
Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder





Abstract
:1. Introduction
2. Materials and Methods
2.1. Green Body Preparation
2.2. Box–Behnken Experimental Design and Statistical Analysis
2.3. Two-Step Sintering (TSS) of Green Bodies
2.4. Microstructural and Mechanical Characterization
3. Results and Discussion
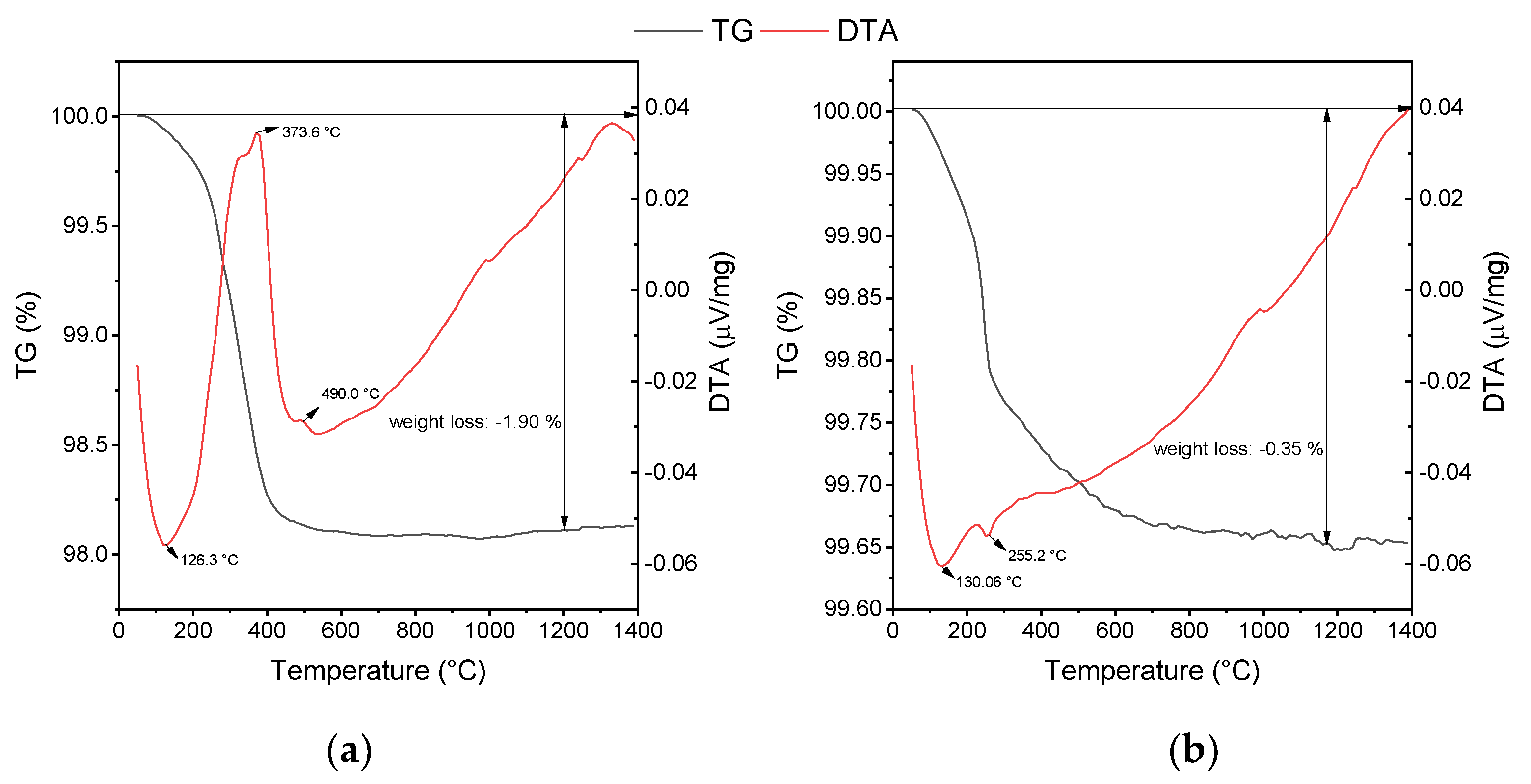
3.1. Thermal Analysis of Alumina Powders
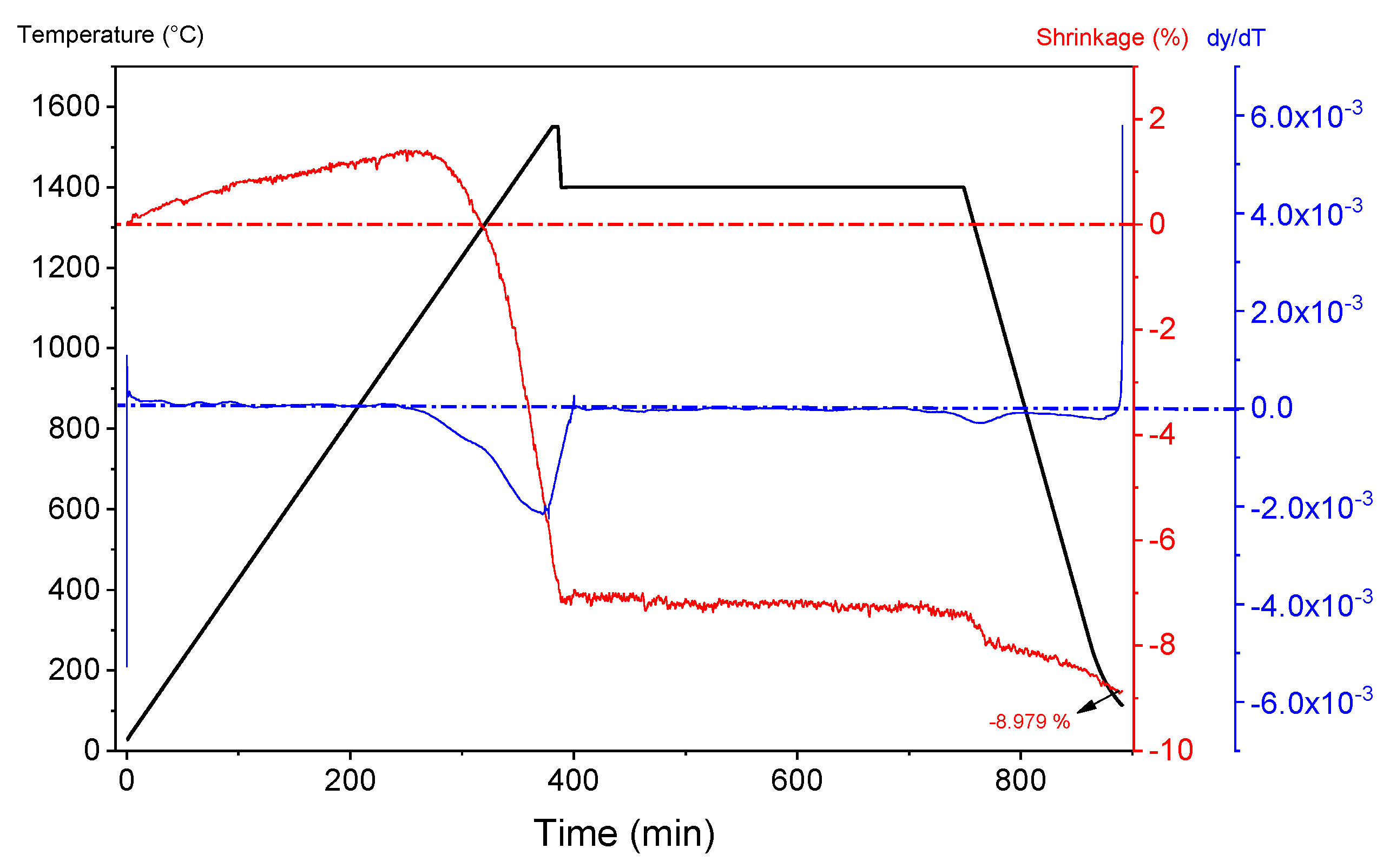
3.2. Determination of Two-Step Sintering Conditions
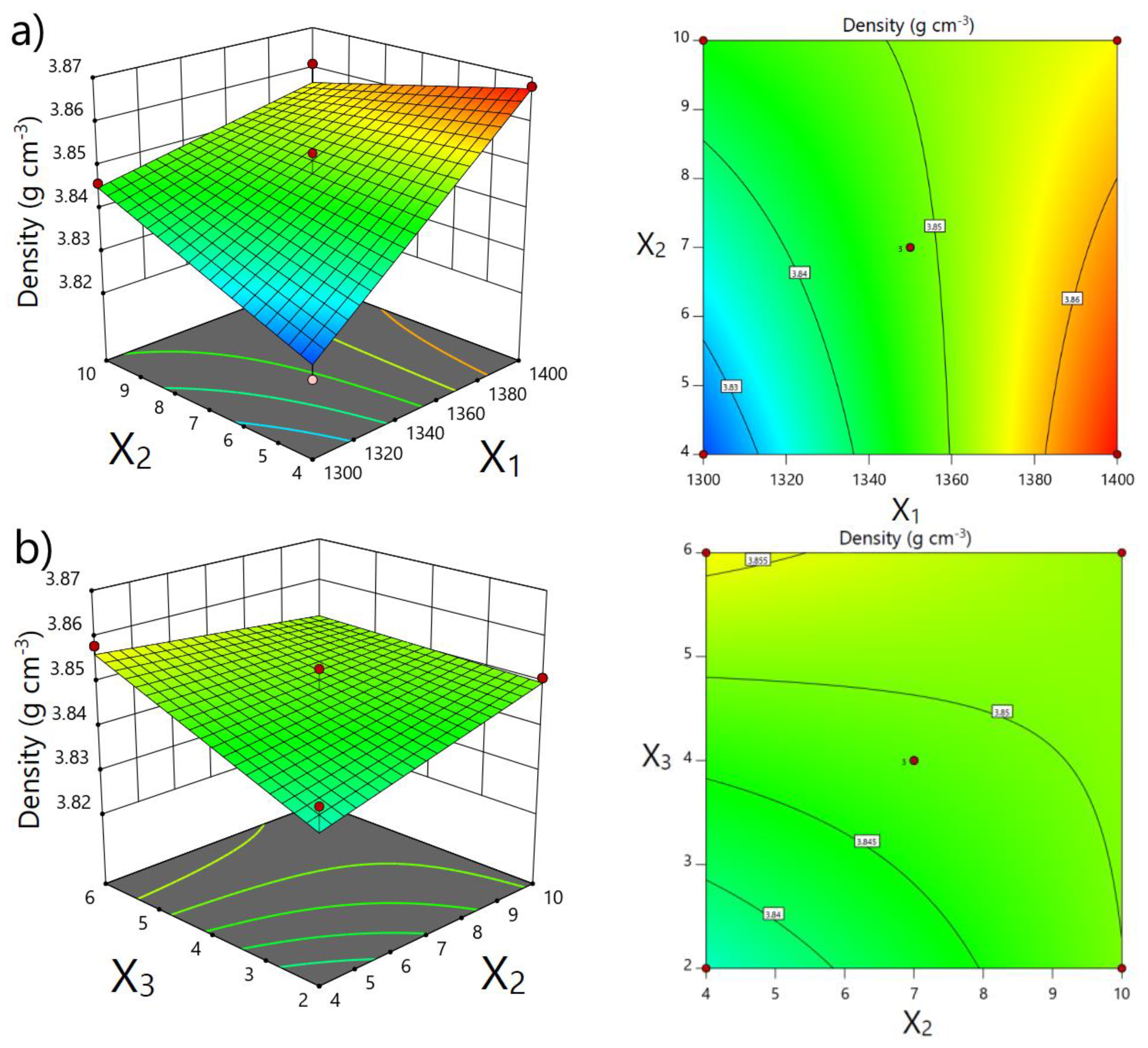
- X1 is the temperature of the second sintering step (°C),
- X2 is the heating rate (°C min−1),
- X3 is the holding time (h).
