
Selective Electron Beam Melting (SEBM) of Pure Tungsten: Metallurgical Defects, Microstructure, Texture and Mechanical Properties


Abstract
:1. Introduction
2. Materials and Experimental Procedures
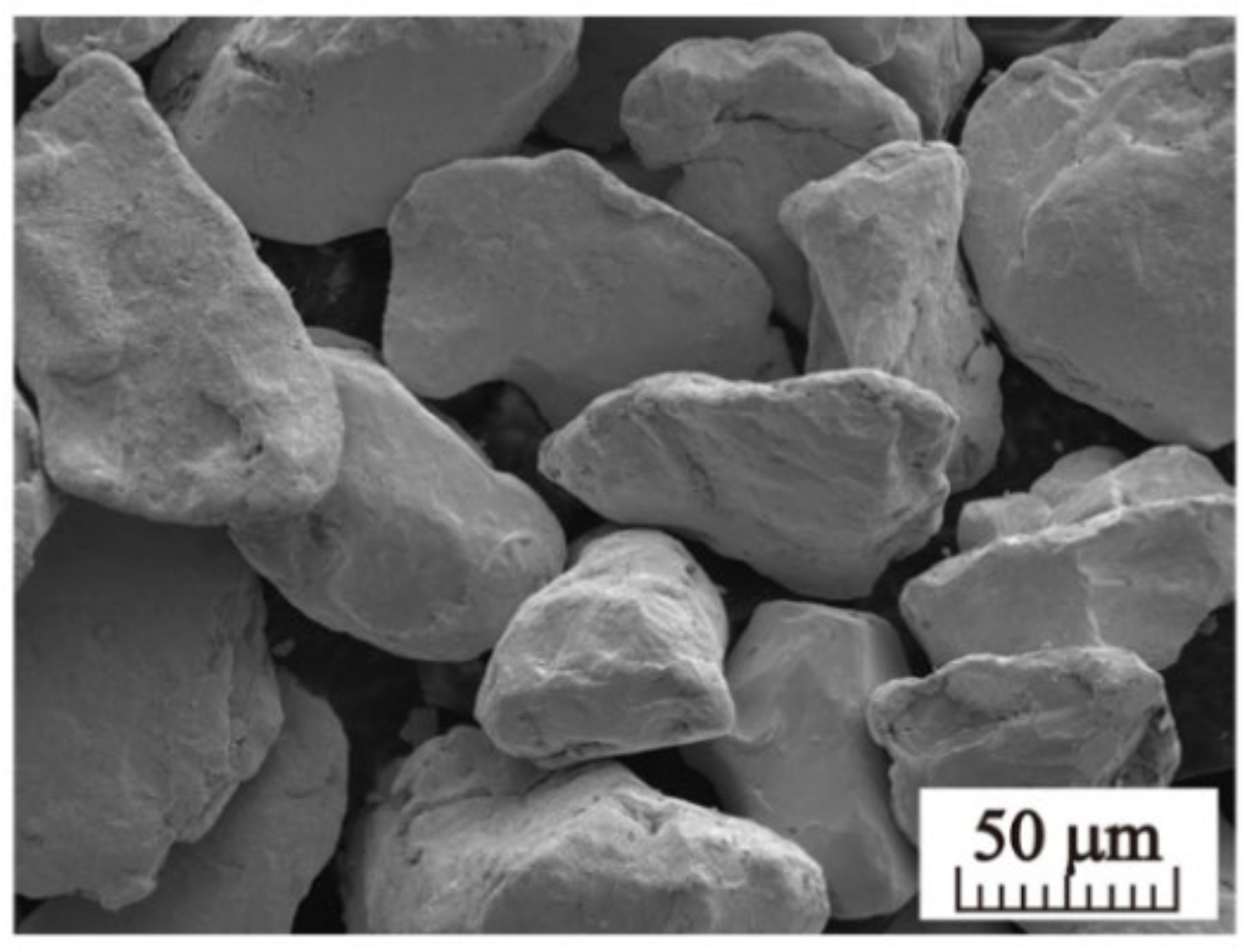
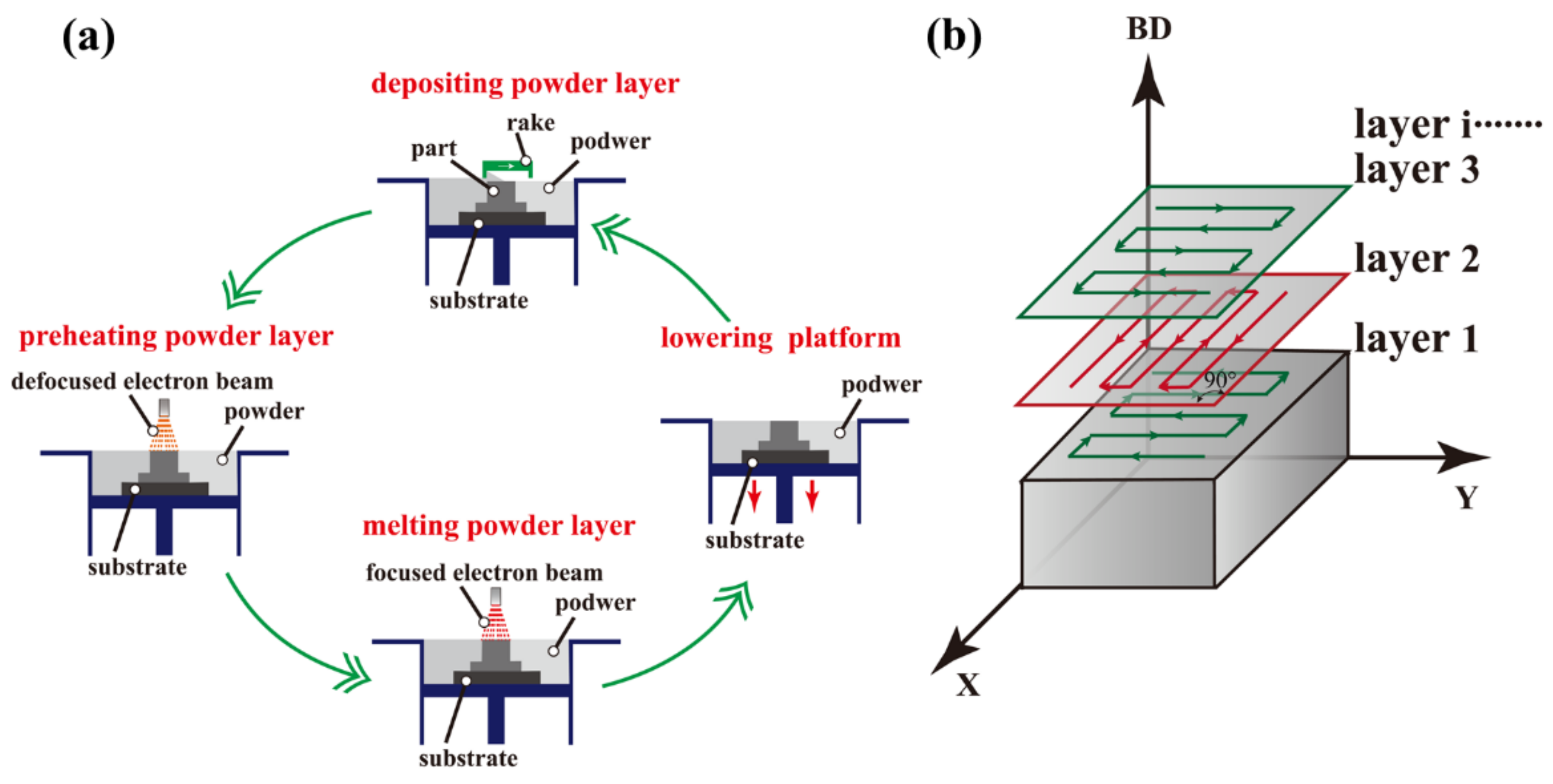
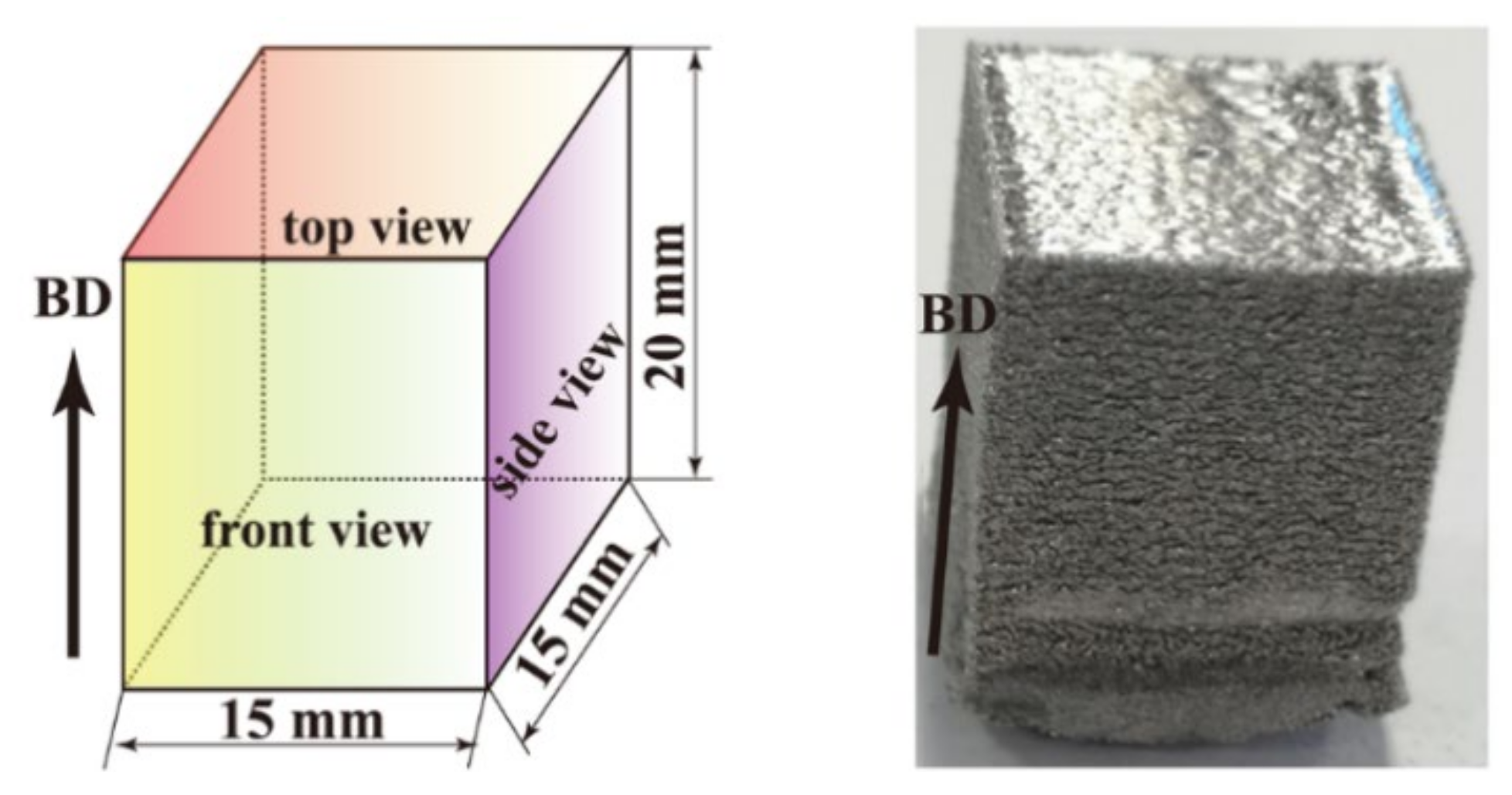
