
Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
2.2. Finite Elements Analysis (FEA)
2.3. Surface Roughness
2.4. Tool Life and Tool Wear
2.5. Microstructure and Microhardness Evaluation
3. Results
3.1. FEA Analysis Results
3.2. Surface Roughness and Tool Wear
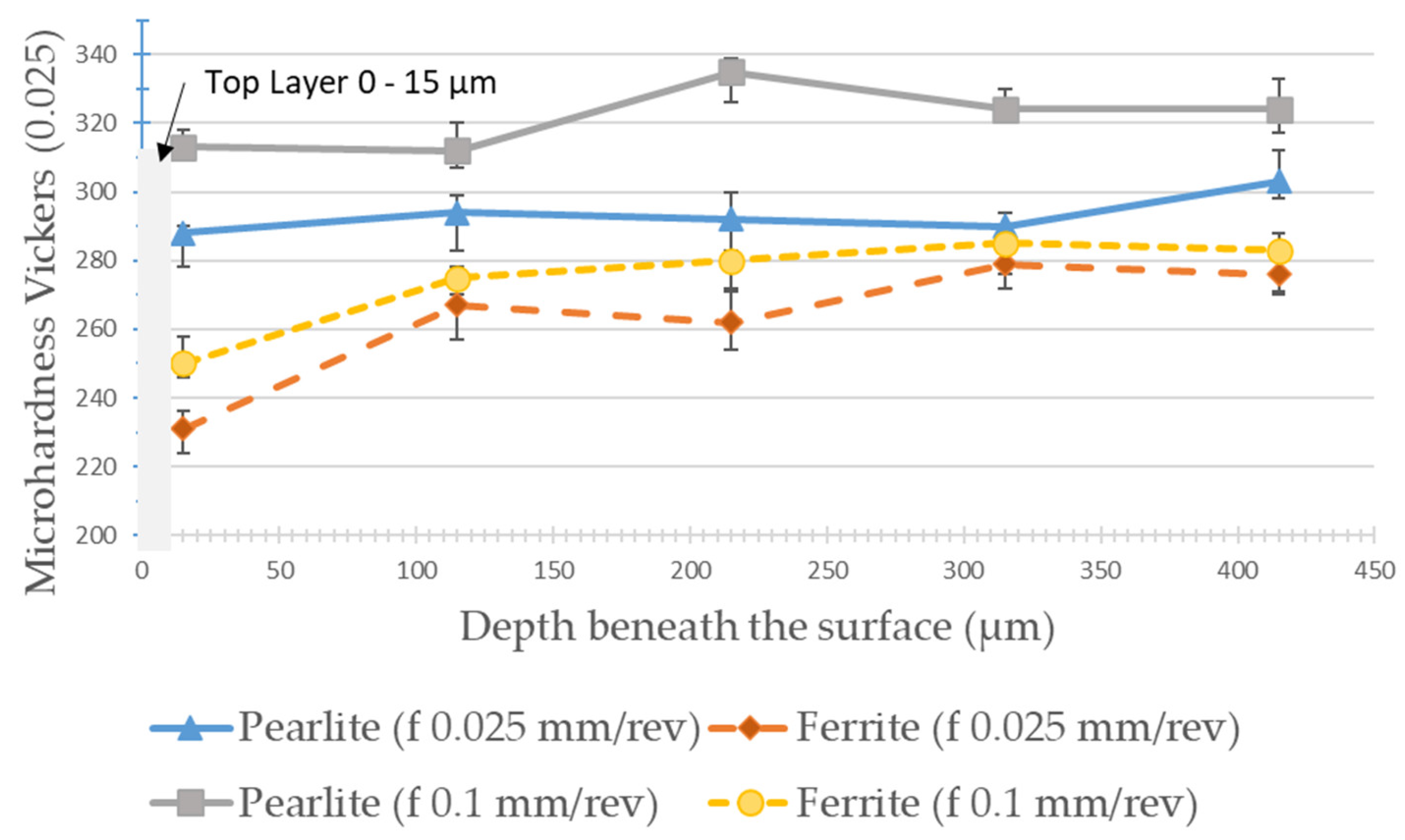
3.3. Microhardness and Microstructure
4. Discussion
5. Conclusions
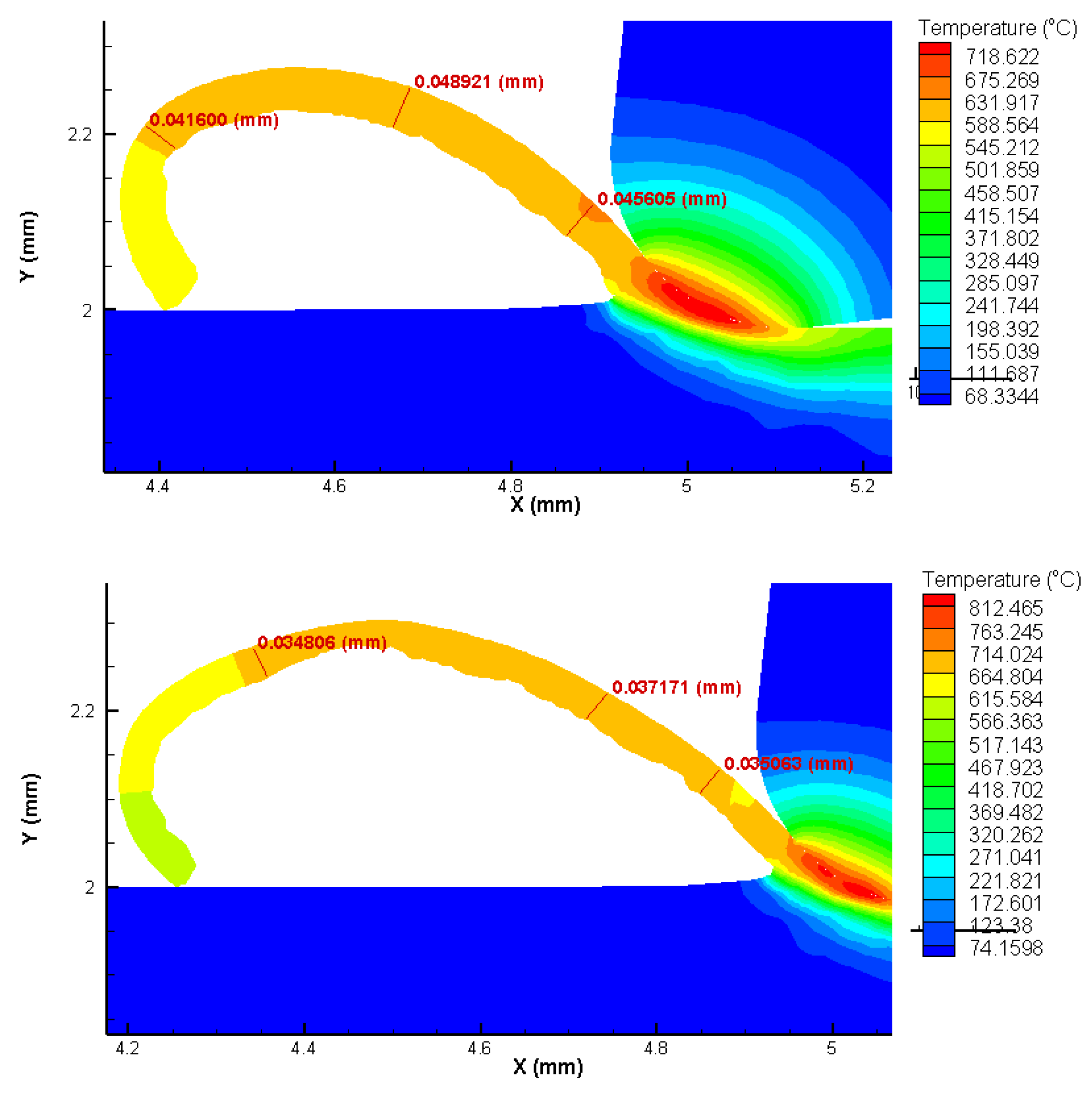
- According to FEA analysis, the temperature in the cutting zone reaches 860 °C for the highest feed and cutting speed setting used in the experiments. The thickness and shape of the chips predicted by the FEA analysis were very close to the chips obtained in the experiments. The cutting forces did not exceed 120 N by the FEA analysis, mainly due to the small cut sections used.
