1. Introduction
Carbon fiber-reinforced polymer (CFRP) composites are commonly used in commercial aircraft, such as Airbus A350 and Boeing 787, as elements of the wing structure, the fuselage, and other secondary components due to its high strength to weight ratio compared to other metallic parts. Composites are used in parts of the aircraft that encapsulate the metal structure of the material and function as a skin. The composite part is attached to the metal structure by producing holes in a single-shot drilling process where the rivet or fastener is installed to the stack to complete the assembly process. In recent years, the use of CFRP with titanium and/or aluminum to form materials for stacking has gained popularity. In general, this is true in terms of usage in systems such as aerospace structures, which are prone to dangerous mechanical loads [
1]. The relation of these materials usually requires the manufacturing of high-quality attachment holes. In actuality, the holes for critical components, such as the wing and tail planes, are created via a series of routines that involves pre-drilling of each surface followed by a deburring system to complete the high-performance cycle [
2]. The stacking material is then arranged and positioned (mechanically) properly before the hole reaming process. The difference in structural features (e.g., specific elastic components, coefficient of thermal expansion, etc.) frequently causes difficulties in achieving the tolerances required.
Single-shot drilling of CFRP/metal is the preferred technique for minimising positioning errors and process time [
3]. Problems with drilling these dissimilar materials usually include severe tool wear, heat-induced damage, oversized drilled holes, roundness deviation, and metal burr formation [
4,
5,
6]. Available drill bits from the standard catalogue cannot fulfil the conflicting requirements due to the different properties of the materials. Drilling with a twist drill design is not recommended for composite panels as this type of drill bit will contribute to a higher probability of delamination after the drilling process [
7,
8,
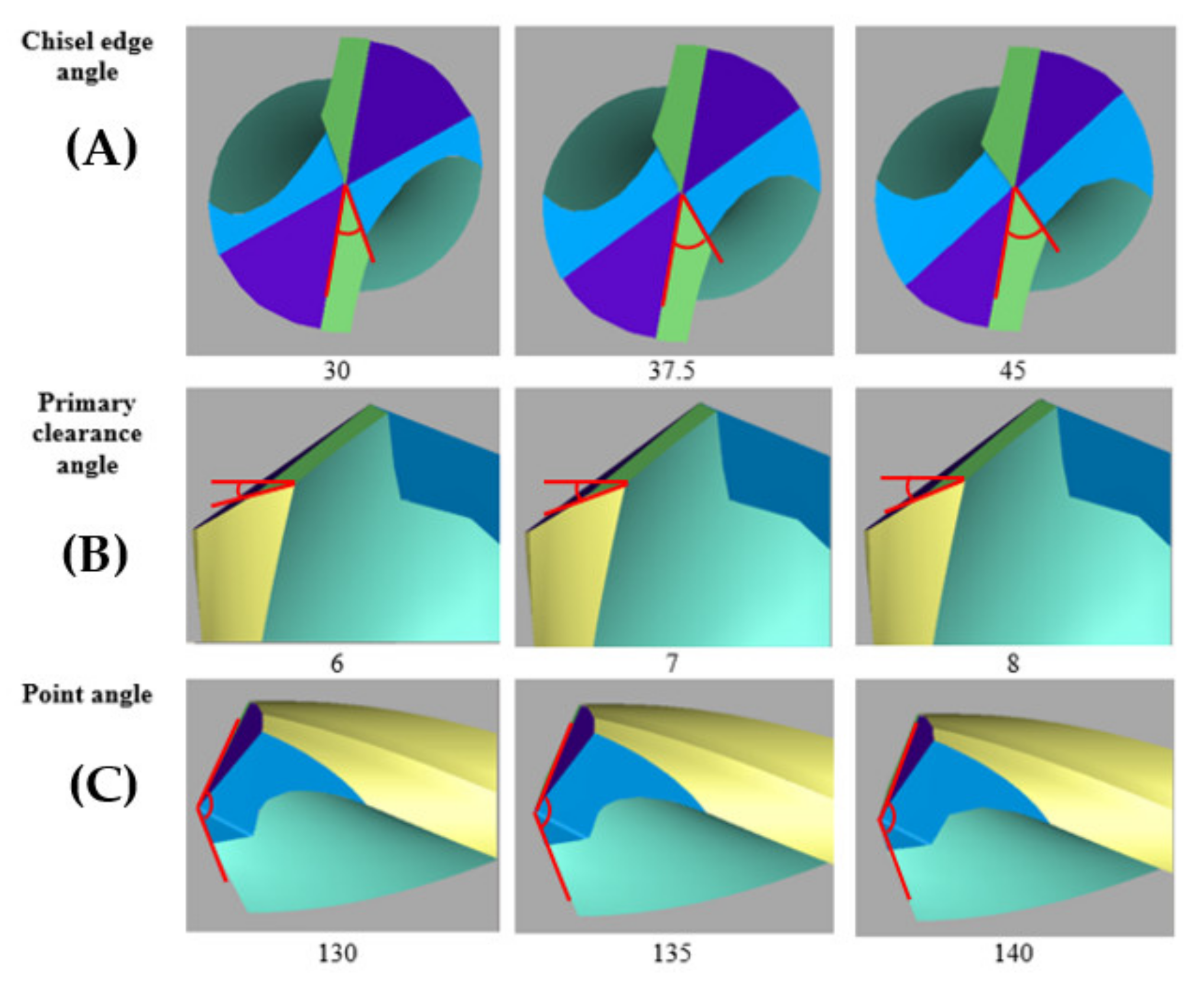
9]. When drilling the CFRP panel with a metal stack, the most suitable drill geometry, which is a compromise of the needs of each material, must be applied to optimally drill the stack material, especially during a single-shot drilling process. In order to guarantee the machining quality and the surface integrity, the selection of both the optimal cutting parameters, namely feed rate and spindle speed, is required, as well as appropriate drill geometries such as drill diameter, chisel edge angle, primary clearance angle, or point angle.
