
Short Circuiting Transfer, Formation, and Microstructure of Ti-6Al-4V Alloy by External Longitudinal Magnetic Field Hybrid Metal Inert Gas Welding Additive Manufacturing

Abstract
:1. Introduction
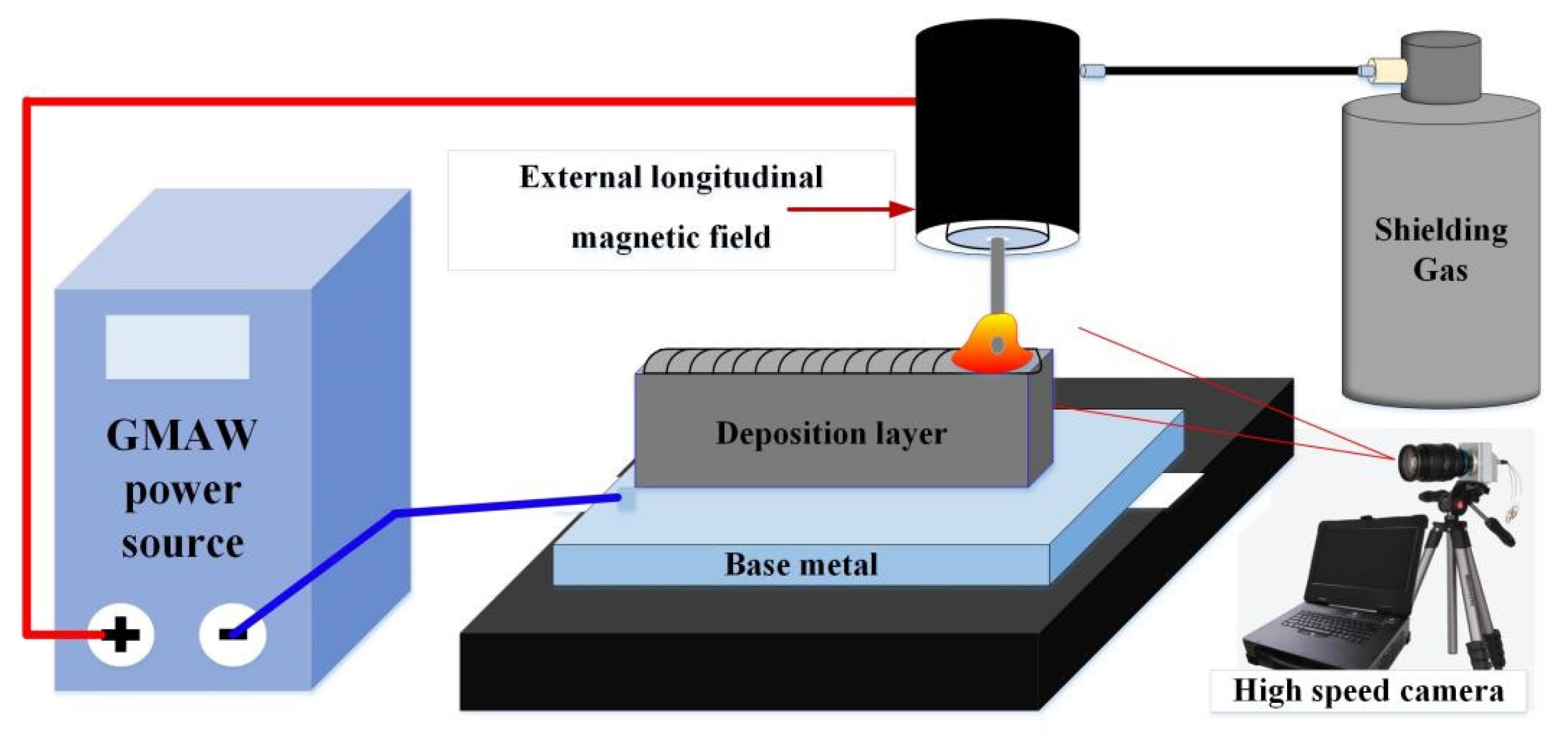
2. Experimental Material and Methods
3. Results and Discussion
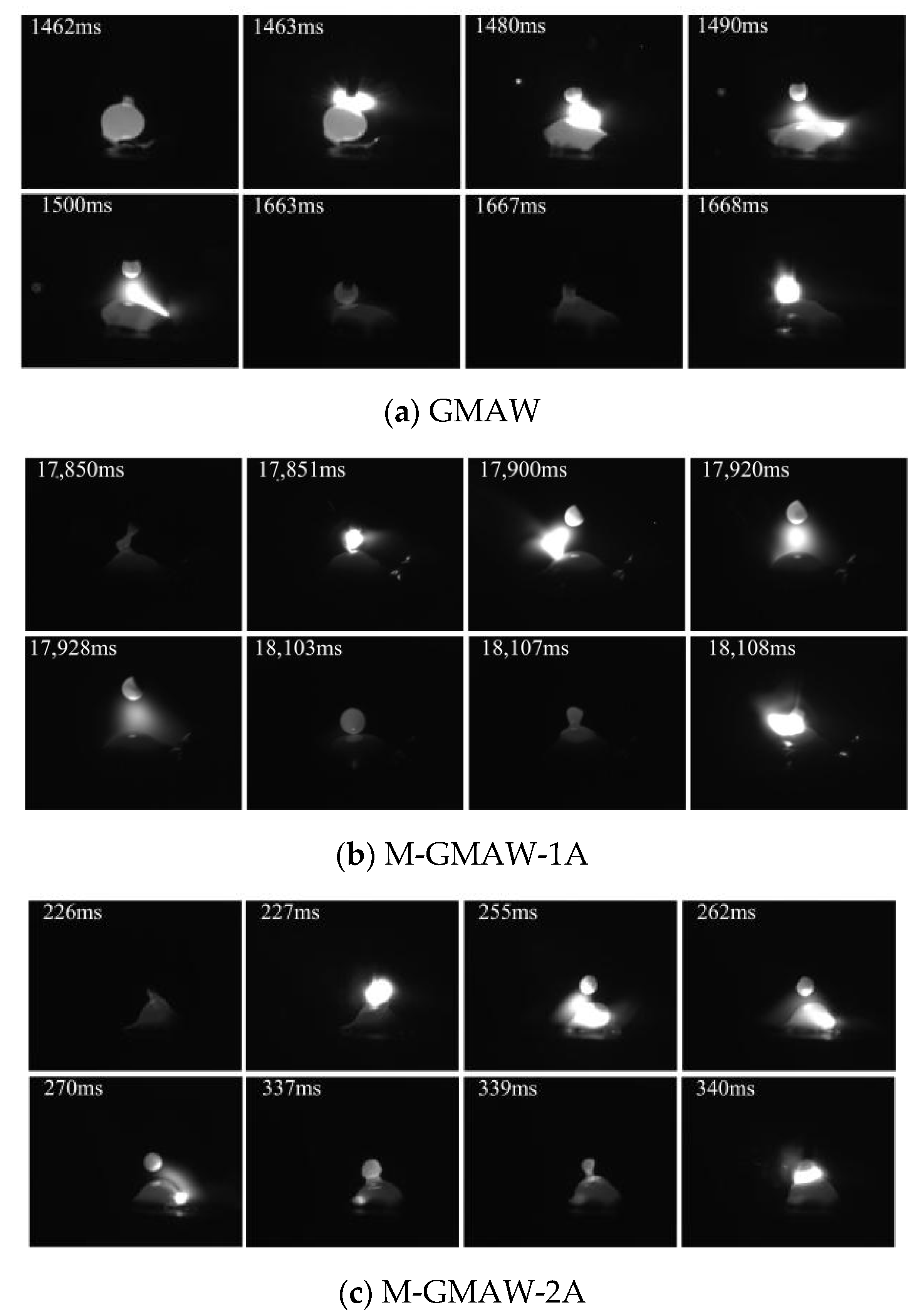