2.1. Materials and SEBM Process
2.2. Characterization
3. Results and Discussion
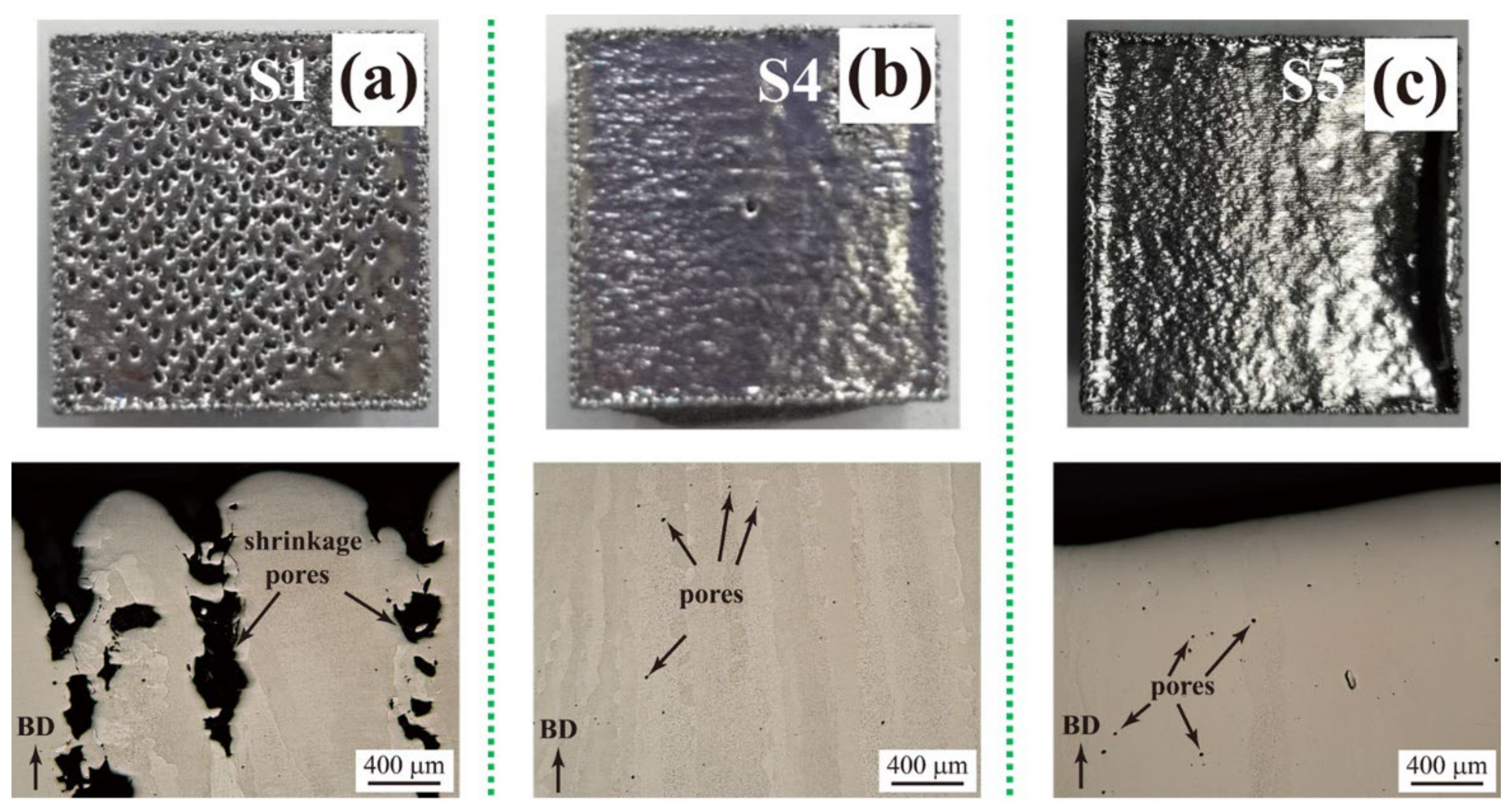
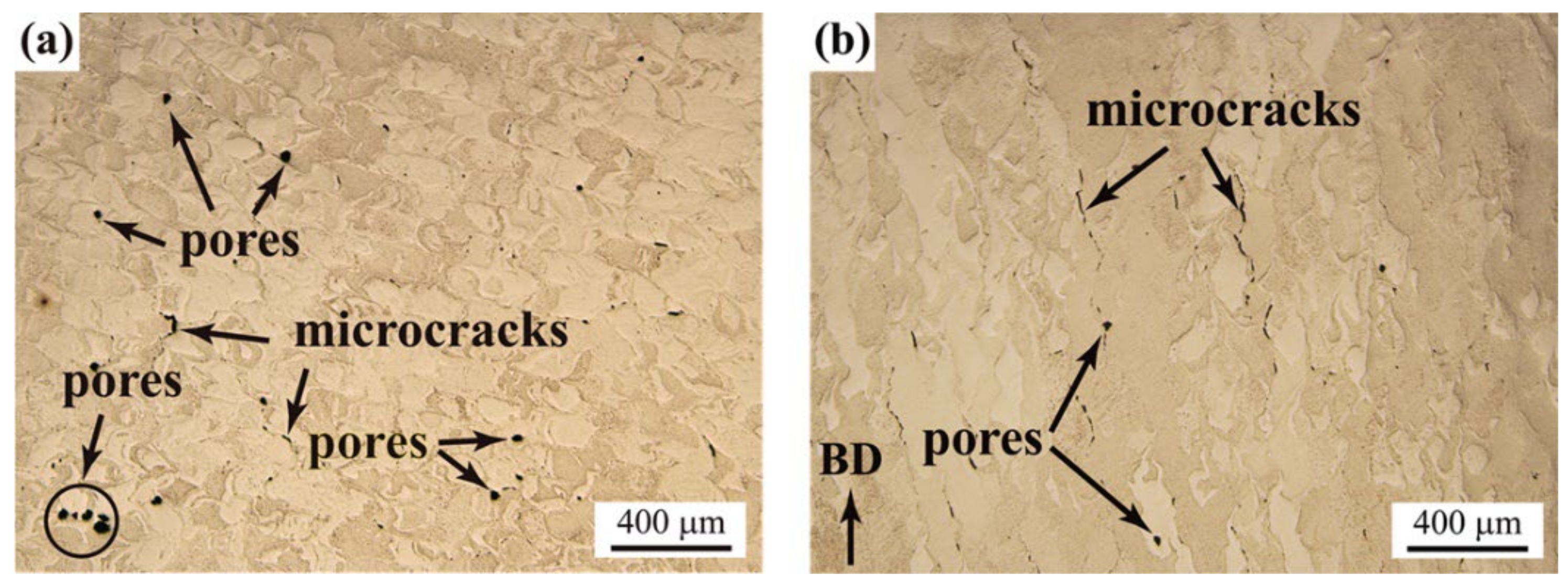
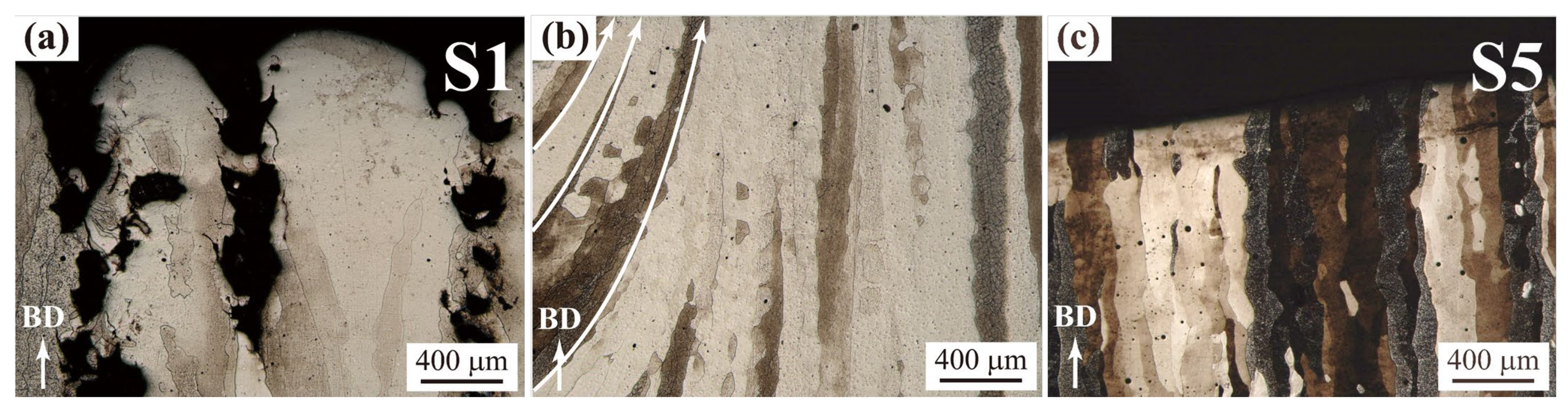
3.1. Metallurgical Defects
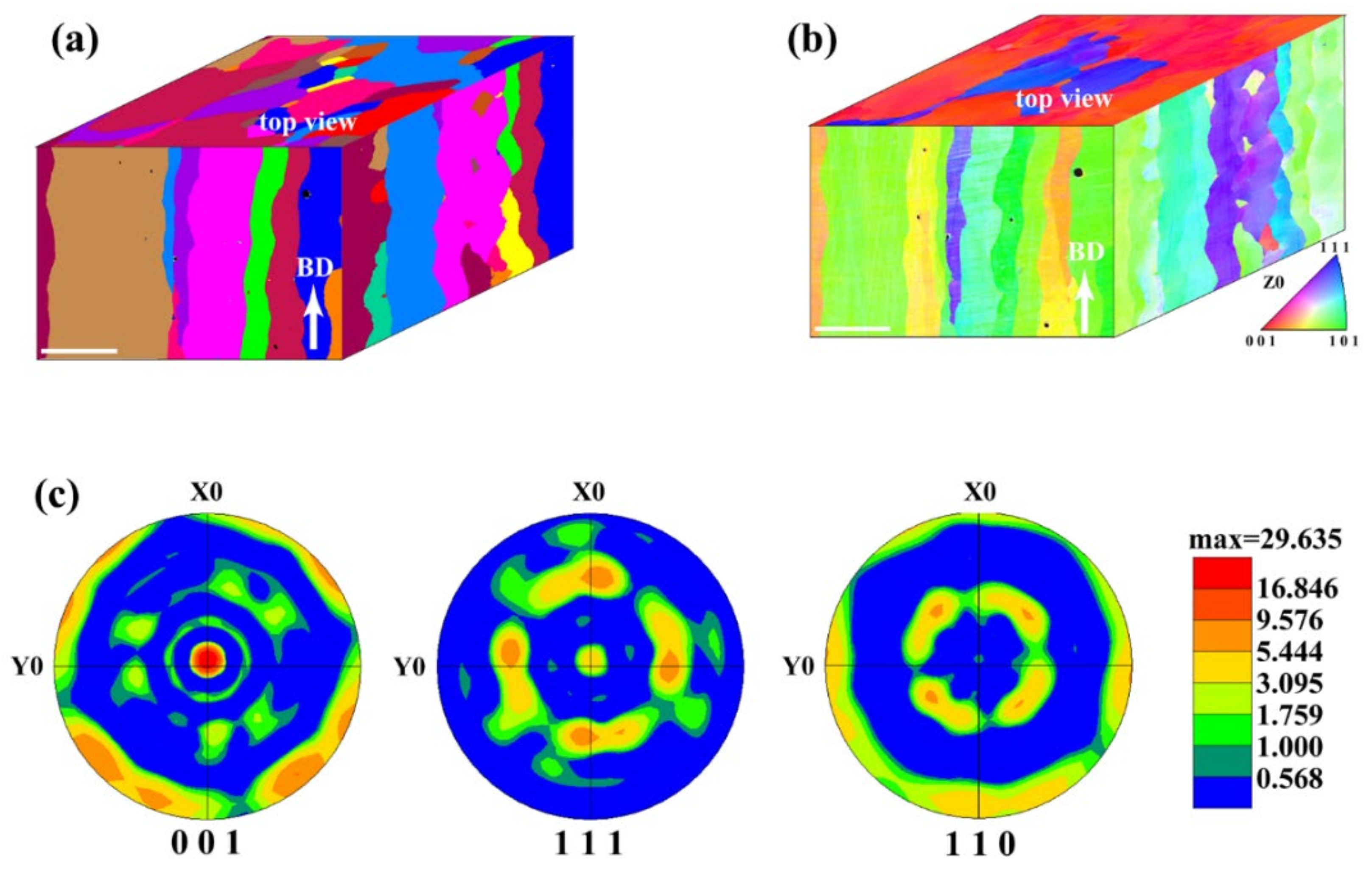
3.2. Microstructure and Texture
3.3. Mechanical Properties
4. Conclusions
