

Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultra-High Performance Cement Composite

Abstract
:1. Introduction
2. Materials and Methods
2.1. Fiber Surface Treatment Methods
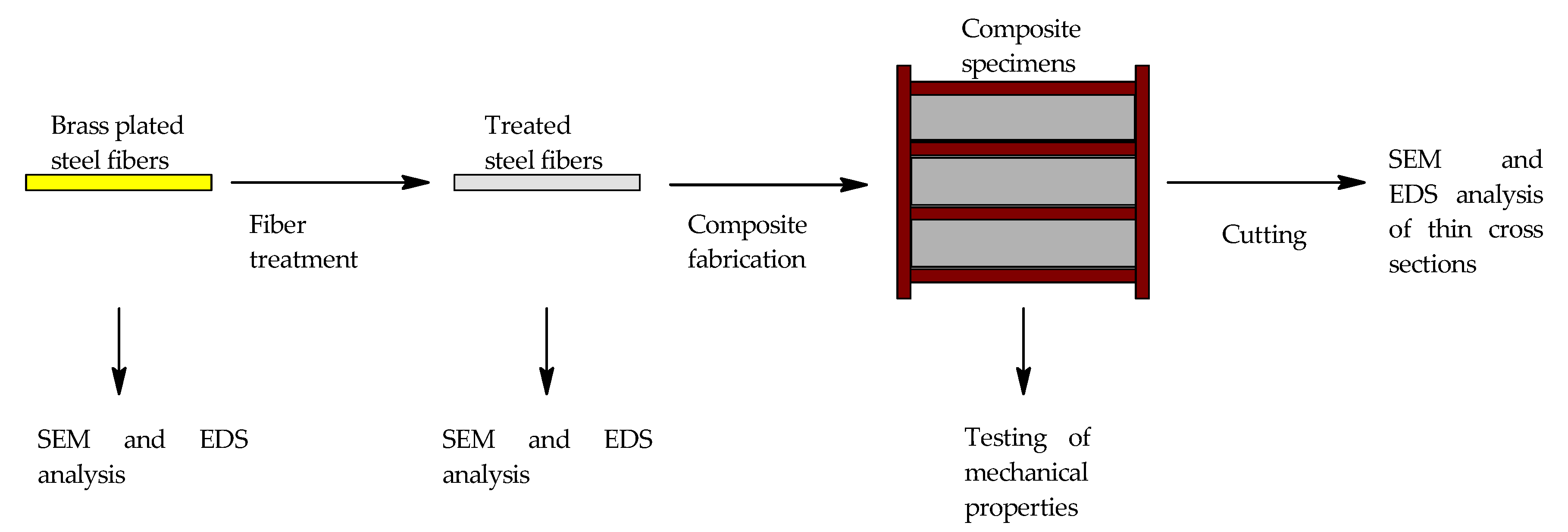
2.2. Composite Fabrication
2.3. Analytical Methods