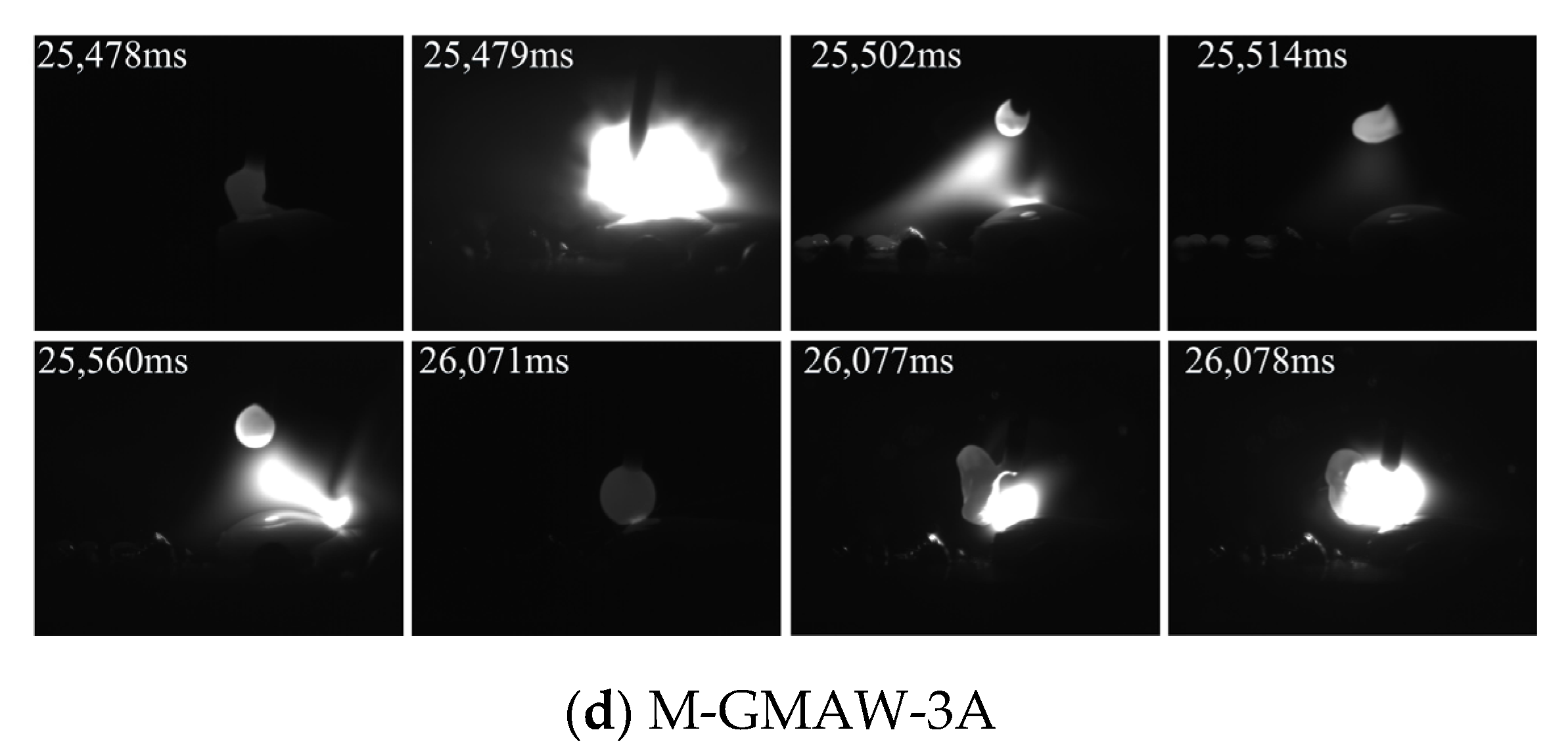
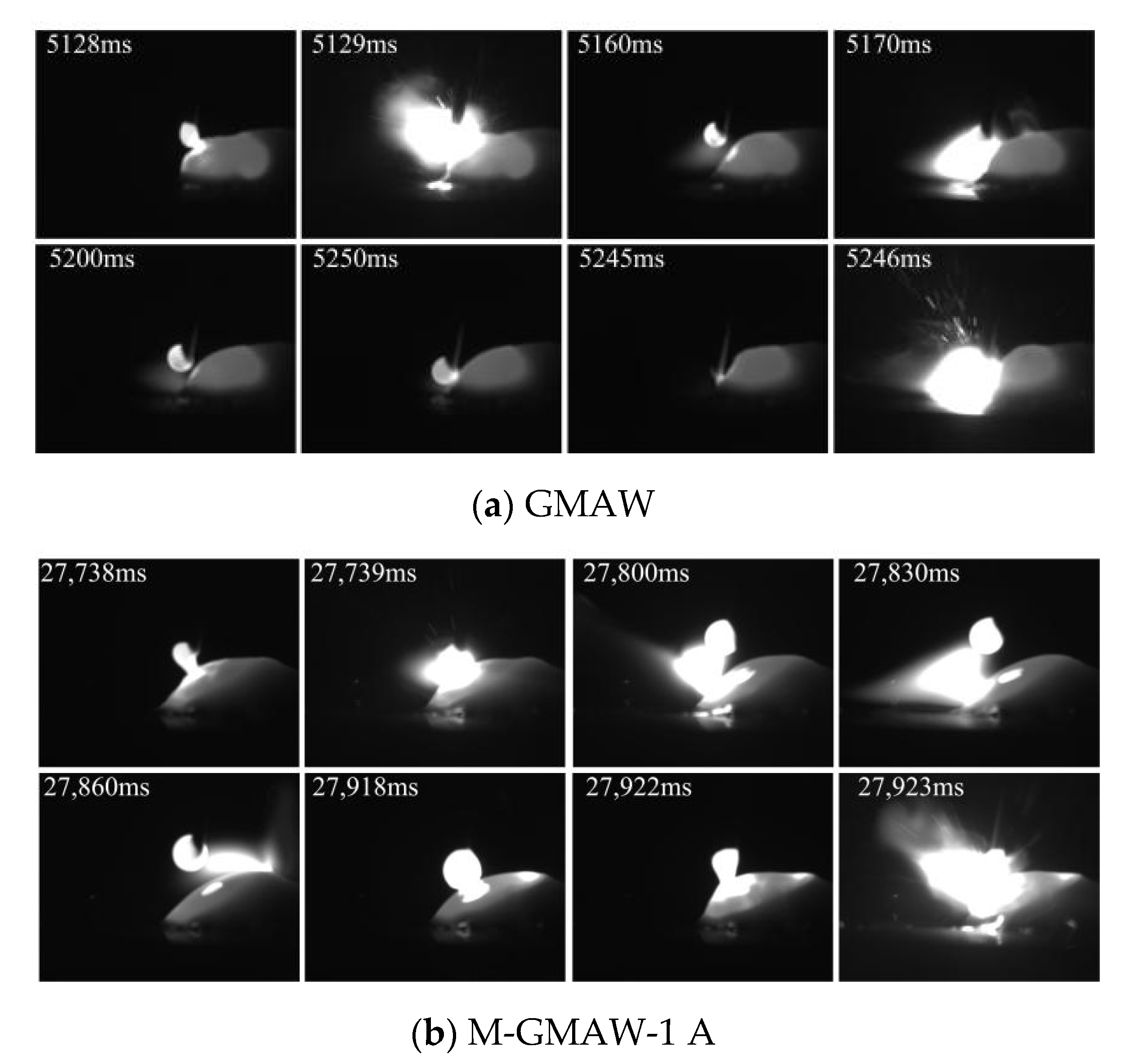
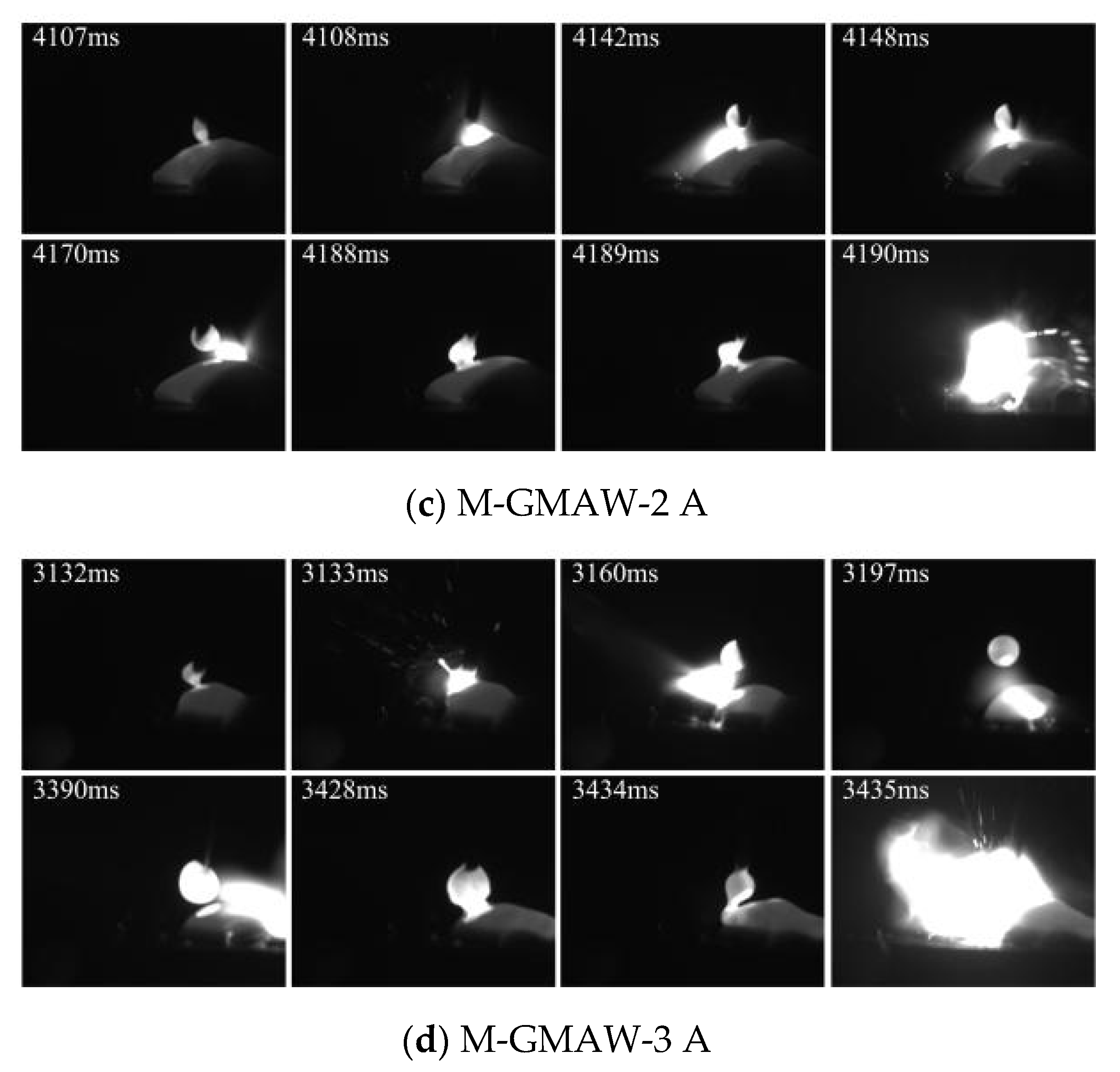
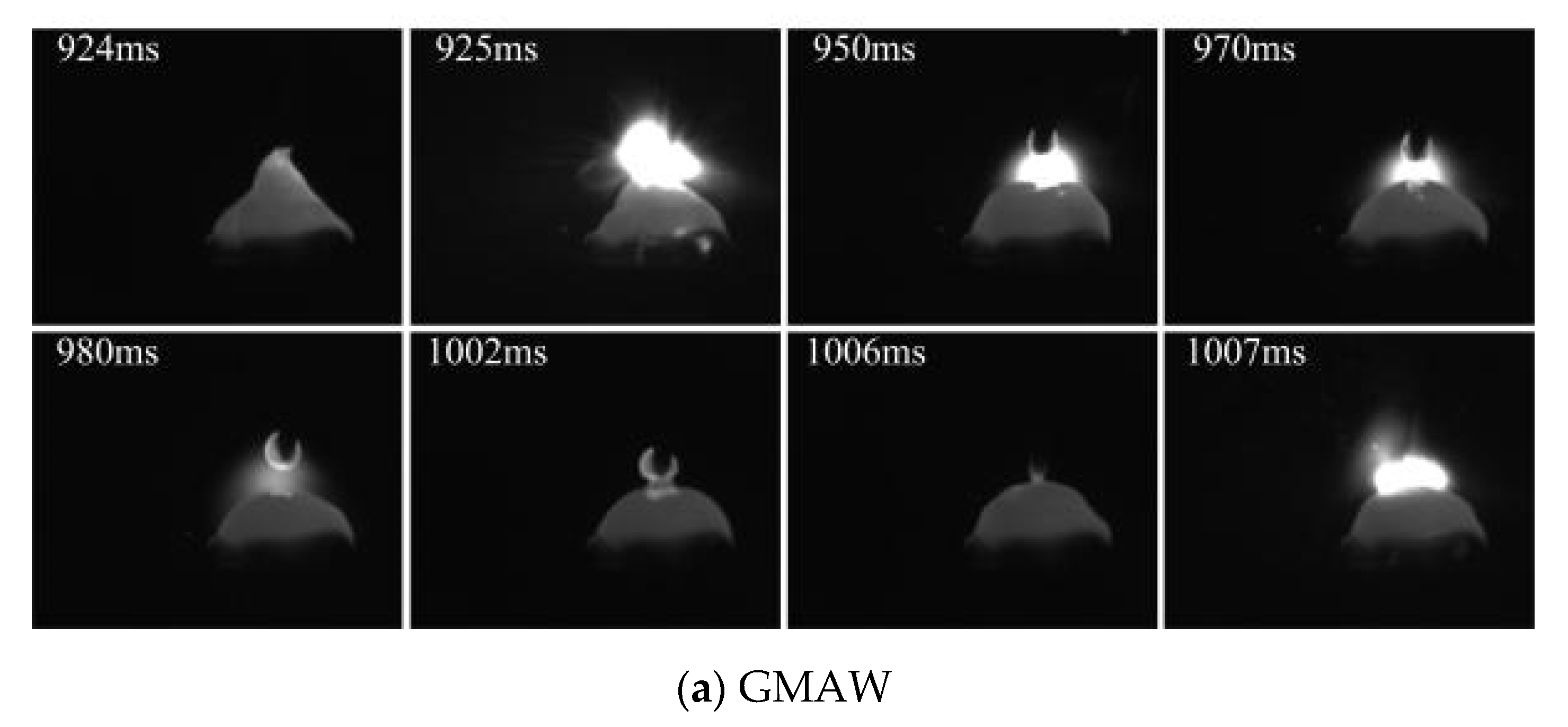
