
Mathematical Modeling and Experimental Substantiation of the Gas Release Process in the Production of Non-Autoclaved Aerated Concrete

 ,
,  ,
,  ,
, 

Abstract
:1. Introduction
1.1. Relevance and Article Tasks
1.2. Plan, Main Aim, and Hypothesis of the Study
2. Materials and Methods
2.1. Materials, Test Equipment, and Measuring Instruments
- -
- Technological equipment—installation for the production of foam concrete and aerated concrete GBS-250 manufactured by METEM (Perm, Russia); ball planetary mill “Activator-4M” (LLC “Plant of Chemical Engineering”, Novosibirsk, Russia);
- -
- Testing equipment—hydraulic press MIP-25 (LLC NPP INTERPRIBOR, Chelyabinsk, Russia);
- -
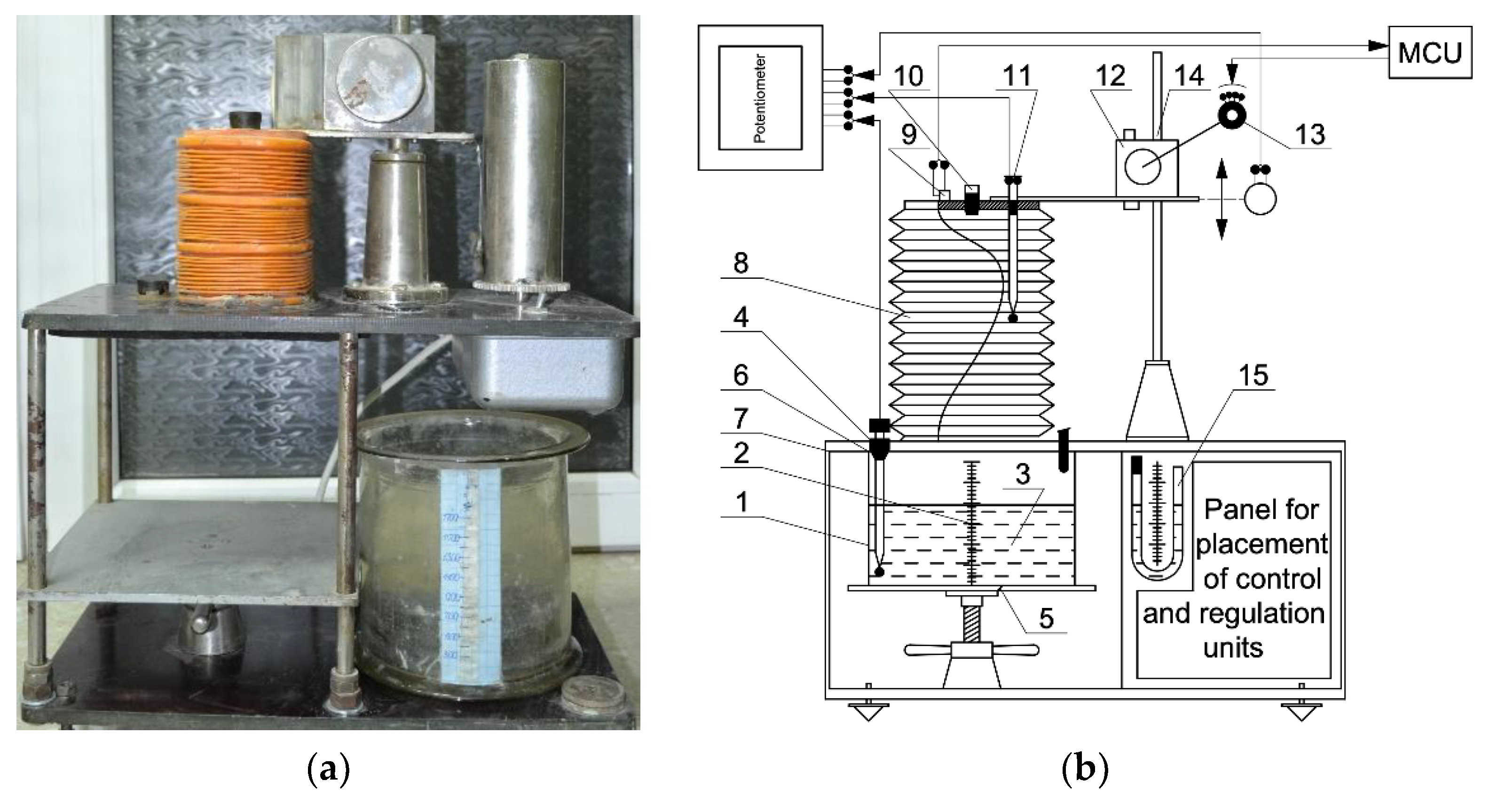
- Measuring instruments—metal measuring ruler 500 mm (JSC “Stavropol Tool Plant”, Stavropol, Russia); laboratory scales HT-5000 (NPP Gosmetr, St. Petersburg, Russia); caliper ShTs-I-250-0.05 (LLC NPP Chelyabinsk Tool Plant, Chelyabinsk, Russia); thermal conductivity meter ITP-MG4 (OOO SKB Stroypribor, Chelyabinsk, Russia) (Figure 2b); viscometer ZM-1001 (Priborelectro LLC, Moscow, Russia); plastometer K-2ZhV (OOO NPP Tochpribor, Rostov-on-Don, Russia) [39,40,41,42,43].