2.4. Mechanical Properties Testing
3. Results and Discussion
3.1. Fiber Surface Treatment
3.1.1. X-ray Fluorescence Spectrometry
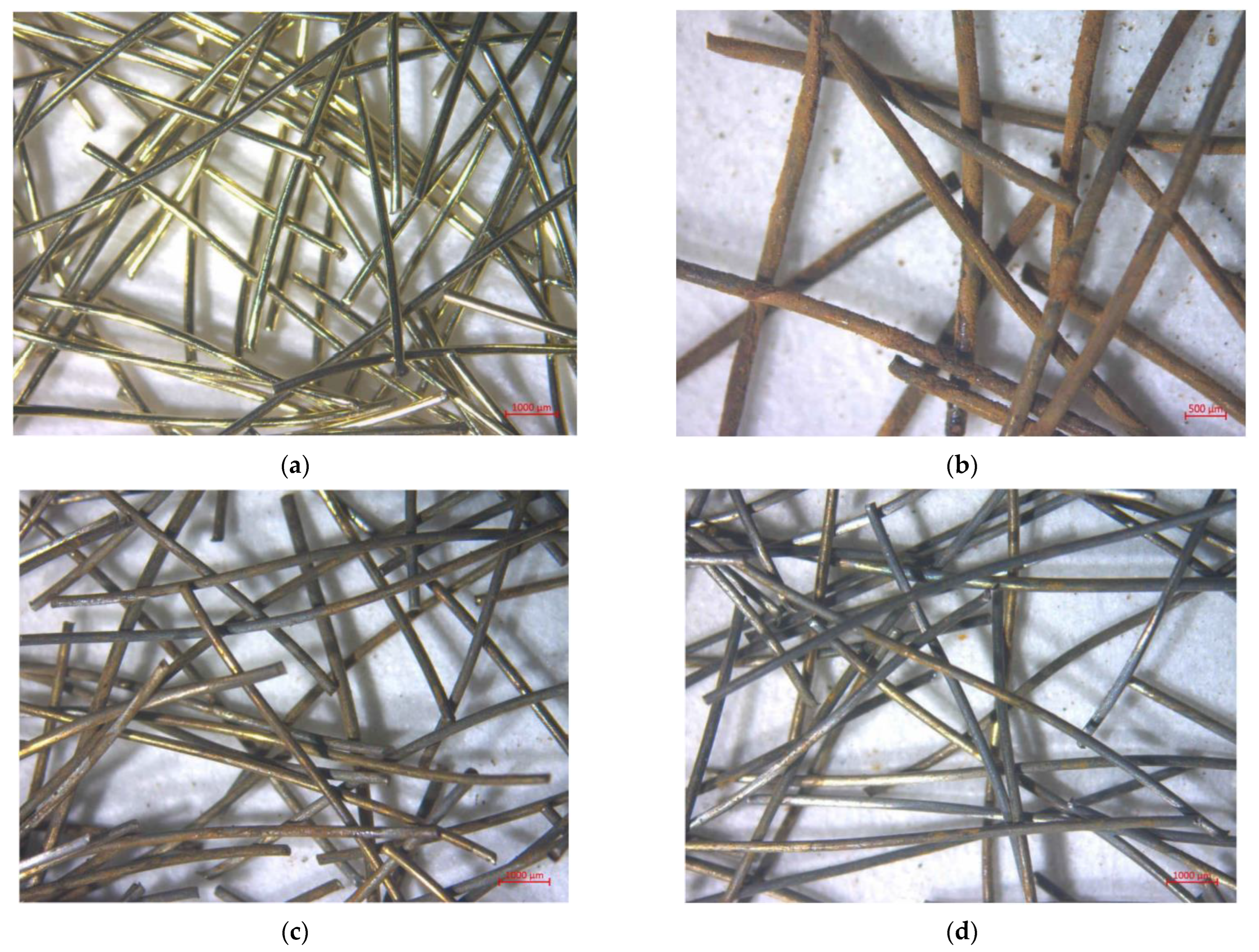
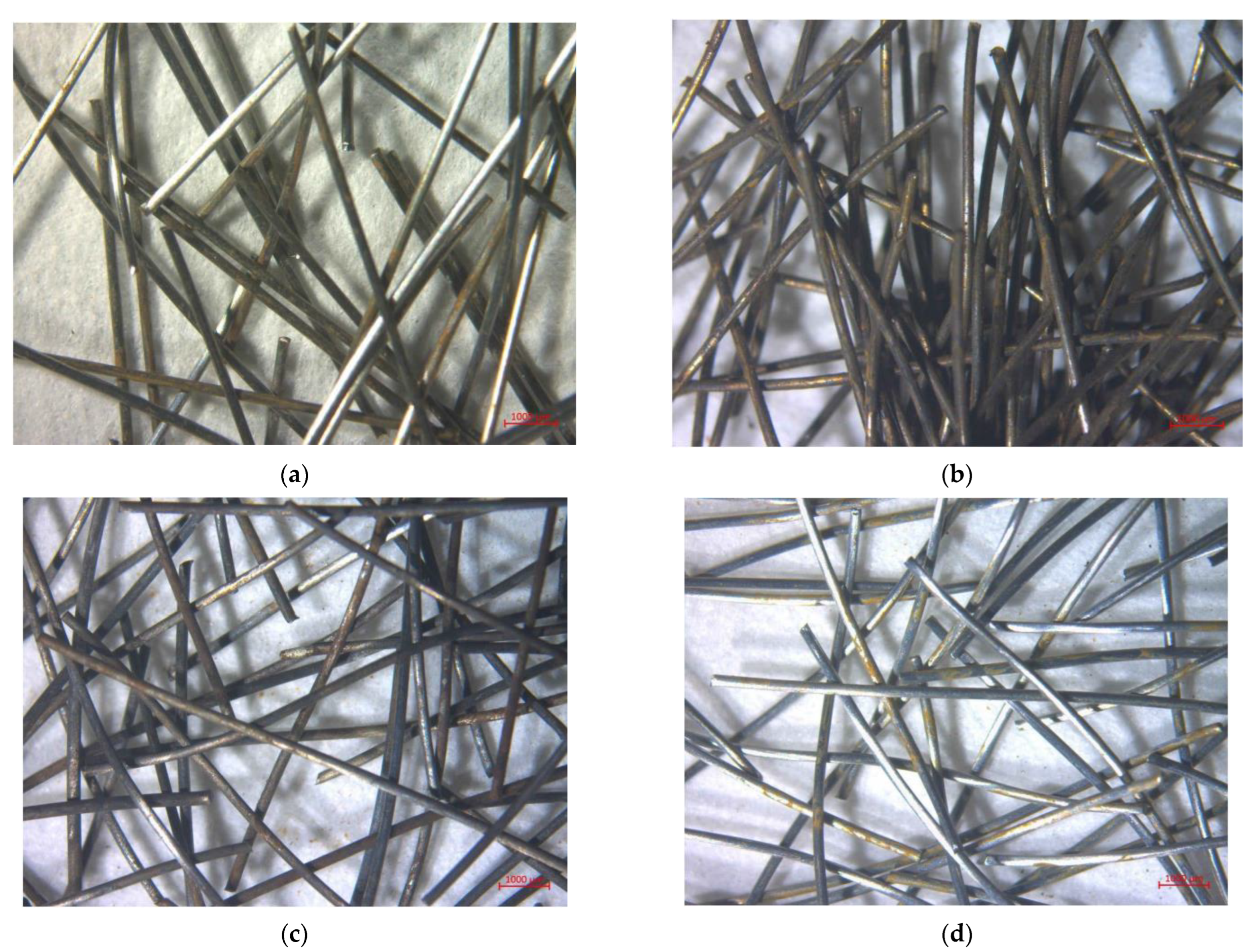
3.1.2. Optical Microscopy
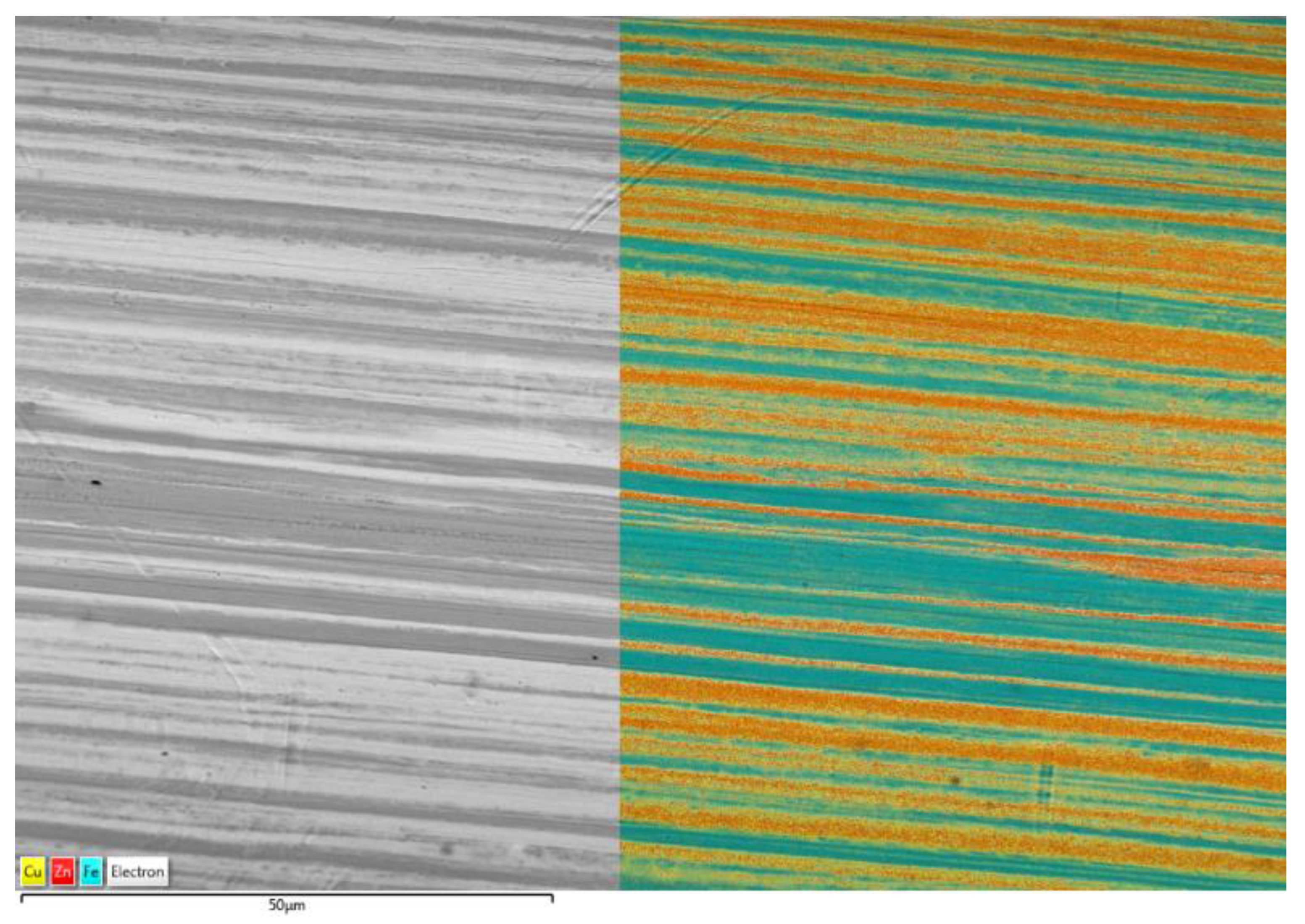