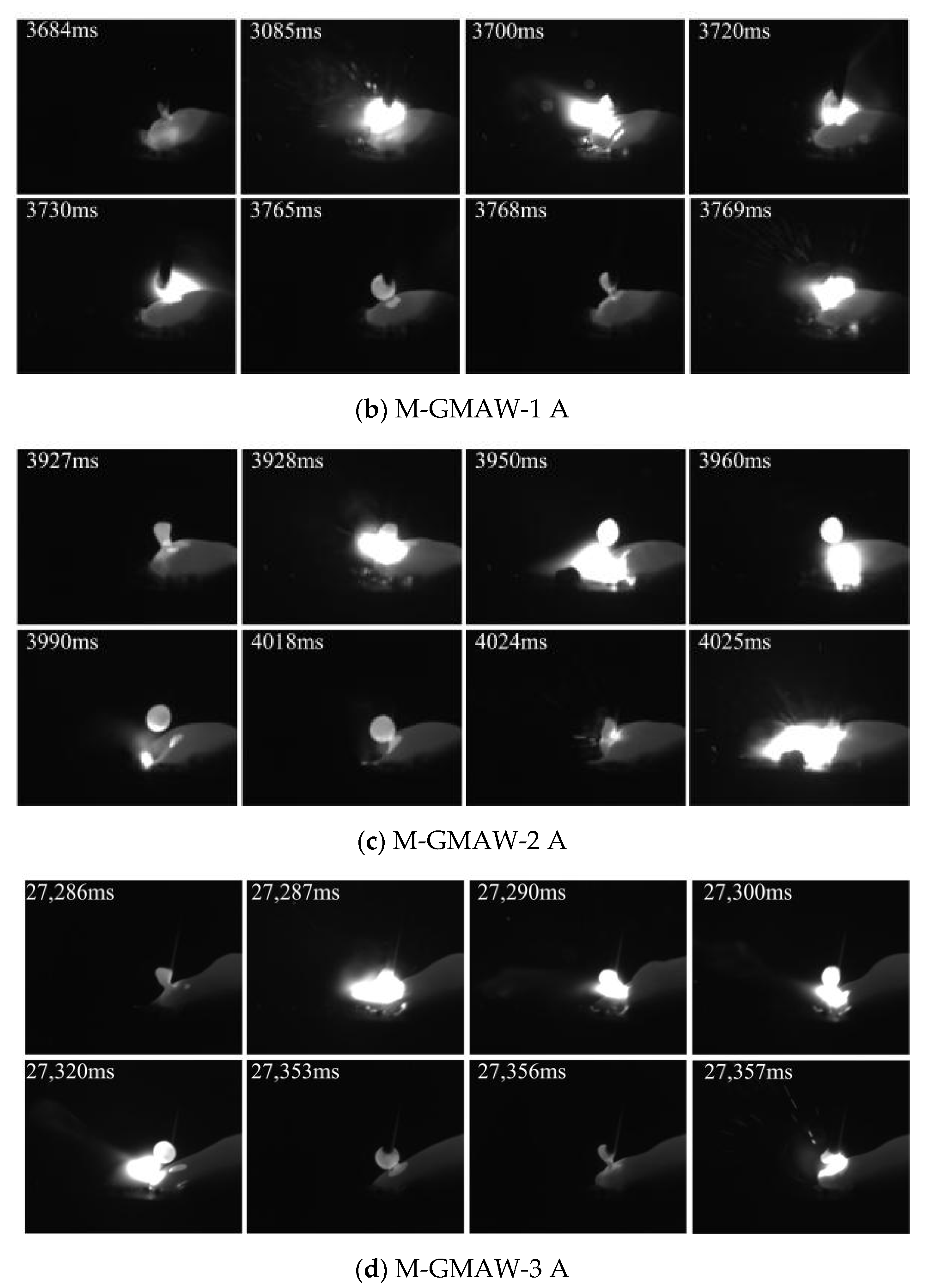
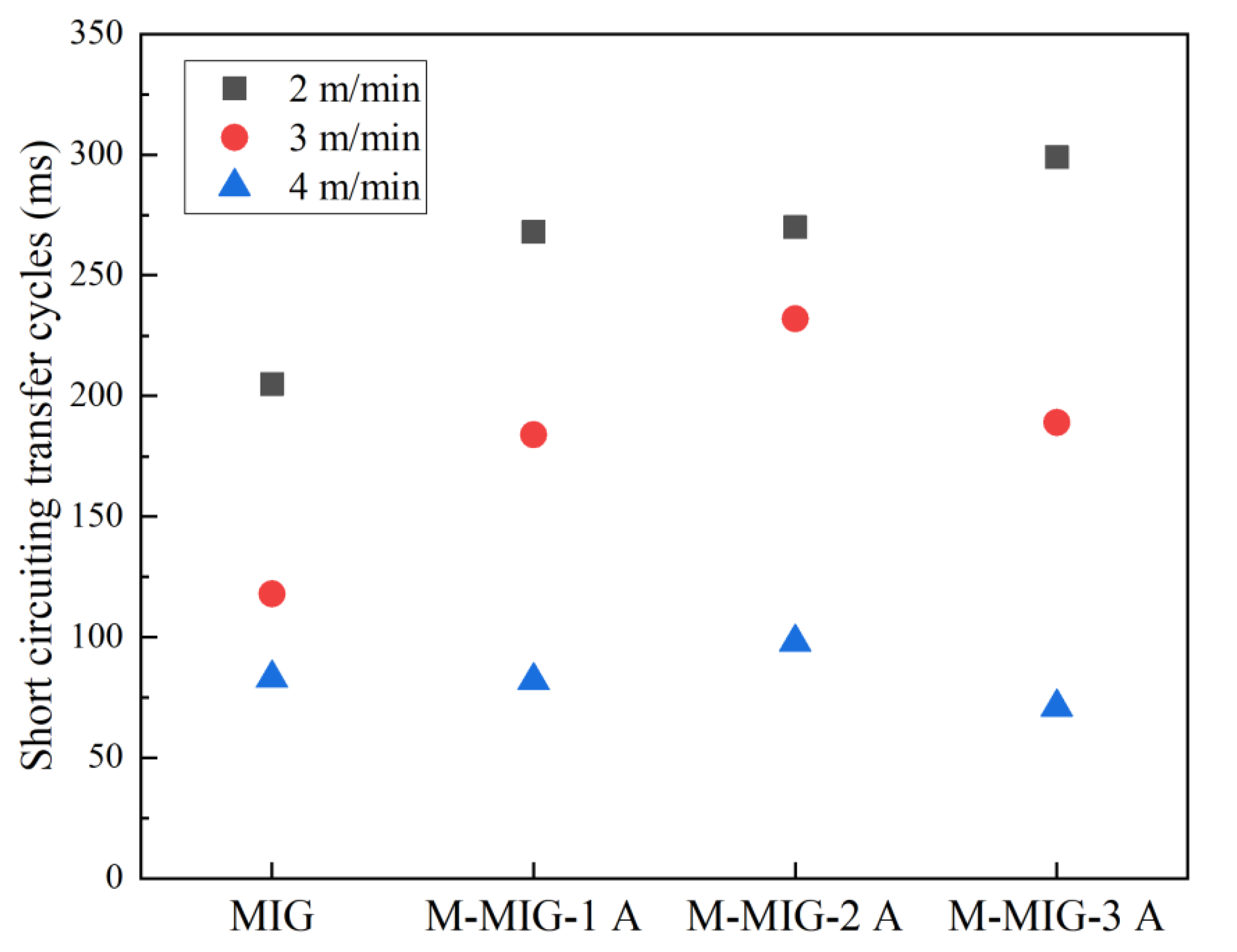
3.1. Short Circuiting Transfer
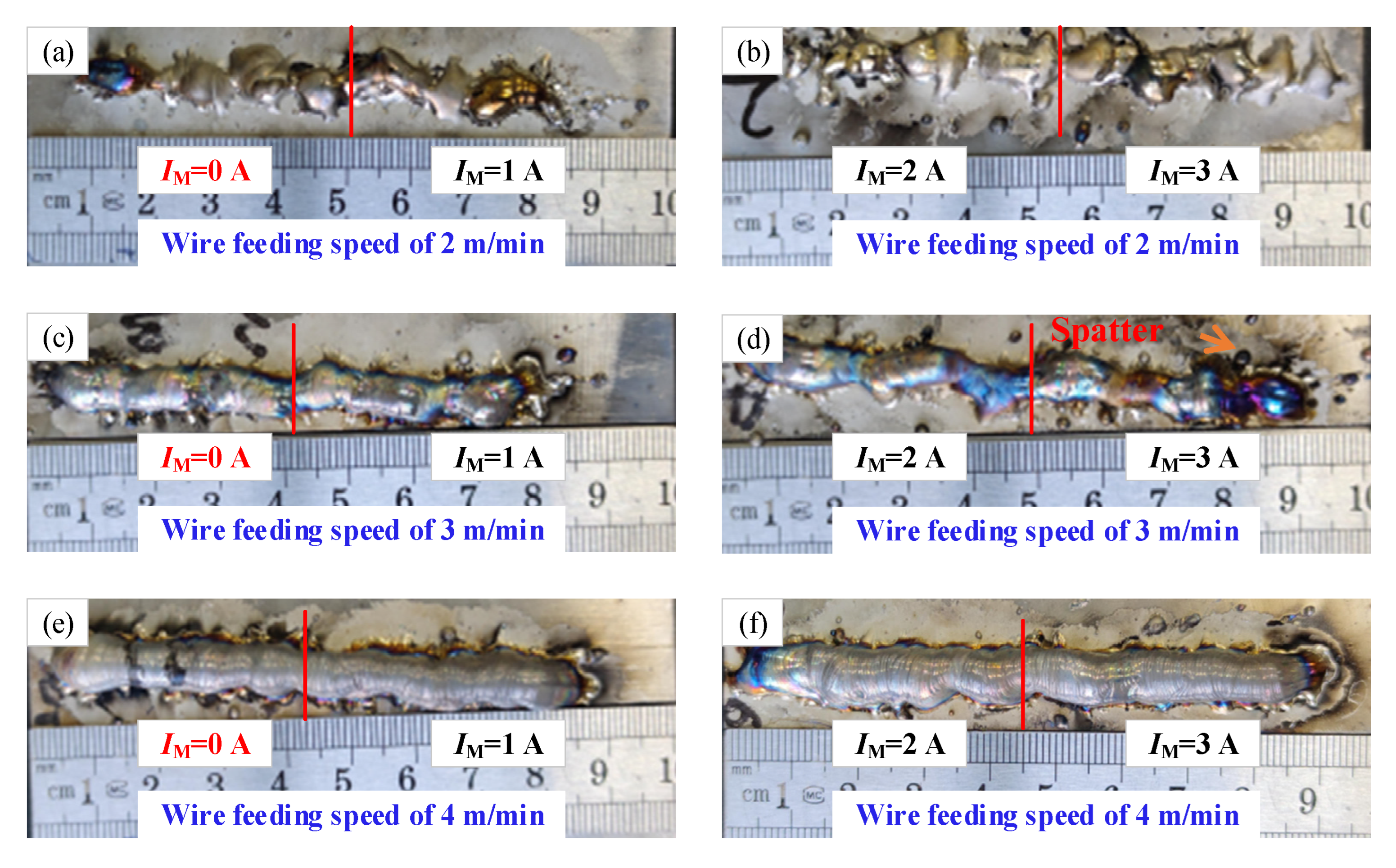