2.2. Devices and Methods for Researching Aerated Concrete Mix
3. Modeling the Kinetics of Gas Release during the Manufacture of Aerated Concrete
- -
- Revealing the fundamental-applied connection between the processes of gas release and structure formation of aerated concrete with the performance characteristics of the hardened composite;
- -
- Verification of technological and operational efficiency when using partially hydrated cement in the production of non-autoclaved cellular concrete with improved structural and operational characteristics.
3.1. General Characteristics of the Process of Swelling of Aerated Concrete Mix
3.2. Physical and Chemical Bases of Phenomena Occurring during Swelling of Aerated Concrete Mixture
3.2.1. Main Characteristics of Cells (Bubbles)
3.2.2. Interaction of a Single Bubble and Interpore Medium
at τ > 0 r = R, C = C0, at τ = ∞, r → ∞, C = C∞
3.2.3. Conditions for the Deformation of the Gas Mixture
3.3. Modeling the Kinetics of Swelling of Aerated Concrete Mix
- Mixing volume = 105 cm3.
- Sectional area of the array S0 = 2.5 × 103 cm2.
- Volume of gas saturation of the mixture (nuclei) φ = 0.27%.
- Atmospheric pressure P0 = 1,013,250 dynes/cm2.
- Molecular diffusion coefficient D = 4.8 × 10−5 cm2/s.
- Henry coefficient kH = 1.1618 × 10−10 (cm3/cm3) × (cm2/dyne).
- Partial pressure of water vapor Pn = 76,196.4 dynes/cm2.
- Surface tension of water σ = 70 erg/cm2.
- Average density of interpore substance γmn = 1.762 g/cm2.
- W/T—mixture ratio = 0.5.
- Density of water = 1 g/cm3.
- The average density of the solid phase 𝜌T = 2.874 g/cm3.
- Coordination number of cells Nk = 12.
- Free fall acceleration g = 980 cm/s2.
- The thickness of the diffuse film δ = 10−4 cm.
- Number of layers i = 10.
- The number of analyzed time intervals j = 40.
- Time interval Δτ = 60 s.
- The initial concentration of hydrogen in the liquid phase is C∞(0) = 0.
- The average initial radius of steam–air bubbles (nuclei) of the mixture is R(i,0) = 10−2.
- Coefficient M = 10−9 s;
- The minimum critical thickness of the interpore wall at the beginning of the process per cell = 5 × 10−3 cm.
- The minimum critical thickness of the interpore wall 20 min after mixing the mixture with water = 5 × 10−3 cm.