The quality of the assembly of hybrid structure is conditioned by CFRP delamination, which is strongly related to feed rate [
10,
11] and, to a limited extent, to spindle speed [
12]. In order to limit the occurrence of delamination in laminated composites, it is recommended to perform the drilling with low feed, smallest drill point angle, and high spindle speed [
13,
14]. Furthermore, Zitoune et al. [
15] found that one of the major problems arising in aluminum is built-up edge (BUE), which can be eliminated by increasing the spindle speed. Unfortunately, these cutting conditions result to longer processing times (usually several minutes per hole) and lead to long chips in aluminum alloy when drilling CFRP-Al stacks. The production of non-fragmented chips generates a degradation of hole surface roughness. They also discovered that thrust force and chip breakability were significantly impacted by drill diameter and feed rate during drilling of the CFRP/aluminum stack, while the effect of spindle speed could be neglected. In this study, various drill diameters (4–8 mm) of plain carbide drills (K20) with a typical point angle of 118° have been used to investigate the influence of spindle speed (1050–2750 rev/min) and feed rate (0.05–0.15 mm/rev) on thrust force and hole surface quality. A spindle speed of 2020 rev/min and a feed rate above 0.1 mm/rev were found to obtain better hole surface roughness in aluminum panel, due to the formation of small, well-broken chips during the drilling operation. Concerning the CFRP, similar surface roughness values (2–4 µm) have been found at low feed rates (f = 0.05 mm/rev), regardless of spindle speed or drill diameter. Whereas it was found that surface roughness decreased with increasing feed rate for all drill diameters, the influence of spindle speed was found to be insignificant. Moreover, it was established that the shape and size of the chips were strongly influenced by the choice of the feed rate [
16]. Similarly, Zhang et al. [
17] investigated the influence of cutting parameters, such as spindle speed (2700–5900 rev/min) and feed rate (0.03–0.07 mm/rev), and drill bits on thrust force and hole quality of CFRP/aluminum stack. They concluded that a spindle speed of 4000 rev/min with a feed rate of 0.04 mm/rev constituted the optimum process parameters to achieve the hole surface roughness required by industry (CFRP: Ra ≤ 3.2 μm, Al: Ra ≤ 1.6 μm) when drilling CFRP/aluminum stacks with a 5 mm diameter CVD diamond-coated WC twist drill with a shorter chisel edge, two major cutting edges and a point angle of 90°.
