
Effect of Residual Deformation Energy and Critical Heating Rate on Cubic Texture and Grain Growth Behavior of Severely Deformed Aluminum Foil



Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
3.1. Grain Growth Rate of Fast Annealing and Slow Annealing Process
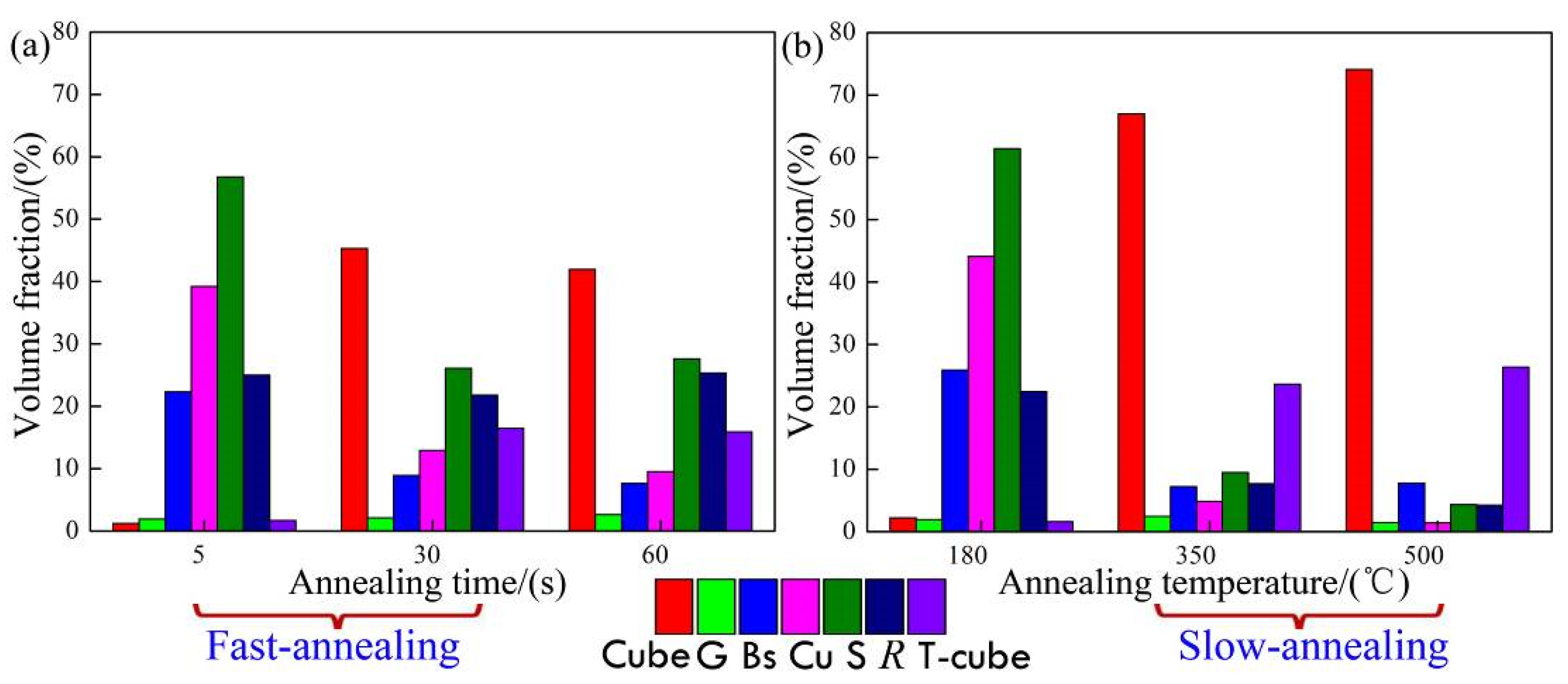
3.2. Texture Component of Fast Annealing and Slow Annealing Process
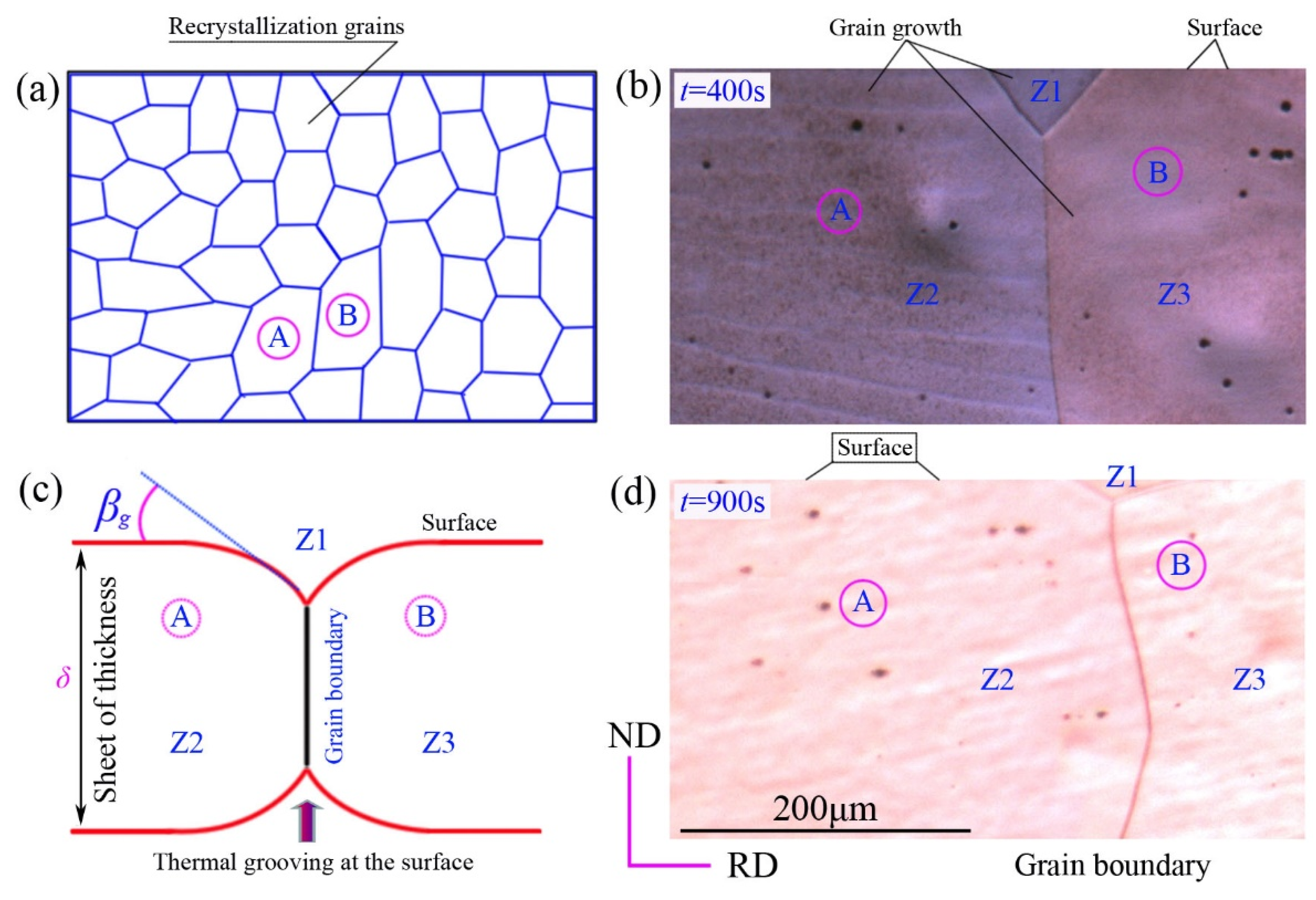
3.3. Recrystallization Behavior of Fast Annealing and Slow Annealing Process
3.4. Residual Deformation Energy Discussion of Fast Annealing and Slow Annealing Process
4. Conclusions
- (1)
- Residual deformation energy storage can be inferred from the calculation of FA for 30 s and was 2.2 times as large as SA at 320 °C, which provided the driving force for grain growth during subsequent heating, which resulted in a significant coarsening of grains through FA. In contrast, the intensity of the cubic texture after SA was significantly higher than that after the FA process.
