
Core–Shell Particle Reinforcements—A New Trend in the Design and Development of Metal Matrix Composites



Abstract
:1. Introduction
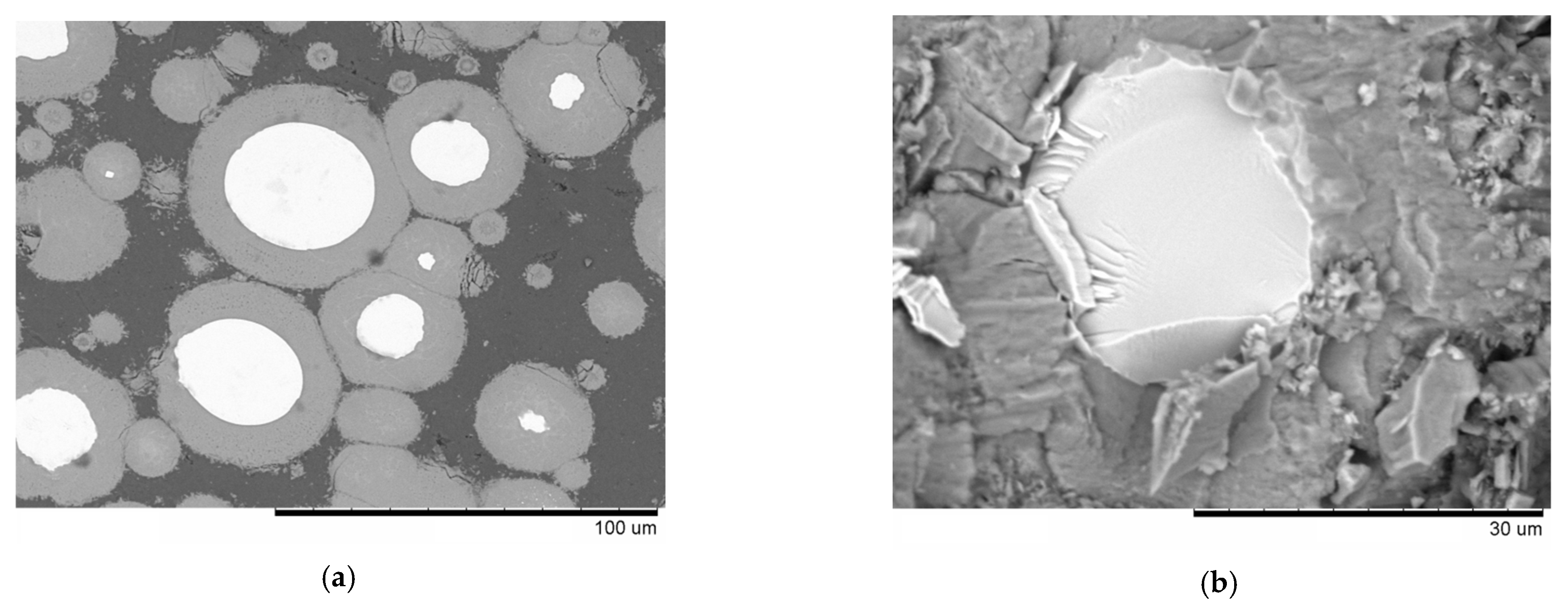
2. Fabrication and Microstructure Formation of Core-Shell Particle-Reinforced Metal Matrix Composites
3. Mechanical Properties of Metal Matrix Composites with Core-Shell Reinforcements

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Starting Powder Mixtures/Components | Description of the Microstructural Features of the Composite | Compressive Yield Strength, MPa | Ultimate Compressive Strength, MPa | Strain at Fracture, % | Ref. | Comments |
|---|---|---|---|---|---|---|
| Al–20 vol.% Ni3Al | Al matrix–Ni3Al@NiAl-Al3Ni core–shell particles | - | 213 | 3 | [12] | improved strength |
| Al–20 vol.% Fe | Al matrix–Fe@Fe2Al5 core–shell particles | 227 | 273 | 12.1 | [34] | improved strength, medium plasticity |
| Al–20 vol.% Fe | Al matrix–Fe@Fe2Al5 core–shell particles (extruded) | 373 | 461 | 6.1 | [34] | improved strength |
| Al–20 vol.% Al@Cu core–shell particles | Al matrix–Al@ (Al2Cu-Al4Cu9) core–shell particles | 285 | 400 | 8 | [21] | improved strength, medium plasticity |
| Al–20 vol.% Fe66Cr10Nb5B19 | Al matrix–Fe-based alloy@Fe2Al5-Al3Fe core–shell particles | - | 780 | 2 | [14] | high strength |
| Al–10 vol.% CoCrFeNi | Al matrix–CoCrFeNi@AlCoCrFeNi core–shell particles | 247 | 265 | 12.5 | [17] | improved strength, medium plasticity |
| Nb rods–gray cast iron | Gray cast iron matrix–Nb@NbC core–shell rod | 1794 | 2190 | 11.6 | [20] | high strength, medium plasticity |
| Starting Powder Mixtures | Description of the Microstructural Features of the Composite | Tensile Yield Strength, MPa | Ultimate Tensile Strength, MPa | Elongation, % | Ref. | Comments |
