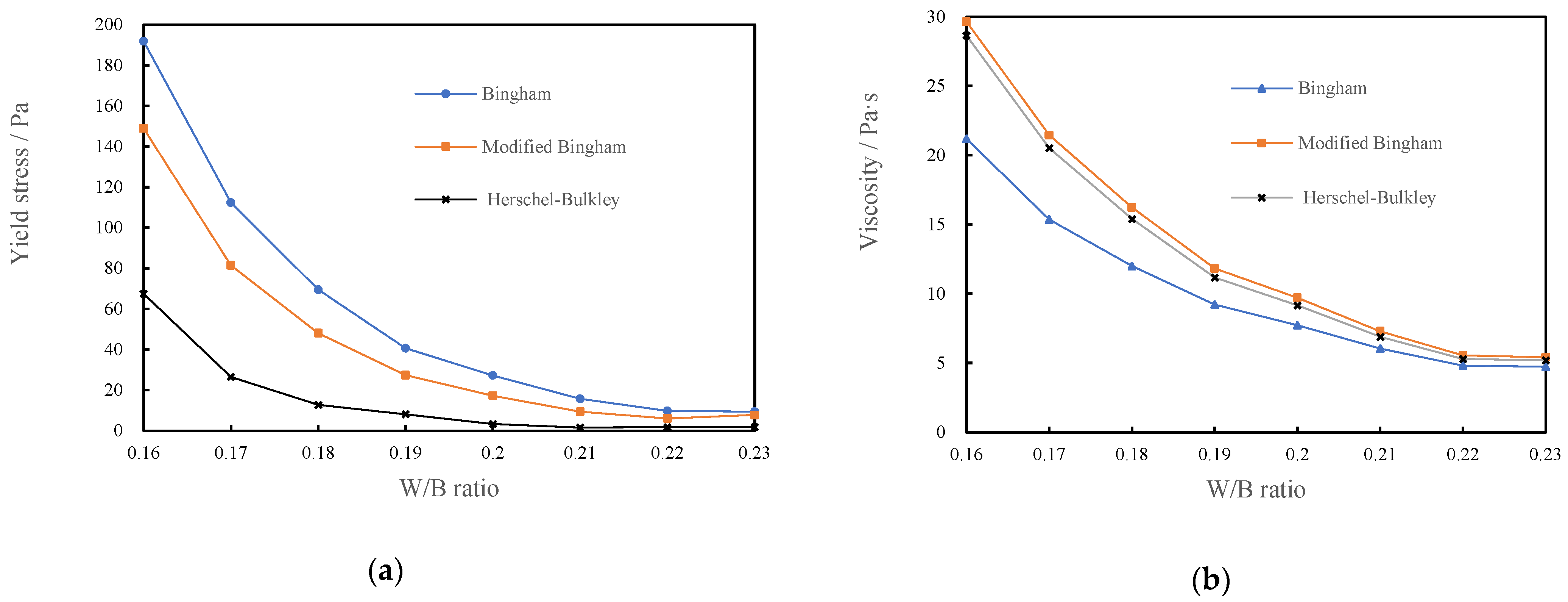
3.2.2. Plastic Viscosity and Yield Stress of CSHWMs with Different W/B Ratios
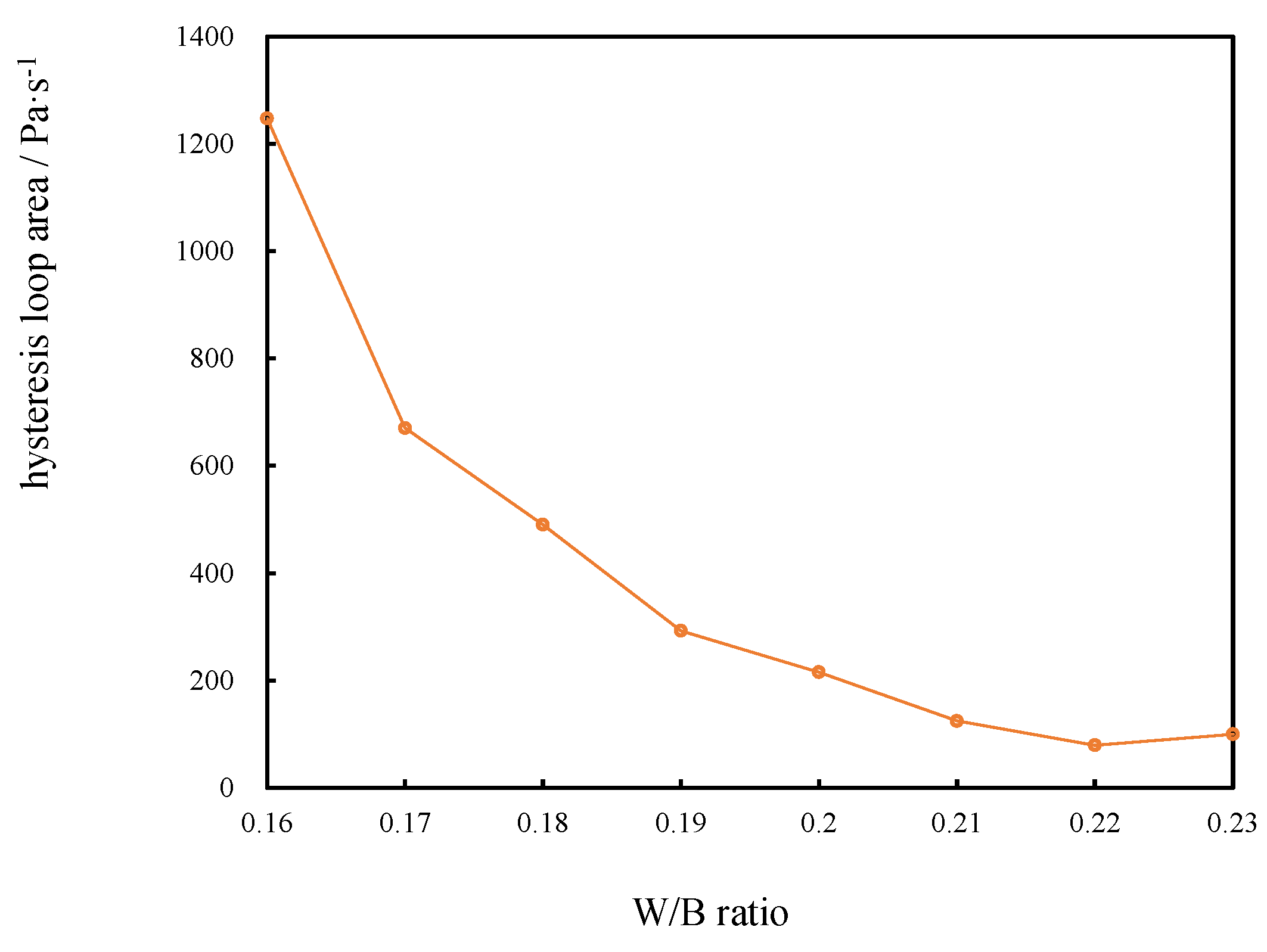
3.2.3. Hysteresis Loop Area of CSHWMs with Different W/B Ratios
4. Conclusions
- When the silica fume content was 15% or below, the change of the silica fume content did not cause a significant change of the yield stress. When the silica fume content was higher than 15%, the yield stress increased sharply as the silica fume content increased. With increasing silica fume content, the plastic viscosity and hysteresis loop area first decreased and then increased.
- The effect of the water-film thickness on the yield strength and plastic viscosity was smaller than that of friction. As the W/B ratio increased, the plastic viscosity and yield stress rapidly decreased.
- Among the linear Bingham, modified Bingham, and Herschel–Bulkley models, the Herschel–Bulkley model is the most suitable for CSHWMs. The shear-thickening behavior decreased with increasing silica fume content. When the silica fume content was less than 10%, the CSHWM with a W/B ratio of 0.19 or 0.23 was a dilatant fluid with shear-thickening characteristics. When the silica fume content was greater than 15%, the CSHWM was a pseudoplastic fluid with shear-thinning characteristics. When the silica fume content was 10–15%, the yield stress was close to 0, and the CSHWM was a linear Newtonian fluid.