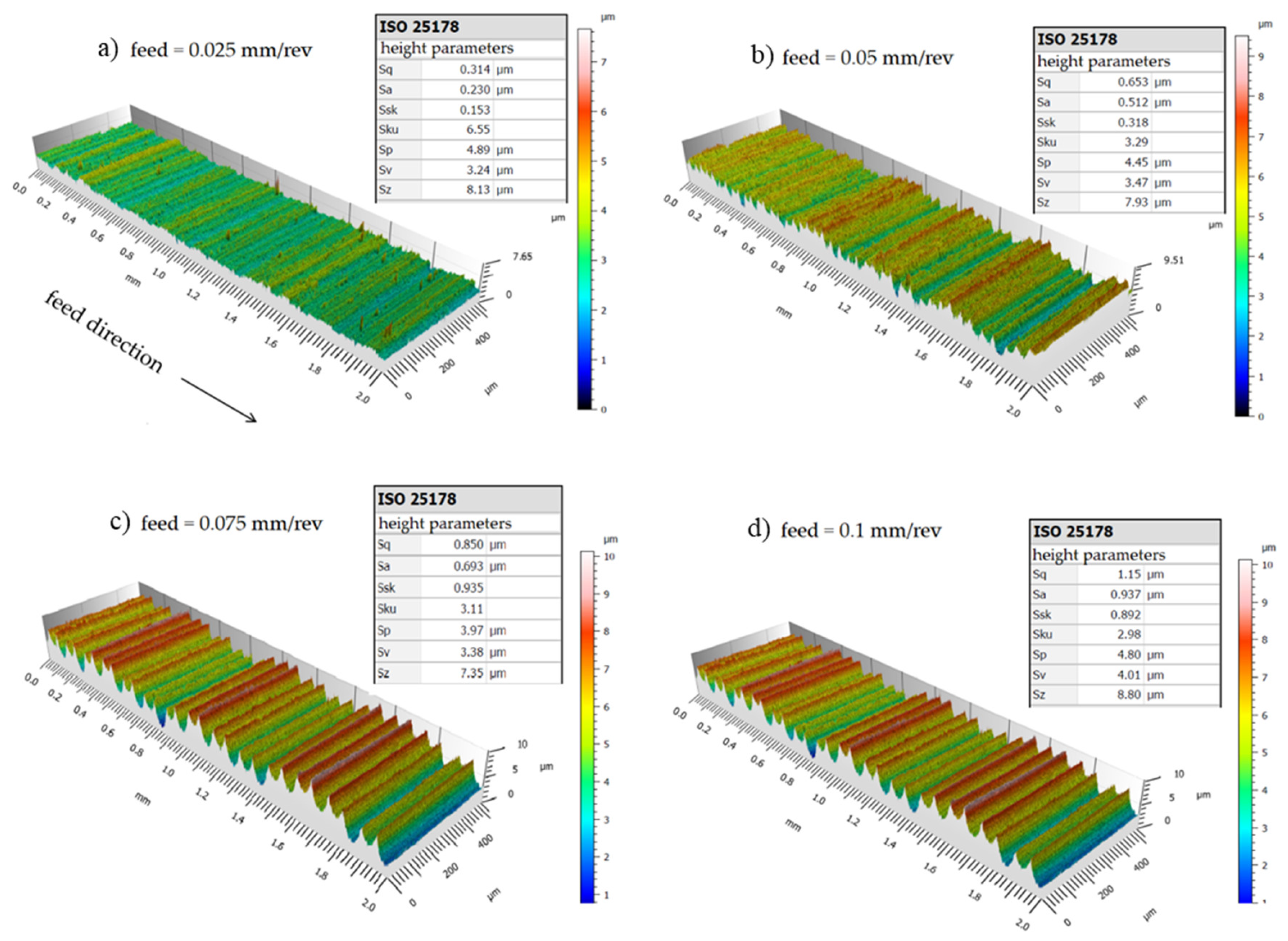
- Feed is a key factor in surface roughness while cutting speed showed little influence on this aspect. Values in the order of Sa = 0.23 µm can be obtained when using the lowest values of feeds for a new cutting edge.
