
Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel


Abstract
:1. Introduction
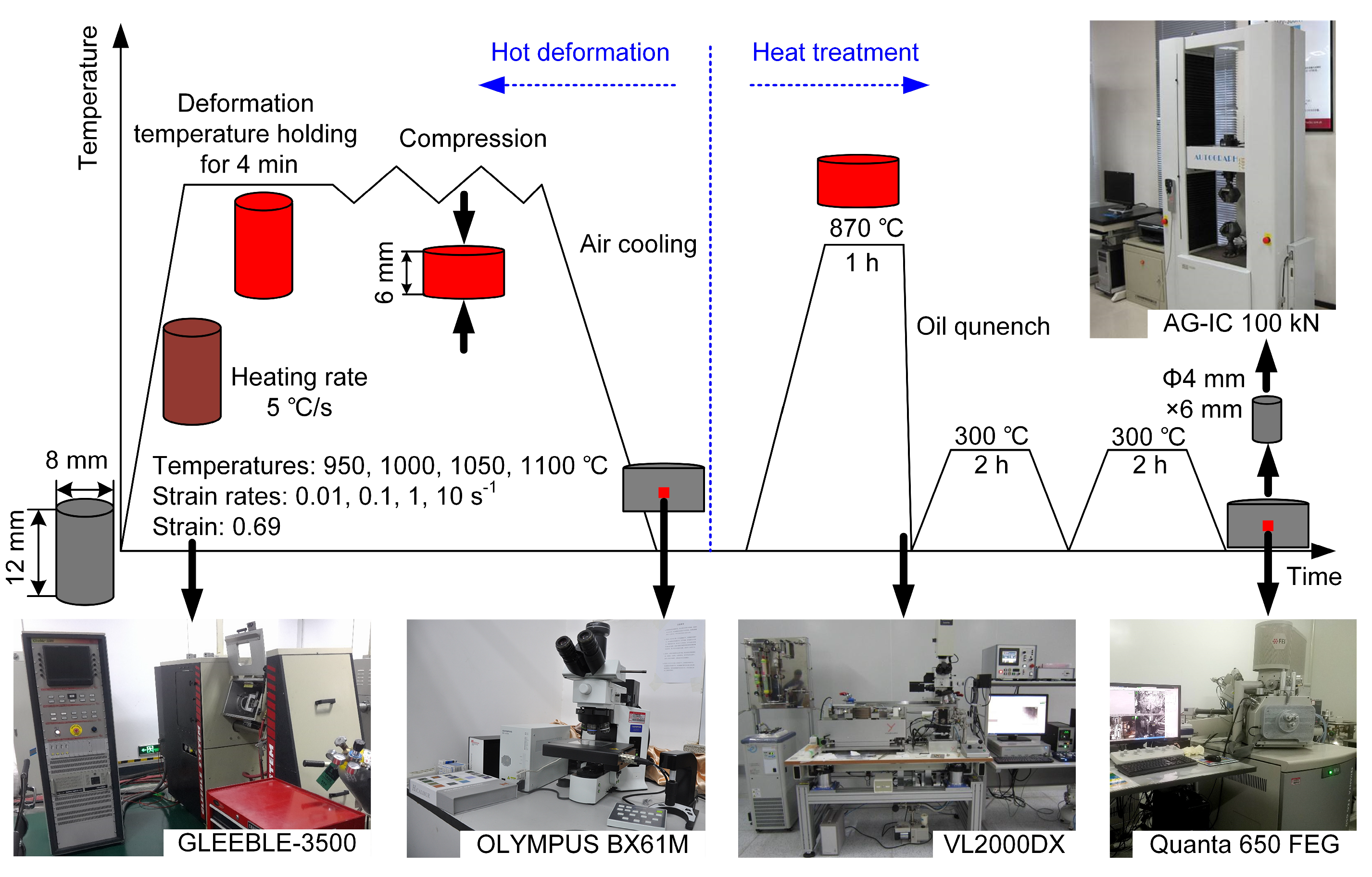
2. Materials and Methods
3. Results and Discussion