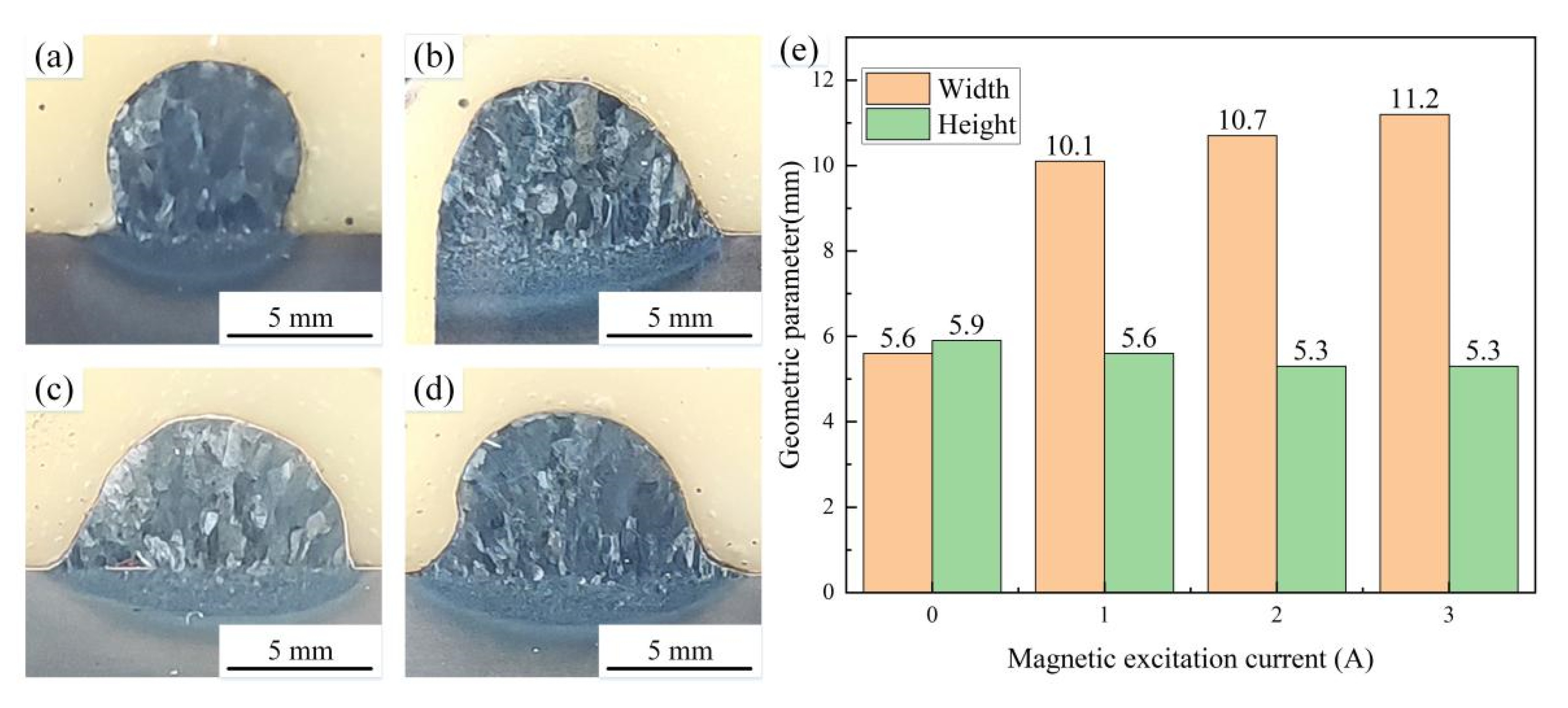
3.2. Formation
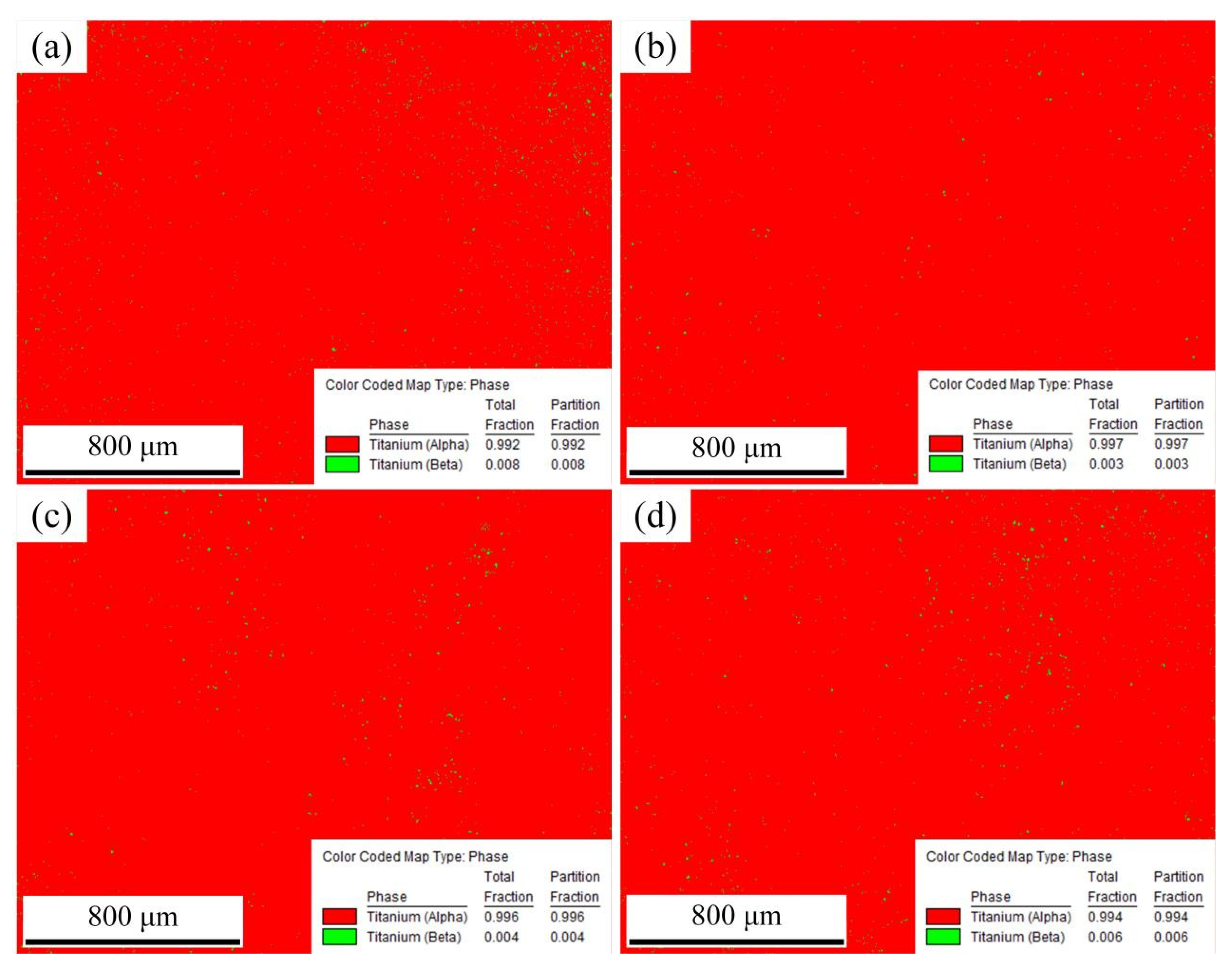
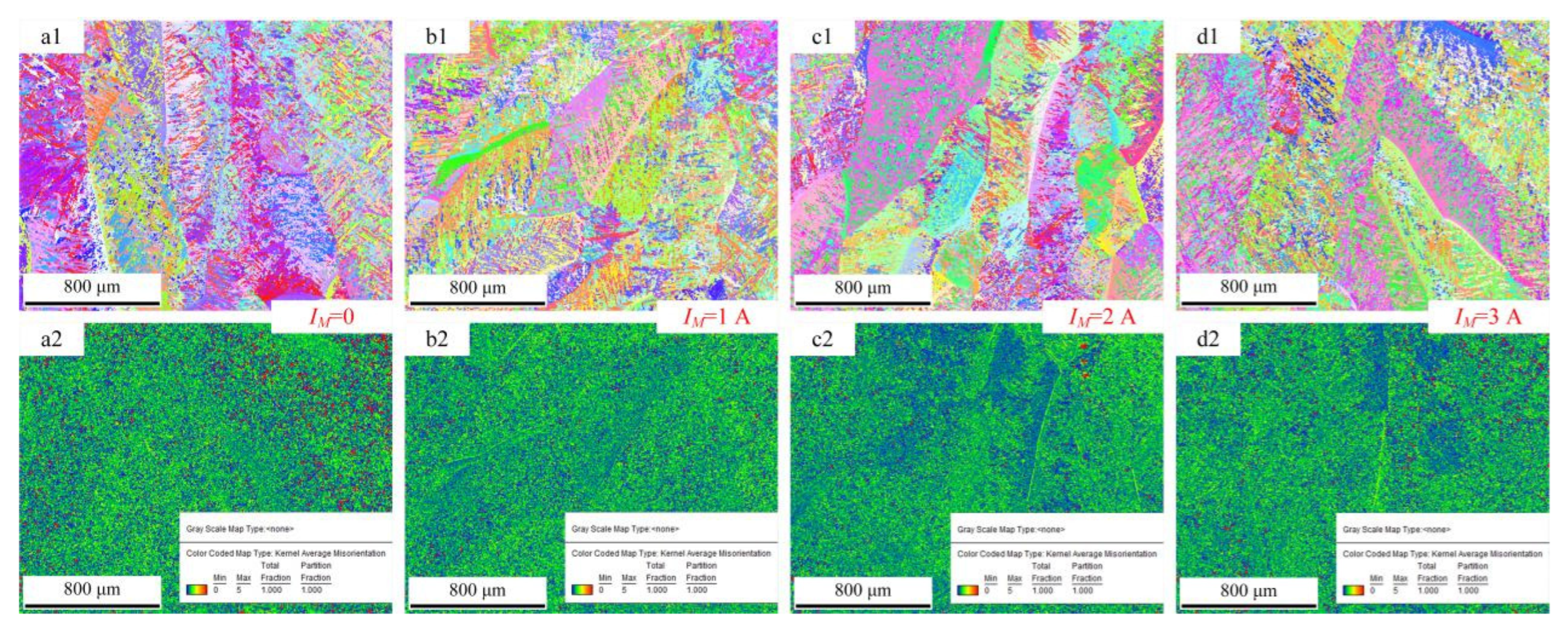
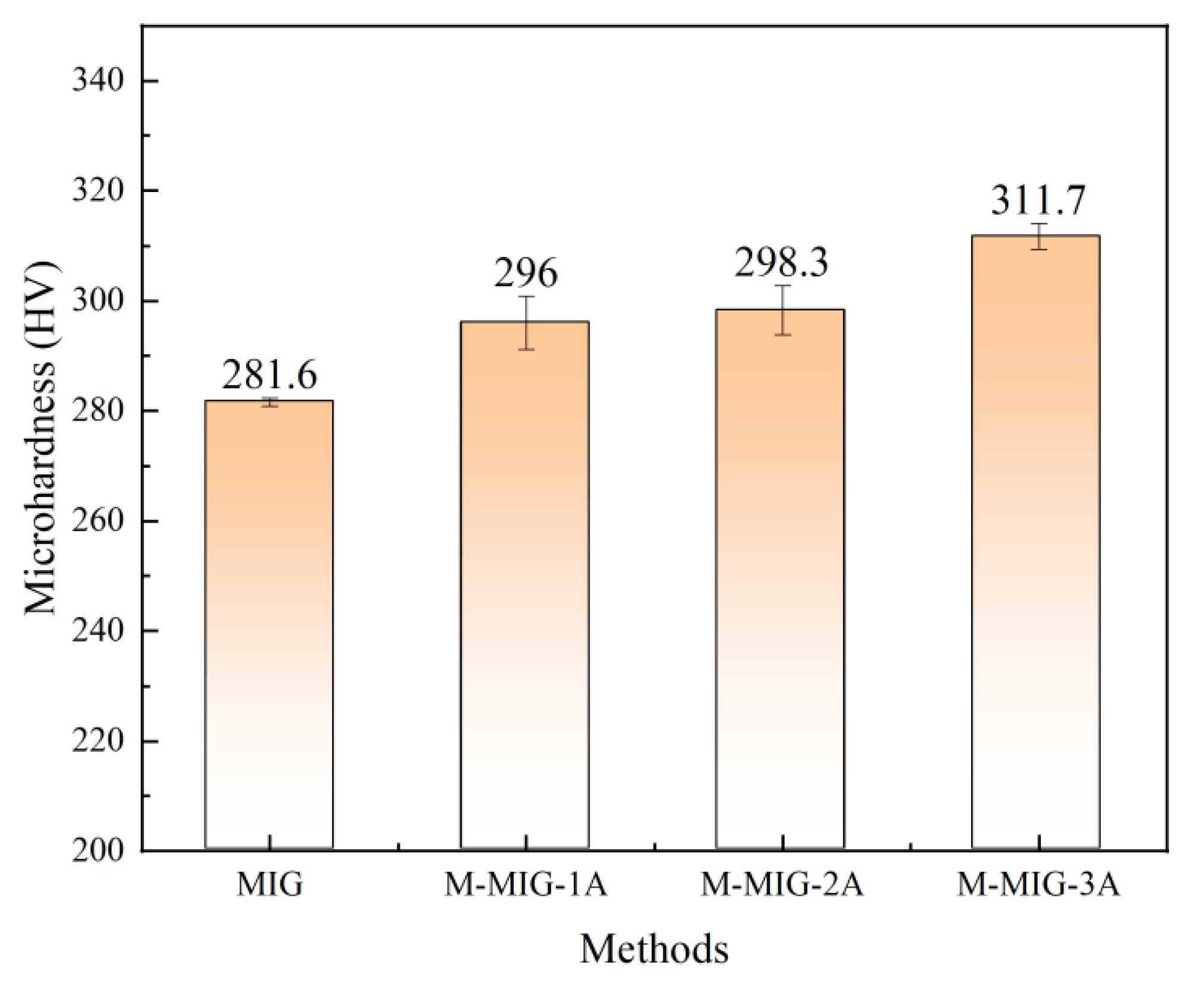
3.3. Microstructure and Microhardness
4. Conclusions
- When the wire feeding speed of 2 m/min~4 m/min was used, the model of Ti alloy droplet transfer was typical of the short-circuiting transfer. Under the action of the external longitudinal magnetic field, the rotation of arc shape was obtained, and short-circuiting transfer cycles changed.