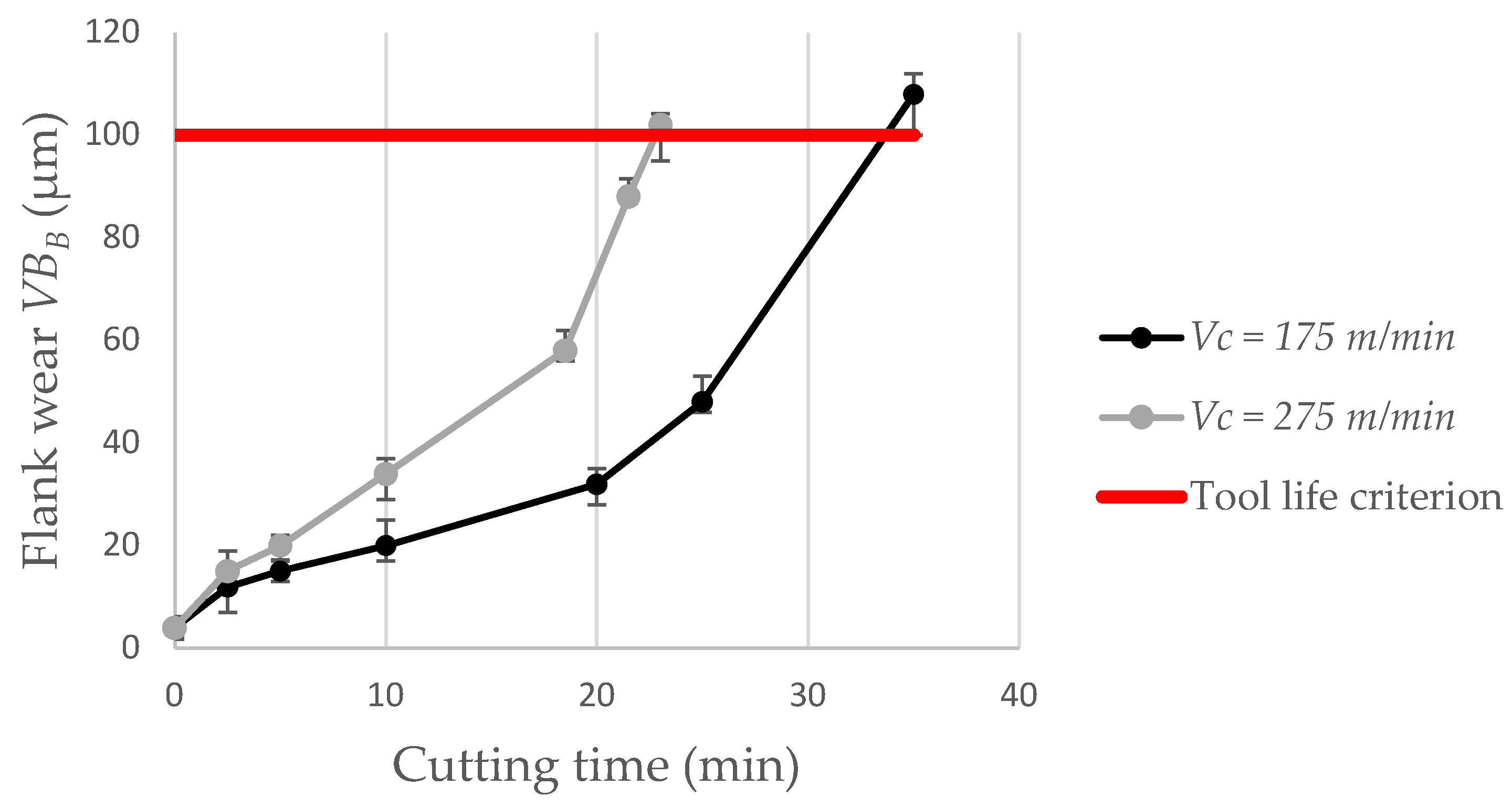
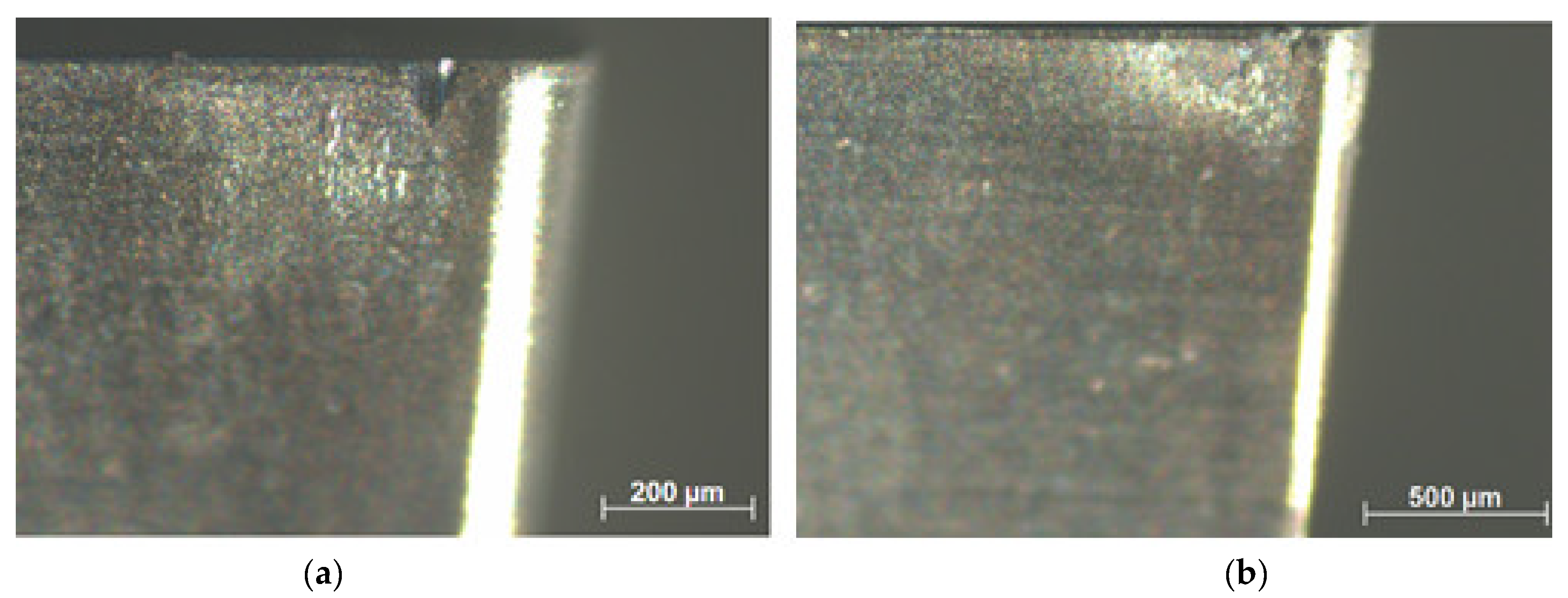
- As expected, the increase in flank wear impairs the surface roughness. When the wear reaches VBB = 0.1 mm, the roughness is Ra = 2.92 µm. The notch wear on the primary and secondary flanks is decisive for this fact. Abrasive wear is predominant.
- A reduction in the microhardness values was observed, close to the machined surface (up to 100 µm in-depth) both in the pearlite and ferrite phases. No defects, cracks, deformations, or changes in the shape of the grains in the microstructure were observed, near the machined surface, within the cutting parameters used.
