
Analysis of the Extrusion Process of Aluminium Alloy Profiles

Abstract
:1. Introduction
2. Purpose and Scope of the Study
3. Materials and Methods
- -
- Temperature: 350 °C, 400 °C, 450 °C, 500 °C, and 550 °C.
- -
- Deformation velocity: 0.01 s−1, 0.1 s−1, 1 s−1, 10 s−1, and 30 s−1.
- -
- Actual deformation: max. 1.15 for the GLEEBLE 3800 simulator.
4. Analysis of Modelling Results of the Panel Profile Extrusion Process Using the Forge®NxT Software
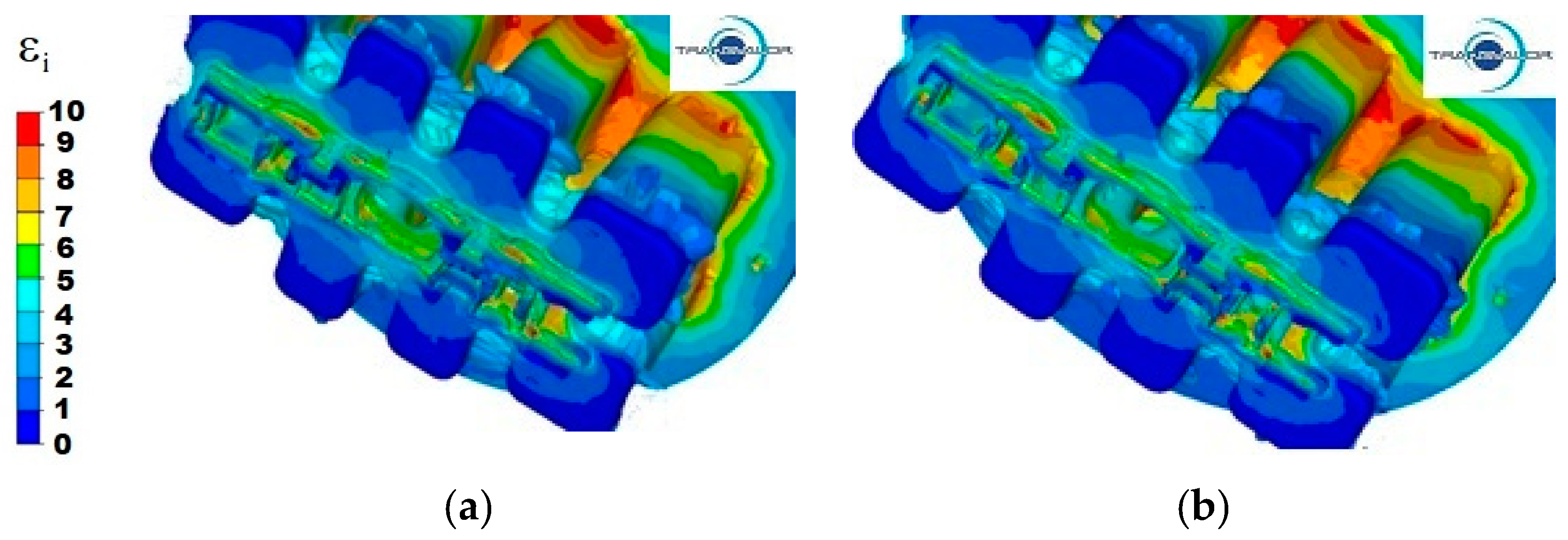
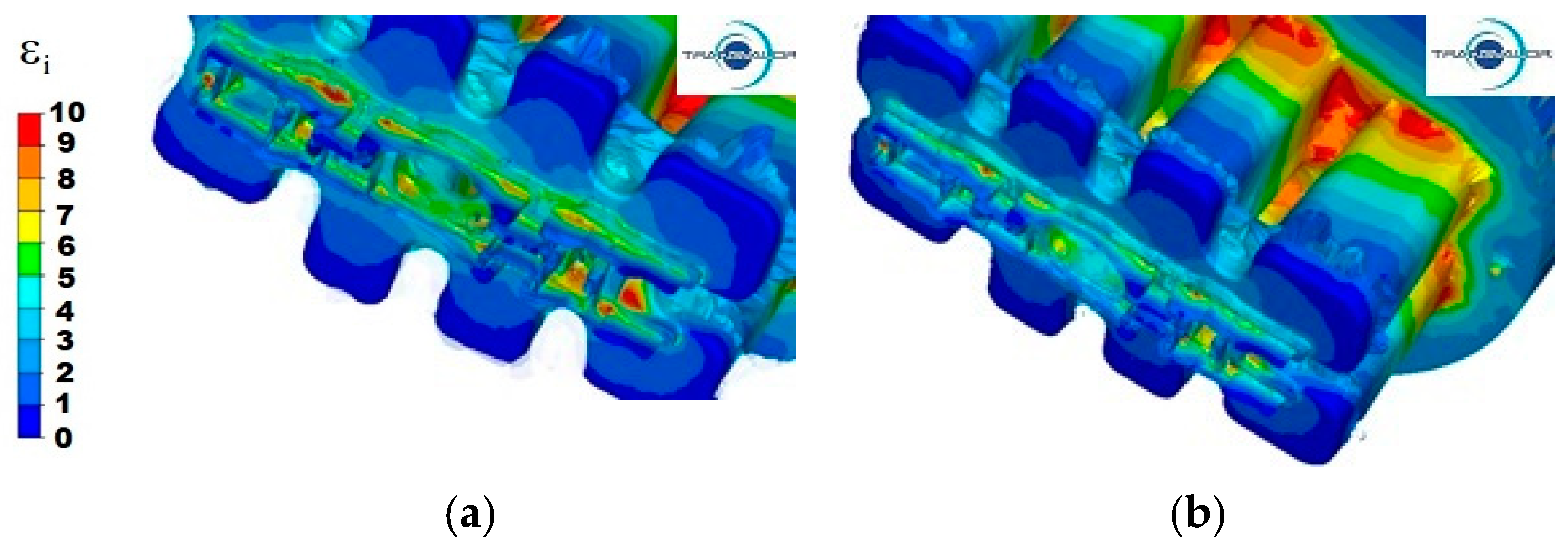
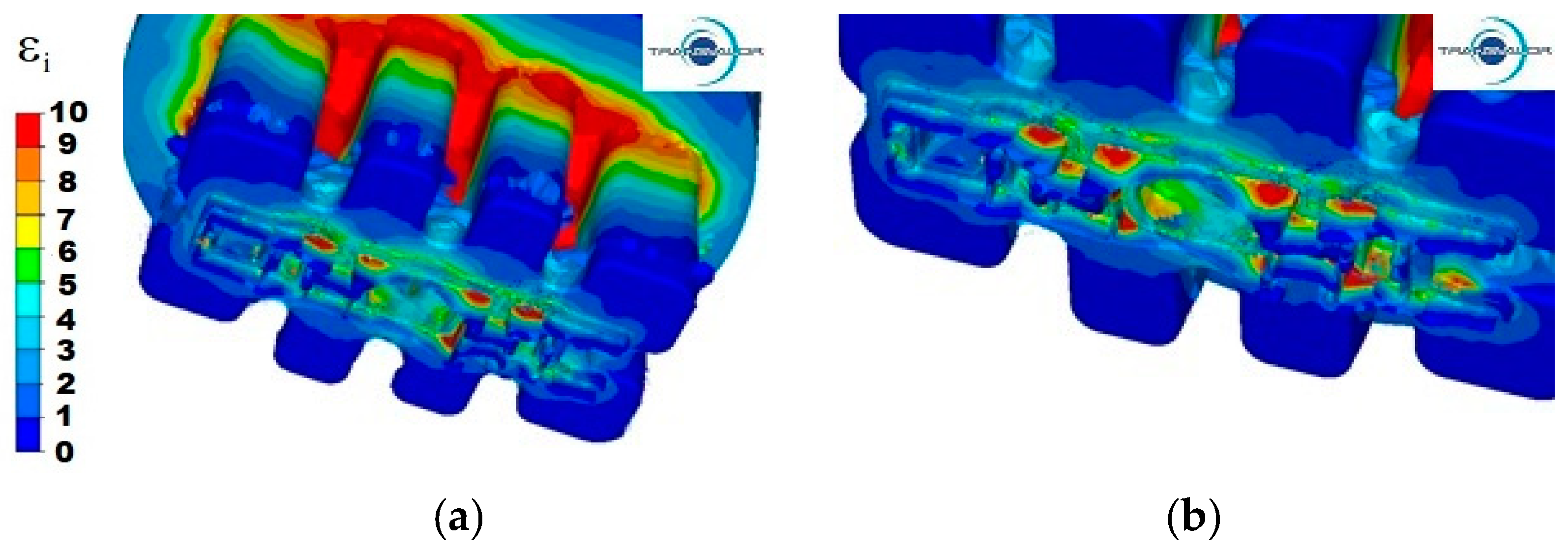
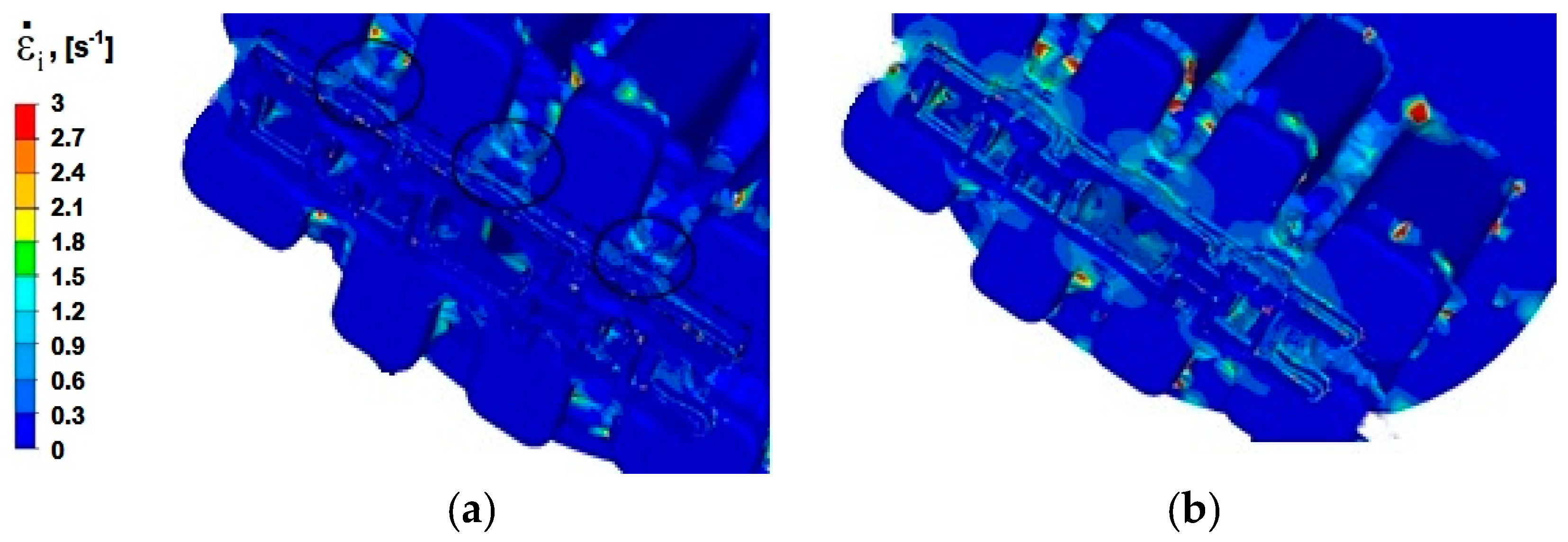
4.1. Analysis of Strain Intensity Distributions