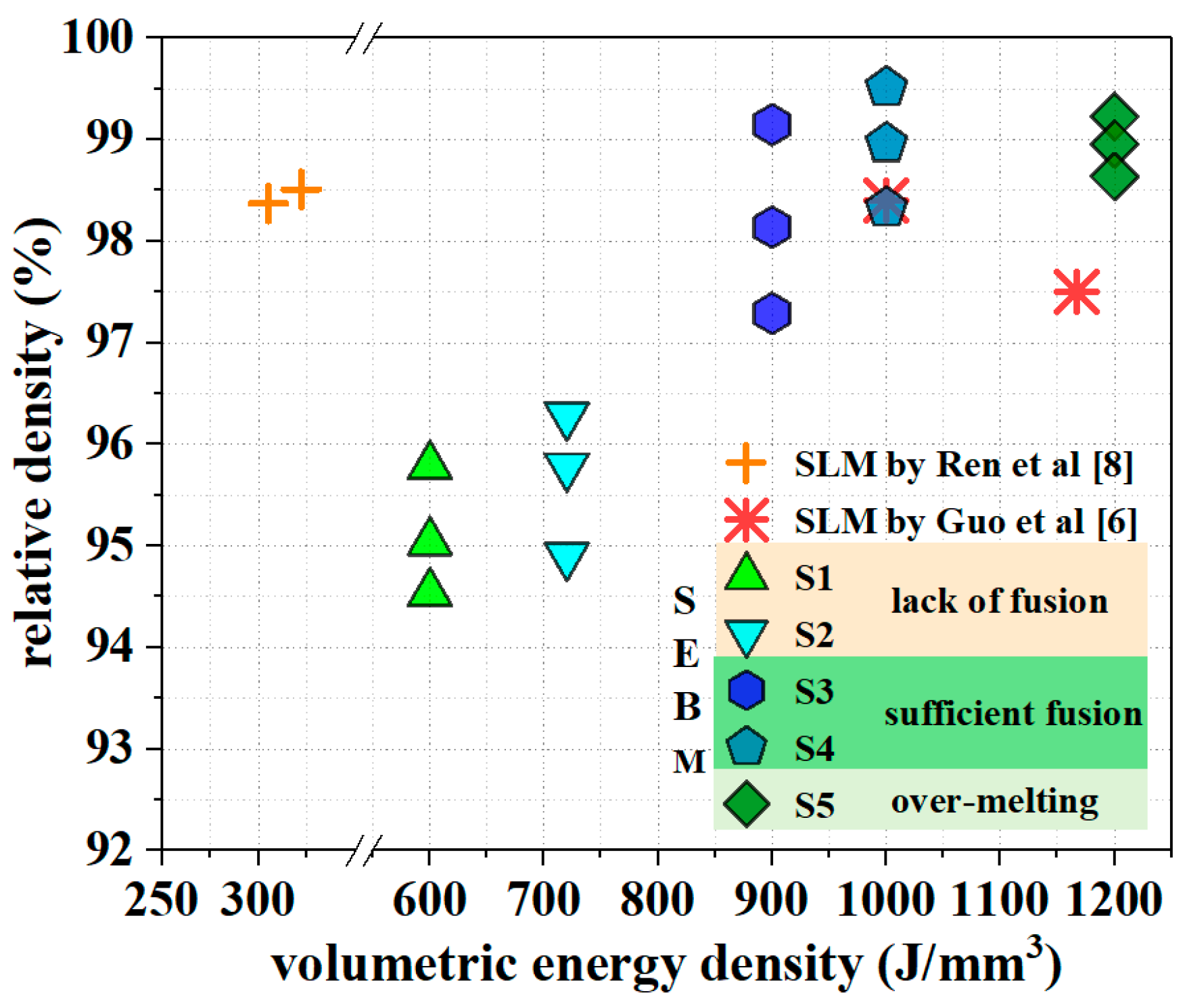
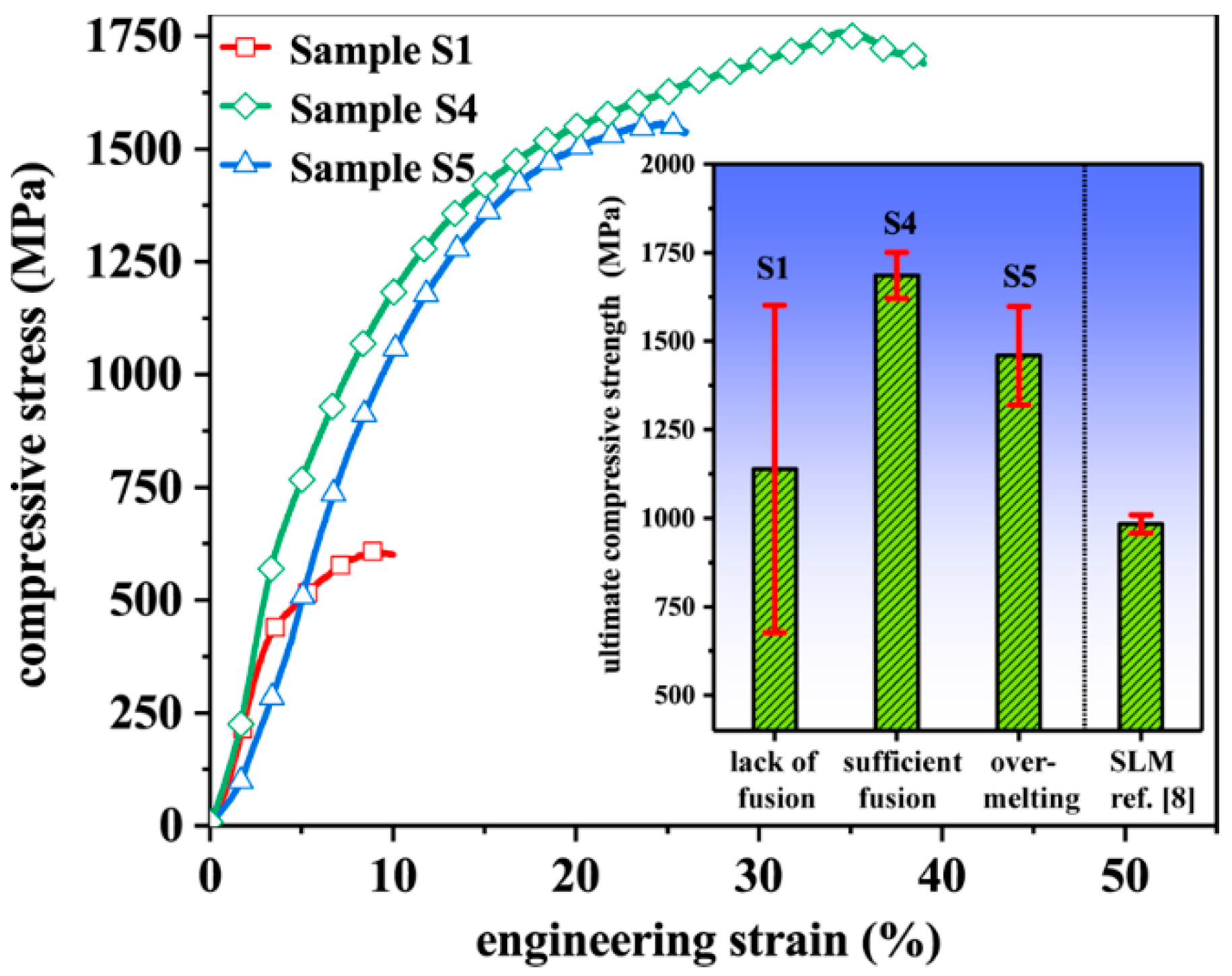
- Pure tungsten bulk samples upon sufficient fusion using SEBM are fabricated with high relative density up to 98.93%. A superior ultimate compressive strength of 1.76 GPa higher than reported values in literature is achieved at a volumetric energy density of 1000 J/mm3.
- Long columnar grain structures along the building direction are observed in the SEBM-ed samples, indicating a stable melt pool during the SEBM process; while relatively small and discrete columnar grain structures exist in the SLM-ed samples, indicating disrupted epitaxy growth of columnar grains during SLM.
- Comparing with the SLM-ed pure tungsten samples containing micropores and inevitable microcracks, no microcracks, but only micropores, are found in the SEBM-ed tungsten samples of sufficient fusion. The absence of microcracks in the SEBM-ed tungsten benefits from the reduction in oxide precipitates due to the vacuum manufacturing environment and from the low thermal stress owing to the specific heating and preheating schemes in the SEBM process.
- The SEBM-ed samples of sufficient fusion have the ultimate compressive strength (1.76 GPa) significantly larger than that (0.98 GPa) of the SLM-ed samples of similar high relative densities exceeding 98%.