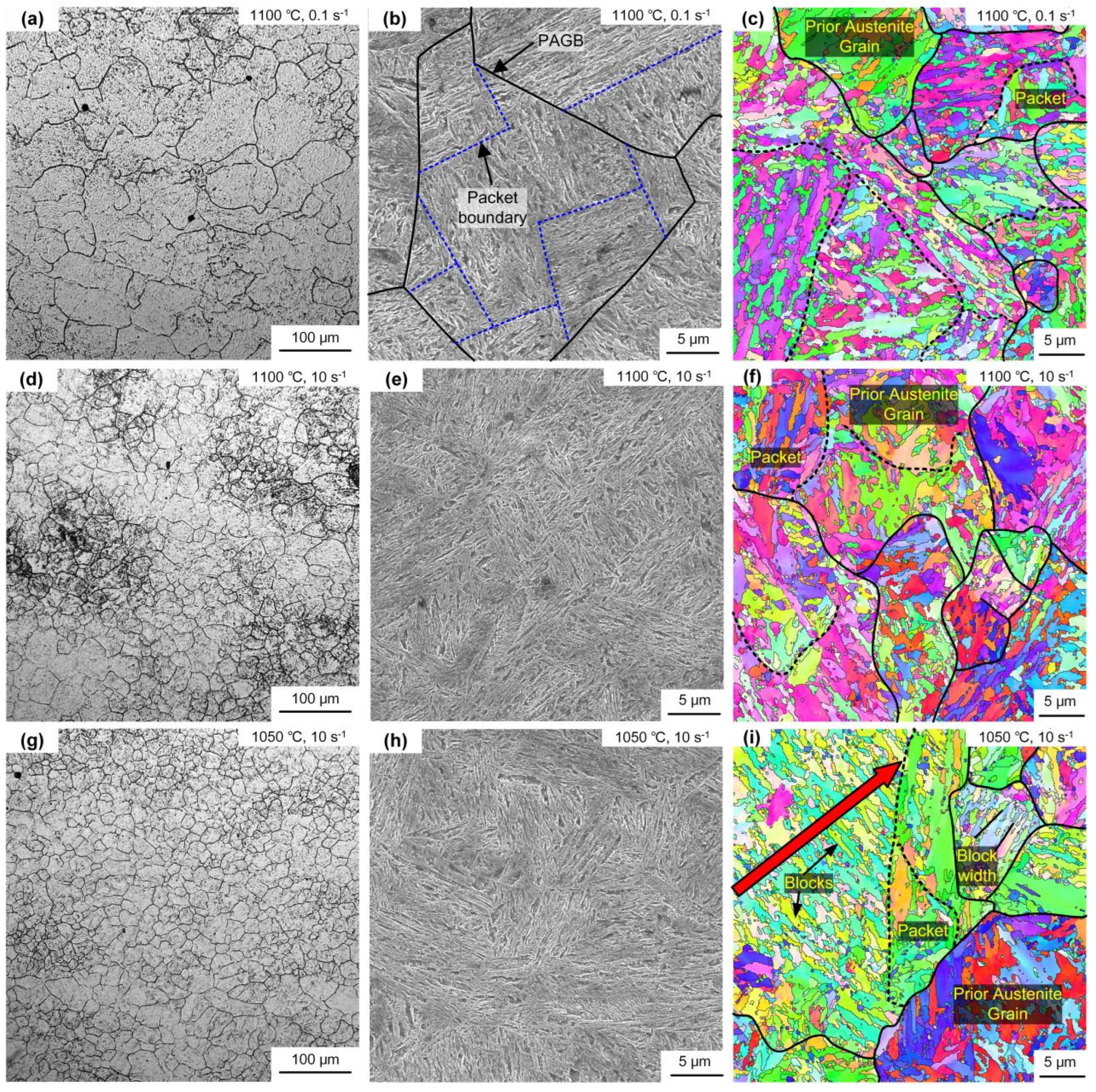
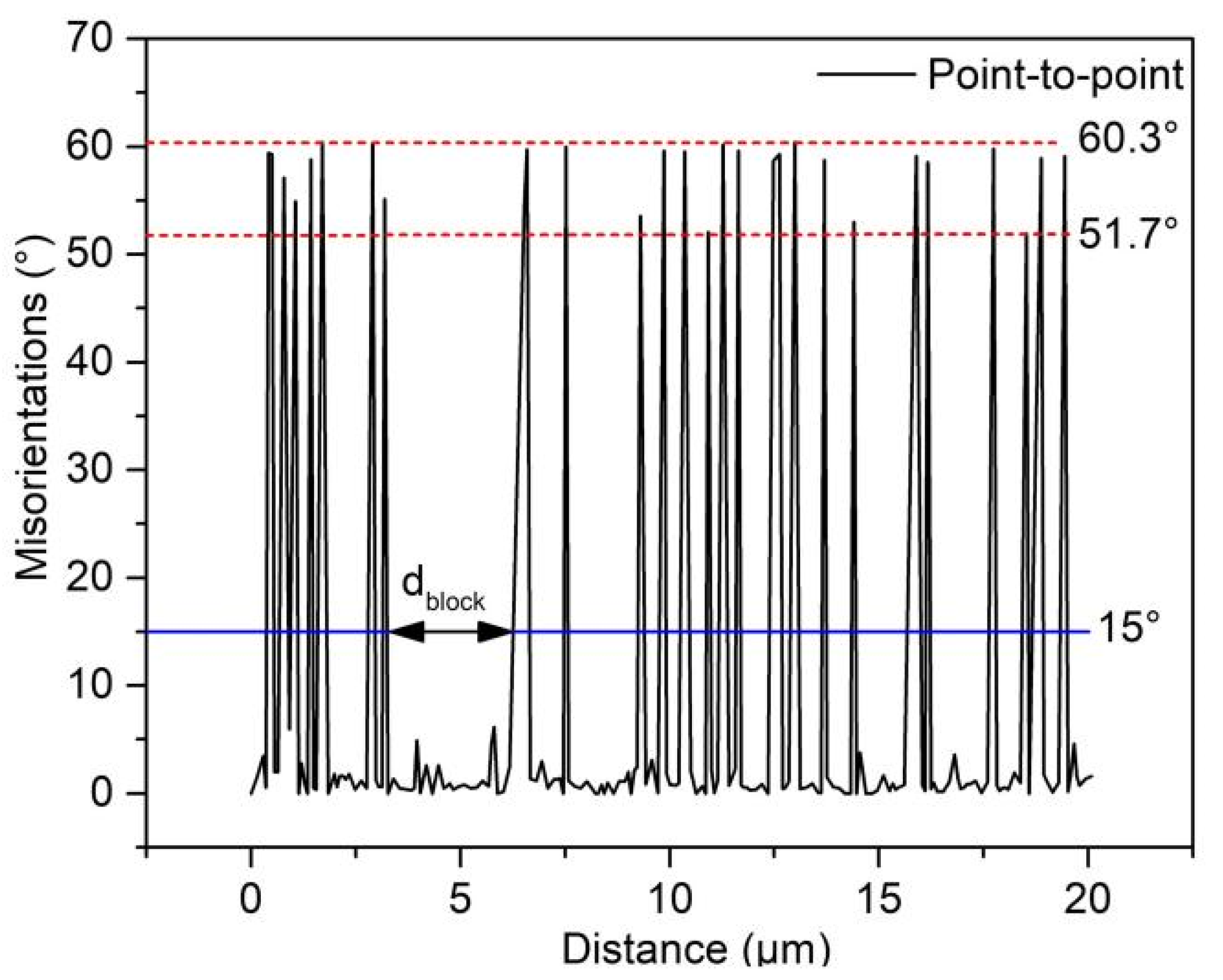
3.1. Microstructure
3.2. Mechanism of Microstructure Evolution