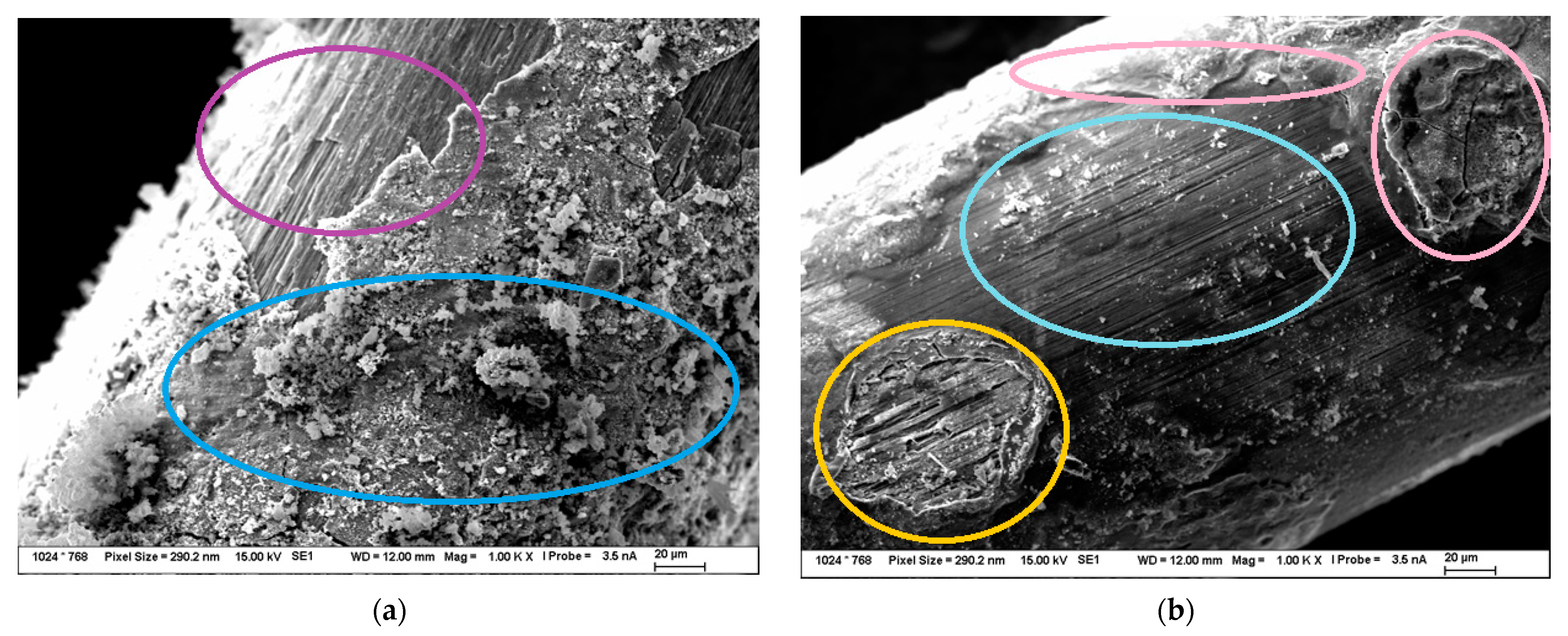
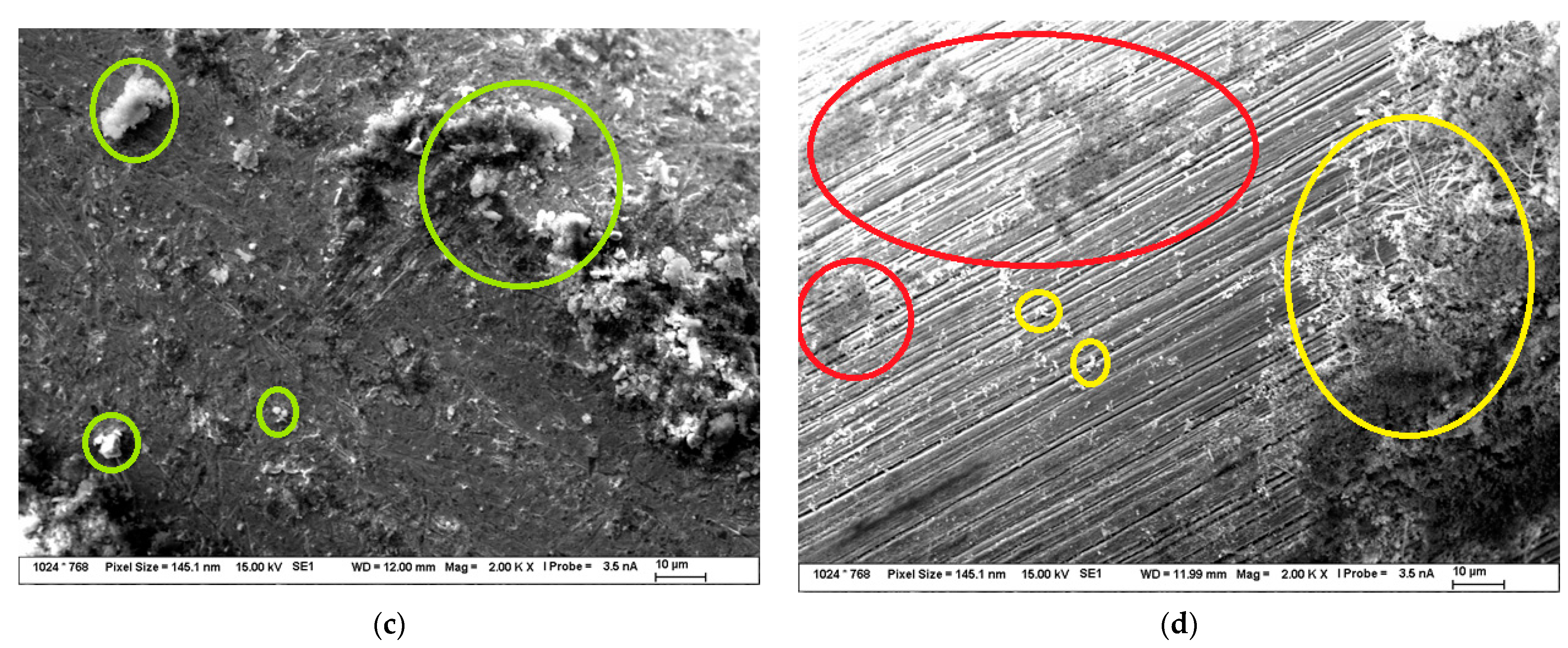
3.1.3. SEM and EDS Analysis of the Surface of the Fibers
3.2. Composites with Surface-Treated Fibers
3.2.1. Slump Flow of Fresh Mixture
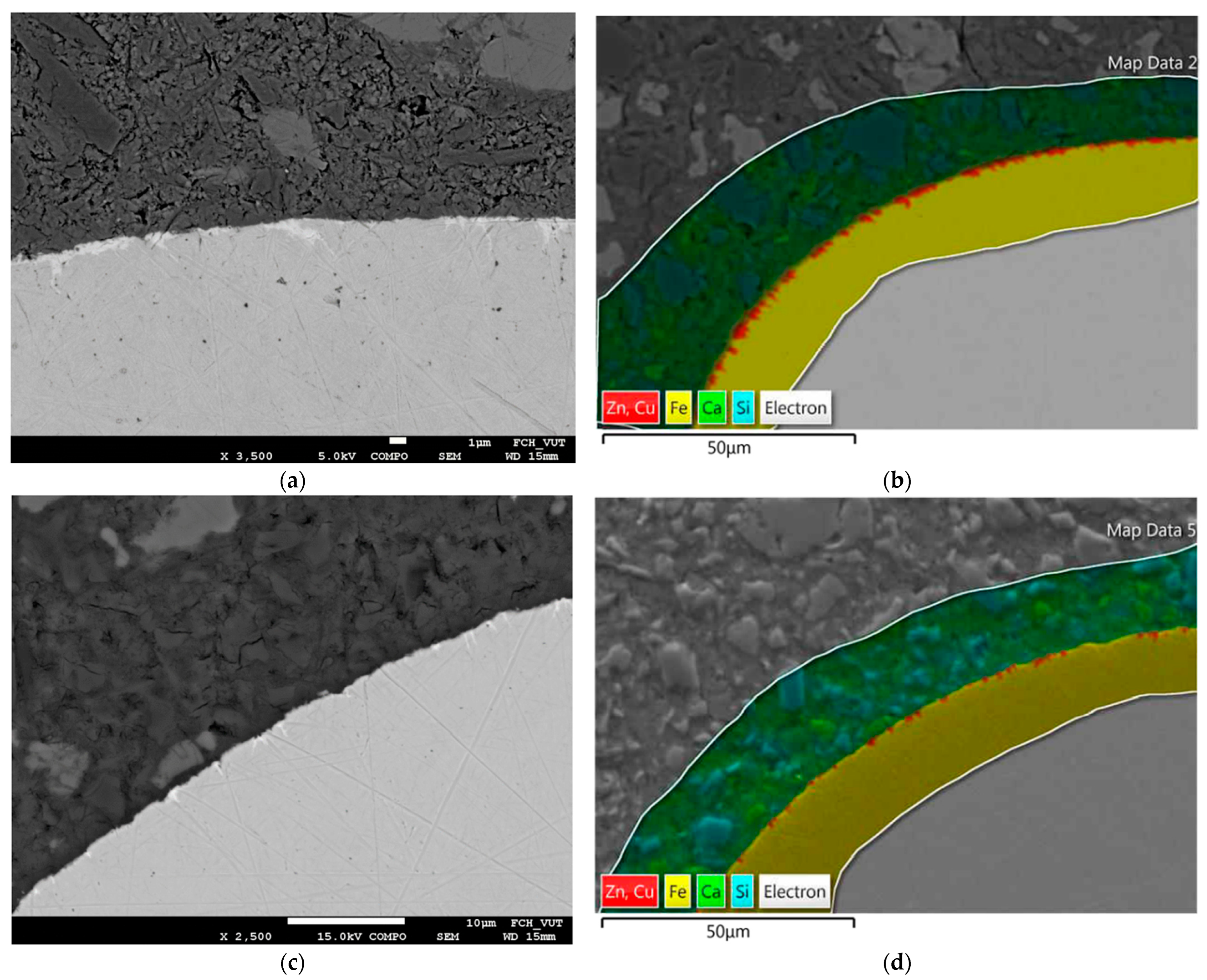
3.2.2. SEM and EDS Analysis of the Fiber-Matrix Interfacial Zone