|---|---|---|---|---|---|---|
| 2024Al alloy–10 wt. % Ti/B4C | 2024Al alloy matrix–(Ti/B4C)@Al3Ti core–shell particles | 214 | 300 | 6.3 | [11] | improved strength |
| A356 alloy–Al–Ti | A356 alloy matrix–Ti@(Al-Ti-Si) core–shell particles | 268 | 373 | 8.3 | [22] | improved strength, medium ductility |
| A356 alloy–Al–Ti | A356 alloy matrix–monolithic (Al, Si)3Ti particles; the particles experienced dispersion | 278 | 380 | 3.1 | [22] | improved strength |
| A356 alloy–Ti | A356 alloy matrix–Ti@(Al-Ti-Si) core–shell particles (after solution treatment) | 143 | 268 | 17 | [24] | improved strength, high ductility |
| Al–10 vol.% Ti | Al–Ti@TiAl3 core–shell particles | 156 | 172 | 8 | [35] | improved strength, medium ductility |
| Al–10 vol.% Ti | Al–Ti@TiAl3 core–shell particles | 198 | 241 | 19.8 | [9] | improved strength, high ductility |
| Cu–10 vol.% AlCoCrFeNi | Cu-based matrix–AlCoCrFeNiCu core–shell particles (thin shell) | 212 | 270 | 11.2 | [16] | improved strength, medium ductility |
| Cu–10 vol.% AlCoCrFeNi | Cu-based matrix–AlCoCrFeNiCu core–shell particles (thick shell) | 220 | 280 | 14.2 | [16] | improved strength, high ductility |
| Cu–10 vol.% AlCoCrFeNi | Cu-based matrix–CoCrFeNiCu particles | 265 | 333 | 15.3 | [16] | improved strength, high ductility |
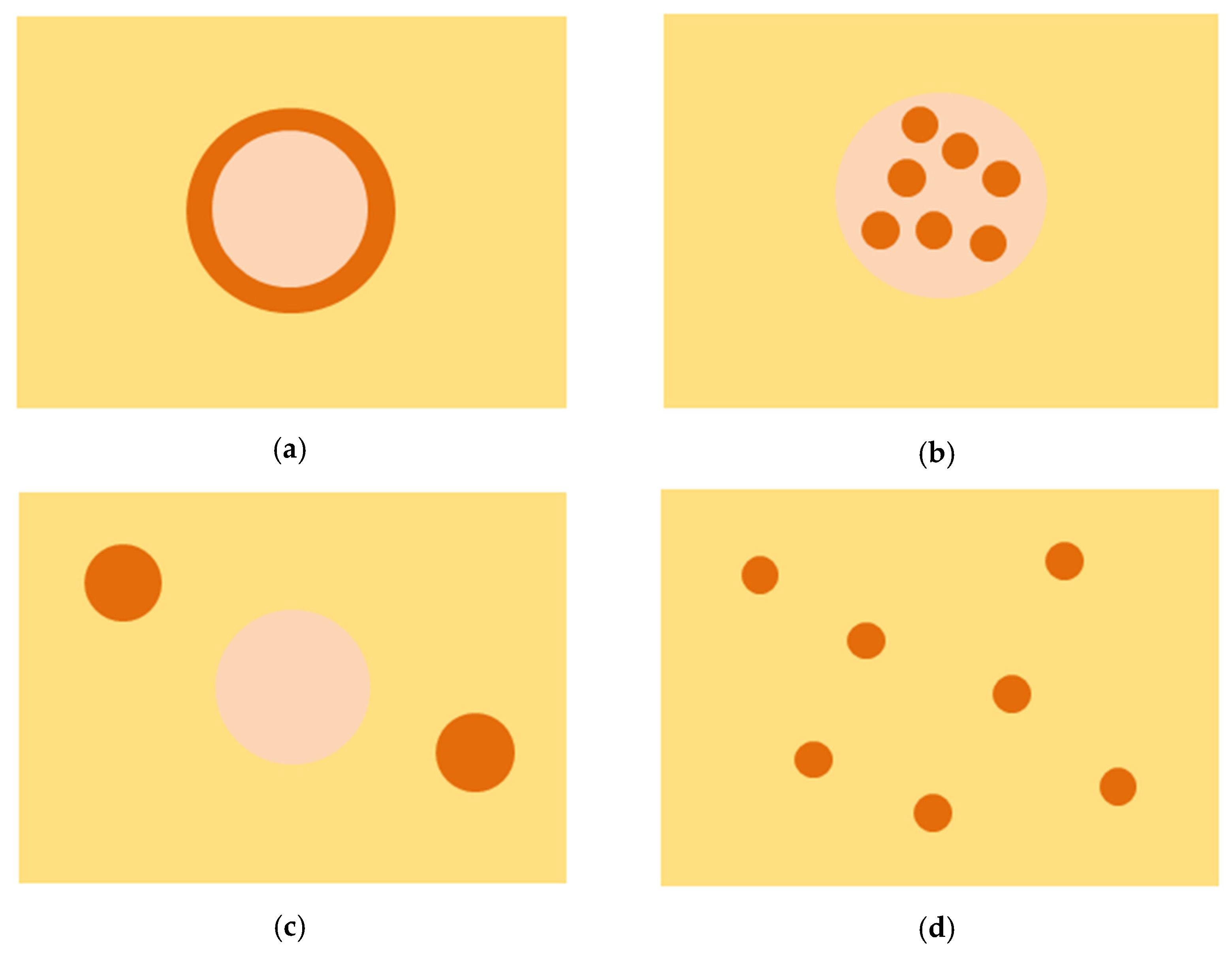
4. Core–Shell versus Alternative Microstructures: The Problem of Comparison
5. Summary and Future Research Directions
- The understanding of the effect of the size and morphology of the particles introduced into a matrix (the volume content of the shell material formed in situ will be higher for smaller added particles). While it may be more convenient to form a reinforcement phase as a shell (layer) on the surface of a large particle (for simplifying the microstructural characterization), the size of the core–shell reinforcements needs to be optimized for practical purposes.
- The evaluation of the possibilities of intermetallic shell modification to reduce its brittleness (control of grain size and thickness of the shell material, formation of multiple phase shells). The fabrication and investigation of composites with core–shell particles that have strong and ductile shells (composed of metal-based solid solutions of variable composition).
- The development of simulation approaches to predict and comparatively analyze the mechanical behavior of composites with different microstructures, as the latter may be difficult to do experimentally.
- The investigation of the features of the formation of core–shell structures during sintering assisted by an electric field, considering the occurrence of local (inter-particle) effects pertaining to those processes. The roughness of the particles is an important parameter, which can be altered by preliminary surface modification of the particles.
- The evaluation of the technical and economical benefits of the powder metallurgy production of composites with the level of properties offered by the core–shell reinforcements relative to other microstructures and/or technological options.
- The utilization of MMCs as a medium for the formation of core–shell inclusions, which can be further separated from the matrix by removing (for example, dissolving) the matrix metal. Particles obtained in this manner can be used for other applications (introduced into other matrices or applied as powders of functional materials with core–shell structure).