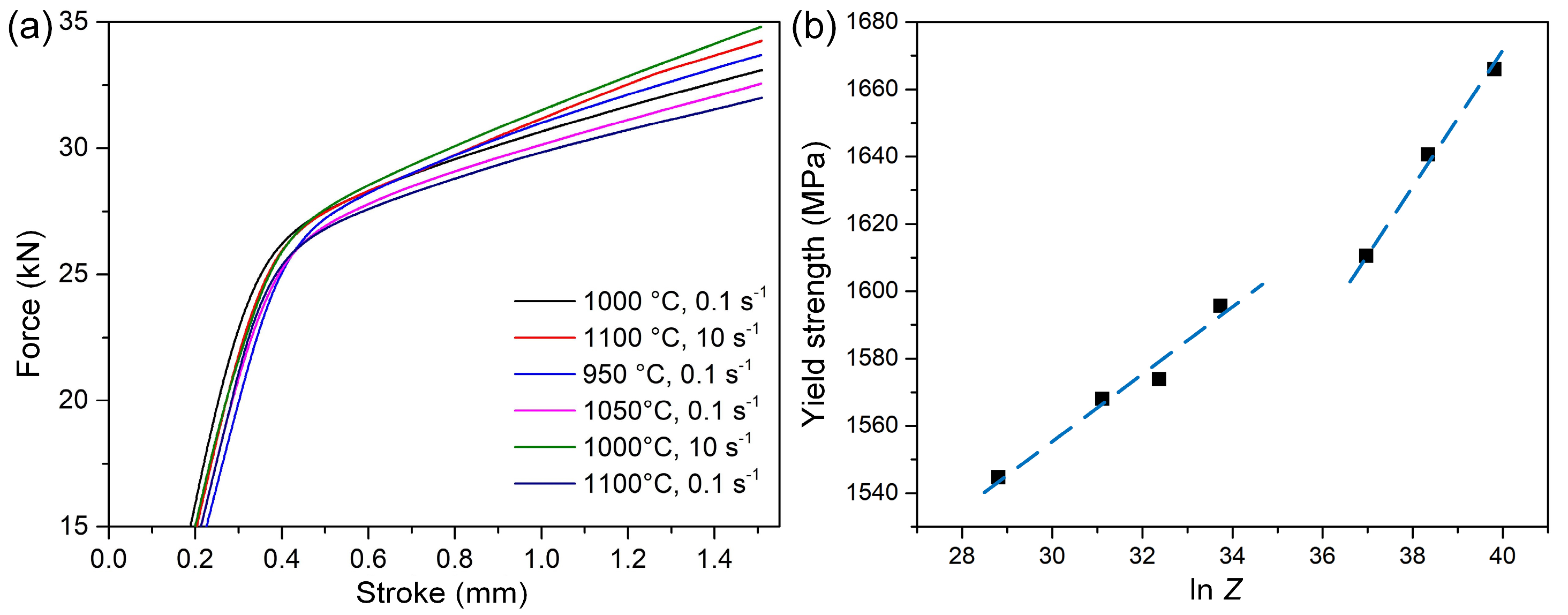
3.3. Mechanical Properties
4. Conclusions
- (1)
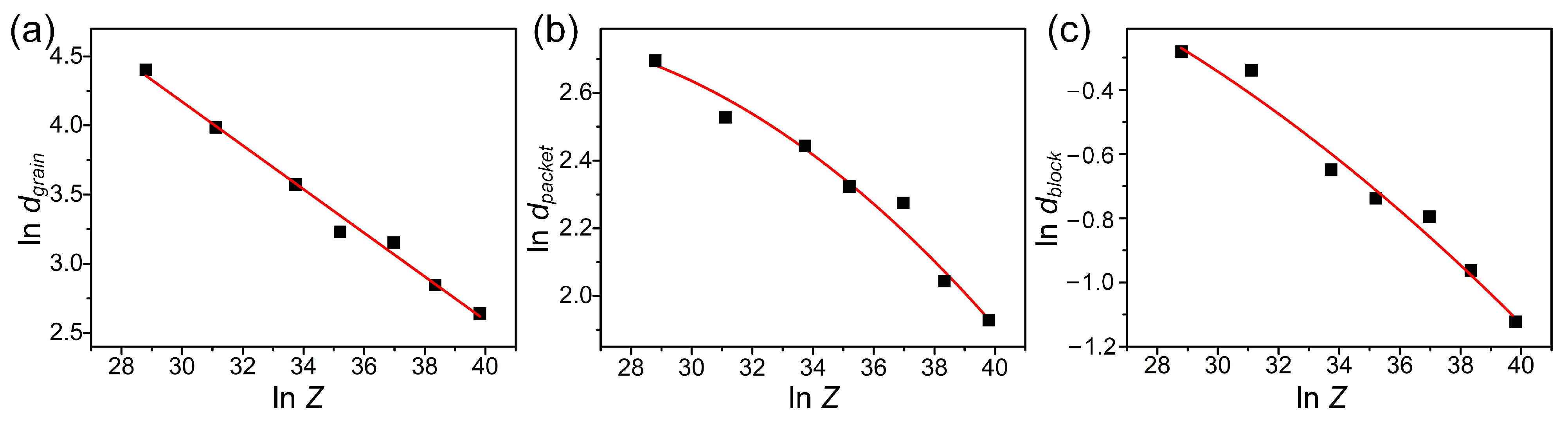
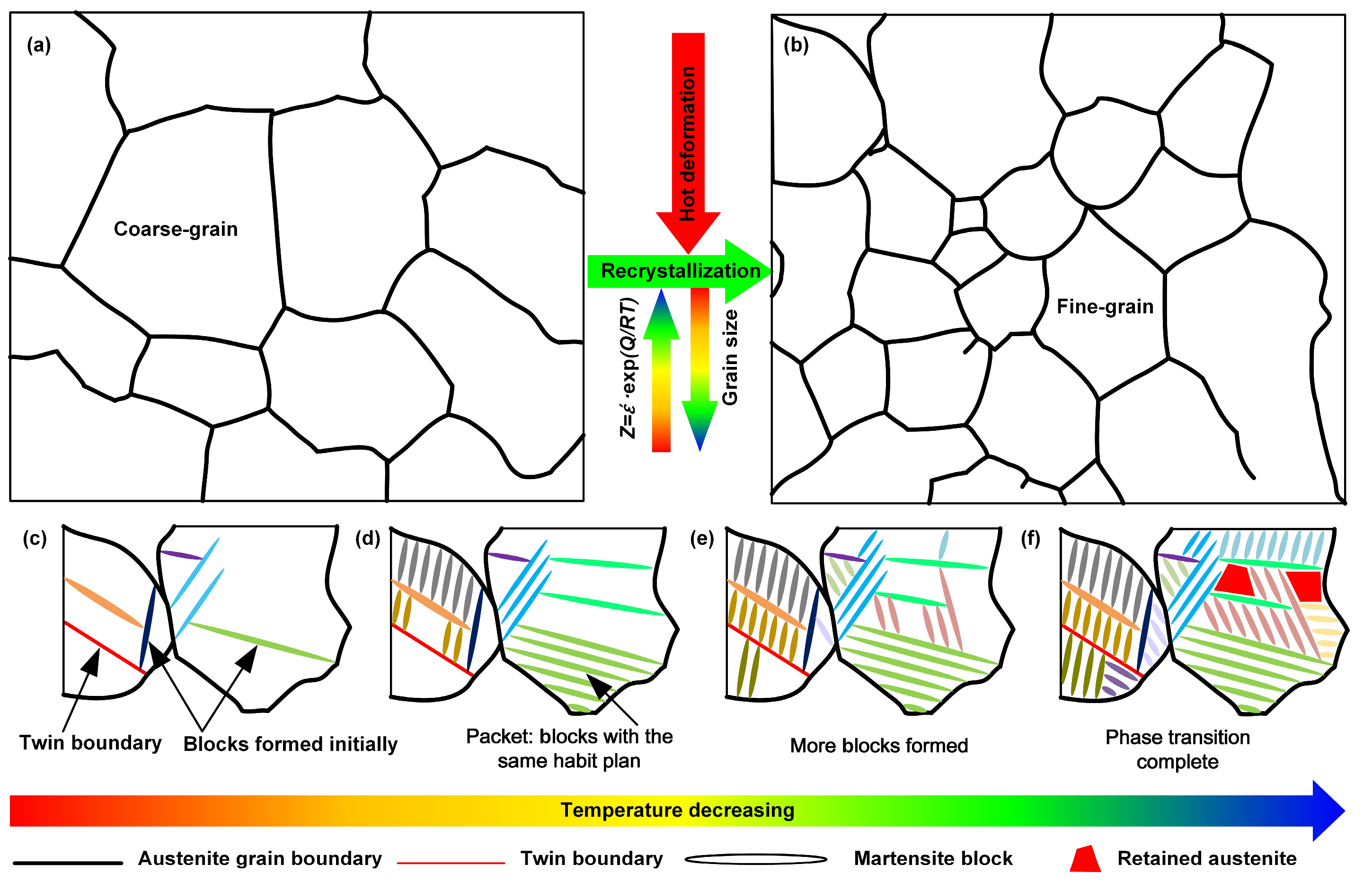
- Dynamic recrystallization occurred after hot deformation, and the microstructure after heat treatment was mainly martensite. With the increase of the Z parameter, the recrystallization grain size and the martensite unit size decreased. In addition, the decreasing tendency of the martensite block width and the martensite packet size also increased.