Author Contributions
Funding
Conflicts of Interest
References
- Philipps, V. Tungsten as material for plasma-facing components in fusion devices. J. Nucl. Mater. 2011, 415, S2–S9. [Google Scholar] [CrossRef]
- Lassner, E.; Schuber, W.-D. Tungsten—Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Zhang, D.; Cai, Q.; Liu, J. Formation of nanocrystalline tungsten by selective laser melting of tungsten powder. Mater. Manuf. Process. 2012, 27, 1267–1270. [Google Scholar] [CrossRef]
- Iveković, A.; Omidvari, N.; Vrancken, B.; Lietaert, K.; Thijs, L.; Vanmeensel, K.; Vleugels, J.; Kruth, J.-P. Selective laser melting of tungsten and tungsten alloys. Int. J. Refract. Met. Hard Mater. 2018, 72, 27–32. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Zhang, H.; Zhang, J.; Yang, J.; Wang, R. Selective laser melting additive manufacturing of pure tungsten: Role of volumetric energy density on densification, microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2019, 84, 105025. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Du, L.; Zhang, H.; Zhang, J. Formation of scanning tracks during Selective Laser Melting (SLM) of pure tungsten powder: Morphology, geometric features and forming mechanisms. Int. J. Refract. Met. Hard Mater. 2019, 79, 37–46. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Attard, B.; Zhang, P.; Kuang, T. Selective laser melting of high-performance pure tungsten: Parameter design, densification behavior and mechanical properties. Sci. Technol. Adv. Mat. 2018, 19, 370–380. [Google Scholar] [CrossRef] [Green Version]
- Ren, X.; Liu, H.; Lu, F.; Huang, L.; Yi, X. Effects of processing parameters on the densification, microstructure and mechanical properties of pure tungsten fabricated by optimized selective laser melting: From single and multiple scan tracks to bulk parks. Int. J. Refract. Met. Hard Mater. 2021, 96, 105490. [Google Scholar] [CrossRef]
- Li, K.; Wang, D.; Xing, L.; Wang, Y.; Yu, C.; Chen, J.; Zhang, T.; Ma, J.; Liu, W.; Shen, Z. Crack suppression in additively manufactured tungsten by introducing secondary-phase nanoparticles into the matrix. Int. J. Refract. Met. Hard Mater. 2019, 79, 158–163. [Google Scholar] [CrossRef]
- Wang, D.-Z.; Li, K.-L.; Yu, C.-F.; Ma, J.; Liu, W.; Shen, Z.-J. Cracking behavior in additively manufactured pure tungsten. Acta Metall. Sin. 2019, 32, 127–135. [Google Scholar] [CrossRef] [Green Version]
- Müller, A.v.; Schlick, G.; Neu, R.; Anstätt, C.; Klimkait, T.; Lee, J.; Pascher, B.; Schmitt, M.; Seidel, C. Additive manufacturing of pure tungsten by means of selective laser beam melting with substrate preheating temperatures up to 1000 °C. Nucl. Mater. Energy 2019, 19, 184–188. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.W.; Bi, G.; Zheng, H.Y. Porosity formation and gas bubble retention in laser metal deposition. Appl. Phys. A 2009, 97, 641–649. [Google Scholar] [CrossRef]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing technology. Manuf. Rev. 2014, 1, 2. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Huang, Y.; Liu, B.; Guo, C.; Sun, J. Precipitation behavior in a Nb-5W-2Mo-1Zr niobium alloy fabricated by electron beam selective melting. Mater. Charact. 2021, 174, 111019. [Google Scholar] [CrossRef]
- Higashi, M.; Yoshimi, K. Electron beam surface melting of MoSiBTiC alloys: Effect of preheating on cracking behavior and microstructure evolution. Mater. Des. 2021, 209, 110010. [Google Scholar] [CrossRef]
- Yue, H.; Peng, H.; Li, R.; Qi, K.; Zhang, L.; Lin, J.; Su, Y. Effect of heat treatment on the microstructure and anisotropy of tensile properties of TiAl alloy produced via selective electron beam melting. Mater. Sci. Eng. A 2021, 803, 140473. [Google Scholar] [CrossRef]
- Fernandez-Zelaia, P.; Ledford, C.; Ellis, E.A.I.; Campbell, Q.; Rossy, A.M.; Leonard, D.N.; Kirka, M.M. Crystallographic texture evolution in electron beam melting additive manufacturing of pure Molybdenum. Mater. Des. 2021, 207, 109809. [Google Scholar] [CrossRef]
- Yang, G.; Yang, P.; Yang, K.; Liu, N.; Jia, L.; Wang, J.; Tang, H. Effect of processing parameters on the density, microstructure and strength of pure tungsten fabricated by selective electron beam melting. Int. J. Refract. Met. Hard Mater. 2019, 84, 105040. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.-E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Wang, R.; Xie, Z.M.; Liu, R.; Gao, R.; Yang, J.F.; Fang, Q.F.; Liu, C.S.; Wu, X.B.; Wang, T.; Song, X.P.; et al. Effects of ZrC content on the mechanical properties and microstructures of hot-rolled W-ZrC composites. Nucl. Mater. Energy 2019, 20, 100705. [Google Scholar] [CrossRef]
- Hu, Z.; Zhao, Y.; Guan, K.; Wang, Z.; Ma, Z. Pure tungsten and oxide dispersion strengthened tungsten manufactured by selective laser melting: Microstructure and cracking mechanism. Addit. Manuf. 2020, 36, 101579. [Google Scholar] [CrossRef]