- The values of the yield stress and plastic viscosity fitted by different rheological models differed for the same CSHWM.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baldino, N.; Gabriele, D.; Lupi, F.R.; Seta, L.; Zinno, R. Rheological behaviour of fresh cement pastes: Influence of synthetic zeolites, limestone and silica fume. Cem. Con. Res. 2014, 63, 38–45. [Google Scholar] [CrossRef]
- Yen, T.; Tang, C.W.; Chang, C.S.; Chen, K.H. Flow behaviour of high strength high-performance concrete. Cem. Con. Compos. 1999, 21, 413–424. [Google Scholar] [CrossRef]
- Wu, Z.; Khayat, K.H.; Shi, C. Changes in rheology and mechanical properties of ultra-high performance concrete with silica fume content. Cem. Con. Res. 2019, 123, 105786. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Thixotropy and structural breakdown properties of self consolidating concrete containing various supplementary cementitious materials. Cem. Con. Compos. 2015, 59, 26–37. [Google Scholar] [CrossRef] [Green Version]
- Muthukrishnan, S.; Kua, H.W.; Yu, L.N.; Chung, J.K.H. Fresh Properties of Cementitious Materials Containing Rice Husk Ash for Construction 3D Printing. J. Mater. Civ. Eng. 2020, 32, 04020195. [Google Scholar] [CrossRef]
- Avci, E. Silica Fume Effect on Engineering Properties of Superfine Cement-Grouted Sand. J. Mater. Civ. Eng. 2019, 31, 04019269. [Google Scholar] [CrossRef]
- Burroughs, J.F.; Weiss, J.; Haddock, J.E. Influence of high volumes of silica fume on the rheological behavior of oil well cement pastes. Constr. Build. Mater. 2019, 203, 401–407. [Google Scholar] [CrossRef]
- Yun, K.K.; Choi, S.Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, Y.; Zuo, X.; Hong, M. Time-dependent rheological and mechanical properties of silica fume modified cemented tailings backfill in low temperature environment. Cem. Con. Compos. 2020, 114, 103804. [Google Scholar] [CrossRef]
- Mei, G.; Yang, H.; Lu, C. Coupled effects of silica fume and time after water addition on rheology of fresh concrete. Mag. Concr. Res. 2015, 67, 1–9. [Google Scholar] [CrossRef]
- Koutný, O.; Snoeck, D.; Vurst, F.V.; Belie, N. Rheological behaviour of ultra-high performance cementitious composites containing high amounts of silica fume. Cem. Con. Compos. 2018, 88, 29–40. [Google Scholar] [CrossRef]
- Mohammed, A.S. Vipulanandan model for the rheological properties with ultimate shear stress of oil well cement modified with nanoclay. Egypt. J. Pet. 2017, 27, 335–347. [Google Scholar] [CrossRef]
- Faraj, R.H.; Sherwani, A.F.H.; Jafer, L.H.; Ibrahim, D.F. Rheological behavior and fresh properties of self-compacting high strength concrete containing recycled PP particles with fly ash and silica fume blended. J. Build. Eng. 2021, 34, 101667. [Google Scholar] [CrossRef]
- GB 8076-2008. Concrete Admixtures. 2008. (In Chinese). Available online: https://www.chinesestandard.net/PDF.aspx/GB8076-2008 (accessed on 27 December 2021).