- (2)
- The microstructure and texture component evolution of high purity aluminum foil with severe deformation were studied during different annealing processes by controlled heating rates; the critical heating rate obtained was 50 °C/min, and it could gain a homogeneous microstructure and strong cubic texture.
- (3)
- The grain growth was mainly controlled by surface energy when the grain size exceeded the thickness of aluminum foil. In this situation, this can be used as a criterion to determine whether abnormal grain growth happened in aluminum foil with the relationship of Δηsur > 0.02ηb.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Engler, O.; Laptyeva, G.; Aretz, H.; Nitzsche, G. Crystal plasticity simulation of the evolution of the matt surface in pack rolling of aluminium foil. Mater. Sci. Forum 2014, 794–796, 553–558. [Google Scholar] [CrossRef]
- Liang, L.B.; Pan, S.N.; Peng, N. Distribution improvement of etch tunnels on aluminum foil coated by Al2O3 film doped with ZnO microspheres. Surf. Coat. Tech. 2021, 421, 127439. [Google Scholar] [CrossRef]
- Redkin, A.N.; Mitina, A.A.; Yakimov, E.E. Simple technique of multiwalled carbon nanotubes growth on aluminum foil for supercapacitors. Mater. Sci. Eng. B 2021, 272, 115342. [Google Scholar] [CrossRef]
- Pan, S.N.; Liang, L.B.; Lu, B.L.; Li, H.B. Microstructure evolution for oxide film of anodic aluminum foil used in high voltage electrolytic capacitor. J. Alloys Compd. 2020, 823, 153795. [Google Scholar] [CrossRef]
- Rezaei Ashtiani, H.R.; Parsa, M.H.; Bisadi, H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum. Mater. Sci. Eng. A 2012, 545, 61–67. [Google Scholar] [CrossRef]
- Huang, X.; Tsuji, N.; Hansen, N.; Minamino, Y. Microstructural evolution during accumulative roll-bonding of commercial purity aluminum. Mater. Sci. Eng. A 2003, 340, 265–271. [Google Scholar] [CrossRef]
- Kim, S.H.; Erb, U.; Aust, K.T.; Palumbo, G. Grain boundary character distribution and intergranular corrosion behavior in high purity aluminum. Scripta Mater. 2001, 44, 835–839. [Google Scholar] [CrossRef]
- Ito, K.; Musick, R.; Lucke, K. The influence of iron content and annealing temperature on the recrystallization textures of high-purity aluminium-iron alloys. Acta Metall 1983, 31, 2137–2149. [Google Scholar] [CrossRef]
- Miszczyk, M.; Paul, H.; Driver, J.H.; Maurice, C. New orientation formation and growth during primary recrystallization in stable single crystals of three face-centred cubic metals. Acta Mater. 2015, 83, 120–136. [Google Scholar] [CrossRef]
- Hefferan, C.M.; Lind, J.; Li, S.F.; Lienert, U.; Rollett, A.D.; Suter, R.M. Observation of recovery and recrystallization in high-purity aluminum measured with forward modeling analysis of high-energy diffraction microscopy. Acta Mater. 2012, 60, 4311–4318. [Google Scholar] [CrossRef]
- Sonnweber-Ribic, P.; Gruber, P.A.; Dehm, G.; Strunk, H.P.; Arzt, E. Kinetics and driving forces of abnormal grain growth in thin Cu films. Acta Mater. 2012, 60, 2397–2406. [Google Scholar] [CrossRef]
- Satheesh Kumar, S.S.; Raghu, T. Structural and mechanical behaviour of severe plastically deformed high purity aluminium sheets processed by constrained groove pressing technique. Mater. Des. 2014, 57, 114–120. [Google Scholar] [CrossRef]
- Zaraska, L.; Sulka, G.D.; Szeremeta, J.; Jaskuła, M. Porous anodic alumina formed by anodization of aluminum alloy (AA1050) and high purity aluminum. Electrochim. Acta 2010, 55, 4377–4386. [Google Scholar] [CrossRef]