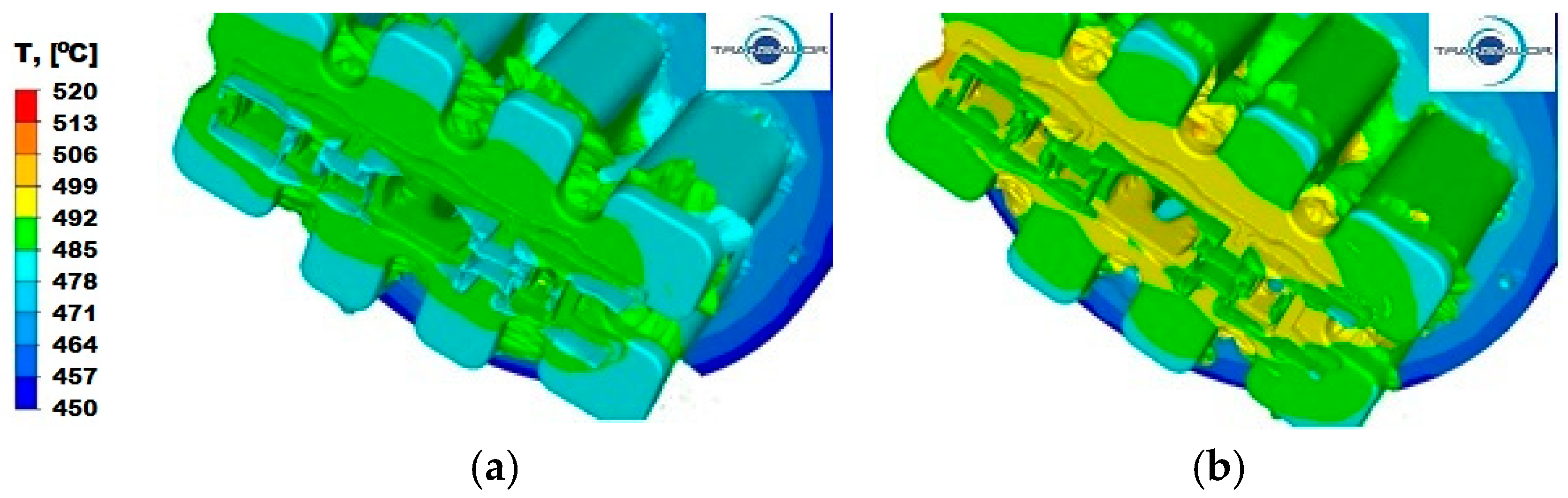
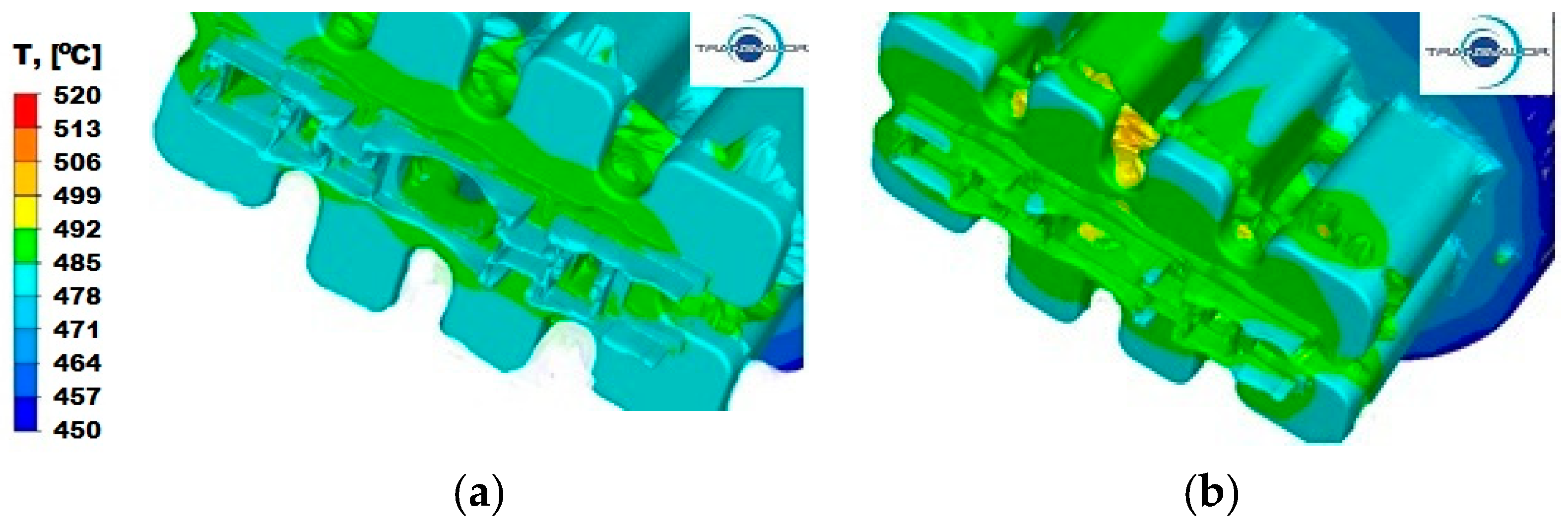
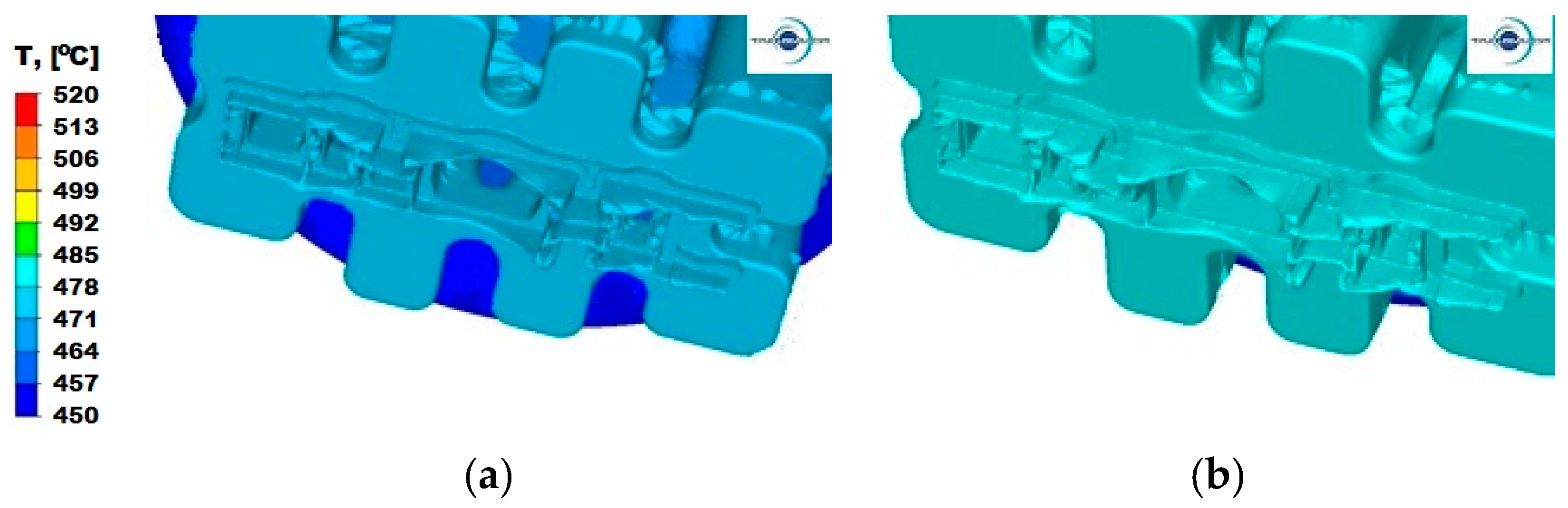
4.2. Analysis of Temperature Distribution in the Extruded Metal
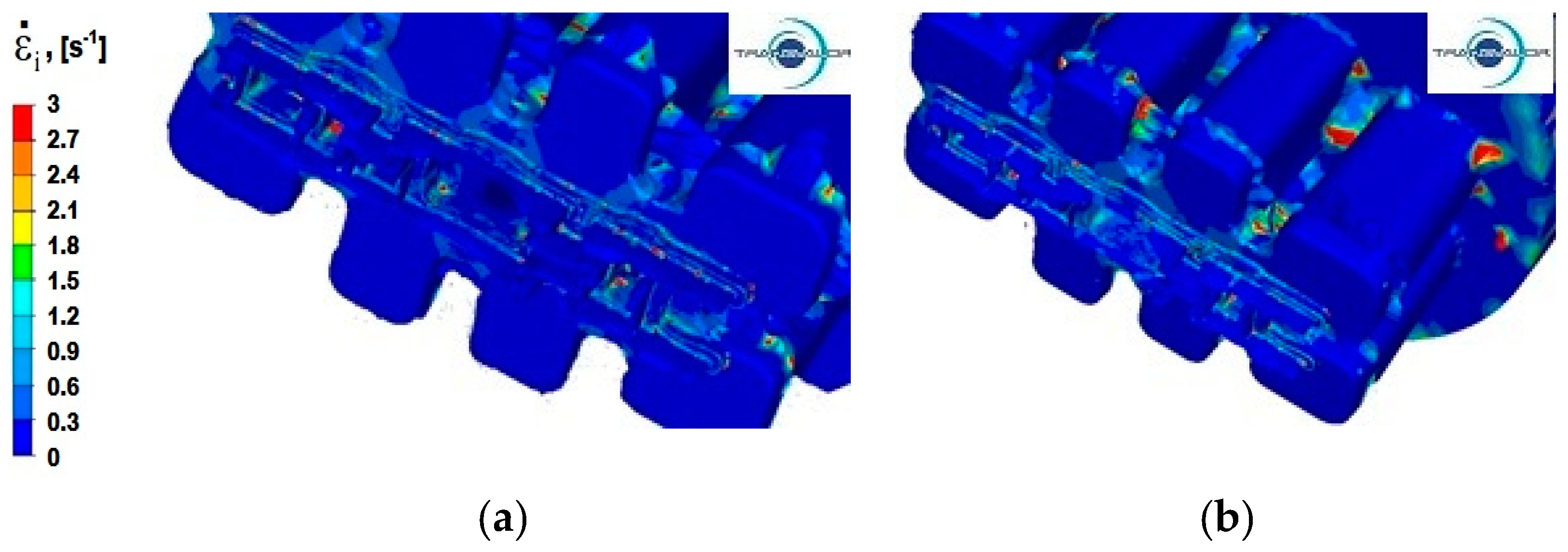