- Cao, M.L.; Xu, L.; Zhang, C. Effect of calcium carbonate whisker on rheological properties of cement mortar under different water cement ratio and sand cement ratio. J. Chin. Ceram. Soc. 2016, 44, 456–461. (In Chinese) [Google Scholar]
- Cyr, M.; Legrand, C.; Mouret, M. Study of the shear thickening effect of superplasticizers on the rheological behaviour of cement pastes containing or not mineral additives. Cem. Con. Res. 2000, 30, 1477–1483. [Google Scholar] [CrossRef]
- Nehdi, M.; Mindess, S.; Aïtcin, P.C. Rheology of High-Performance Concrete: Effect of Ultrafine Particles. Cem. Con. Res. 1998, 28, 687–697. [Google Scholar] [CrossRef]
- Dai, X.; Aydin, S.; Yardimci, M.Y.; Lesage, K.; Schutter, G. Influence of water to binder ratio on the rheology and structural Build-up of Alkali-Activated Slag-Fly ash mixtures. Constr. Build. Mater. 2020, 264, 120253. [Google Scholar] [CrossRef]
- Larrard, F.; Ferraris, C.F.; Sedran, T. Fresh concrete: A Herschel-Bulkley material. Mater. Struct. 1998, 31, 494–498. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Fung, W.W.S. Roles of water film thickness and SP dosage in rheology and cohesiveness of mortar. Cem. Concr. Compos. 2012, 34, 121–130. [Google Scholar] [CrossRef]
- Vikan, H.; Justnes, H.; Winnefeld, F.; Figi, R. Correlating cement characteristics with rheology of paste. Cem. Con. Res. 2007, 37, 1502–1511. [Google Scholar] [CrossRef]
- Jiao, D.A.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete–A review. Cem. Con. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H. Superfine cement for improving packing density, rheology and strength of cement paste. Cem. Con. Compos. 2012, 34, 1–10. [Google Scholar] [CrossRef]
- Bentz, D.P.; Ferraris, C.F.; Galler, M.A.; Hansen, A.S.; Guynn, J.M. Influence of particle size distributions on yield stress and viscosity of cement–fly ash pastes. Cem. Con. Res. 2012, 42, 404–409. [Google Scholar] [CrossRef]
- Yahia, A.; Khayat, K.H. Analytical models for estimating yield stress of high-performance pseudoplastic grout. Cem. Con. Res. 2001, 31, 731–738. [Google Scholar] [CrossRef]
- Kovler, K.; Roussel, N. Properties of fresh and hardened concrete. Cem. Con. Res. 2011, 41, 775–792. [Google Scholar] [CrossRef]
- Larrard, F. Concrete Mixture Proportioning: A Scientific Approach; BC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Lu, C.; Yang, H.; Mei, G. Relationship between slump flow and rheological properties of self compacting concrete with silica fume and its permeability. Constr. Build. Mater. 2015, 75, 157–162. [Google Scholar] [CrossRef]
- Meng, W.; Kumar, A.; Khayat, K.H. Effect of silica fume and slump-retaining polycarboxylate-based dispersant on the development of properties of Portland cement paste. Cem. Con. Compos. 2019, 99, 181–190. [Google Scholar] [CrossRef]
- Nanthagopalan, P.; Haist, M.; Santhanam, M.; Müller, H.S. Investigation on the influence of granular packing on the flow properties of cementitious suspensions. Cem. Con. Compos. 2008, 30, 763–768. [Google Scholar] [CrossRef]
- Fung, W.W.S.; Kwan, A.K.H. Role of water film thickness in rheology of CSF mortar. Cem. Con. Compos. 2010, 32, 255–264. [Google Scholar] [CrossRef]