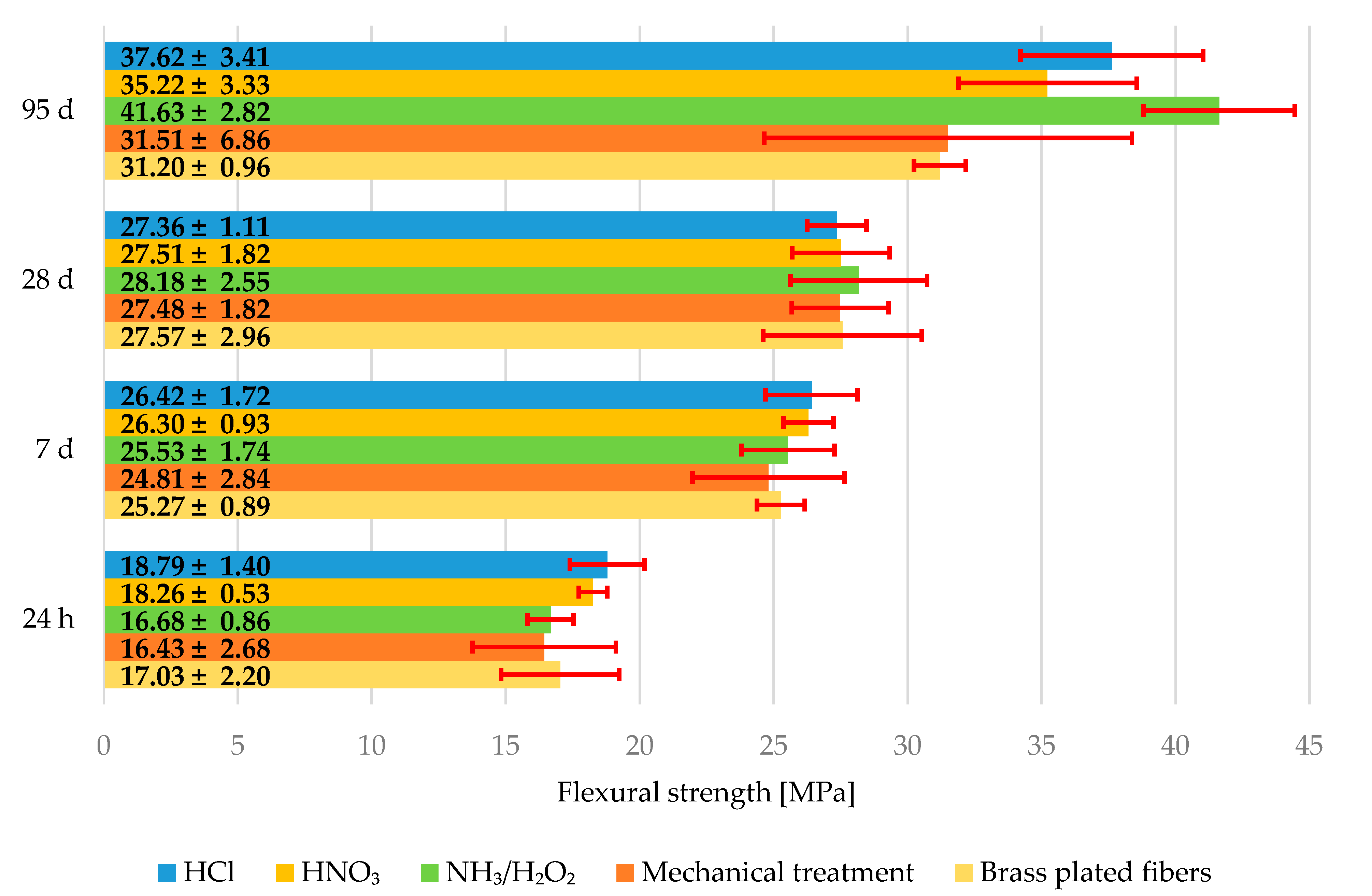
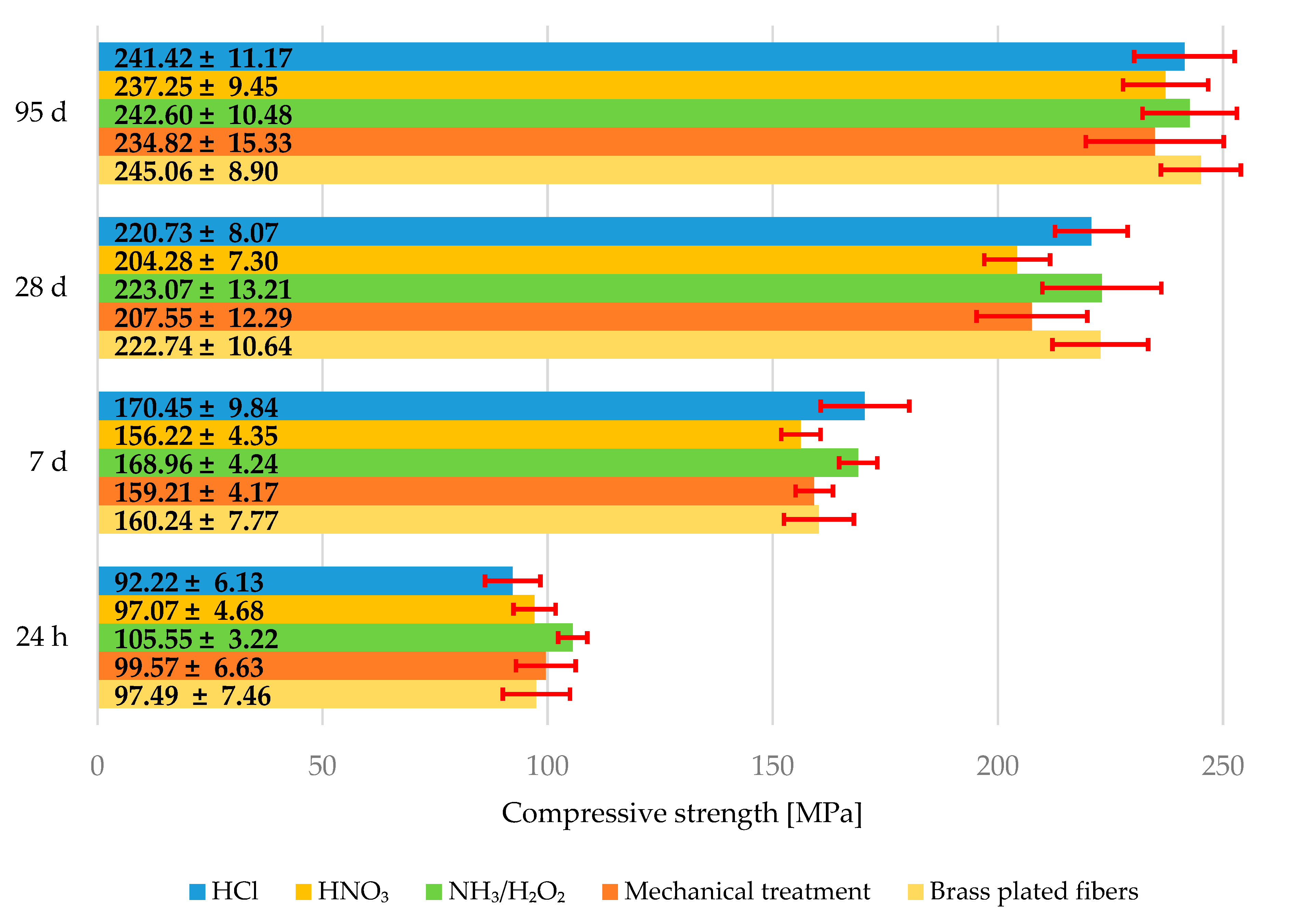
3.2.3. Mechanical Properties of Composites
4. Conclusions
- The majority of brass can be removed by highly oxidizing solutions, such as NH3/H2O2, but there will always be some Cu left on the surface. The use of other chemicals such as (NH4)2CO3 could also potentially work, but their composition could not be optimized in this investigation because these solutions had never before been used in such a manner, so the optimization of these solutions was not the main goal.
