
Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
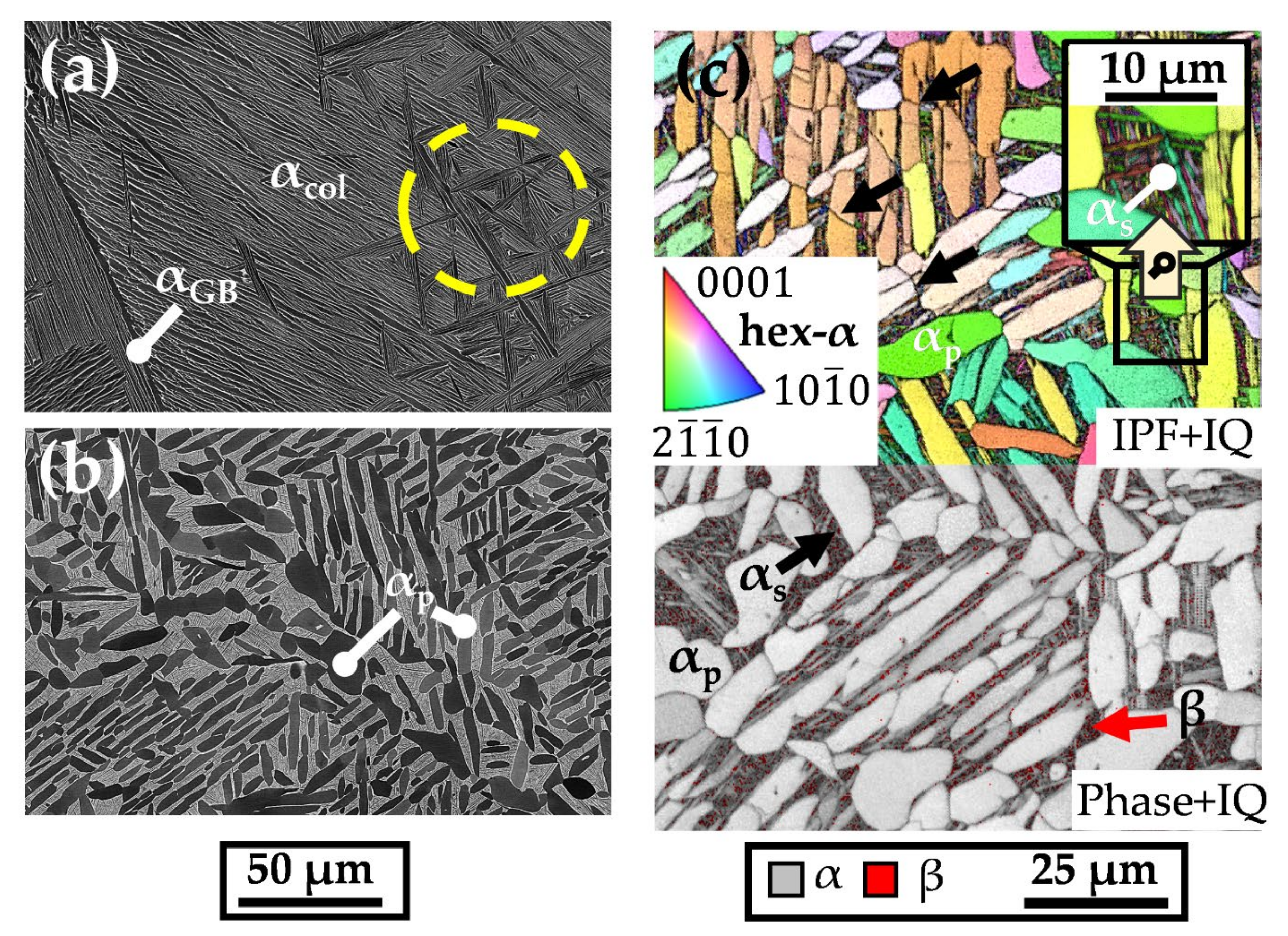
3.1. As-Built Microstructure
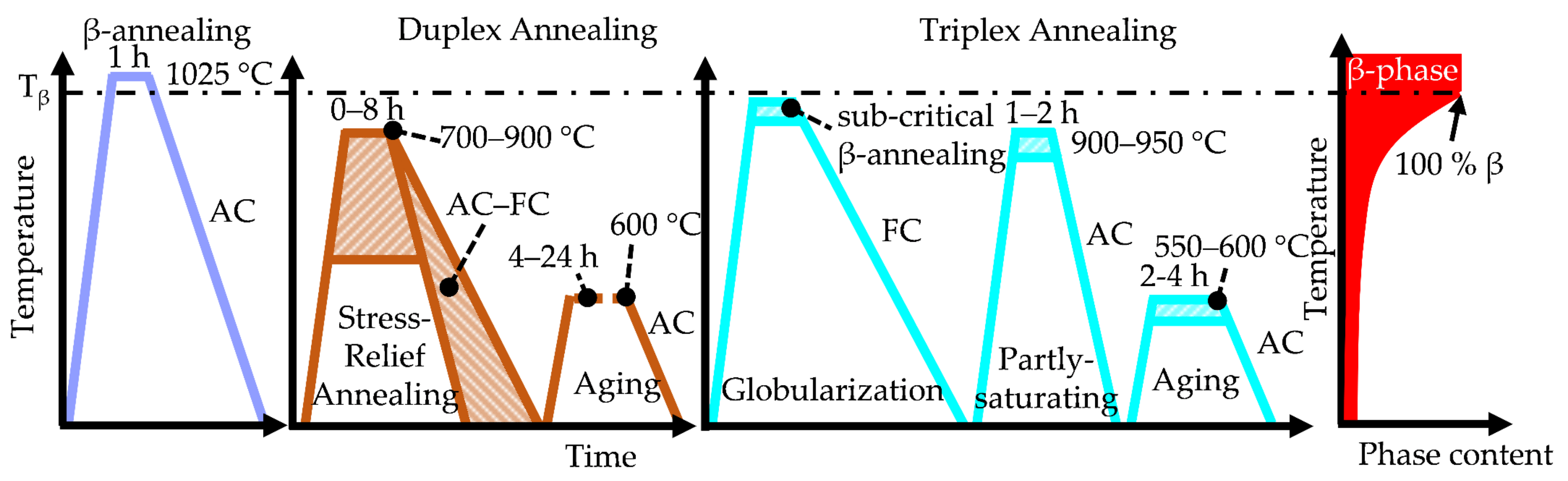