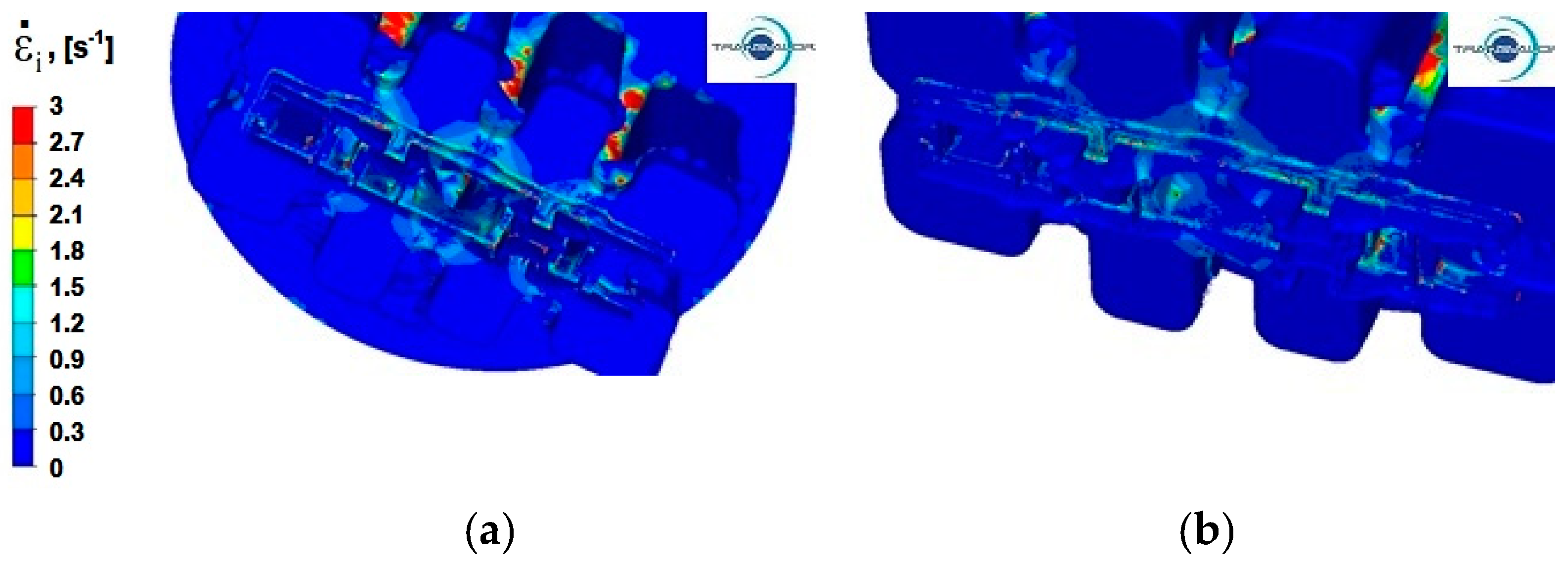
4.3. Analysis of the Distribution of Strain Rate
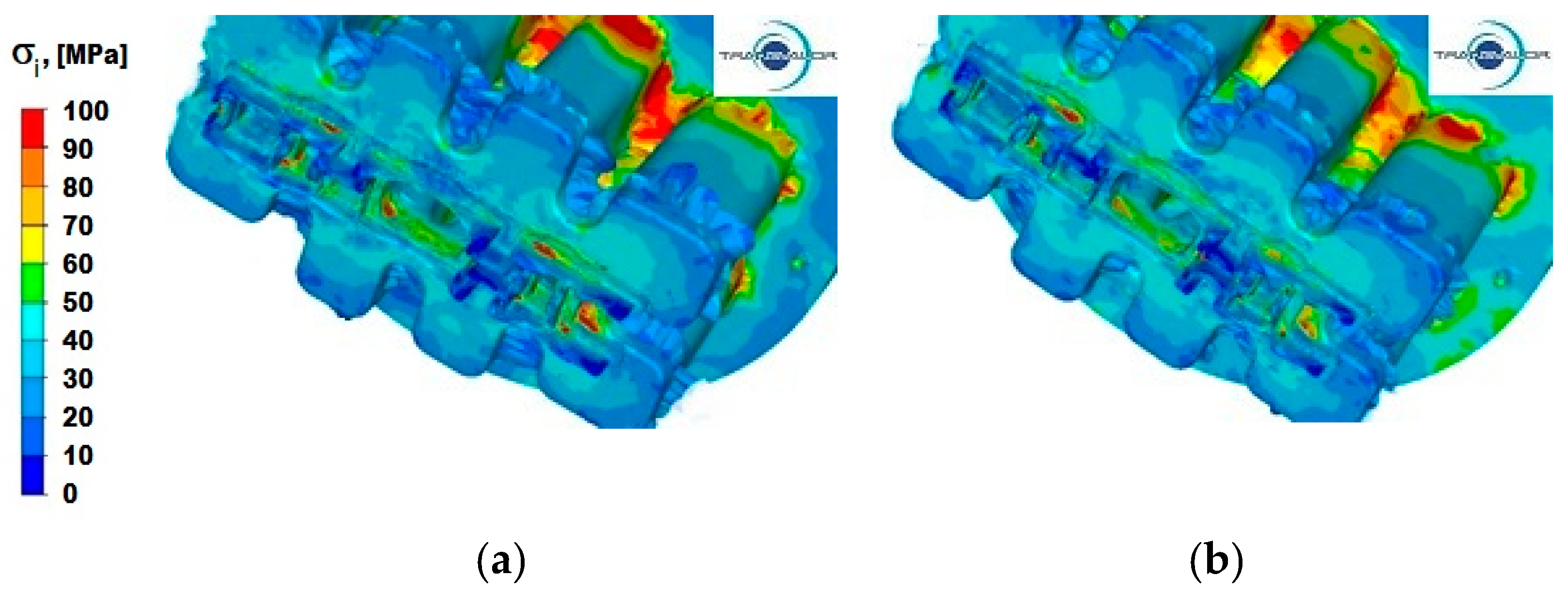
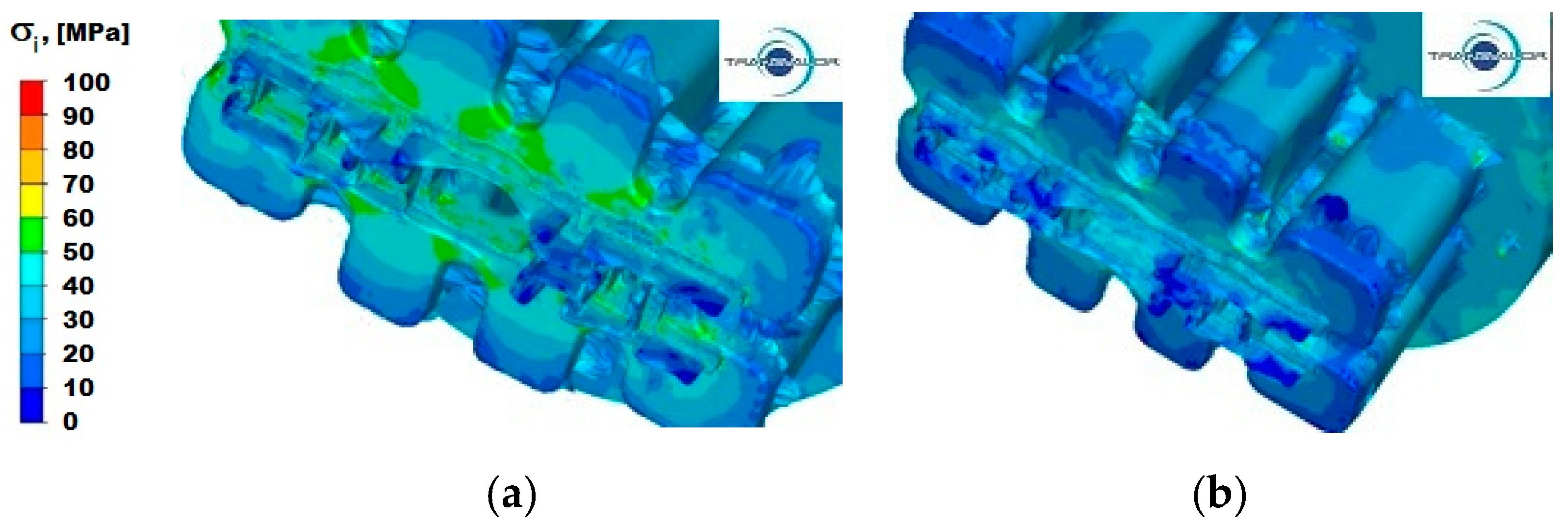
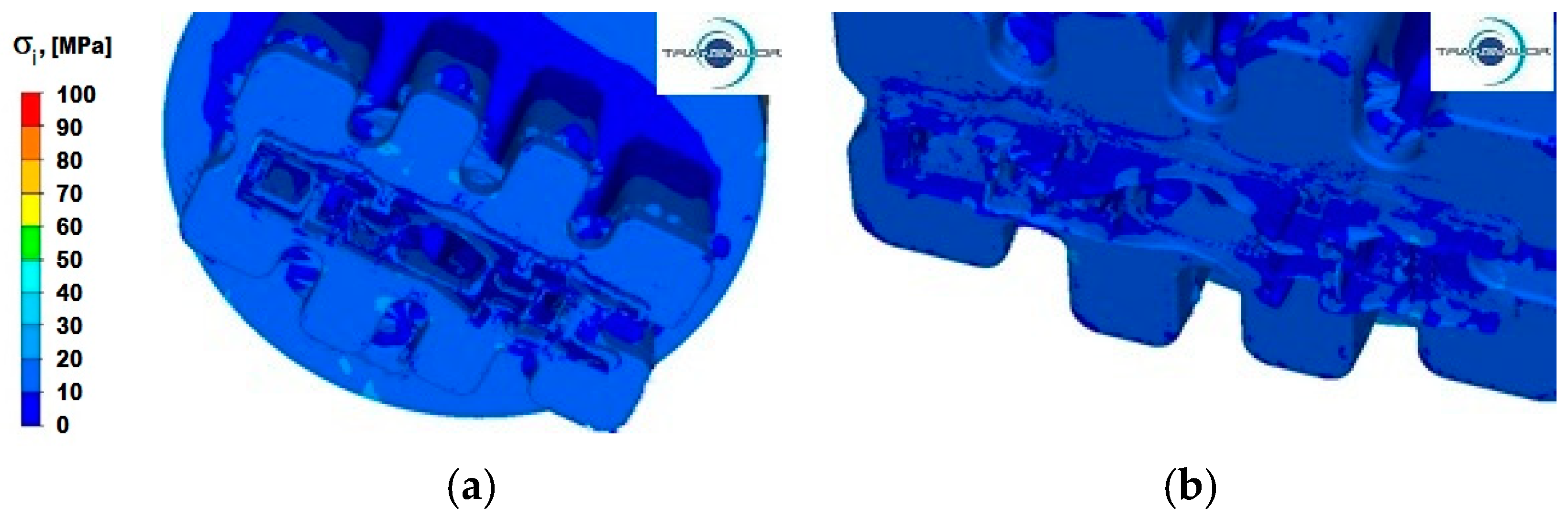
4.4. Analysis of the Distribution of Stress Intensity
5. Final Statements and Conclusions
- -
- Based on the obtained results, it is possible to define the conditions enabling the actual process to be carried out in an industrial plant in a designed split die.