- As proposed, mechanical treatment of steel fibers for brass removal that could potentially be practical for modification of a large amount of fibers were also tried but it was not successful in terms of brass removal and it failed to achieve mechanical interlocking between steel fiber and matrix.
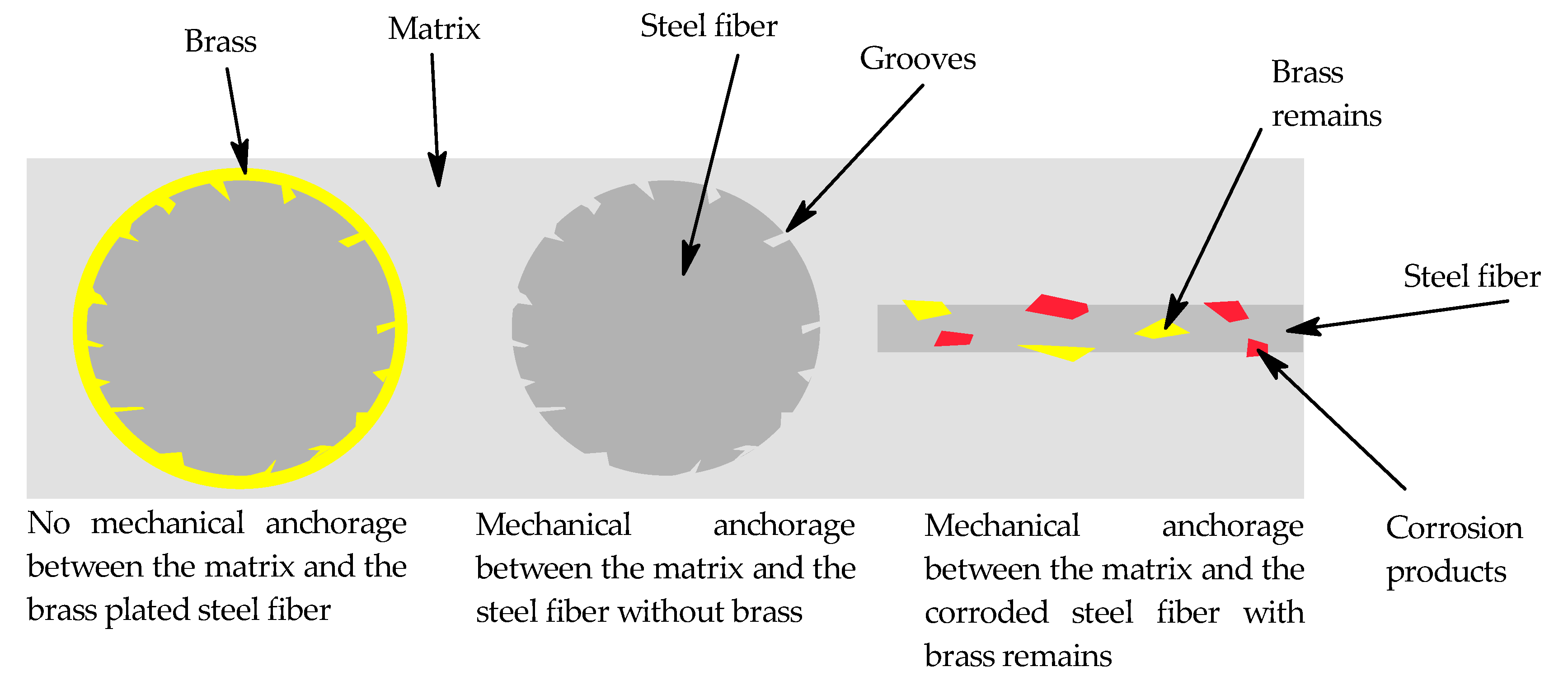
- The brass coating on the surface of the steel fibers is relatively smooth and uneven in terms of elemental composition. Iron can even be detected by means of EDS analysis in some places. The brass covers grooves present on the original steel fiber, thus inhibiting mechanical interlocking between the steel fibers and matrix. This is the reason why uncoated fibers should always be used when available. Mechanical interlocking between steel fibers and matrix can be achieved by removal of brass or surface modification by relatively simple chemical solutions.
- There is no major impact on the slump flow with respect to the brass coating of steel fibers or their surface modification, but attention should always be paid to particles such as metal dust or corrosion products in the matrix that could possibly play a role in decreasing slump flow.
- No brass dissolution was observed under given conditions, but there is still the possibility of brass dissolution in other types of mix compositions, but attention should be paid to mentioning all variables regarding the possibility of corrosion.
- The mechanical interlocking between the steel fiber and the matrix results in an increase of the flexural strength in terms of brass removal and incorporation of the matrix into the grooves present on the original fiber. Mechanical interlocking could also occur between the steel fiber and the matrix if there are corrosion products present on the fiber. The authors of this search believe that this effect can be applied to other mix compositions, but readers should always keep in mind that Aalborg white cement was used with high amounts of C3S and C2S and minimal amounts of C3A, so the effect of mechanical interlocking could be slightly different when other types of cement are used.