4. Results and Discussion
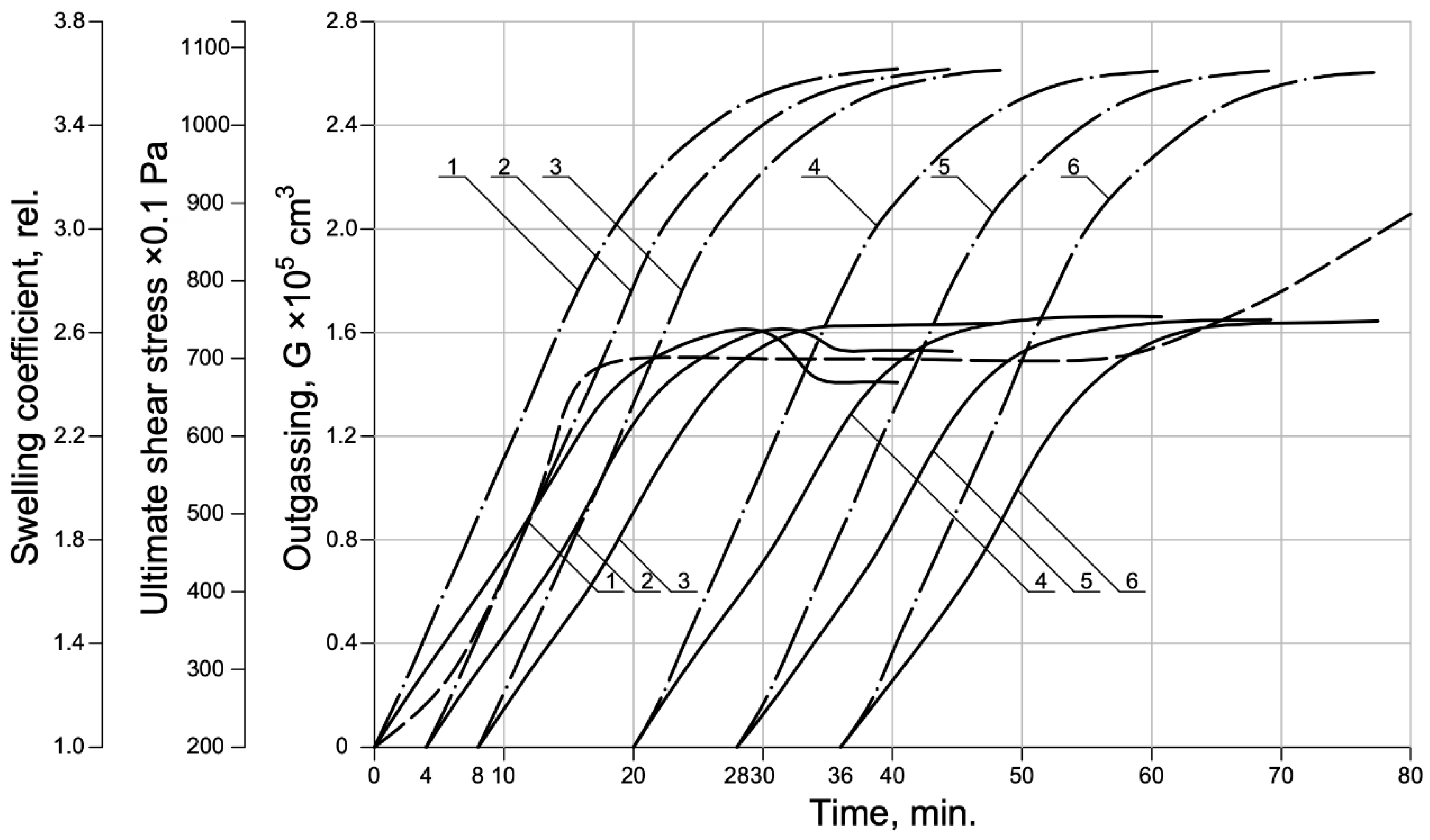
4.1. Study of the Influence of Technological Factors on the Structure Formation of Aerated Concrete, Analysis of the Kinetics of the Properties of the Interpore Substance of the Aerated Concrete Mix
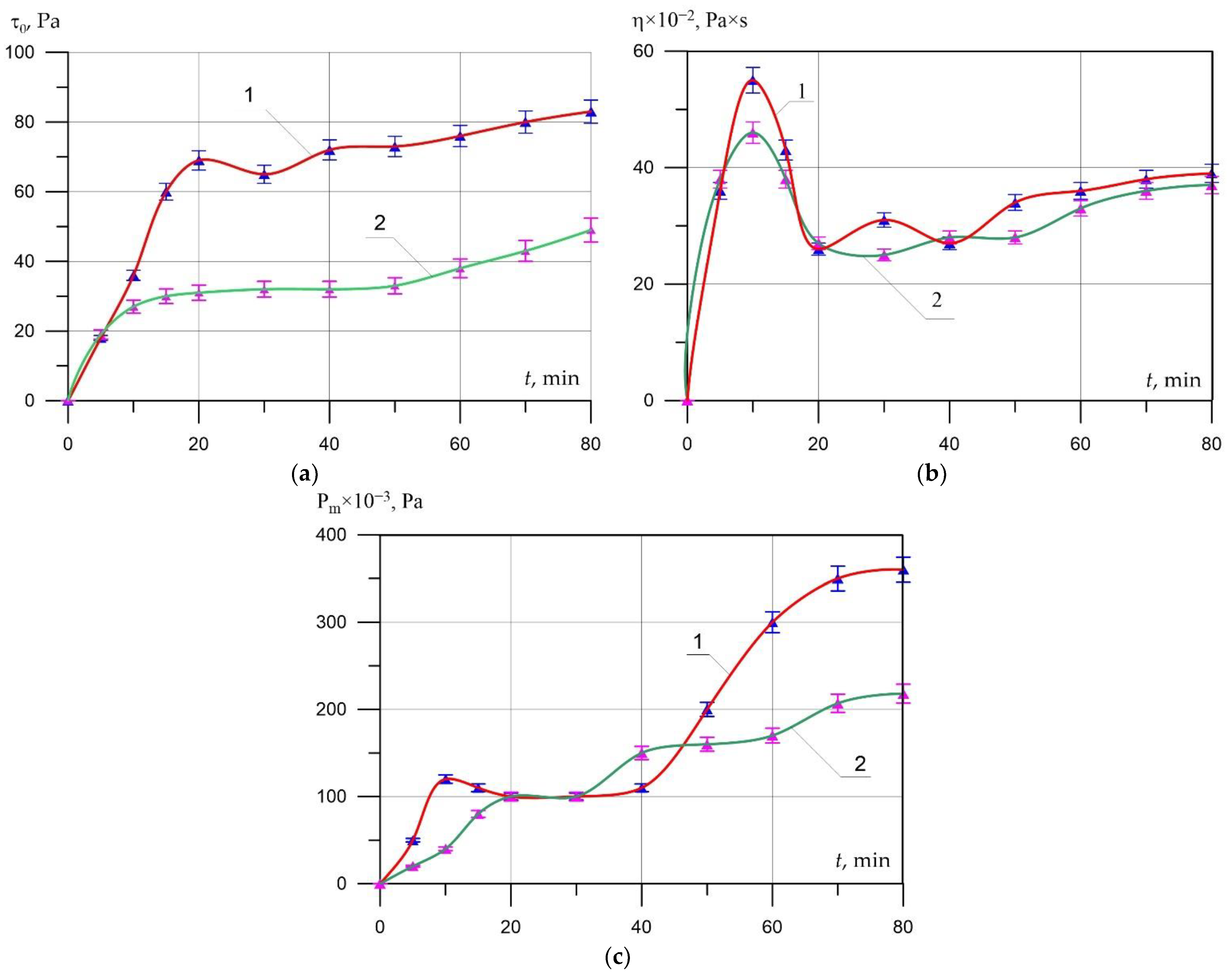
4.2. Study of the Influence of the Time of Preliminary Hydration of the Binder on the Rheological Properties of the Interpore Substance, the Swelling Kinetics, and the Properties of Aerated Concrete
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sharafutdinov, E.; Shon, C.-S.; Zhang, D.; Chung, C.-W.; Kim, J.; Bagitova, S. Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica. Materials 2019, 12, 4151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, C.-L.; Ni, W.; Zhang, S.-Q.; Wang, S.; Gai, G.-S.; Wang, W.-K. Preparation and properties of autoclaved aerated concrete using coal gangue and iron ore tailings. Constr. Build. Mater. 2016, 104, 109–115. [Google Scholar] [CrossRef]
- Cai, L.; Ma, B.; Li, X.; Lv, Y.; Liu, Z.; Jian, S. Mechanical and hydration characteristics of autoclaved aerated concrete (AAC) containing iron-tailings: Effect of content and fineness. Constr. Build. Mater. 2016, 128, 361–372. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, Y.; Zhan, B.; Xu, G. Preparation of autoclaved aerated concrete by using graphite tailings as an alternative silica source. Constr. Build. Mater. 2021, 267, 121792. [Google Scholar] [CrossRef]
- Rafiza, A.R.; Fazlizan, A.; Thongtha, A.; