
Machinability of Different Wood-Plastic Composites during Peripheral Milling


Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece and Cutting Tool
2.2. Experimental Set-Up
2.3. Experimental Design
3. Results and Discussion
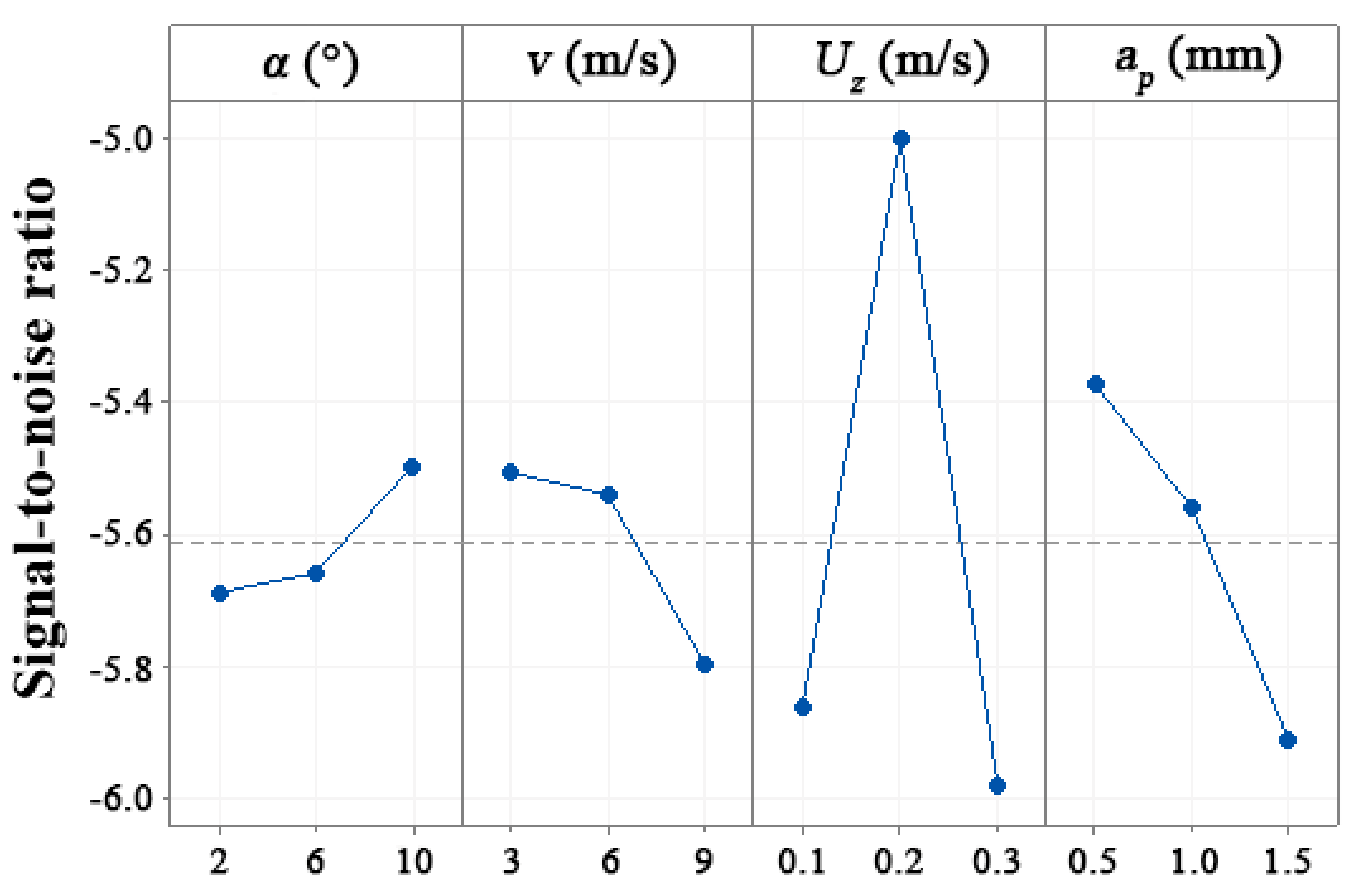
3.1. Optimal Cutting Parameters for Wood-Plastic Composite Machining
3.2. Effects of Wood-Plastic Composite Types on Cutting Forces
3.3. Effects of Wood-Plastic Composite Types on Cutting Temperature
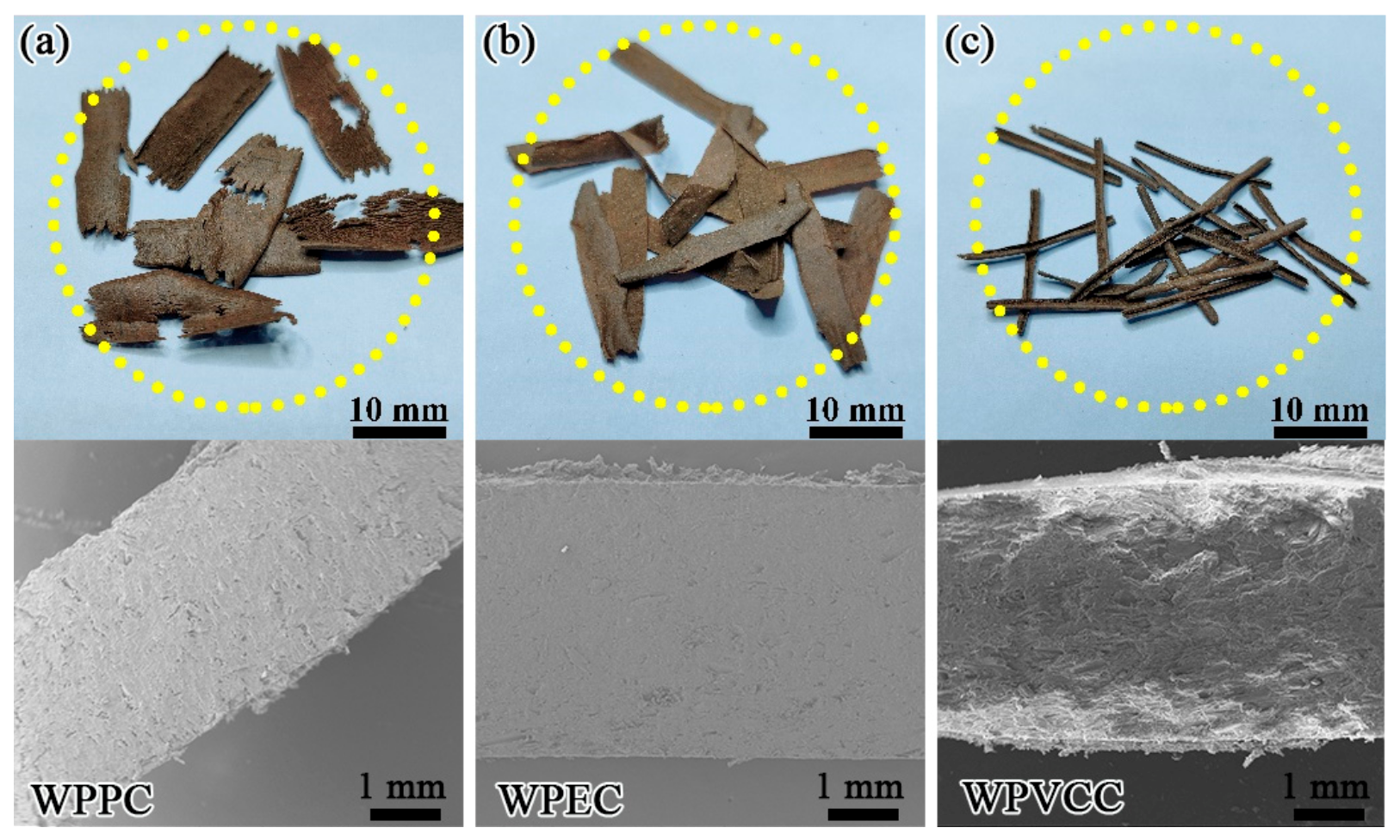
3.4. Chip Morphology
3.5. Tool Wear
4. Conclusions
- (1)
- Optimal cutting parameters for the three WPCs machining yielding the lowest surface roughness are 2° rake angle, 9.0 m/s cutting speed, 0.3 mm feed per tooth, and 1.5 mm cutting depth.
- (2)
- WPPC exhibited the highest cutting forces and cutting temperatures under the same cutting conditions, followed by WPEC and WPVCC.
- (3)
- Three types of chips were formed during machining of the three types of WPC, namely continuous ribbon chips (WPEC), semi-discontinuous ribbon chips (WPPC), and needle chips (WPVCC).