Author Contributions
Funding
Conflicts of Interest
References
- Shaikh, F.U.A.; Luhar, S.; Arel, H.S.; Luhar, I. Performance evaluation of Ultrahigh performance fibre reinforced concrete—A review. Constr. Build. Mater. 2020, 232, 117152. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of Reactive Powder Concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Mayhoub, O.A.; Nasr, E.S.A.R.; Ali, Y.A.; Kohail, M. The influence of ingredients on the properties of reactive powder concrete: A review. Ain Shams Eng. J. 2021, 12, 145–458. [Google Scholar] [CrossRef]
- Maca, P.; Sovjak, R.; Konvalinka, P. Mix design of UHPFRC and its response to projectile impact. Int. J. Impact Eng. 2014, 63, 158–163. [Google Scholar] [CrossRef]
- Abdelrahim, M.A.A.; Elthakeb, A.; Mohamed, U.; Noaman, M.T. Effect of Steel Fibers and Temperature on the Mechanical Properties of Reactive Powder Concrete. Civ. Environ. Eng. 2021, 17, 270–276. [Google Scholar] [CrossRef]
- Mizani, J.; Sadeghi, A.M.; Afshin, H. Experimental study on the effect of macro and microfibers on the mechanical properties of reactive powder concrete. Struct. Concr. 2022, 23, 240–254. [Google Scholar] [CrossRef]
- Rasa, S.S.; Qureshi, L.A.; Ali, B.; Raza, A.; Khan, M.M. Effect of different fibers (steel fibers, glass fibers, and carbon fibers) on mechanical properties of reactive powder concrete. Struct. Concr. 2021, 22, 334–346. [Google Scholar] [CrossRef]
- Cavill, B.; Rebentrost, M. Ductal—A high-performance material for resistance to blasts and impacts. Aust. J. Struct. Eng. 2006, 7, 37–45. [Google Scholar] [CrossRef]
- Deng, Y.; Zhang, Z.; Shi, C.; Wu, Z.; Zhang, C. Steel fiber—Matrix interfacial bond in ultra-high performance concrete: A review. Engineering, 2022; in press. [Google Scholar] [CrossRef]
- Pokorny, P. The influence of galvanized steel on bond strength with concrete. Corros. Mater. Prot. J. 2013, 56, 119–135. [Google Scholar] [CrossRef]
- Chun, B.; Yoo, D.; Banthia, N. Achieving slip-hardening behavior of sanded straight steel fibers in ultra-high-performance concrete. Cem. Concr. Compos. 2020, 113, 103669. [Google Scholar] [CrossRef]
- Chun, B.; Kim, S.; Yoo, D. Benefits of chemically treated steel fibers on enhancing the interfacial bond strength from ultra-high-performance concrete. Constr. Build. Mater. 2021, 294, 123519. [Google Scholar] [CrossRef]
- Pi, Z.Y.; Xiao, H.G.; Liu, R.; Li, H. Combination usage of nano-SiO2-coated steel fiber and silica fume and its improvement effect on SFRCC. Compos. Part B Eng. 2021, 221, 109022. [Google Scholar] [CrossRef]
- Küster, K.; Barburski, M.; Lomov, S.V.; Vanclooster, K. Metal Fibers-Steel. In Inorganic and Composite Fibers, 1st ed.; Mahltig, B., Kyosev, Y., Eds.; Woodhead Publisher: Sawston, UK, 2018; Volume 1, pp. 219–241. [Google Scholar]
- Dove, A.B. Steel wire. In ASM Handbook: Properties and Selection: Irons, Steels, and High Performance Alloys, 10th ed.; Dove, A.B., Ed.; ASM International: Novelty, OH, USA, 1990; Volume 1, pp. 460–479. [Google Scholar] [CrossRef]
- Wright, R.N. Wire Coatings. In Wire Technology, 2nd ed.; Butterworth Heinemann: Oxford, UK, 2011; pp. 245–256. [Google Scholar]
- Strow, H. Brass and bronze plating. Met. Finish. 1999, 97, 206–209. [Google Scholar] [CrossRef]
- Wire Fibres. Available online: https://www.krampeharex.com/en/fibres/products/wire-fibres (accessed on 8 November 2022).
- Pokorny, P.; Pernicova, R.; Vokac, M.; Sedlarova, I.; Kouril, M. The impact of produced hydrogen gas and calcium zincate on changes of porous structure of cement paste in the vicinity of hot-dip galvanized steel. Corros. Mater. Prot. 2017, 61, 67–79. [Google Scholar] [CrossRef] [Green Version]
- Macias, A.; Andrade, C. Corrosion of galvanized steel reinforcements in alkaline solutions: Part 1. Br. Corros. J. 2013, 22, 113–118. [Google Scholar] [CrossRef]
- Macias, A.; Andrade, C. Corrosion of galvanized steel in dilute Ca(OH)2 solutions (pH 11·1–12·6). Br. Corros. J. 2013, 22, 162–171. [Google Scholar] [CrossRef]
- Blanco, M.T.; Andrade, C.; Macias, A. SEM Study of the Corrosion Products of Galvanized Reinforcements Immersed in Solutions in the pH Range 12·6 to 13·6. Br. Corros. J. 2013, 19, 41–48. [Google Scholar] [CrossRef]
- Tashiro, C.; Tatibana, S. Bond strength between C3S paste and iron, copper or zinc wire and microstructure of interface. Cem. Concr. Res. 1983, 13, 377–382. [Google Scholar] [CrossRef]
- Pi, Z.; Xiao, H.; Liu, R.; Liu, M.; Li, H. Effects of brass coating and nano-SiO2 coating on steel fiber-matrix interfacial properties of cement-based composite. Compos. Part B Eng. 2020, 189, 107904. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Nardinocchi, A. Influence of type of fibers on the properties of high performance cement-based composites. Constr. Build. Mater. 2016, 107, 321–331. [Google Scholar] [CrossRef]
- Novotny, R.; Bartonickova, E.; Kotrla, J. The effect of burnt lime addition on hydration of Ultra-high performance cementitious composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 583, 12004. [Google Scholar] [CrossRef]
- Citek, D.; Pokorny, P.; Citek, A.; Krystov, M.; Rehacek, S. Bond strength of brass metallized reinforcement with UHPC and NSC at ambient temperature. AIP Conf. Proc. 2021, 2322, 20043. [Google Scholar] [CrossRef]