Author Contributions
Funding
Conflicts of Interest
References
- Galogahi, F.M.; Zhu, Y.; An, H.; Nguyen, N.-T. Core-shell microparticles: Generation approaches and applications. J. Sci. Adv. Mater. Devices 2020, 5, 417–435. [Google Scholar] [CrossRef]
- Ukhina, A.; Dudina, D.; Esikov, M.; Samoshkin, D.; Stankus, S.; Skovorodin, I.; Galashov, E.; Bokhonov, B. The influence of morphology and composition of metal-carbide coatings on the diamond surface on the properties of copper-diamond composites. Surf. Coat. Technol. 2020, 401, 126272. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Chen, C.; Jenkins, R.; O’Donnell, G.; Lupoi, R. Metallurgical bonding between metal matrix and core-shelled reinforcements in cold sprayed composite coating. Scr. Mater. 2020, 177, 49–53. [Google Scholar] [CrossRef]
- Wang, Z.; Georgarakis, K.; Nakayama, K.; Li, Y.; Tsarkov, A.; Xie, G.; Dudina, D.; Louzguine, D.; Yavari, A.R. Microstructure and mechanical behavior of metallic glass fiber-reinforced Al alloy matrix composites. Sci. Rep. 2016, 6, 24384. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Metal Matrix Composites, 2nd ed.; Springer: New York, NY, USA, 2013; 370p. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Aneeq Haq, M.; Lee, H.; Song, Y.; Jeong, D.; Kim, B.S. Thickness control of TiN network in CoCrFeNi matrix composite with tunable microstructure. Appl. Surf. Sci. 2021, 543, 148761. [Google Scholar]
- Guo, B.; Song, M.; Zhang, X.; Cen, X.; Li, W.; Chen, B.; Wang, Q. Achieving high combination of strength and ductility of Al matrix composite via in-situ formed Ti-Al3Ti core-shell particle. Mater. Charact. 2020, 170, 110666. [Google Scholar] [CrossRef]
- Fan, X.; Li, S.; Xu, W.; Hu, J.; Hu, S.; Yu, W.; Zhou, Y. Core@shell structured Ti3C2Tx@Ni-reinforced Al composites with enhanced mechanical properties and electromagnetic interference shielding performance. J. Mater. Sci. 2021, 56, 13620–13632. [Google Scholar] [CrossRef]
- Li, G.; Lyu, S.; Zheng, R.; Li, Q.; Ameyama, K.; Xiao, W.; Ma, C. Strengthening 2024Al alloy by novel core-shell structured Ti/B4C composite particles. Mater. Sci. Eng. A 2019, 755, 231–234. [Google Scholar] [CrossRef]
- Ma, J.; Fan, C.; Chen, W.; Tan, H.; Zhu, S.; Li, Q.; Yang, J. Core-shell structure in situ reinforced aluminum matrix composites: Microstructure, mechanical and tribological properties. J. Alloy. Compd. 2022, 901, 163613. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Amirastanov, Y.N.; Ukhina, A.V.; Kuchumova, I.D.; Legan, M.A.; Novoselov, A.N.; Gerasimov, K.B.; Bataev, I.A.; et al. Interaction between Fe66Cr10Nb5B19 metallic glass and aluminum during spark plasma sintering. Mater. Sci. Eng. A 2021, 799, 140165. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Kvashnin, V.I.; Legan, M.A.; Novoselov, A.N.; Anisimov, A.G.; Esikov, M.A.; Ukhina, A.V.; Matvienko, A.A.; et al. Microstructure and mechanical properties of composites obtained by spark plasma sintering of Al–Fe66Cr10Nb5B19 metallic glass powder mixtures. Metals 2021, 11, 1457. [Google Scholar] [CrossRef]
- Guan, H.D.; Li, C.J.; Gao, P.; Prashanth, K.G.; Tan, J.; Eckert, J.; Tao, J.M.; Yi, J.H. Aluminum matrix composites reinforced with metallic glass particles with core-shell structure. Mater. Sci. Eng. A 2020, 771, 138630. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Li, Z.; Wang, X.; Zhang, P.; Liu, J. AlCoCrFeNi high entropy alloy reinforced Cu-based composite with high strength and ductility after hot extrusion. Vacuum 2021, 184, 109882. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Liu, J.; Zhang, P.; Wang, Y. Core-shell structure mediated microstructure and mechanical properties of high entropy alloy CoCrFeNi/Al composites. Vacuum 2021, 192, 110454. [Google Scholar] [CrossRef]
- Ding, H.; Chu, W.; Wang, Q.; Miao, W.; Wang, H.; Liu, Q.; Glandut, N.; Li, C. The in-situ synthesis of TiC in Cu melts based on Ti–C–Si system and its mechanism. Mater. Des. 2019, 182, 108007. [Google Scholar] [CrossRef]
- Bai, H.; Zhong, L.; Shang, Z.; Xu, Y.; Wu, H.; Bai, J.; Cao, B.; Wei, J. Microstructure and impact properties of Ta-TaC core-shell rod reinforced iron-based composite fabricated by in situ solid-phase diffusion. J. Alloy. Compd. 2018, 768, 340–348. [Google Scholar] [CrossRef]
- Zhong, L.; Wei, J.; Bai, H.; Zhu, J.; Xu, Y. Effects of soaking time on the microstructure and mechanical properties of Nb-NbC/Fe core–shell rod-reinforced cast-iron-matrix composite fabricated through two-step in situ solid-phase diffusion. J. Mater. Res. Technol. 2020, 9, 12308–12317. [Google Scholar] [CrossRef]