- The uniform formation of the deposition layer was obtained with the wire feeding speed of 4 m/min. The stable droplet transfer was the key to obtaining the uniform forming of the deposition layer. The external longitudinal magnetic field could enhance the spreading of the molten pool.
- The β grain size in the M-MIG was less than that of the MIG, which was caused by the electromagnetic stirring of the molten pool. The average microhardness of the MIG deposition layer was 281.6 HV, which was less than that of M-MIG.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Knaislová, A.; Novák, P.; Cabibbo, M.; Jaworska, L.; Vojtěch, D. Development of TiAl–Si alloys—A review. Materials 2021, 14, 1030. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Chen, F.; Yang, Y.; Zhang, H. Study on appearance and mechanical behavior of additively manufacturing of Ti–6Al–4V alloy by using cold metal transfer. CIRP J. Manuf. Sci. Technol. 2021, 35, 250–258. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, S.F. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Lin, Z.; Song, K.; Yu, X. A review on wire and arc additive manufacturing of titanium alloy. J. Manuf. Process. 2021, 70, 24–45. [Google Scholar] [CrossRef]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive manufacturing of titanium alloys by electron beam melting: A review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A review on additive manufacturing of titanium alloys for aerospace applications: Directed energy deposition and beyond Ti-6Al-4V. JOM 2021, 73, 1804–1818. [Google Scholar] [CrossRef]
- Henckell, P.; Ali, Y.; Metz, A.; Bergmann, J.P.; Reimann, J. In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process. Metals 2019, 9, 578. [Google Scholar] [CrossRef] [Green Version]
- Charles Murgau, C.; Lundbäck, A.; Åkerfeldt, P.; Pederson, R. Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V. Materials 2019, 12, 3534. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Yang, C.; Fan, C.; Zhuo, Y.; Lin, S.; Chen, C. Grain refinement of additive manufactured Ti-6.5 Al-3.5 Mo-1.5 Zr-0.3 Si titanium alloy by the addition of La2O3. Mater. Lett. 2020, 275, 128170. [Google Scholar] [CrossRef]
- Zhuo, Y.; Yang, C.; Fan, C.; Lin, S.; Chen, Y.; Chen, C.; Cai, X. Grain refinement of wire arc additive manufactured titanium alloy by the combined method of boron addition and low frequency pulse arc. Mater. Sci. Eng. A 2021, 805, 140557. [Google Scholar] [CrossRef]
- Zhuo, Y.; Yang, C.; Fan, C.; Lin, S. Effects of trace boron addition and different arc types on microstructure and mechanical properties of TC11/TC17 dual alloy fabricated by wire arc additive manufacturing. Adv. Eng. Mater. 2022, 24, 2200126. [Google Scholar] [CrossRef]
- Wu, H.; Chang, Y.; Lu, L.; Bai, J. Review on magnetically controlled arc welding process. Int. J. Adv. Manuf. Technol. 2017, 91, 4263–4273. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Shen, Q.; Su, C.; Zhang, Y.; Jayalakshmi, S.; Singh, R.A. Effect of magnetic Field on the microstructure and mechanical properties of inconel 625 superalloy fabricated by wire arc additive manufacturing. J. Manuf. Process. 2021, 64, 10–19. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.; Lin, S.; Cai, X.; Yang, C.; Zhou, L. Influence of pulsed ultrasound on short transfer behaviors in gas metal arc welding. J. Mater. Process. Technol. 2019, 267, 376–383. [Google Scholar] [CrossRef]
- Zhengwu, Z.; Xiuquan, M.; Chunming, W.; Gaoyang, M. Grain refinement and orientation alternation of 10 mm 316L welds prepared by magnetic field assisted narrow gap laser-MIG hybrid welding. Mater. Charact. 2020, 164, 110311. [Google Scholar] [CrossRef]
- Wang, L.; Ma, Y.; Xu, J.; Chen, J. Improving spreadability of molten metal in MIG welding-brazing of aluminum to steel by external magnetic field. J. Manuf. Process. 2022, 81, 35–47. [Google Scholar] [CrossRef]
- Zhenshu, M.; Guangsen, C.; Qianru, W.; Changmeng, L.; Yunfeng, Z. Influence of Pulse Frequency and Heat Input on Macrostructure and Microstructure of TC4 Titanium Alloy by Arc Additive Manufacturing. Rare Met. Mater. Eng. 2018, 47, 2144–2150. [Google Scholar]
- Chen, C.; Fan, C.; Cai, X.; Lin, S.; Liu, Z.; Fan, Q.; Yang, C. Investigation of formation and microstructure of Ti-6Al-4V weld bead during pulse ultrasound assisted TIG welding. J. Manuf. Process. 2019, 46, 241–247. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Voltage (V) | Wire Feeding Speed (m/min) | Magnetic Excitation Current (A) |
|---|---|---|---|
| 1 | 19 | 2 | 0 |
| 2 | 1 | ||
| 3 | 2 | ||
| 4 | 3 | ||
| 5 | 3 | 0 | |
| 6 | 1 | ||
| 7 | 2 | ||
| 8 | 3 | ||
| 9 | 4 | 0 | |
| 10 | 1 | ||
| 11 | 2 | ||
| 12 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, C.; Sun, H.; Lu, J. Short Circuiting Transfer, Formation, and Microstructure of Ti-6Al-4V Alloy by External Longitudinal Magnetic Field Hybrid Metal Inert Gas Welding Additive Manufacturing. Materials 2022, 15, 7500. https://doi.org/10.3390/ma15217500
Shi C, Sun H, Lu J. Short Circuiting Transfer, Formation, and Microstructure of Ti-6Al-4V Alloy by External Longitudinal Magnetic Field Hybrid Metal Inert Gas Welding Additive Manufacturing. Materials. 2022; 15(21):7500. https://doi.org/10.3390/ma15217500
Chicago/Turabian StyleShi, Chao, Hongwei Sun, and Jiping Lu. 2022. "Short Circuiting Transfer, Formation, and Microstructure of Ti-6Al-4V Alloy by External Longitudinal Magnetic Field Hybrid Metal Inert Gas Welding Additive Manufacturing" Materials 15, no. 21: 7500. https://doi.org/10.3390/ma15217500
APA StyleShi, C., Sun, H., & Lu, J. (2022). Short Circuiting Transfer, Formation, and Microstructure of Ti-6Al-4V Alloy by External Longitudinal Magnetic Field Hybrid Metal Inert Gas Welding Additive Manufacturing. Materials, 15(21), 7500. https://doi.org/10.3390/ma15217500