- Sankar, P.R.; Supraja, P.; Mishra, S.; Prakash, K.; Kumar, R.R.; Haranath, D. A novel triboelectric nanogenerator based on only food packaging aluminium foils. Mater. Lett. 2022, 310, 131474. [Google Scholar] [CrossRef]
- Nualsing, D.; Pannucharoenwong, N.; Rattanadecho, P.; Echaroj, S.; Benjapiyaporn, C.; Benjapiyaporn, J. Textural characteristic of anodized aluminium foil for thermal energy storage application. Energy Rep. 2021, 7, 720–729. [Google Scholar] [CrossRef]
- Kashyap, K.T.; George, R. Mechanism of cube grain nucleation during recrystallization of deformed commercial purity aluminum. Mater. Sci. 2006, 29, 197–200. [Google Scholar]
- Guo, C.; Zhang, H.T.; Liu, J.H. Influence of Zn and/or Ag additions on microstructure and properties of Al-Mg based alloys. J. Alloys Compd. 2022, 904, 163998. [Google Scholar] [CrossRef]
- Ferry, M.; Jones, D. High-rate annealing of single-phase and particle-containing aluminium alloys. Scripta Mater. 1997, 38, 177–183. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, L.; Dong, J.; Cao, C. Influence of Cold Rolled Deformation Degree and Heating Rates on Crystallite Dimension and Recrystallization Fraction of Aluminum Plates. Crystals 2021, 11, 1428. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, F.; Ren, L.; Liu, Q.; Cao, Y.; Huang, G. Microstructure and Texture of Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process. Metals 2022, 12, 260. [Google Scholar] [CrossRef]
- Etter, A.L.; Mathon, M.H.; Baudin, T.; Branger, V.; Penelle, R. Influence of the cold rolled reduction on the stored energy and the recrystallization texture in a Fe–53%Ni alloy. Scripta Mater. 2002, 46, 311–317. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Pergamon Press: Oxford, UK, 1995; pp. 1–628. [Google Scholar]
- Mullins, W.W. The effect of thermal grooving on grain boundary motion. Acta Metall. 1958, 6, 414–427. [Google Scholar] [CrossRef]
- Zhang, J.M.; Ma, F.; Xu, K.W. Calculation of the surface energy of FCC metals with modified embedded-atom method. Appl. Surf. Sci. 2004, 229, 34–42. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | Al | Fe | Cu | Mg | Si | Mn | Ni | Zn | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Mass content | Bal. | 10 | 12 | 16 | 7 | 2 | 1 | 3 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Ren, L.; Liu, Q.; Cao, Y.; Huang, G. Effect of Residual Deformation Energy and Critical Heating Rate on Cubic Texture and Grain Growth Behavior of Severely Deformed Aluminum Foil. Materials 2022, 15, 1395. https://doi.org/10.3390/ma15041395
Wang Y, Ren L, Liu Q, Cao Y, Huang G. Effect of Residual Deformation Energy and Critical Heating Rate on Cubic Texture and Grain Growth Behavior of Severely Deformed Aluminum Foil. Materials. 2022; 15(4):1395. https://doi.org/10.3390/ma15041395
Chicago/Turabian StyleWang, Yunlei, Liping Ren, Qi Liu, Yu Cao, and Guangjie Huang. 2022. "Effect of Residual Deformation Energy and Critical Heating Rate on Cubic Texture and Grain Growth Behavior of Severely Deformed Aluminum Foil" Materials 15, no. 4: 1395. https://doi.org/10.3390/ma15041395
APA StyleWang, Y., Ren, L., Liu, Q., Cao, Y., & Huang, G. (2022). Effect of Residual Deformation Energy and Critical Heating Rate on Cubic Texture and Grain Growth Behavior of Severely Deformed Aluminum Foil. Materials, 15(4), 1395. https://doi.org/10.3390/ma15041395