- (4)
- Tool wear when machining WPPC was more severe when compared to WPEC and WPVCC, with the dominant wear pattern for WPPC being chipping and flaking.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fabiyi, J.S.; Mcdonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Friedrich, D. Thermoplastic moulding of wood-polymer composites (WPC): A review on physical and mechanical behaviour under hot-pressing technique. Compos. Struct. 2021, 262, 113649. [Google Scholar] [CrossRef]
- HNg, P.; Lee, A.N.; Hang, C.M.; Lee, S.H.; Paridah, M.T. Biological durability of injection moulded wood plastic composite boards. J. Appl. Sci. 2011, 11, 384–388. [Google Scholar] [CrossRef]
- Fang, L.; Xiong, X.Q.; Wang, X.H.; Chen, H.; Mo, X.F. Effects of surface modification methods on mechanical and interfacial properties of high-density polyethylene-bonded wood veneer composites. J. Wood Sci. 2017, 63, 65–73. [Google Scholar] [CrossRef] [Green Version]
- Cui, Y.; Lee, S.; Noruziaan, B.; Cheung, M.; Jie, T. Fabrication and interfacial modification of wood/recycled plastic composite materials. Compos. Part A Appl. Sci. Manuf. 2008, 39, 655–661. [Google Scholar] [CrossRef]
- Mo, X.; Zhang, X.; Fang, L.; Zhang, Y. Research Progress of Wood-Based Panels Made of Thermoplastics as Wood Adhesives. Polymers 2022, 14, 98. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of laser parameters on the width of color change area of poplar wood surface during a single irradiation. Eur. J. Wood Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Wang, X. Evaluation and modeling of processability of laser removal technique for bamboo outer layer. JOM J. Miner. Met. Mater. Soc. 2021, 73, 2423–2430. [Google Scholar] [CrossRef]
- Guo, X.; Li, R.; Cao, P.; Ekevad, M.; Cristóvão, L.; Marklund, B.; Grönlund, A. Effect of average chip thickness and cutting speed on cutting forces and surface roughness during peripheral up milling of wood flour/polyvinyl chloride composite. Wood Res. 2015, 60, 147–156. [Google Scholar]
- Guo, X.; Wang, J.; Buck, D.; Zhu, Z.; Guo, Y. Machinability of wood fiber/polyethylene composite during orthogonal cutting. Wood Sci. Technol. 2021, 55, 521–534. [Google Scholar] [CrossRef]
- Guo, X.; Ekevad, M.; Marklund, B.; Li, R.; Cao, P.; Grönlund, A. Cutting forces and chip morphology during wood plastic composites orthogonal cutting. BioResources 2014, 9, 2090–2106. [Google Scholar] [CrossRef] [Green Version]
- Shi, W.; Yan, M.; Zhe, W.; Yang, C. Experimental Evaluation on Shape and Control of Chip in Milling of PE WPC. Int. J. u-e-Serv. Sci. Technol. 2016, 9, 299–308. [Google Scholar]
- Pei, Z.; Zhu, N.; Gong, Y. A study on cutting temperature for wood–plastic composite. J. Thermoplast. Compos. Mater. 2009, 29, 1627–1640. [Google Scholar] [CrossRef]
- Hutyrova, Z.; Zajac, J.; Mital, D.; Botko, F.; Valicek, J. Wood filled plastics—Machining and surface quality. In Proceedings of the International Electronic Conference on Materials, Basel, Switzerland, 3 May 2016. [Google Scholar]
- Hutyrová, Z.; Zajac, J.; Michalik, P.; Mitaľ, D.; Duplák, J.; Gajdoš, S. Study of surface roughness of machined polymer composite material. Int. J. Polym. Sci. 2015, 2015, 303517. [Google Scholar] [CrossRef] [Green Version]
- Kong, Y.; Tian, X.; Gong, C.; Chu, P.K. Enhancement of toughness and wear resistance by CrN/CrCN multilayered coatings for wood processing. Surf. Coat. Technol. 2018, 344, 204–213. [Google Scholar] [CrossRef]