- Ali, R.; Ali, F.; Zahoor, A.; Shahid, R.N.; Tariq, N.H.; He, T.; Shahzad, M.; Asghar, Z.; Shah, A.; Mahmood, A.; et al. Effect of sintering path on the microstructural and mechanical behavior of aluminum matrix composite reinforced with pre-synthesized Al/Cu core-shell particles. J. Alloy. Compd. 2021, 889, 161531. [Google Scholar] [CrossRef]
- Chen, T.J.; Qin, H.; Zhang, X.Z. Effects of reheating duration on the microstructure and tensile properties of in situ core–shell–structured particle–reinforced A356 composites fabricated via powder thixoforming. J. Mater. Sci. 2018, 53, 2576–2593. [Google Scholar] [CrossRef]
- Chen, T.; Gao, M.; Tong, Y. Effects of alloying elements on the formation of core-shell-structured reinforcing particles during heating of Al–Ti powder compacts. Materials 2018, 11, 138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.Y.; Chen, T.J.; Zhang, X.Z.; Gao, M.; Geng, L.B. Simultaneously strengthening and toughening a core-shell structured particulate reinforced aluminum alloy-based composite by solid solution treatment. J. Alloy. Compd. 2020, 842, 155765. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Development of Cu particles and Cu core-shell particles reinforced Al composite. Mater. Sci. Technol. 2015, 31, 494–500. [Google Scholar] [CrossRef]
- Zhang, Q.; Liang, S.; Zhuo, L. Fabrication and properties of the W-30wt%Cu gradient composite with W@WC core-shell structure. J. Alloy. Compd. 2017, 708, 796–803. [Google Scholar] [CrossRef]
- Tham, L.M.; Gupta, M.; Cheng, L. Effect of limited matrix reinforcement interfacial reaction on enhancing the mechanical properties of aluminium-silicon carbide composites. Acta Mater. 2001, 49, 3243–3253. [Google Scholar] [CrossRef]
- Xue, Y.; Shen, R.; Ni, S.; Xiao, D.; Song, M. Effects of sintering atmosphere on the mechanical properties of Al-Fe particle-reinforced Al-based composites. J. Mater. Eng. Perform. 2015, 24, 1890–1896. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Wang, X.; Guo, T.; Liu, J. Significantly improving strength and plasticity of Al-based composites by in-situ formed AlCoCrFeNi core-shell structure. J. Mater. Res. Technol. 2021, 15, 4117–4129. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Ma, S.; Zhang, X.; Chen, T.; Wang, X. Microstructure-based numerical simulation of the mechanical properties and fracture of a Ti-Al3Ti core-shell structured particulate reinforced A356 composite. Mater. Des. 2020, 191, 108685. [Google Scholar] [CrossRef]
- Ding, H.; Jia, H.; Li, M.; Miao, W.; Li, C.; Liu, Q. Study on stress distribution in microregion close to the shell of core-shell particle reinforced metal matrix composites. Mater. Sci. Eng. A 2020, 784, 139317. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, T.; Ma, S.; Qin, H.; Ma, J. Overcoming the strength-ductility trade-off of an aluminum matrix composite by novel core-shell structured reinforcing particulates. Compos. Part B 2021, 206, 108541. [Google Scholar] [CrossRef]
- Wang, Y.; Song, M.; Ni, S.; Xue, Y. In situ formed core-shell structured particle reinforced aluminum matrix composites. Mater. Des. 2014, 56, 405–408. [Google Scholar] [CrossRef]
- Guo, B.; Ni, S.; Shen, R.; Song, M. Fabrication of Ti–Al3Ti core–shell structured particle reinforced Al based composite with promising mechanical properties. Mater. Sci. Eng. A 2015, 639, 269–273. [Google Scholar] [CrossRef]
- ASM International. Powder Metal Technologies and Applications. ASM Handbook, Volume 7; ASM International: Materials Park, OH, USA, 1998. [Google Scholar]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dudina, D.V.; Georgarakis, K. Core–Shell Particle Reinforcements—A New Trend in the Design and Development of Metal Matrix Composites. Materials 2022, 15, 2629. https://doi.org/10.3390/ma15072629
Dudina DV, Georgarakis K. Core–Shell Particle Reinforcements—A New Trend in the Design and Development of Metal Matrix Composites. Materials. 2022; 15(7):2629. https://doi.org/10.3390/ma15072629
Chicago/Turabian StyleDudina, Dina V., and Konstantinos Georgarakis. 2022. "Core–Shell Particle Reinforcements—A New Trend in the Design and Development of Metal Matrix Composites" Materials 15, no. 7: 2629. https://doi.org/10.3390/ma15072629
APA StyleDudina, D. V., & Georgarakis, K. (2022). Core–Shell Particle Reinforcements—A New Trend in the Design and Development of Metal Matrix Composites. Materials, 15(7), 2629. https://doi.org/10.3390/ma15072629