- It is noteworthy that the route of dry turning of 1045 steel, with uncoated cermet inserts, proved to be quite viable from the point of view of surface quality, tool life, microstructure, chip morphology, and sustainability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jerold, B.D.; Kumar, M.P. Experimental investigation of turning AISI 1045 steel using cryogenic carbon dioxide as the cutting fluid. J. Manuf. Process. 2011, 13, 113–119. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblatter, G. Dry Cutting. Ann. CIRP 1997, 46, 2. [Google Scholar] [CrossRef]
- Sampaio, M.A.; Machado, R.; Laurindo, C.A.H.; Torres, R.; Amorim, F.L. Influence of minimum quantity of lubrication (MQL) when turning hardened SAE 1045 steel: A comparison with dry machining. Int. J. Adv. Manuf. Technol. 2018, 98, 959–968. [Google Scholar] [CrossRef]
- Peng, Y.; Miao, H.; Peng, Z. Development of TiCN-based cermets: Mechanical properties and wear mechanism. Int. J. Refract. Met. Hard Mater. 2013, 39, 78–89. [Google Scholar] [CrossRef]
- Klocke, F. Manufacturing Processes 1: Cutting; Springer: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Ettmayer, P.; Kolaska, H.; Lengauer, H.; Dreyer, K. Ti (C, N) cermets—Metallurgy and properties. Int. J. Refract. Met. Hard. Mater. 1995, 13, 343–351. [Google Scholar] [CrossRef]
- Chen, X.; Xu, J.; Xiao, Q. Cutting performance and wear characteristics of Ti(C,N)-based cermet tool in machining hardened steel. Int. J. Refract. Met. Hard Mater. 2015, 52, 143–150. [Google Scholar] [CrossRef]
- Reis, B.C.; dos Santos, A.J.; dos Santos, N.P.; Câmara, M.A.; da Faria, P.E.; Abrão, A.M. Cutting performance and wear behavior of coated cermet and coated carbide tools when turning AISI 4340 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1655–1663. [Google Scholar] [CrossRef]
- Maruda, R.; Krolczyk, G.M.; Michalski, M.; Nieslony, P.; Wojciechowski, S. Structural and Microhardness Changes After Turning of the AISI 1045 Steel for Minimum Quantity Cooling Lubrication. J. Mater. Eng. Perform. 2017, 26, 431–438. [Google Scholar] [CrossRef] [Green Version]
- Sarjana, S.; Bencheikh, I.; Nouari, M.; Ginting, A. Study on cutting performance of cermet tool in turning of hardened alloy steel. Int. J. Refract. Met. Hard Mater. 2020, 91, 105255. [Google Scholar] [CrossRef]
- Yang, T.; Ni, L.; Xiong, J.; Shi, R.; Zheng, Q. Flank wear mechanism and tool endurance of (Ti,W)C-Mo2C-Co cermets during dry turning. Ceram. Int. 2018, 44, 8447–8455. [Google Scholar] [CrossRef]
- Das, A.; Mukhopadhyay, A.; Patel, S.K.; Biswal, B.B. Comparative Assessment on Machinability Aspects of AISI 4340 Alloy Steel Using Uncoated Carbide and Coated Cermet Inserts During Hard Turning. Arab. J. Sci. Eng. 2016, 41, 4531–4552. [Google Scholar] [CrossRef]
- Grzesik, W. Influence of tool wear on surface roughness in hard turning using differently shaped ceramic tools. Wear 2008, 265, 327–335. [Google Scholar] [CrossRef]
- Abbas, F.; Benyahia, M.; Rayes, C.; Pruncu, C.; Taha, M.; Hegab, H. Towards Optimization of Machining Performance and Sustainability Aspects when Turning AISI 1045 Steel under Di. Materials 2019, 12, 3023. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Magalhães, L.C.; da Silva Martins, P.D.; Souza, M.T.; Sombra, S.C. Avaliação do desgaste de flanco em insertos de cermet no torneamento do aço ABNT 1020. In Proceedings of the XI Brazilian Conference on Manufacturing Engineering, Curitiba, Brazil, 24–26 May 2021. [Google Scholar]