3.3. Interactive Effects of TSS Conditions on Apparent Density
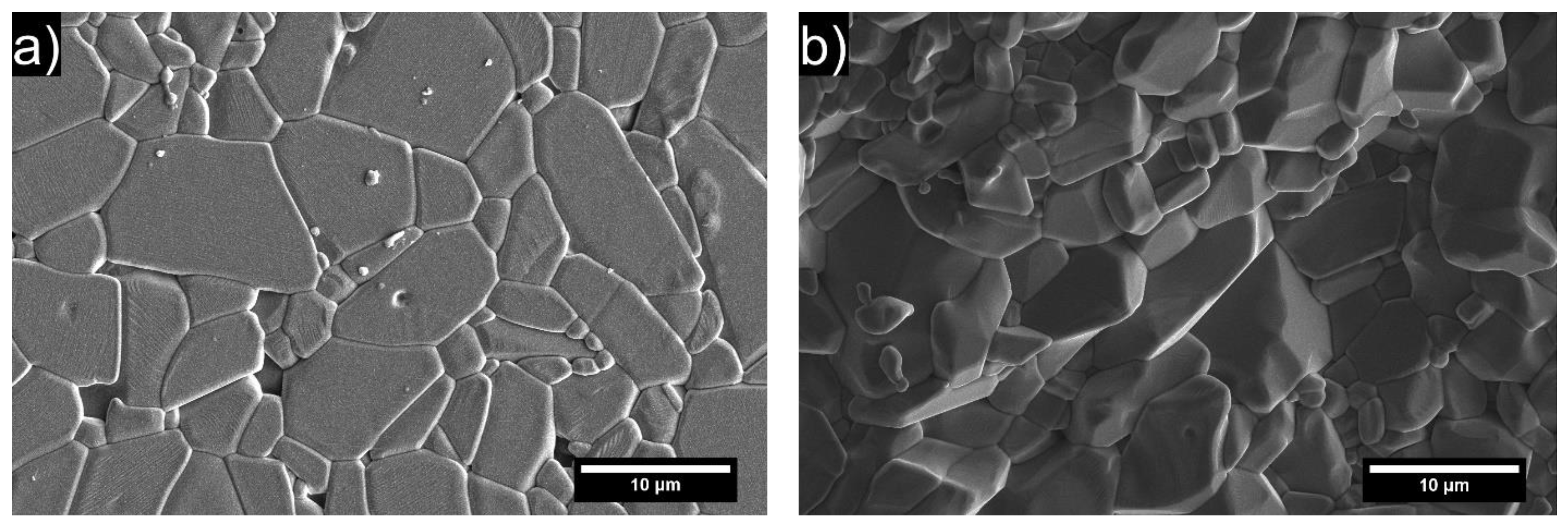
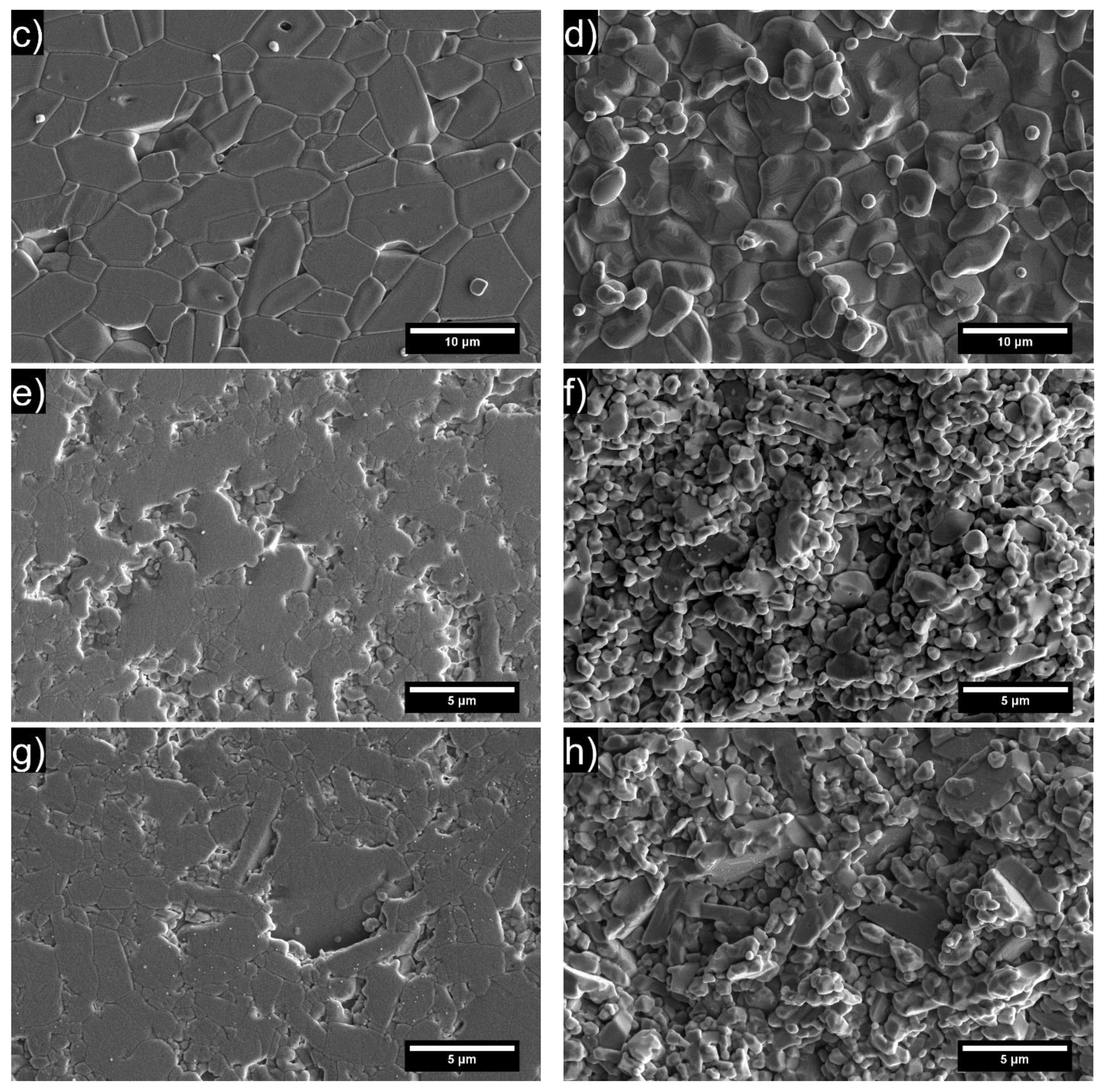
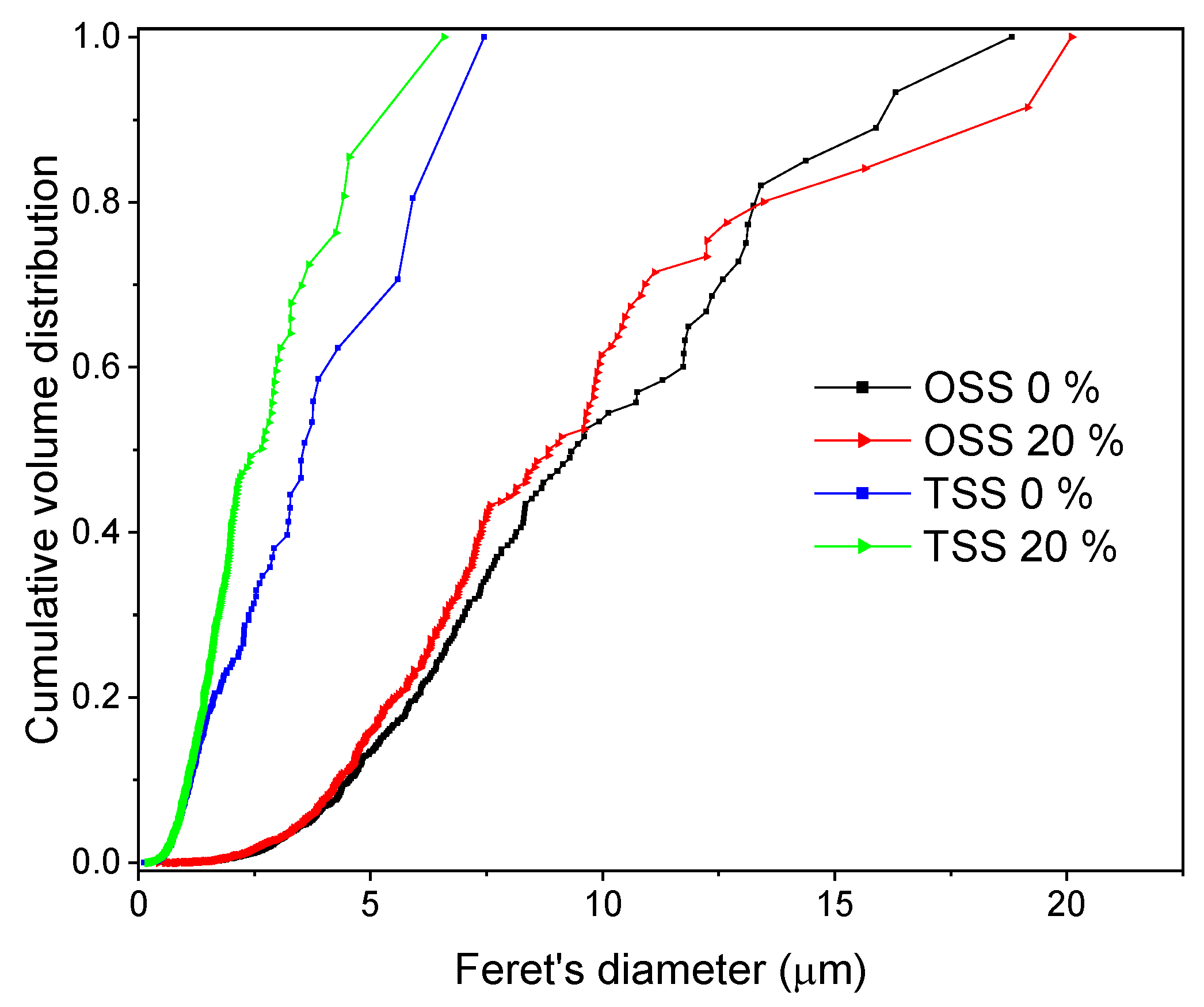