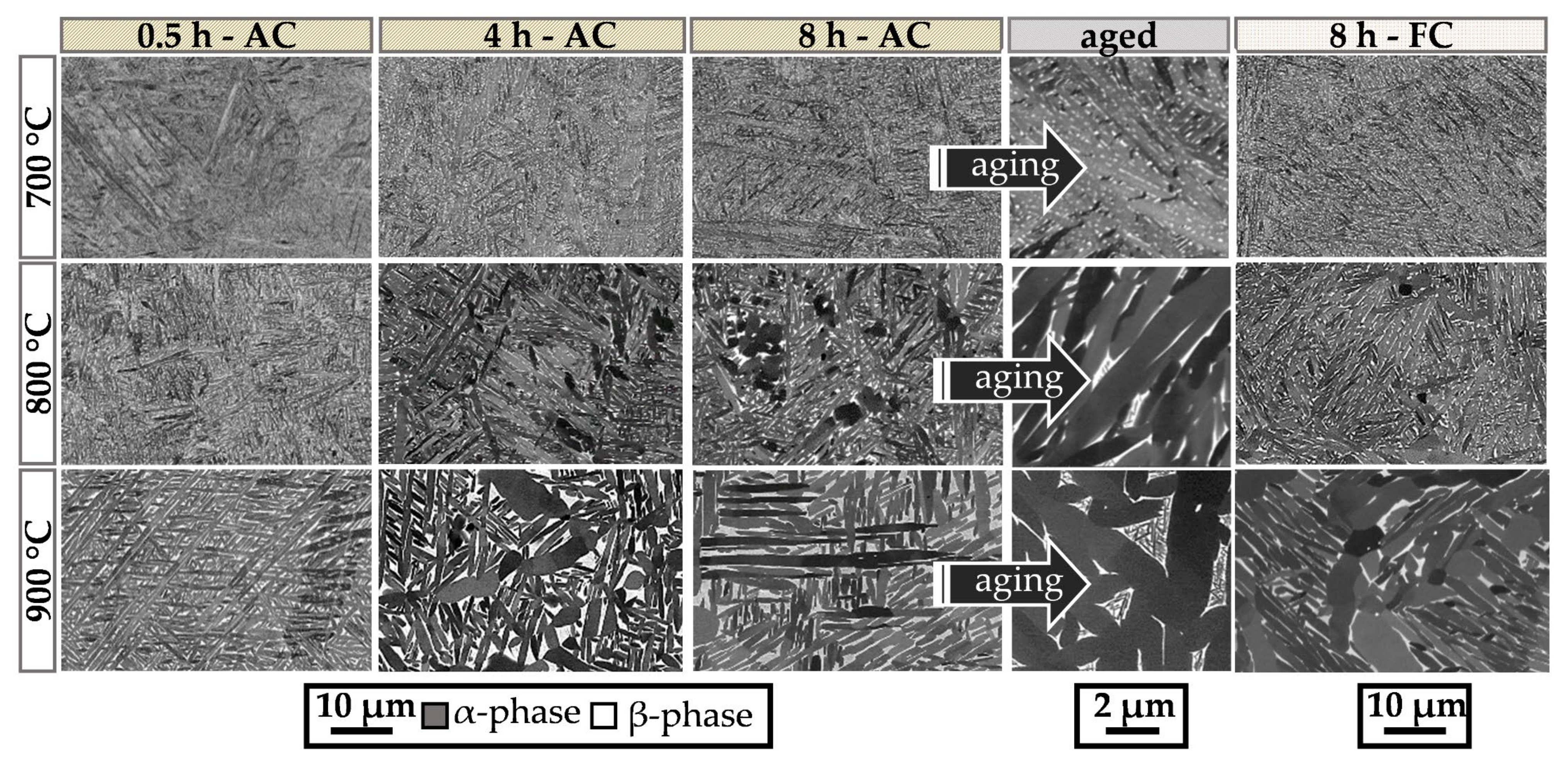
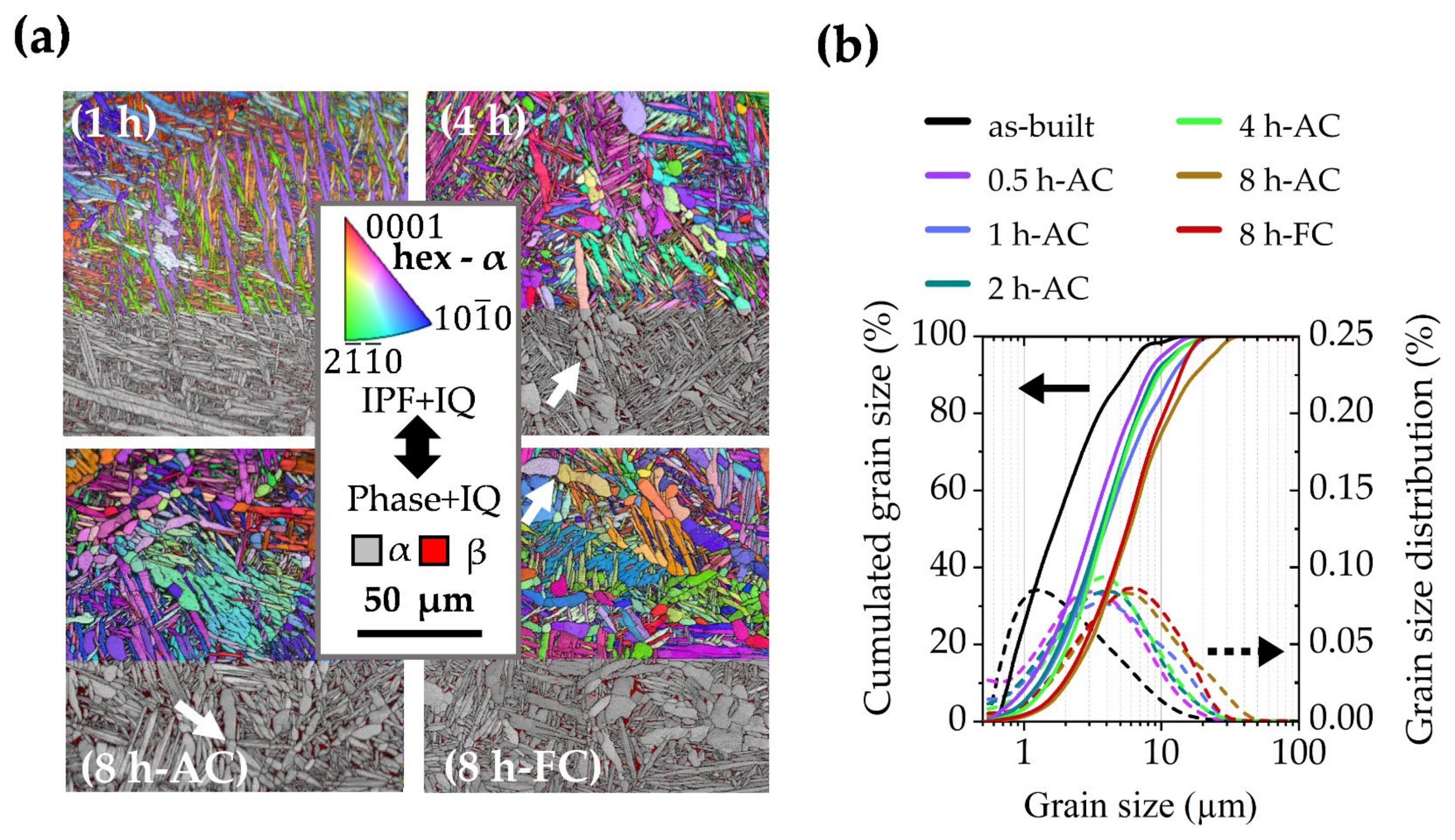
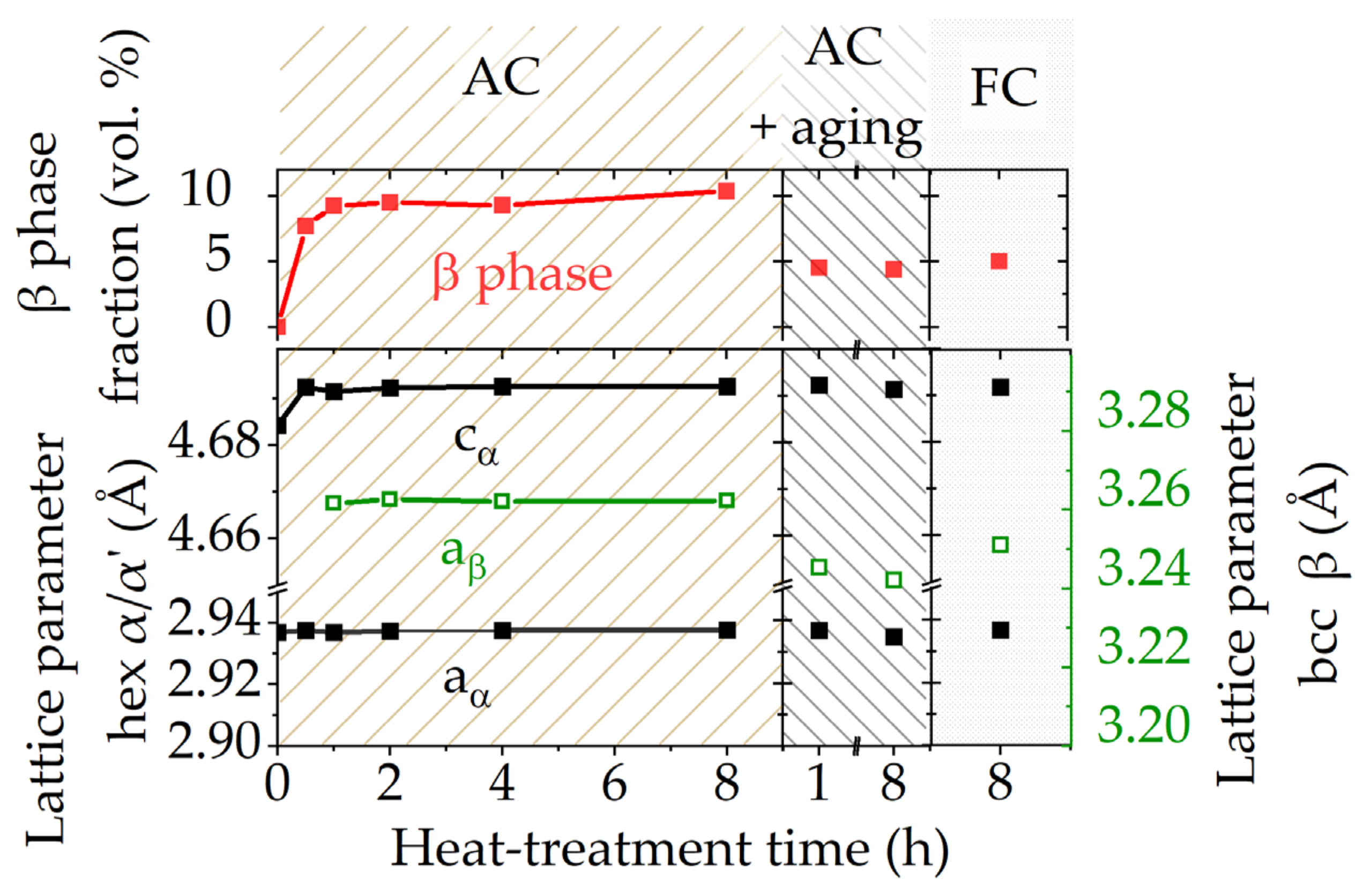
3.2. Transformation during Duplex Annealing