- Chen, J.J.; Fung, W.W.S.; Kwan, A.K.H. Effects of CSF on strength, rheology and cohesiveness of cement paste. Constr. Build. Mater. 2012, 35, 979–987. [Google Scholar] [CrossRef]
- Wang, D.M.; Zhang, L.R.; Zhang, W.L.; Hao, B. Effects of super plasticizers on multi- level flocculation structure of fresh cement paste. J. Build. Mater. 2012, 15, 25–29. (In Chinese) [Google Scholar]
- Williams, D.A.; Saak, A.W.; Jennings, H.M. The influence of mixing on the rheology of fresh cement paste. Cem. Con. Res. 1999, 29, 1491–1496. [Google Scholar] [CrossRef]
- Kuder, K.G.; Ozyurt, N.; Mu, E.B.; Shah, S.P. Rheology of fiber-reinforced cementitious materials. Cem. Con. Res. 2007, 37, 191–199. [Google Scholar] [CrossRef]
- Yammine, J.; Chaouche, M.; Guerinet, M.; Moranville, M.; Roussel, N. From ordinary rheology concrete to self compacting concrete: A transition between frictional and hydrodynamic interactions. Cem. Con. Res. 2008, 38, 890–896. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | SO3 | NaO2/KO2 | LOI |
|---|---|---|---|---|---|---|---|---|
| Cement | 20.94 | 64.02 | 4.85 | 3.44 | 1.70 | 1.88 | 0.5 | 1.88 |
| Silica fume | 95.70 | 0.10 | 0.06 | 0.005 | 0.09 | 1.03 | 0.49 | 2.04 |
| Series | SF Content/% | W/B | Mixture Proportion (kg/m3) | |||
|---|---|---|---|---|---|---|
| Cement | Silica Fume | Water * | HRMR * | |||
| SF0.19-20 | 20 | 0.19 | 800 | 200 | 190 | 10 |
| SF0.23-25 | 25 | 0.23 | 750 | 250 | 230 | 10 |
| W/B | SF (%) | Bingham Model Y = τo + μ·X | Modified Bingham Model Y = τo + μ·X + C·X2 | Herschel–Bulkley Model Y = τo + m·Xn | Hysteresis Loop Area (Pa/s) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| τo (Pa) | μ (Pa·s) | R2 | τo (Pa) | μ (Pa·s) | C (Pa·s2) | R2 | τo (Pa) | m (Pa·sn) | n | μ (Pa·s) | R2 | |||
| 0.19 | 0 | −79.2466 | 16.4030 | 0.95097 | 3.8533 | −0.0007 | 0.61 | 0.99981 | 4.2698 | 0.5884 | 2.01 | 11.3399 | 0.99982 | 341.2390 |
| 5 | −48.6412 | 12.1000 | 0.97402 | −4.5352 | 3.3901 | 0.32 | 0.99991 | 1.6574 | 1.2144 | 1.69 | 9.0597 | 0.99998 | 87.04490 | |
| 10 | −7.7685 | 7.7268 | 0.99918 | −2.9249 | 6.7703 | 0.04 | 0.99997 | 0.0831 | 5.2966 | 1.11 | 7.2539 | 0.99998 | 91.8436 | |
| 15 | −5.7596 | 9.3667 | 0.99978 | −2.8114 | 8.7845 | 0.02 | 0.99997 | −0.8975 | 7.7940 | 1.05 | 9.0739 | 0.99996 | 116.0800 | |
| 20 | 11.7966 | 8.5223 | 0.99908 | 6.5571 | 9.5571 | −0.04 | 0.99983 | 0.9649 | 12.5397 | 0.89 | 9.1737 | 0.99993 | 148.1030 | |
| 25 | 39.3829 | 9.1335 | 0.99474 | 25.9601 | 11.7840 | −0.10 | 0.99901 | 5.9423 | 23.4052 | 0.74 | 11.1434 | 0.99974 | 233.7950 | |
| 30 | 87.6637 | 11.0516 | 0.99064 | 65.9564 | 15.3370 | −0.16 | 0.99823 | 26.7509 | 39.3483 | 0.66 | 14.7115 | 0.99964 | 537.6000 | |
| 35 | 159.2611 | 12.6876 | 0.9863 | 128.9839 | 18.6650 | −0.22 | 0.99746 | 64.8383 | 59.8548 | 0.59 | 18.3592 | 0.99957 | 811.9190 | |
| 0.23 | 0 | −14.6917 | 4.7705 | 0.96852 | −2.2965 | 1.6473 | 0.1260 | 0.99996 | 1.0606 | 0.5607 | 1.66 | 3.8101 | 0.99993 | 50.0400 |
| 5 | −6.7971 | 2.6878 | 0.98334 | −2.1229 | 1.4772 | 0.0492 | 0.99996 | 0.1087 | 0.6173 | 1.45 | 2.2676 | 0.99993 | 9.3500 | |