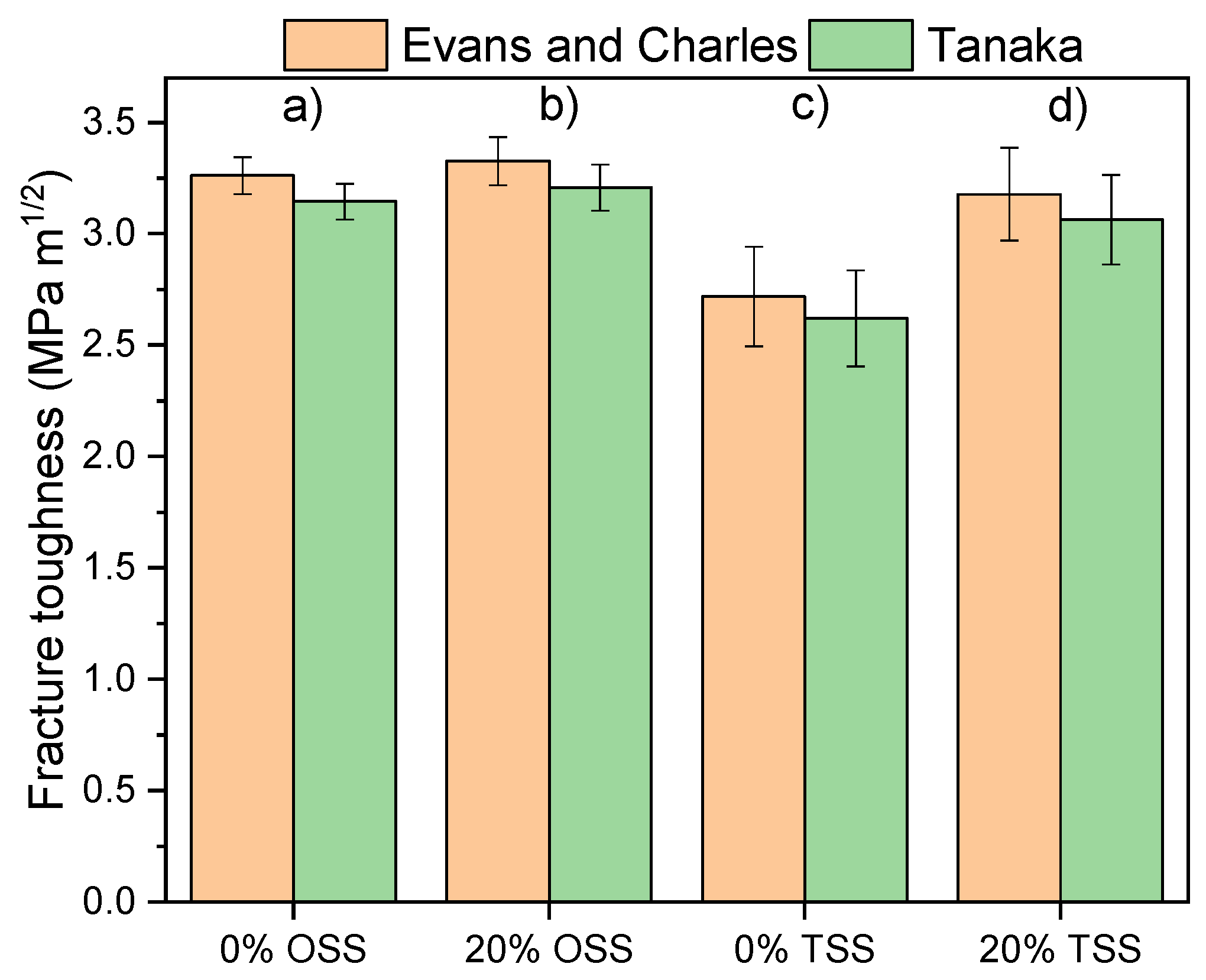
3.4. Microstructure of Sintered Alumina
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Directive (EU) 2018/851 of the European Parliament and of the Council of 30 May 2018 amending Directive 2008/98/EC on waste. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32018L0851 (accessed on 11 July 2022).