- Wei, W.; Li, Y.; Xue, T.; Li, Y.; Sun, P.; Yang, B.; Mei, C. Tool wear during high-speed milling of wood-plastic composites. BioResources 2019, 14, 8678–8688. [Google Scholar]
- Camposeco-Negrete, C. Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA. J. Clean. Prod. 2013, 53, 195–203. [Google Scholar] [CrossRef]
- Tyo, J.S. Design of optimal polarimeters: Maximization of signal-to-noise ratio and minimization of systematic error. Appl. Opt. 2002, 41, 619–630. [Google Scholar] [CrossRef]
- Supadarattanawong, S.; Rodkwan, S. An Investigation of the Optimal Cutting Conditions in Parawood (Heavea Brasiliensis) Machining Process on a CNC Wood Router. Agric. Nat. Resour. 2015, 40, 311–319. [Google Scholar]
- Hu, W.G.; Chen, B.R.; Zhang, T.X. Experimental and numerical studies on mechanical behaviors of beech wood under compressive and tensile states. Wood Res. 2021, 66, 27–37. [Google Scholar] [CrossRef]
- Jin, D.; Wei, K. Machinability of Scots Pine during Peripheral Milling with Helical Cutters. BioResources 2021, 16, 8172–8183. [Google Scholar] [CrossRef]
- Hu, W.G.; Liu, Y.; Li, S. Characterizing Mode I Fracture Behaviors of Wood Using Compact Tension in Selected System Crack Propagation. Forests 2021, 12, 1369. [Google Scholar] [CrossRef]
- Djurković, M.; Milosavljević, M.; Mihailović, V.; Danon, G. Tool wear impacts on cutting power and surface quality in peripheral wood milling. Int. J. Wood Des. Technol. 2019, 8, 9–17. [Google Scholar]
- Wei, W.; Li, Y.; Xu, Y.; Yang, C. Research on tool wear factors for milling wood-plastic composites based on response surface methodology. BioResources 2021, 16, 151–162. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WPC Type | Material Composition | Material Properties | ||||
|---|---|---|---|---|---|---|
| Plastic | WOOD FIBER | Moisture Content (%) | Flexural Strength (MPa) | Modulus of Elasticity (GPa) | Density (g/cm3) | |
| WPPC | PP | Poplar | 2.6 | 26.35 | 2.42 | 1.47 |
| WPEC | PE | 2.5 | 22.44 | 2.19 | 1.28 | |
| WPVCC | PVC | 2.9 | 20.08 | 2.02 | 0.93 | |
| Tool Geometry | Material Properties | ||||
|---|---|---|---|---|---|
| Rake Angle | Clearance Angle | Cutter Diameter | Bending Strength | Thermal Conductivity | Hardness |
| 2° | 55° | 18 cm | 1.5 GPa | 76.2 W·m−1·K−1 | 88.3 HRA |
| 6° | |||||
| 10° | |||||
| Level | Experimental Cutting Factors | |||
|---|---|---|---|---|
| α (°) | v (mm/s) | Uz (mm/Z) | ap (mm) | |
| 1 | 2 | 3 | 0.1 | 0.5 |
| 2 | 6 | 6 | 0.2 | 1.0 |
| 3 | 10 | 9 | 0.3 | 1.5 |
| Level | α (°) | v (m/s) | Uz (mm/Z) | ap (mm) |
|---|---|---|---|---|
| 1 | −5.689 | −5.506 | −5.861 | −5.372 |
| 2 | −5.658 | −5.540 | −5.000 | −5.560 |
| 3 | −5.496 | −5.798 | −5.982 | −5.911 |
| Delta | 0.192 | 0.292 | 0.982 | 0.539 |
| Rank | 4 | 3 | 1 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Buck, D.; Wang, J.; Wu, Z.; Xu, W.; Guo, X. Machinability of Different Wood-Plastic Composites during Peripheral Milling. Materials 2022, 15, 1303. https://doi.org/10.3390/ma15041303
Zhu Z, Buck D, Wang J, Wu Z, Xu W, Guo X. Machinability of Different Wood-Plastic Composites during Peripheral Milling. Materials. 2022; 15(4):1303. https://doi.org/10.3390/ma15041303
Chicago/Turabian StyleZhu, Zhaolong, Dietrich Buck, Jinxin Wang, Zhanwen Wu, Wei Xu, and Xiaolei Guo. 2022. "Machinability of Different Wood-Plastic Composites during Peripheral Milling" Materials 15, no. 4: 1303. https://doi.org/10.3390/ma15041303
APA StyleZhu, Z., Buck, D., Wang, J., Wu, Z., Xu, W., & Guo, X. (2022). Machinability of Different Wood-Plastic Composites during Peripheral Milling. Materials, 15(4), 1303. https://doi.org/10.3390/ma15041303