In the single-shot drilling of a CFRP/metal stack, the choice of an appropriate drill tool geometry represents a major challenge since it greatly involves hole surface integrity. According to Rubio et al. [
18], tool design influences the amount of delamination and thrust force for drilling CFRP. Durao et al. [
19] performed a comparative study with five different drill point geometries (twist drills with 120° and 85° point angles, Brad type, Dagger type, and customised step type) and feed rate (0.02–0.12 mm/rev) on thrust force, delamination, and hole surface roughness. In accordance with the aforementioned previous studies, it was found that the thrust force increased sharply with increasing feed rate during drilling, regardless of drill geometries. In contrast, no relevant conclusion concerning the influence of feed rate on hole surface roughness could be given as the results were too scattered. Authors finally reported that a 120° twist drill should be used for minimal delamination and that a step drill could act as a good alternative, especially to reduce thrust forces. Krishnaraj et al. [
20] proposed that the most common drill point angle is at 118° to achieve minimum thrust force and torque formation for CFRP material. However, the range of drill point angle depending on the machined materials may vary between 80° and 140°. Various research studies [
21,
22,
23,
24] dealing with the effects of drill bit geometry in the drilling of CFRP/metal stacks have shown that a drill bit with double point angle performed soundly in terms of tool wear, thrust force, and surface quality of the hole compared with a twist drill bit. El Bouami et al. [
25] focused on the effect of interaction of cutting parameters and tool geometry on cutting force and delamination in drilling unidirectional CFRP/Al stacks using design of experiments and the Taguchi approach. Drilling was conducted using carbide twist drills with three different point angle value in the range from 120° to 150°. This study has shown that the drilling of CFRP/aluminum stacks required sufficiently high feed rates to produce fragmented chips and thus to obtain better hole quality in aluminum panels. However, a higher feed rate also implies a degradation of CFRP hole quality. Both point angle and feed rates have been found to be the predominant factors on thrust forces in CFRP panels, while only point angle has a significant influence on thrust force in aluminum panels. In a subsequent work, El Bouami et al. [
26] also studied the influence of cutting parameters and tool geometry (twist drill, step drill, and point spur drill) on hole wall damage when drilling unidirectional CFRP/Al stacks. Results have shown that spur drill provide better drilling performances than other tested geometries by causing small damage extension in the hole perimeter. However, rapid tool wear was observed with increasing feed rate. Moreover, the step drill exhibited lower thrust forces compared to those performed with both twist and spur drill. They also observed that the drilled hole surface quality was directly linked to the drilling parameters, and concluded that low feed rates coupled with optimal coated tool geometry could provide good results in terms of thrust force reduction and delamination phenomenon minimisation. Feito et al. [
4] concluded that using a twist drill with a low point angle in the range of 90–108° is recommended for reducing delamination in CFRPs. The helix angle also contributes to reducing cutting forces. The most common helix angles range between 12° and 38° depending on the application [
27]. Sui et al. [
28] proved the performance of the double-cone integrated tool in a single-shot drilling process on metal-to-metal stack laminates. They found that a double-cone integrated drill reduces the thrust force when compared with a standard twist drill chosen as reference, due to its longer cutting edge. An increased feed rate was prone to produce smaller chips. The effect of adding an aluminum layer on the CFRP’s hole quality during a one-shot drilling process using a standard twist drill was investigated by Madhi et al. [
29]. The influence of the drilling sequence (CFRP/Al or Al/CFRP) was also reported in this study. From their research, cutting speed had a dominant influence on surface damage. The hole damage observed on aluminum and composite panels, such as feed mark, matrix smearing, delamination, and surface cavities have been further investigated. Jia et al. [
30] proposed a new twist drill design called a multi-margin structure, which is located at the drill bit step. The bit could improve the thrust force and delamination by about four times compared with the standard twist drill bit. However, the design proposed is complicated and costly due to more modification need to be designed at the cutting point and the body. However, the correlation between the tool geometry and drilling parameters affecting the drilling force and hole surface roughness have not yet been discovered.
Fewer studies have investigated the optimisation of the standard twist drill design in a single-shot drilling process of CFRP/Al stack materials. As CFRP/Al stacks are widely used in aerospace applications, especially on commercial aircraft, it is necessary to study the drill performance for this kind of stack. Hitherto, no attempt has been made to design customise twist drill tool geometry, which is more economical compared to previous drill design, for drilling stack material in a single-shot drilling process. This study aims to design a unique twist drill geometry that fulfils drilling requirements for CFRP/Al7075-T6 stack materials. This geometry is not available in the standard catalogue from drill manufacturers and the twist drill geometry is used for aircraft assembly process. Thus, a systematic experimental design based on response surface methodology (RSM) is introduced in this study to determine the explicit effect of drill geometry parameters involved in the drilling of CFRP/Al7075-T6. In brief, the used RSM includes regression analysis and statistical design of experiments for constructing the global optimisation of the testing parameters [
31]. It is also one of the most widely used methods for solving optimisation problems in manufacturing environments [
32,
33,
34]. The thrust force and hole surface roughness will be taken into consideration, with their interactions quantified using numerical modeling techniques.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}