- (2)
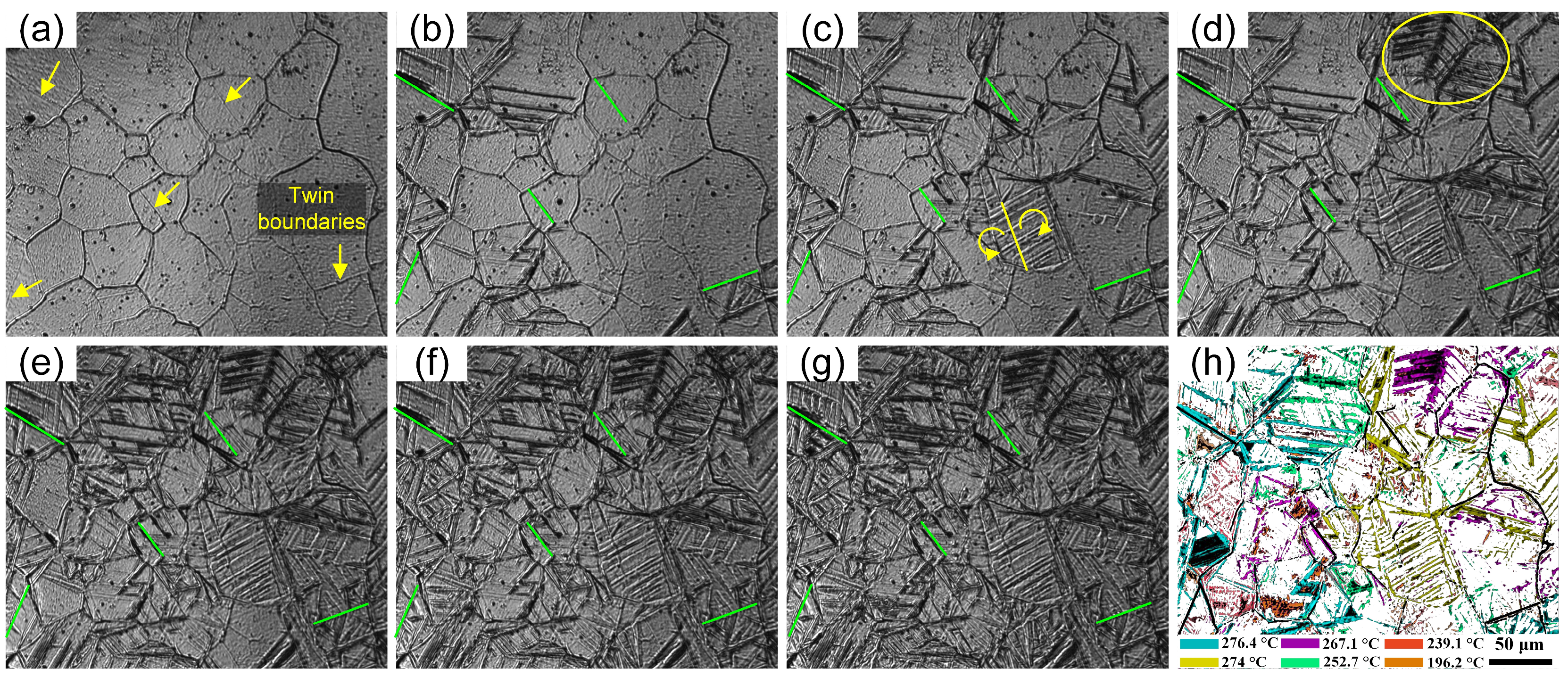
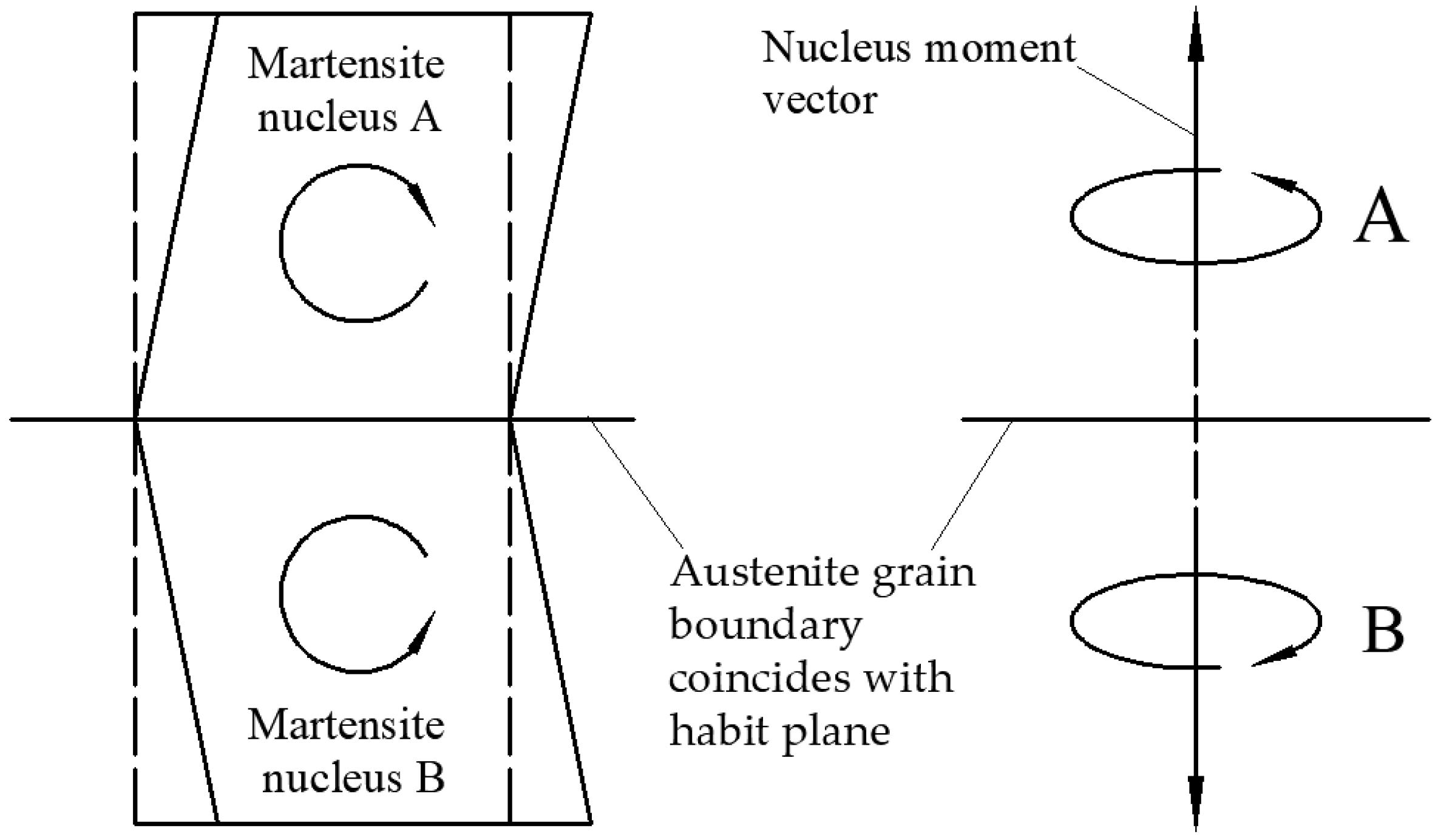
- With the increase of the Z parameter, annealing twins were formed during the heat treatment. The twin boundaries hinder the growth of martensite, making the decreasing tendency of the martensite unit size increase.
- (3)
- The yield strength was mainly affected by the martensite unit size and increased with the increase of the Z parameter. When ln Z > 36, annealing twins were formed and the increasing tendency of yield strength increased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bag, A.; Lévesque, M.; Brochu, M. Effect of shot peening on short crack propagation in 300M steel. Int. J. Fatigue 2019, 131, 105346. [Google Scholar] [CrossRef]
- Sadeghifar, M.; Sedaghati, R.; Jomaa, W.; Songmene, V. Finite element analysis and response surface method for robust multi-performance optimization of radial turning of hard 300M steel. Int. J. Adv. Manuf. Technol. 2018, 94, 2457–2474. [Google Scholar] [CrossRef]
- Graça, M.; Hoo, C.; Silva, O.; Lourenço, N. Failure analysis of a 300M steel pressure vessel. Eng. Fail. Anal. 2009, 16, 182–186. [Google Scholar] [CrossRef]
- Skubisz, P.; Sinczak, J. Properties of direct-quenched aircraft forged component made of ultrahigh-strength steel 300M. Aircr. Eng. Aerosp. Technol. 2018, 90, 713–719. [Google Scholar] [CrossRef]
- Chen, X.-M.; Lin, Y.; Wu, F. EBSD study of grain growth behavior and annealing twin evolution after full recrystallization in a nickel-based superalloy. J. Alloys Compd. 2017, 724, 198–207. [Google Scholar] [CrossRef]
- Chen, G.; Li, H.; Wang, G.; Guo, Z.; Zhang, S.; Dai, Q.; Wang, X.; Zhang, G.; Shi, Q. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124, 12–21. [Google Scholar] [CrossRef]
- Skubisz, P.; Łukaszek-Sołek, A. Effect of Processing Conditions on Forgeability and Properties of Hot and Warm-Forged Steel 300M. Arch. Met. Mater. 2017, 62, 2247–2254. [Google Scholar] [CrossRef] [Green Version]