3.3. β-Annealing and Triplex Annealing
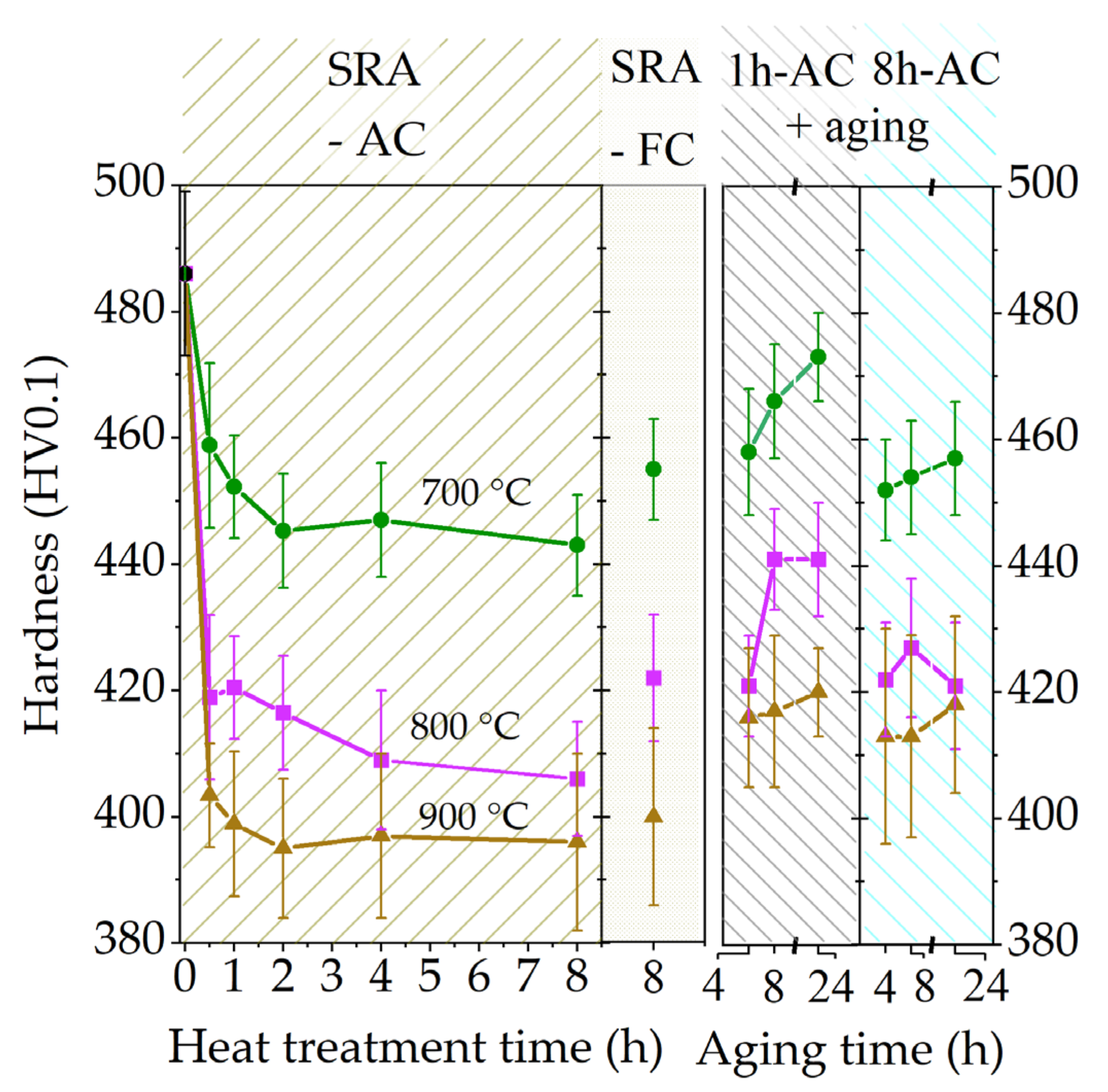
3.4. Impact of the Heat Treatments on the Mechanical Properties
4. Discussion
4.1. Heat Treatment to Achieve Higher Tensile Strength
4.2. Triplex Annealing to Obtain High Ductility
4.3. Enhanced Creep Resistance by Means of β Annealing
5. Conclusions
- For high strength applications, it is recommended to use: (i) the as-built or (ii) the duplex annealing heat treatment (well balanced ductility-strength ratio).
- Engineering applications that require high ductility can be fulfilled if triplex or duplex annealing is performed. These treatments lead to a significant increase in the elongation at fracture.