- Kučerová, M.; Mĺkva, M.; Sablik, J.; Gejguš, M. Eliminating waste in the production process using tools and methods of industrial engineering. Prod. Eng. Arch. 2015, 9, 30–34. [Google Scholar] [CrossRef]
- Fernandez de Arroyabe, J.C.; Arranz, N.; Schumann, M.; Arroyabe, M.F. The development of CE business models in firms: The role of circular economy capabilities. Technovation 2021, 106, 102292. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Lim, N.H.A.S.; Tahir, M.M.; Alyousef, R.; Samadi, M.; Alabduljabbar, H.; Mohamed, A.M. Effects of Waste Ceramic as Cement and Fine Aggregate on Durability Performance of Sustainable Mortar. Arab. J. Sci. Eng. 2020, 45, 3623–3634. [Google Scholar] [CrossRef]
- Ruys, A. Introduction to Alumina Ceramics. In Alumina Ceramics; Woodhead Publishing: Sawston, UK, 2019; pp. 1–37. ISBN 9780081024423. [Google Scholar]
- Vukšić, M.; Žmak, I.; Ćurković, L.; Ćorić, D.; Jenuš, P.; Kocjan, A. Evaluating recycling potential of waste alumina powder for ceramics production using response surface methodology. J. Mater. Res. Technol. 2021, 11, 866–874. [Google Scholar] [CrossRef]
- Lóh, N.J.; Simão, L.; Faller, C.A.; De Noni, A.; Montedo, O.R.K. A review of two-step sintering for ceramics. Ceram. Int. 2016, 42, 12556–12572. [Google Scholar] [CrossRef]
- Salernitano, E.; Grilli, S.; Mazzanti, F.; Fabbri, P.; Magnani, G. Definition of the parameters for the densification of ceramics by two-step solid state sintering. Open Ceram. 2022, 9, 100242. [Google Scholar] [CrossRef]
- Makireddi, D.; Ghuge, V.D.; Thakare, G.; Thawre, M.M. Application of two-step sintering cycle to 20–30 nm α-Al2O3 compacts to investigate microstructure, hardness, strength, density and corundum formation. Mater. Res. Express 2020, 6, 1250e1. [Google Scholar] [CrossRef]
- Maca, K.; Pouchly, V.; Zalud, P. Two-Step Sintering of oxide ceramics with various crystal structures. J. Eur. Ceram. Soc. 2010, 30, 583–589. [Google Scholar] [CrossRef]
- Bodišová, K.; Galusek, D.; Švančárek, P.; Pouchlý, V.; Maca, K. Grain growth suppression in alumina via doping and two-step sintering. Ceram. Int. 2015, 41, 11975–11983. [Google Scholar] [CrossRef]
- Galusek, D.; Ghillányová, K.; Sedláček, J.; Kozánková, J.; Šajgalík, P. The influence of additives on microstrucutre of sub-micron alumina ceramics prepared by two-stage sintering. J. Eur. Ceram. Soc. 2012, 32, 1965–1970. [Google Scholar] [CrossRef]
- Isobe, T.; Ooyama, A.; Shimizu, M.; Nakajima, A. Pore size control of Al2O3 ceramics using two-step sintering. Ceram. Int. 2012, 38, 787–793. [Google Scholar] [CrossRef]
- Bodišová, K.; Šajgalík, P.; Galusek, D.; Švančárek, P. Two-Stage Sintering of Alumina with Submicrometer Grain Size. J. Am. Ceram. Soc. 2007, 90, 330–332. [Google Scholar] [CrossRef]
- Vukšić, M.; Žmak, I.; Ćurković, L.; Kocjan, A. Spark plasma sintering of dense alumina ceramics from industrial waste scraps. Open Ceram. 2021, 5, 100076. [Google Scholar] [CrossRef]
- Vukšić, M.; Žmak, I.; Ćurković, L.; Ćorić, D. Effect of Additives on Stability of Alumina—Waste Alumina Suspension for Slip Casting: Optimization Using Box-Behnken Design. Materials 2019, 12, 1738. [Google Scholar] [CrossRef] [Green Version]
- Myers, H.R.; Montgomery, C.D.; Anderson-Cook, M.C. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; Wiley: Hoboken, NJ, USA, 2016; ISBN 978-1-118-91601-8. [Google Scholar]
- Lóh, N.J.; Simão, L.; Jiusti, J.; De Noni Jr., A.; Montedo, O.R.K. Effect of temperature and holding time on the densification of alumina obtained by two-step sintering. Ceram. Int. 2017, 43, 8269–8275. [Google Scholar] [CrossRef]
- Lóh, N.J.; Simão, L.; Jiusti, J.; Arcaro, S.; Raupp-Pereira, F.; De Noni, A.; Montedo, O.R.K. Densified alumina obtained by two-step sintering: Impact of the microstructure on mechanical properties. Ceram. Int. 2020, 46, 12740–12743. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Tomaszewska, J.; Żurowski, R.; Wachowski, M.; Piotrkiewicz, P.; Konopka, K. Zirconia–Alumina Composites Obtained by Centrifugal Slip Casting as Attractive Sustainable Material for Application in Construction. Materials 2021, 14, 250. [Google Scholar] [CrossRef]
- Althyabat, S.; Miles, N. An improved estimation of size distribution from particle profile measurements. Powder Technol. 2006, 166, 152–160. [Google Scholar] [CrossRef]