- Qi, R.-S.; Guo, B.-F.; Liu, X.-G.; Jin, M. Flow Stress Behaviors and Microstructure Evolution of 300M High Strength Steel Under Isothermal Compression. J. Iron Steel Res. Int. 2014, 21, 1116–1123. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.; Liu, Y.; Sun, H. The deformation behavior in isothermal compression of 300M ultrahigh-strength steel. Mater. Sci. Eng. A 2011, 534, 314–322. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Luo, J. The modelling of dynamic recrystallization in the isothermal compression of 300M steel. Mater. Sci. Eng. A 2013, 574, 1–8. [Google Scholar] [CrossRef]
- Guo, P.; Deng, L.; Wang, X.; Li, J. Modelling of dynamic recrystallization kinetics of 300M steel at high strain rates during hot deformation. Sci. China Technol. Sci. 2019, 62, 1534–1544. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M. Characteristics of martensite transformed from deformed austenite with various states of ultrahigh strength 300M steel. Mater. Charact. 2018, 144, 490–497. [Google Scholar] [CrossRef]
- Kasana, S.S.; Sharma, S.; Pandey, O.P. Influence of heat treatment (routes) on the microstructure and mechanical properties of 300M ultra high strength steel. Arch. Civ. Mech. Eng. 2022, 22, 1–15. [Google Scholar] [CrossRef]
- Chentouf, S.M.; Jahazi, M.; Fortin, R. Influence of the Quench Process on Microstructure Evolution in a Landing Gear Steel. Am. Soc. Mech. Eng. 2014, 46569, V08BT10A068. [Google Scholar]
- Prawoto, Y.; Jasmawati, N.; Sumeru, K. Effect of Prior Austenite Grain Size on the Morphology and Mechanical Properties of Martensite in Medium Carbon Steel. J. Mater. Sci. Technol. 2012, 28, 461–466. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438-440, 237–240. [Google Scholar] [CrossRef]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef] [Green Version]
- Santosh, S.; Sampath, V.; Mouliswar, R. Hot deformation characteristics of NiTiV shape memory alloy and modeling using constitutive equations and artificial neural networks. J. Alloys Compd. 2022, 901, 163451. [Google Scholar] [CrossRef]
- Santosh, S.; Praveen, R.; Sampath, V. Influence of Cobalt on the Hot Deformation Characteristics of an NiTi Shape Memory Alloy. Trans. Indian Inst. Met. 2019, 72, 1465–1468. [Google Scholar] [CrossRef]