- Fu, X.; Chung, D.D.L. Linear correlation of bond strength and contact electrical resistivity between steel rebar and concrete. Cem. Concr. Res. 1995, 25, 1397–1402. [Google Scholar] [CrossRef]
- Yoo, D.; Gim, J.Y.; Chun, B. Effects of rust layer and corrosion degree on the pullout behavior of steel fibers from ultra-high-performance concrete. J. Mater. Res. Technol. 2020, 9, 3632–3648. [Google Scholar] [CrossRef]
- Yoo, D.; Shin, W.; Chun, B. Corrosion effect on tensile behavior of ultra-high-performance concrete reinforced with straight steel fibers. Cem. Concr. Compos. 2020, 109, 103566. [Google Scholar] [CrossRef]
- Kim, S.; Choi, S.; Yoo, D. Surface modification of steel fibers using chemical solutions and their pullout behaviors from ultra-high-performance concrete. J. Build. Eng. 2020, 32, 101709. [Google Scholar] [CrossRef]
- Yoo, D.; Jang, Y.S.; Chun, B.; Kim, S. Chelate effect on fiber surface morphology and its benefits on pullout and tensile behaviors of ultra-high-performance concrete. Cem. Concr. Compos. 2021, 115, 103864. [Google Scholar] [CrossRef]
- Greenwood, N.N.; Earnshaw, A. Chemistry of the Elements, 2nd ed.; Butterworth Heinemann: Oxford, UK; Burlington, MA, USA, 1997. [Google Scholar]
- Housecroft, C.E.; Sharpe, A.G. Inorganic Chemistry, 4th ed.; Pearson Education Limited: Essex, UK, 2012. [Google Scholar]
- Pourbaix, M.; Franklin, J.A. Atlas of Electrochemical Equilibria in Aqueous Solutions, 2nd ed.; National Association of Corrosion Engineers: Houston, TX, USA, 1974. [Google Scholar]
- Cotton, F.A.; Wilkinson, G. Advanced Inorganic Chemistry, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 1980. [Google Scholar]
- Selvaraj, S.; Ponmariappan, S.S.; Natesan, M.; Palaniswamy, N. Dezincification of Brass and its Control—An Overview. Corros. Rev. 2003, 21, 41–74. [Google Scholar] [CrossRef]
- Bocian, L. Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultrahigh-Performace Cement Composite. Master’s Thesis, Brno University of Technology, Brno, Czech Republic, 13 May 2022. [Google Scholar]
- Guo, P.; La Plante, E.C.; Wang, B.; Chen, X.; Balonis, M.; Bauchy, M.; Sant, G. Direct observation of pitting corrosion evolutions on carbon steel surfaces at the nano-to-micro-scales. Sci. Rep. 2018, 8, 7990. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Annotation | Applied Chemicals and Their Concentrations | Experiment Duration |
|---|---|---|
| NH3/H2O2 | NH3 and H2O2 3:1 (v/v) | Nearly instant |
| HNO3/KOH | Conc. HNO3 + KOH pH > 10 | 30 min in HNO3 + 15 min in KOH |
| HCl | HCl | 15 min |
| (NH4)2CO3 | (NH4)2CO3 30 g/L + NH3 | 5 h |
| NH4Cl | NH4Cl 100 g/L + NH3 | 5 h |
| H2SO4 | Conc. H2SO4 | 30 min |
| Chemical | Quality, Supplier and Origin |
|---|---|
| NH3 | For analysis, Penta, CZ |
| HNO3 | |
| (NH4)2CO3 | |
| NH4Cl | |
| H2SO4 | |
| H2O2 | |
| HCl | For analysis, MikroCHEM, SK |
| KOH | Technical quality 99%, Fichema, CZ |
| Ca (HCOO)2 | Technical quality 98%, CHEMlogistics, CZ |
| Mesh 40 synthetic corundum | >95%, Abranova, CZ |
| Composite Constituents | Weight [g] |
|---|---|
| Fine sand according to CSN EN 196-1 (Filtracni pisky Chlum, CZ) | 1980 |
| Micronized sand ST-2 (Sklopisek Strelec, CZ) | 135 |
| Micro-dorsilit 110 (Dorfner, D) | 405 |
| CEM I 52.5 R -SR 5 white (Aalborg Portland, DE) | 864 |
| Silica fume RW Füller-Q (Elkem, D) | 216 |
| Steel fibers 12.5 × 0.2 mm (KrampeHarex, D) | 300 |
| Potassium sulphate (pure, Penta, CZ) | 3 |
| Potassium formate (synthesized) | 34.4 |
| Volume [mL] | |
| Superplasticizer MasterGlenium ACE 4446 (BASF, D) | 45 |
| Demineralized water | 278 |
| Treatment Method | Cu [%] | Zn [%] | S [%] |
|---|---|---|---|
| Brass coated steel fibers | 4.92 | 2.28 | 0.07 |
| NH3 and H2O2 3:1 (v/v) | 0.05 | 0.00 | 0.08 |
| Conc. HNO3 + KOH pH > 10 | 0.04 | 0.05 | 0.09 |
| (NH4)2CO3 30 g/L + NH3 | 0.71 | 0.32 | 0.08 |
| NH4Cl 100 g/L + NH3 | 1.21 | 0.51 | 0.08 |
| HCl | 2.69 | 0.84 | 0.09 |
| Conc. H2SO4 | 4.04 | 1.30 | 2.45 |
| Mechanical treatment | 3.39 | 1.36 | 0.09 |
| Type of Treated Fibers in Composite | Spread Diameter |
|---|---|
| NH3/H2O2 | 188 mm |
| HNO3 | 184 mm |
| HCl | 180 mm |
| Mechanical treatment | 172 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bocian, L.; Novotny, R.; Soukal, F.; Palovcik, J.; Brezina, M.; Koplik, J. Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultra-High Performance Cement Composite. Materials 2022, 15, 8401. https://doi.org/10.3390/ma15238401
Bocian L, Novotny R, Soukal F, Palovcik J, Brezina M, Koplik J. Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultra-High Performance Cement Composite. Materials. 2022; 15(23):8401. https://doi.org/10.3390/ma15238401
Chicago/Turabian StyleBocian, Lubos, Radoslav Novotny, Frantisek Soukal, Jakub Palovcik, Matej Brezina, and Jan Koplik. 2022. "Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultra-High Performance Cement Composite" Materials 15, no. 23: 8401. https://doi.org/10.3390/ma15238401
APA StyleBocian, L., Novotny, R., Soukal, F., Palovcik, J., Brezina, M., & Koplik, J. (2022). Influence of Anticorrosive Surface Treatment of Steel Reinforcement Fibers on the Properties of Ultra-High Performance Cement Composite. Materials, 15(23), 8401. https://doi.org/10.3390/ma15238401