- Kulyk, V.V.; Duriagina, Z.A.; Vasyliv, B.D.; Vavrukh, V.I.; Lyutyy, P.Y.; Kovbasiuk, T.M.; Holovchuk, M.Y. Effects of Yttria content and sintering temperature on the microstructure and tendency to brittle fracture of yttria-stabilized Zirconia. Arch. Mater. Sci. Eng. 2021, 109, 65–79. [Google Scholar] [CrossRef]
- Liang, K.M.; Orange, G.; Fantozzi, G. Evaluation by indentation of fracture toughness of ceramic materials. J. Mater. Sci. 1990, 25, 207–214. [Google Scholar] [CrossRef]
- Ćorić, D.; Majić Renjo, M.; Ćurković, L. Vickers indentation fracture toughness of Y-TZP dental ceramics. Int. J. Refract. Met. Hard Mater. 2017, 64, 14–19. [Google Scholar] [CrossRef]
- Roebuck, B.; Bennett, E.G.; Lay, L.A.; Morrell, R. The Measurement of Palmqvist Toughness for Hard and Brittle Materials; National Physical Laboratory: Teddington, UK, 2008. [Google Scholar]
- Evans, A.G.; Charles, E.A. Fracture Toughness Determinations by Indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Tanaka, K. Elastic/plastic indentation hardness and indentation fracture toughness: The inclusion core model. J. Mater. Sci. 1987, 22, 1501–1508. [Google Scholar] [CrossRef]
- Trindade, W.; de Matos Chagas, C.F.; Gomes, A.V.; Louro, L.H.L. Organic Binder Burnout in Alumina Processing. In Proceedings of the Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 798–799, pp. 653–658. [Google Scholar] [CrossRef]
- Vasile, B.S.; Dobra, G.; Iliev, S.; Cotet, L.; Neacsu, I.A.; Nicoara, A.I.; Surdu, V.A.; Boiangiu, A.; Filipescu, L. Thermally Activated Al(OH)3: Part I—Morphology and Porosity Evaluation. Ceramics 2021, 4, 265–277. [Google Scholar] [CrossRef]
- Krupa, P.; Malinarič, S. Thermal properties of green alumina porcelain. Ceram. Int. 2015, 41, 3254–3258. [Google Scholar] [CrossRef]
- Nakonieczny, D.S.; Kern, F.; Dufner, L.; Dubiel, A.; Antonowicz, M.; Matus, K. Effect of Calcination Temperature on the Phase Composition, Morphology, and Thermal Properties of ZrO2 and Al2O3 Modified with APTES (3-aminopropyltriethoxysilane). Materials 2021, 14, 6651. [Google Scholar] [CrossRef]
- Boumaza, A.; Favaro, L.; Lédion, J.; Sattonnay, G.; Brubach, J.B.; Berthet, P.; Huntz, A.M.; Roy, P.; Tétot, R. Transition alumina phases induced by heat treatment of boehmite: An X-ray diffraction and infrared spectroscopy study. J. Solid State Chem. 2009, 182, 1171–1176. [Google Scholar] [CrossRef]
- Lamouri, S.; Hamidouche, M.; Bouaouadja, N.; Belhouchet, H.; Garnier, V.; Fantozzi, G.; Trelkat, J.F. Control of the γ-alumina to α-alumina phase transformation for an optimized alumina densification. Boletín la Soc. Española Cerámica y Vidr. 2017, 56, 47–54. [Google Scholar] [CrossRef] [Green Version]
- Palmero, P.; Lombardi, M.; Montanaro, L.; Azar, M.; Chevalier, J.; Garnier, V.; Fantozzi, G. Effect of heating rate on phase and microstructural evolution during pressureless sintering of a nanostructured transition alumina. Int. J. Appl. Ceram. Technol. 2009, 6, 420–430. [Google Scholar] [CrossRef]
- Sutharsini, U. Two-Step Sintering of Ceramics. In Sintering of Functional Materials; Thanihaichelvan, M., Ed.; IntechOpen: Rijeka, Croatia, 2018; Chapter 1; ISBN 978-953-51-3757-3. [Google Scholar]
- Whitcomb, P.J.; Anderson, M.J. RSM Simplified—Optimizing Process Using Response Surface Methods for Design of Experiments, 2nd ed.; Productivity Press: New York, NY, USA, 2017; ISBN 9781315382326. [Google Scholar]
- Landek, D.; Ćurković, L.; Gabelica, I.; Kerolli Mustafa, M.; Žmak, I. Optimization of Sintering Process of Alumina Ceramics Using Response Surface Methodology. Sustainability 2021, 13, 6739. [Google Scholar] [CrossRef]
- Messing, G.L.; Poterala, S.; Chang, Y.F.; Frueh, T.; Kupp, E.R.; Watson, B.H.; Walton, R.L.; Brova, M.J.; Hofer, A.K.; Bermejo, R.; et al. Texture-engineered ceramics-Property enhancements through crystallographic tailoring. J. Mater. Res. 2017, 32, 3219–3241. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Duan, X.; Qiu, B.; Yang, Z.; Cai, D.; He, P.; Jia, D.; Zhou, Y. Preparation and anisotropic properties of textured structural ceramics: A review. J. Adv. Ceram. 2019, 8, 289–332. [Google Scholar] [CrossRef] [Green Version]