- -
- Taking the actual rheological properties of the analysed Al alloys during numerical modelling of the extrusion process into account will ensure an increase in the accuracy of calculations in relation to the actual technological processes.
- -
- For all tested materials and variants of the extrusion process, two areas of high concentration of strain intensity can be observed. There are differences in the sizes of these areas and in the values of deformation.
- -
- The conducted numerical tests show that the temperature increase in the deformed material is related to plastic deformation and the friction phenomenon occurring between the material and the die.
- -
- The value of the pressing force during the process depends on the stage of the extrusion process. The first maximum local pressure force occurs when the material is separated by the port bridges, both transverse and longitudinal. In the next step, the metal fills the ports and flows into the welding chamber. At this stage, the value of the extrusion force drops slightly. As the sealing chamber is filled, the value of the extrusion force increases again and reaches its maximum when passing through the calibration zone.
- -
- Based on the analysis of the distribution of values of force occurring in the extrusion process, it can be concluded that panel sections can be produced from ingots with a length of 770 mm using a press with a pressure of 35 MN (12”), because the maximum extrusion force does not exceed 30 MN.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Luo, A.A. Recent advances in light metals and manufacturing for automotive applications. CIM J. 2021, 12, 79–87. [Google Scholar] [CrossRef]
- Fridlyander, I.N.; Sister, V.; Grushko, O.E.; Berstenev, V.V.; Sheveleva, L.M.; Ivanova, L.A. Aluminum Alloys: Promising Materials in the Automotive Industry. Met. Sci. Heat Treat. 2002, 44, 365–370. [Google Scholar] [CrossRef]
- Poole, W.J.; Wells, M.A.; Azizi-Alizamini, H.; Parson, N.C. Through process podelling of pxtrusion for AA3xxx alloys. Mater. Sci. Forum 2014, 794–796, 682–690. [Google Scholar] [CrossRef]
- Siczek, K.S.K. Light solution in the Automotive Industry (Lekkie rozwiązania w przemyśle zamochodowym). Autobusy 2017, 12, 1311–1314. [Google Scholar]
- Cortés, J.A.; Díez, L.; Cañete, F.J.; Sánchez-Martínez, J.J.; Entrambasaguas, J.T. Performance analysis of OFDM modulation on indoor broadband PLC channels. EURASIP J. Adv. Signal Process. 2011, 78. [Google Scholar] [CrossRef] [Green Version]
- Taub, A.; Krajewski, P.E.; Luo, A.; Owens, J.N. Yesterday, today, and tomorrow: The evolution of technology for structural materials over the last 50 years. JOM 2007, 59, 48–57. [Google Scholar] [CrossRef]
- Polmear, I.; StJohn, D.; Nie, J.-F.; Qian, M. Wrought Aluminium Alloys. Light Alloy. 2017, 157–263. [Google Scholar] [CrossRef]
- Polmear, I.J. Recent developments in light alloys. Mater. Trans. JIM 1996, 37, 12–31. [Google Scholar] [CrossRef] [Green Version]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Mukhopadhyay, P. Alloy Designation, Processing, and Use of AA6XXX Series Aluminium Alloys. Int. Sch. Res. Netw. 2012, 2012, 165082. [Google Scholar] [CrossRef]
- Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Chu, X. Fabrication of Al/Mg/Al laminate by a porthole die co-extrusion process. J. Mater. Process. Technol. 2018, 258, 165–173. [Google Scholar] [CrossRef]
- Fan, X.; Chen, L.; Chen, G.; Zhao, G.; Zhang, C. Joining of 1060/6063 aluminum alloys based on porthole die extrusion process. J. Mater. Process. Technol. 2017, 250, 65–72. [Google Scholar] [CrossRef]
- Martínez-Viademonte, M.P.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. A Review on Anodizing of Aerospace Aluminum Alloys for Corrosion Protection. Coatings 2020, 10, 1106. [Google Scholar] [CrossRef]
- Grillet, A.M.; Gorby, A.D.; Trujillo, S.M.; Grant, R.P.; Hodges, V.C.; Parson, T.B.; Grasser, T.W. Mechanical properties of anodized coatings over molten aluminum alloy. J. Colloid Interface Sci. 2007, 317, 264–274. [Google Scholar] [CrossRef]
- Ziobro, G.; Richert, M.; Wiewióra, M. Influence of corrosion on mechanical properties and microstructure of 3XXX, 5XXX and 6XXX series aluminum alloys. Metall. Foundry Eng. 2017, 43, 291. [Google Scholar] [CrossRef]
- Ángel, M.; Salaverría, P.; Rover, J. Intensive use of a aluminium in ar body construction. In Proceedings of the 12th European Automotive Congress, EAEC, Bratislava, Slovakia, 29 June–1 July 2009; pp. 1–15. [Google Scholar]
- Dyja, H.; Tussupkaliyeva, E.; Bajor, T.; Laber, K. Physical Modeling of Plastic Working Conditions for Rods of 7xxx Series Aluminum Alloys. Arch. Metall. Mater. 2017, 62, 515–521. [Google Scholar] [CrossRef] [Green Version]
- Peppas, A.; Kollias, K.; Dragatogiannis, D.; Charitidis, C. Sustainability analysis of aluminium hot forming and quenching technology for lightweight vehicles manufacturing. Int. J. Thermofluids 2021, 10, 100082. [Google Scholar] [CrossRef]
- Raugei, M.; El Fakir, O.; Wang, L.; Lin, J.; Morrey, D. Life cycle assessment of the potential environmental benefits of a novel hot forming process in automotive manufacturing. J. Clean. Prod. 2014, 83, 80–86. [Google Scholar] [CrossRef]
- Del Pero, F.; Delogu, M.; Berzi, L.; Dattilo, C.A.; Zonfrillo, G.; Pierini, M. ScienceDirect Sustainability assessment for different design solutions within the automotive field Sustainability assessment for different design solutions within the automotive field. Procedia Struct. Integr. 2019, 24, 906–925. [Google Scholar] [CrossRef]
- Dyja, H.; Galkin, A.M.; Knapiński, M. Rheology of Plastically Deformed Metals (Reologia Metali Odkształcanych Plastycznie); Wydawnictwo Politechniki Częstochowskiej: Czestochowa, Poland, 2010. [Google Scholar]
- Lesniak, D.; Rękas, A.; Libura, W.; Zasadziński, J. Study of the deformability of 5xxx series aluminum alloys with high Mg content in a semi-industrial extrusion process. Met. Form. 2014, 25, 159–167. Available online: https://www.researchgate.net/publication/319873131 (accessed on 26 April 2022).
- Bajor, T.; Kawałek, A.; Sawicki, S.; Laber, K.; Borowski, J. Influence of deformation conditions on the rheological properties of 6XXX series Al alloy. Metall. Foundry Eng. 2018, 44, 161. [Google Scholar] [CrossRef]
- Kawałek, A.; Bajor, T.; Sawicki, S.; Krakowiak, M.; Jurczak, H. The effect of deformation conditions on the rheological properties of the Al 5754 alloy. Metalurgija 2020, 1, 43–46. [Google Scholar]
- Kawałek, A.; Bajor, T.; Kwapisz, M.; Sawicki, S.; Borowski, J. NUMERICAL MODELING OF THE EXTRUSION PROCESS OF ALUMINUM ALLOY 6XXX SERIES SECTION. J. Chem. Technol. Metall. 2021, 56, 375–381. [Google Scholar]
- Smith, E.H. Mechanical Engineer’s Reference Book, 12th ed.; Elsevier: Amsterdam, The Netherlands, 1994. [Google Scholar]
- Totten, G.E.; Tiryakioglu, M.; Kessler, O. Encyclopedia of Aluminum and Its Alloys; EBook, CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 5074 | 0.224 | 0.14 | 0.007 | 0.465 | 3.44 | 0.002 | 0.002 | 0.018 | R |
| 6005 | 0.40 | 0.175 | 0.05 | 0.05 | 0.675 | 0.05 | 0.05 | 0.05 | R |
| 6082 | 0.95 | ≤0.18 | ≤0.02 | 0.50 | 0.95 | ≤0.03 | ≤0.02 | ≤0.02 | R |
| Al Alloys | Al5754 | Al6005 | Al6082 | |
|---|---|---|---|---|
| The values of the parameters obtained as a result of the approximation of Equation (1) | A | 0.1900358 | 79.928099 | 9.561 × 10−7 |
| m1 | −0.0074103 | −0.0055896 | −0.012197 | |
| m2 | 0.3359757 | 0.3994022 | 0.1363548 | |
| m3 | −0.1777271 | −0.0724108 | 0.1500382 | |
| m4 | −0.0002228 | −1.323 × 10−5 | −0.000265 | |
| m5 | −0.0042127 | −0.0013238 | −0.0005808 | |
| m7 | 0.4302946 | −0.4114212 | 0.0370012 | |
| m8 | 0.0007222 | 0.00043599 | −2.658396 | |
| m9 | 1.6723026 | 0.42435319 | 3.8141389 | |
| Extrusion Speed v, mm/s | Initial Temperature of Billet T, °C | Friction Coefficient between Die and Ingot, μ | Friction Coefficient between Punch and Ingot, μ | Heat Transfer Coefficient α, kg/(°C·s−3) | Extrusion Ratio, λ |
|---|---|---|---|---|---|
| 3 | 485 | 0.4 | 0.07 | 10,000 | 48 |
| 6 |
| Aluminium Alloy | The Speed of the Punch [mm/s] | Total Pressure [T] |
|---|---|---|
| 5754 | 3 | 2500 |
| 6 | 2800 | |
| 6005 | 3 | 1200 |
| 6 | 1300 | |
| 6082 | 3 | 1100 |
| 6 | 1300 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bajor, T.; Kawałek, A.; Berski, S.; Jurczak, H.; Borowski, J. Analysis of the Extrusion Process of Aluminium Alloy Profiles. Materials 2022, 15, 8311. https://doi.org/10.3390/ma15238311
Bajor T, Kawałek A, Berski S, Jurczak H, Borowski J. Analysis of the Extrusion Process of Aluminium Alloy Profiles. Materials. 2022; 15(23):8311. https://doi.org/10.3390/ma15238311
Chicago/Turabian StyleBajor, Teresa, Anna Kawałek, Szymon Berski, Henryk Jurczak, and Jacek Borowski. 2022. "Analysis of the Extrusion Process of Aluminium Alloy Profiles" Materials 15, no. 23: 8311. https://doi.org/10.3390/ma15238311
APA StyleBajor, T., Kawałek, A., Berski, S., Jurczak, H., & Borowski, J. (2022). Analysis of the Extrusion Process of Aluminium Alloy Profiles. Materials, 15(23), 8311. https://doi.org/10.3390/ma15238311