- Annealing above the β-transus temperature Tβ is recommended for long-term operating temperatures above 500 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Sabban, R.; Bahl, S.; Chatterjee, K.; Suwas, S. Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness. Acta Mater. 2019, 162, 239–254. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Wang, K. The use of titanium for medical applications in the USA. Mater. Sci. Eng. A 1996, 213, 134–137. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 1st ed.; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007; ISBN 9783662132227. [Google Scholar]
- Barriobero-Vila, P.; Gussone, J.; Stark, A.; Schell, N.; Haubrich, J.; Requena, G. Peritectic titanium alloys for 3D printing. Nat. Commun. 2018, 9, 1–9. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications, 1st ed.; Peters, M., Leyens, C., Eds.; Wiley-VCH: Weinheim, Germany, 2003; ISBN 9783527602117. [Google Scholar]
- Fan, H.; Yang, S. Effects of direct aging on near-alpha Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 788, 139533. [Google Scholar] [CrossRef]
- Imai, H.; Yamane, G.; Matsumoto, H.; Vidal, V.; Velay, V. Superplasticity of metastable ultrafine-grained Ti-6242S alloy: Mechanical flow behavior and microstructural evolution. Mater. Sci. Eng. A 2019, 754, 569–580. [Google Scholar] [CrossRef] [Green Version]
- Fujieda, T.; Cui, Y.; Aoyagi, K.; Koizumi, Y.; Chiba, A. Electron beam melting of boron-modified Ti–2Al–2Sn–4Zr–2Mo–0.1Si alloy with superior tensile strength and oxidation resistance at elevated temperatures. Materialia 2018, 4, 367–372. [Google Scholar] [CrossRef]
- Fleißner-Rieger, C.; Pfeifer, T.; Jörg, T.; Kremmer, T.; Brabetz, M.; Clemens, H.; Mayer, S. Selective laser melting of a near-α Ti6242S alloy for high-performance automotive parts. Adv. Eng. Mater. 2021, 2001194. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants - A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. Additive Manufacturing of Titanium Alloys: State of the Art, Challenges and Opportunities; Butterworth-Heinemann: Oxford, UK, 2016; ISBN 9780128047828. [Google Scholar]
- Boyer, R.; Welsch, G.; Collings, E.W. Materials properties handbook: Titanium alloys, 4th ed.; ASM International: Materials Park, OH, USA, 1994; ISBN 9780871704818. [Google Scholar]
- Ter Haar, G.M.; Becker, T.H. Low temperature stress relief and martensitic decomposition in selective laser melting produced Ti6Al4V. Mater. Des. Process. Commun. 2021, 3, e138. [Google Scholar] [CrossRef] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components – process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ter Haar, G.; Becker, T. Selective laser melting produced Ti-6Al-4V: Post-process heat treatments to achieve superior tensile properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.Y.; Fang, G.; Leeflang, S.; Böttger, A.J.; Zadpoor, A.A.; Zhou, J. Effect of subtransus heat treatment on the microstructure and mechanical properties of additively manufactured Ti-6Al-4V alloy. J. Alloys Compd. 2018, 735, 1562–1575. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti-6Al-4V additively manufactured by selective laser melting with superior mechanical properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Haubrich, J.; Gussone, J.; Barriobero-Vila, P.; Kürnsteiner, P.; Jägle, E.A.; Raabe, D.; Schell, N.; Requena, G. The role of lattice defects, element partitioning and intrinsic heat effects on the microstructure in selective laser melted Ti-6Al-4V. Acta Mater. 2019, 167, 136–148. [Google Scholar] [CrossRef]
- Chandler, H. (Ed.) Heat Treater’s Guide Practices and Procedures for Nonferrous Alloys; ASM International: Materials Park, OH, USA, 2006; ISBN 0871705656. [Google Scholar]