| 10 | −5.0183 | 2.7234 | 0.99299 | −2.5482 | 2.0233 | 0.0292 | 0.99993 | −0.3942 | 1.1371 | 1.26 | 2.4423 | 0.99994 | 19.4610 | |
| 15 | −2.1797 | 3.0577 | 0.99798 | −1.2888 | 2.7607 | 0.0129 | 0.99996 | −0.0433 | 2.1866 | 1.10 | 2.9279 | 0.99993 | 29.5600 | |
| 20 | 1.6977 | 3.8796 | 0.99975 | 1.6475 | 3.9553 | −0.0038 | 0.99991 | 0.8839 | 4.2850 | 0.97 | 3.9294 | 0.99992 | 59.6000 | |
| 25 | 9.4499 | 4.7344 | 0.99597 | 7.7533 | 5.4081 | −0.0302 | 0.99979 | 1.8923 | 8.4218 | 0.83 | 5.1926 | 0.99993 | 99.9600 | |
| 30 | 24.1333 | 5.9120 | 0.98598 | 22.0627 | 7.1561 | −0.0590 | 0.99922 | 7.1163 | 15.3387 | 0.72 | 6.9436 | 0.99978 | 158.6500 | |
| 35 | 51.9112 | 8.1884 | 0.97203 | 49.7632 | 10.2565 | −0.1020 | 0.99891 | 19.6398 | 27.6977 | 0.65 | 10.1438 | 0.99978 | 257.3300 | |
| W/B | Bingham Model Y = τo+μ·X | Modified Bingham Model Y = τo + μ·X + C·X2 | Herschel–Bulkley Model Y = τo + m·Xn | Hysteresis Loop Area (Pa/s) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| τo (Pa) | μ (Pa·s) | R2 | τo (Pa) | μ (Pa·s) | C (Pa·s2) | R2 | τo (Pa) | m (Pa·sn) | n | μ (Pa·s) | R2 | ||
| 0.16 | 191.76344 | 21.19016 | 0.98973 | 148.8529 | 29.65565 | −0.31288 | 0.99776 | 67.48353 | 79.71507 | 0.64278 | 28.656856 | 0.99942 | 1247.2 |
| 0.17 | 112.33811 | 15.36048 | 0.99054 | 81.4527 | 21.45612 | −0.22535 | 0.9985 | 26.47295 | 55.36596 | 0.6535 | 20.519123 | 0.99977 | 670.67 |
| 0.18 | 69.46219 | 11.99865 | 0.99246 | 48.03614 | 16.22866 | −0.15639 | 0.99875 | 12.75377 | 37.46153 | 0.69009 | 15.406513 | 0.99976 | 490.47 |
| 0.19 | 40.62626 | 9.21337 | 0.99506 | 27.38048 | 11.82912 | −0.09672 | 0.99915 | 8.07598 | 23.01547 | 0.74816 | 11.169709 | 0.99981 | 292.69 |
| 0.2 | 27.23733 | 7.72087 | 0.99595 | 17.18274 | 9.70635 | −0.07342 | 0.99932 | 3.34747 | 17.61791 | 0.77216 | 9.1569469 | 0.99982 | 215.56 |
| 0.21 | 15.7223 | 6.03085 | 0.99741 | 9.35907 | 7.28774 | −0.04649 | 0.99963 | 1.57706 | 11.64819 | 0.81692 | 6.8812974 | 0.99989 | 124.91 |
| 0.22 | 9.79596 | 4.80847 | 0.9985 | 6.09555 | 5.53925 | −0.02703 | 0.99968 | 1.80666 | 7.84926 | 0.8628 | 5.2888542 | 0.99987 | 79.81 |
| 0.23 | 9.4499 | 4.7344 | 0.99597 | 7.7533 | 5.4081 | −0.0302 | 0.99979 | 1.8923 | 8.4218 | 0.83 | 5.1926 | 0.99993 | 99.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Cheng, C.; Zhu, X.; Li, X. Effect of Silica Fume on the Rheological Properties of Cement Paste with Ultra-Low Water Binder Ratio. Materials 2022, 15, 554. https://doi.org/10.3390/ma15020554
He J, Cheng C, Zhu X, Li X. Effect of Silica Fume on the Rheological Properties of Cement Paste with Ultra-Low Water Binder Ratio. Materials. 2022; 15(2):554. https://doi.org/10.3390/ma15020554
Chicago/Turabian StyleHe, Juan, Congmi Cheng, Xiaofen Zhu, and Xiaosen Li. 2022. "Effect of Silica Fume on the Rheological Properties of Cement Paste with Ultra-Low Water Binder Ratio" Materials 15, no. 2: 554. https://doi.org/10.3390/ma15020554
APA StyleHe, J., Cheng, C., Zhu, X., & Li, X. (2022). Effect of Silica Fume on the Rheological Properties of Cement Paste with Ultra-Low Water Binder Ratio. Materials, 15(2), 554. https://doi.org/10.3390/ma15020554