- Bernier, N.; Bracke, L.; Malet, L.; Godet, S. An alternative to the crystallographic reconstruction of austenite in steels. Mater. Charact. 2014, 89, 23–32. [Google Scholar] [CrossRef]
- Kong, H.; Chao, Q.; Cai, M.; Pavlina, E.; Rolfe, B.; Hodgson, P.; Beladi, H. One-step quenching and partitioning treatment of a commercial low silicon boron steel. Mater. Sci. Eng. A 2017, 707, 538–547. [Google Scholar] [CrossRef]
- Sang, D.-L.; Fu, R.-D.; Li, Y.-J.; Wang, Y.-P.; Kang, J. Interactions between twins and dislocations during dynamic microstructure evolution for hot shear-compression deformation of Fe-38Mn austenitic steel. J. Alloys Compd. 2018, 735, 2395–2400. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high-strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Chen, R.; Zheng, Z.; Li, N.; Li, J.; Feng, F. In-situ investigation of phase transformation behaviors of 300M steel in continuous cooling process. Mater. Charact. 2018, 144, 400–410. [Google Scholar] [CrossRef]
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 1999, 273-275, 40–57. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Ni | Cr | V | Mo | Fe |
|---|---|---|---|---|---|---|---|
| 0.38 | 0.74 | 1.64 | 1.87 | 0.84 | 0.08 | 0.40 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, F.; Zhou, P.; Guo, P.; Li, C.; Deng, L.; Wang, X.; Jin, J. Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel. Materials 2022, 15, 8927. https://doi.org/10.3390/ma15248927
Du F, Zhou P, Guo P, Li C, Deng L, Wang X, Jin J. Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel. Materials. 2022; 15(24):8927. https://doi.org/10.3390/ma15248927
Chicago/Turabian StyleDu, Fei, Peng Zhou, Peng Guo, Cheng Li, Lei Deng, Xinyun Wang, and Junsong Jin. 2022. "Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel" Materials 15, no. 24: 8927. https://doi.org/10.3390/ma15248927
APA StyleDu, F., Zhou, P., Guo, P., Li, C., Deng, L., Wang, X., & Jin, J. (2022). Effect of Hot Deformation Parameters on Heat-Treated Microstructures and Mechanical Properties of 300M Steel. Materials, 15(24), 8927. https://doi.org/10.3390/ma15248927