- Magalhães, L.C.; Siqueira, L.; Silva, W.; Torres, A. The influence of feed and tool nose radius on surface roughness in AISI 4340 high speed turning. In Proceedings of the COBEF ANNALS, Curitiba, Brazil, 7–8 August 2019. [Google Scholar]
- Zhang, X.P.; Wu, S.B. Chip control in the dry machining of hardened AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2017, 88, 3319–3327. [Google Scholar] [CrossRef]
- Kumar, C.S.; Zeman, P.; Polcar, T. A 2D finite element approach for predicting the machining performance of nanolayered TiAlCrN coating on WC-Co cutting tool during dry turning of AISI 1045 steel. Ceram. Int. 2020, 46, 25073–25088. [Google Scholar] [CrossRef]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A.; de Lacalle, L.L. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys. J. Manuf. Process. 2020, 58, 208–222. [Google Scholar] [CrossRef]
- Suárez, L.; López de Lacalle, R.; Polvoroza, F.; Veiga, A.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process 2017, 32, 678–686. [Google Scholar] [CrossRef]
- ISO. ISO 4288: Geometrical Product Specification (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; International Organization for Standardization: Geneva, Switzerland, 1996. [Google Scholar]
- Shaw, M.C. Metal Cutting Principles, 2nd ed.Oxford University Press: London, UK, 2004. [Google Scholar]
- ISO. ISO 3685—Tool Life Testing Wit Single Point Turning Tools; International Organization for Standardization: Geneva, Switzerland, 1993. [Google Scholar]
- Brown, C.A. Roughness Measurement Guidebook: Introduction to Surface Roughness Measurement; Olympus Corporation: Tokyo, Japan, 2017; pp. 1–45. [Google Scholar]
- Davim, J. Surface Integrity in Machining; Springer: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Pereira, O.; Rodríguez, A.; Calleja-Ochoa, A.; Celaya, A.; de Lacalle, L.N.L.; Fernández-Valdivielso, A.; González, H. Simulation of Cryo-cooling to Improve Super Alloys Cutting Tools. Int. J. Precis. Eng. Manuf. Technol. 2022, 9, 73–82. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Tensile strength (MPa) | 793 |
| Yield strength (MPa) | 718 |
| Hardness (HB) | 248 |
| Vc (m/min) | f (mm/rev) | Doc (mm) |
|---|---|---|
| 175 | 0.025 | 0.2 |
| 0.05 | ||
| 0.075 | ||
| 0.1 | ||
| 275 | 0.025 | |
| 0.05 | ||
| 0.075 | ||
| 0.1 |
| Feed, f (mm/rev) | Cutting Speed, Vc (m/min) | Chip Thickness (mm) | |
|---|---|---|---|
| FEA Analysis (σ) | Optical Measurement (σ) | ||
| 0.025 | 175 | 0.043 (0.003) | 0.045 (0.002) |
| 275 | 0.035 (0.001) | 0.028 (0.002) | |
| 0.1 | 175 | 0.15 (0.02) | 0.12 (0.03) |
| 275 | 0.17 (0.01) | 0.18 (0.01) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Magalhães, L.C.; Carlesso, G.C.; López de Lacalle, L.N.; Souza, M.T.; de Oliveira Palheta, F.; Binder, C. Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning. Materials 2022, 15, 2031. https://doi.org/10.3390/ma15062031
Magalhães LC, Carlesso GC, López de Lacalle LN, Souza MT, de Oliveira Palheta F, Binder C. Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning. Materials. 2022; 15(6):2031. https://doi.org/10.3390/ma15062031
Chicago/Turabian StyleMagalhães, Laurence Colares, Gabriel Catarino Carlesso, Luis Norberto López de Lacalle, Marcelo Tramontin Souza, Fabiana de Oliveira Palheta, and Cristiano Binder. 2022. "Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning" Materials 15, no. 6: 2031. https://doi.org/10.3390/ma15062031
APA StyleMagalhães, L. C., Carlesso, G. C., López de Lacalle, L. N., Souza, M. T., de Oliveira Palheta, F., & Binder, C. (2022). Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning. Materials, 15(6), 2031. https://doi.org/10.3390/ma15062031