- Donachie, M.J. Titanium-A technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2000; ISBN 978-953-51-0467-4. [Google Scholar]
- Popov, A.; Rossina, N.; Popova, M. The effect of alloying on the ordering processes in near-alpha titanium alloys. Mater. Sci. Eng. A 2013, 564, 284–287. [Google Scholar] [CrossRef] [Green Version]
- Fleißner-Rieger, C.; Pogrielz, T.; Obersteiner, D.; Pfeifer, T.; Clemens, H.; Mayer, S. An additively manufactured titanium alloy in the focus of metallography. Pract. Metallogr. 2021, 58, 4–31. [Google Scholar] [CrossRef]
- Mccusker, L.B.; Von Dreele, R.B.; Cox, D.E.; Louër, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef] [Green Version]
- Chong, Y.; Deng, G.; Yi, J.; Shibata, A.; Tsuji, N. On the strain hardening abilities of α + β titanium alloys: The roles of strain partitioning and interface length density. J. Alloys Compd. 2019, 811, 152040. [Google Scholar] [CrossRef]
- Wang, K.; Yan, Z.; Zhou, Y.; Wei, S.; Wang, X.; Xin, R.; Liu, Q. Slip initiation in interlayered β and corresponding slip transfer during compression of a lamellar-structure titanium alloy. Results Phys. 2020, 18, 103276. [Google Scholar] [CrossRef]
- Gheysarian, A.; Abbasi, M. The effect of aging on microstructure, formability and springback of Ti-6Al-4V titanium alloy. J. Mater. Eng. Perform. 2017, 26, 374–382. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Tan, H.; Zhang, G.; Lin, X.; Huang, W. Achieving superior ductility for laser solid formed extra low interstitial Ti-6Al-4V titanium alloy through equiaxial alpha microstructure. Scr. Mater. 2018, 146, 187–191. [Google Scholar] [CrossRef]
- Singh, A.K.; Ramachandra, C. Characterization of silicides in high-temperature titanium alloys. J. Mater. Sci. 1997, 32, 229–234. [Google Scholar] [CrossRef]
- Hayes, R.W.; Viswanathan, G.B.; Mills, M.J. Creep behavior of Ti–6Al–2Sn–4Zr–2Mo: I. The effect of nickel on creep deformation and microstructure. Acta Mater. 2002, 50, 4953–4963. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Heat Treatment | UTS (MPa) | YS (MPa) | A5 (%) | Min. Creep Rate (10−8 s−1) | Time (h) ε > 1% | Reference |
|---|---|---|---|---|---|---|---|
| as-built | - | 1526 ± 6 | 1406 ± 17 | 4.3 ± 0.8 | 5.1 (85 h) | 26 | this study |
| duplex low | 700 °C–1 h–AC 600 °C–24 h–AC | 1421 ± 5 | 1390 ± 2 | 0.9 ± 0.3 | 5.0 (56 h) | 37 | this study |
| duplex middle | 800 °C–1 h–AC 600 °C–24 h–AC | 1263 | 1172 | 6.5 | - | - | this study |
| duplex high | 900 °C–8 h–AC 600 °C–4 h–AC | 1155 ± 7 | 1075 ± 4 | 16.0 ± 0.1 | 2.0 (127 h) | 120 | this study |
| triplex | sub-critical β-annealing–FC 900–950 °C–1–2 h–AC 550–600 °C–2–4 h–AC | 1098 ± 4 | 1018 ± 5 | 16.5 ± 0.3 | 1.2 (170 h) | 218 | this study |
| β-annealed | 1025 °C–1 h–AC | - | - | - | 0.5 (200 h) | >350 | this study |
| as-built | - | 1381 | 1293 | 5.3 | - | - | [8] |
| cast + annealed | - | 1006 | 910 | 10 | - | - | [15] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fleißner-Rieger, C.; Pfeifer, T.; Turk, C.; Clemens, H. Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion. Materials 2022, 15, 1032. https://doi.org/10.3390/ma15031032
Fleißner-Rieger C, Pfeifer T, Turk C, Clemens H. Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion. Materials. 2022; 15(3):1032. https://doi.org/10.3390/ma15031032
Chicago/Turabian StyleFleißner-Rieger, Christian, Tanja Pfeifer, Christoph Turk, and Helmut Clemens. 2022. "Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion" Materials 15, no. 3: 1032. https://doi.org/10.3390/ma15031032
APA StyleFleißner-Rieger, C., Pfeifer, T., Turk, C., & Clemens, H. (2022). Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion. Materials, 15(3), 1032. https://doi.org/10.3390/ma15031032