- Xie, Z.M.; Liu, R.; Miao, S.; Yang, X.D.; Zhang, T.; Wang, X.P.; Liu, X.; Lian, I.; Luo, N.; Fang, F.; et al. Extraordinary high ductility/strength of the interface designed bulk W-ZrC alloy plate at relatively low temperature. Sci. Rep. 2015, 5, 16014. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Wang, Y.K.; Xie, Z.M.; Liu, C.S.; Fang, Q.F. Synergistic effects of trace ZrC/Zr on the mechanical properties and microstructure of tungsten as plasma facing materials. Nucl. Mater. Energy 2019, 19, 225–229. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.M.; Yang, J.F.; Zhang, T.; Hao, T.; Wang, X.P.; Fang, Q.F.; Liu, C.S. Recent progress on the R&D of W-ZrC alloys for plasma facing components in fusion devices. Nucl. Mater. Energy 2018, 16, 191–206. [Google Scholar]
- Miao, S.; Xie, Z.; Lin, Y.; Fang, Q.; Tan, J.; Zhao, Y. Mechanical properties, thermal stability and microstructures of W-Re-ZrC alloys fabricated by spark plasma sintering. Metals 2020, 10, 277. [Google Scholar] [CrossRef] [Green Version]
- Gludovatz, B.; Wurster, S.; Weigärtner, T.; Hoffmann, A.; Pippan, R. Influence of impurities on the fracture behaviour of tungsten. Philos. Mag. 2011, 91, 3006–3020. [Google Scholar] [CrossRef] [Green Version]
- Wright, J. Additive Manufacturing of Tungsten via Selective Laser Melting and Electron Beam Melting. Ph.D. Thesis, The University of Sheffield, Sheffield, UK, 2020. [Google Scholar]
- Sochalski-Kolbus, L.M.; Payzant, E.A.; Cornwell, P.A.; Watkins, T.R.; Babu, S.S.; Dehoff, R.R.; Lorenz, M.; Ovchinnikova, O.; Duty, C. Comparison of residual stresses in Inconel 718 simple parts made by electron beam melting and direct laser metal sintering. Metall. Mater. Trans. A 2015, 46A, 1419–1432. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Koopman, M.; Butler, B.; Paramore, J.; Middlemas, S. Methods for improving ductility of tungsten—A review. Int. J. Refract. Met. Hard Mater. 2018, 75, 170–183. [Google Scholar] [CrossRef]
- Sasaki, K.; Nogami, S.; Fukuda, M.; Katakai, Y.; Hasegawa, A. Effect of heat treatment on bend stress relaxation of pure tungsten. Fusion Eng. Des. 2013, 88, 1735–1738. [Google Scholar] [CrossRef]
- Yang, Y.; Gu, D.; Dai, D.; Ma, C. Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy. Mater. Des. 2018, 143, 12–19. [Google Scholar] [CrossRef]
- Zhao, Y.; Koizumi, Y.; Aoyagi, K.; Yamanaka, K.; Chiba, A. Thermal properties of powder beds in energy absorption and heat transfer during additive manufacturing with electron beam. Powder Technol. 2021, 381, 44–54. [Google Scholar] [CrossRef]
- Hu, H. Texture of metals. Texture 1974, 1, 233–258. [Google Scholar] [CrossRef] [Green Version]
- Sidambe, A.T.; Tian, Y.; Prangnell, P.B.; Fox, P. Effect of processing parameters on the densification, microstructure and crystallographic texture during the laser powder bed fusion of pure tungsten. Int. J. Refract. Met. Hard Mater. 2019, 78, 254–263. [Google Scholar] [CrossRef]
- Ren, X.; Peng, Z.; Wang, C.; Fu, Z.; Qi, L.; Miao, H. Effect of ZrC nano-powder addition on the microstructure and mechanical properties of binderless tungsten carbide fabricated by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2015, 48, 398–407. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Beam Current I | Layer Thickness t | Hatch Distance h | Voltage U | |
|---|---|---|---|---|
| 15 mA | 50 μm | 100 μm | 60 kV | |
| No. 1 | Scanning Velocity v (mm/s) | Volumetric Energy Density E (J/mm3) | ||
| S1 | 300 | 600 | ||
| S2 | 250 | 720 | ||
| S3 | 200 | 900 | ||
| S4 | 180 | 1000 | ||
| S5 | 150 | 1200 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, X.; Peng, H.; Li, J.; Liu, H.; Huang, L.; Yi, X. Selective Electron Beam Melting (SEBM) of Pure Tungsten: Metallurgical Defects, Microstructure, Texture and Mechanical Properties. Materials 2022, 15, 1172. https://doi.org/10.3390/ma15031172
Ren X, Peng H, Li J, Liu H, Huang L, Yi X. Selective Electron Beam Melting (SEBM) of Pure Tungsten: Metallurgical Defects, Microstructure, Texture and Mechanical Properties. Materials. 2022; 15(3):1172. https://doi.org/10.3390/ma15031172
Chicago/Turabian StyleRen, Xin, Hui Peng, Jingli Li, Hailin Liu, Liming Huang, and Xin Yi. 2022. "Selective Electron Beam Melting (SEBM) of Pure Tungsten: Metallurgical Defects, Microstructure, Texture and Mechanical Properties" Materials 15, no. 3: 1172. https://doi.org/10.3390/ma15031172
APA StyleRen, X., Peng, H., Li, J., Liu, H., Huang, L., & Yi, X. (2022). Selective Electron Beam Melting (SEBM) of Pure Tungsten: Metallurgical Defects, Microstructure, Texture and Mechanical Properties. Materials, 15(3), 1172. https://doi.org/10.3390/ma15031172