- Hofer, A.K.; Walton, R.; Ševeček, O.; Messing, G.L.; Bermejo, R. Design of damage tolerant and crack-free layered ceramics with textured microstructure. J. Eur. Ceram. Soc. 2020, 40, 427–435. [Google Scholar] [CrossRef]
- Auerkari, P. Mechanical and Physical Properties of Engineering Alumina Ceramics; VTT Tiedotteita—Meddelanden—Research Notes BT—Mechanical and Physical Properties of Engineering Alumina ceramics; VTT Technical Research Centre of Finland: Espoo, Finland, 1996; ISBN 951-38-4987-2. [Google Scholar]
- Johnson, R. (Ed.) Handbook of Advanced Ceramics and Composites-Defense, Security, Aerospace and Energy Applications; Springer: Cham, Switzerland, 2020; ISBN 978-3-030-16346-4. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Component | MgO | Fe2O3 | SiO2 | Na2O | CaO | Al2O3 |
|---|---|---|---|---|---|---|---|
| Pure | wt. % | 0.06 | 0.02 | 0.02 | 0.05 | 0.01 | rest |
| WAP 1 | wt. % | 0.10 | 0.02 | 0.02 | 0.08 | 0.03 | rest |
| Run | Temperature of Second Sintering Step (°C) | Heating Rate (°C min−1) | Holding Time (h) | |||
|---|---|---|---|---|---|---|
| Coded | Actual | Coded | Actual | Coded | Actual | |
| 1 | 0 | 1350 | −1 | 4 | 1 | 6 |
| 2 | 1 | 1400 | 0 | 7 | 1 | 6 |
| 3 | 0 | 1350 | 1 | 10 | −1 | 2 |
| 4 | 0 | 1350 | 0 | 7 | 0 | 4 |
| 5 | 1 | 1400 | 1 | 10 | 0 | 4 |
| 6 | −1 | 1300 | −1 | 4 | 0 | 4 |
| 7 | 1 | 1400 | 0 | 7 | −1 | 2 |
| 8 | 0 | 1350 | 1 | 10 | 1 | 6 |
| 9 | 1 | 1400 | −1 | 4 | 0 | 4 |
| 10 | −1 | 1300 | 1 | 10 | 0 | 4 |
| 11 | 0 | 1350 | 0 | 7 | 0 | 4 |
| 12 | 0 | 1350 | 0 | 7 | 0 | 4 |
| 13 | 0 | 1350 | −1 | 4 | −1 | 2 |
| 14 | −1 | 1300 | 0 | 7 | −1 | 2 |
| 15 | −1 | 1300 | 0 | 7 | 1 | 6 |
| Box–Behnken Design | |||||
|---|---|---|---|---|---|
| Run | X1 Temperature of Second Sintering Step | X2 Heating Rate | X3 Holding Time | Y Apparent Density | |
| (°C) | (°C min−1) | (h) | Experimental (g cm−3) | Predicted (g cm−3) | |
| 1 | 1350 | 4 | 6 | 3.858 | 3.856 |
| 2 | 1400 | 7 | 6 | 3.865 | 3.867 |
| 3 | 1350 | 10 | 2 | 3.851 | 3.850 |
| 4 | 1350 | 7 | 4 | 3.853 | 3.848 |
| 5 | 1400 | 10 | 4 | 3.861 | 3.856 |
| 6 | 1300 | 4 | 4 | 3.821 | 3.824 |
| 7 | 1400 | 7 | 2 | 3.852 | 3.856 |
| 8 | 1350 | 10 | 6 | 3.849 | 3.851 |
| 9 | 1400 | 4 | 4 | 3.868 | 3.868 |
| 10 | 1300 | 10 | 4 | 3.846 | 3.845 |
| 11 | 1350 | 7 | 4 | 3.841 | 3.848 |
| 12 | 1350 | 7 | 4 | 3.848 | 3.848 |
| 13 | 1350 | 4 | 2 | 3.841 | 3.836 |
| 14 | 1300 | 7 | 2 | 3.827 | 3.829 |
| 15 | 1300 | 7 | 6 | 3.843 | 3.840 |
| Source | Apparent Density Model | |||
|---|---|---|---|---|
| Sum of Squares | df | F-Value | p-Value | |
| Model | 0.0021 | 5 | 20.45 | 0.0001 |
| X1 | 0.0015 | 1 | 71.69 | <0.0001 |
| X2 | 0.0000 | 1 | 2.18 | 0.1741 |
| X3 | 0.0002 | 1 | 30.83 | 0.0077 |
| X1X2 | 0.0003 | 1 | 2.66 | 0.0066 |
| X2X3 | 0.0001 | 1 | 3.75 | 0.0665 |
| Residual | 0.0002 | 9 | ||
| Lack of fit | 0.0001 | 7 | 0.4473 | 0.8225 |
| Pure error | 0.0001 | 2 | = 0.9191 | |
| Total | 0.0023 | 14 | = 0.8742 | |
| C.V. % = 0.1183 | Adequate precision = 15.0250 | |||
| Sample ID | Sintering Method | WAP (dwb. %) | T1 (°C) | T2 (°C) | t2 (h) | Green Density (%) | Relative Density (%) | AGS (µm) | HV10 (GPa) |
|---|---|---|---|---|---|---|---|---|---|
| OSS 0 | OSS | 0 | 1650 | - | 5 | 59.43 ± 2.31 | 98.20 ± 0.53 | 3.91 ± 2.65 | 14.70 ± 0.45 |
| OSS 20 | OSS | 20 | 1650 | - | 5 | 62.77 ± 2.14 | 98.40 ± 0.30 | 3.63 ± 2.49 | 14.48 ± 0.30 |
| TSS 0 | TSS | 0 | 1550 | 1400 | 5 | 61.01 ± 7.59 | 95.98 ± 0.50 | 0.87 ± 0.66 | 10.18 ± 0.34 |
| TSS 20 | TSS | 20 | 1550 | 1400 | 5 | 57.67 ± 3.75 | 97.04 ± 0.18 | 0.88 ± 0.60 | 12.10 ± 0.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vukšić, M.; Žmak, I.; Ćurković, L.; Kocjan, A. Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder. Materials 2022, 15, 7840. https://doi.org/10.3390/ma15217840
Vukšić M, Žmak I, Ćurković L, Kocjan A. Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder. Materials. 2022; 15(21):7840. https://doi.org/10.3390/ma15217840
Chicago/Turabian StyleVukšić, Milan, Irena Žmak, Lidija Ćurković, and Andraž Kocjan. 2022. "Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder" Materials 15, no. 21: 7840. https://doi.org/10.3390/ma15217840
APA StyleVukšić, M., Žmak, I., Ćurković, L., & Kocjan, A. (2022). Effect of Two-Step Sintering on Properties of Alumina Ceramics Containing Waste Alumina Powder. Materials, 15(21), 7840. https://doi.org/10.3390/ma15217840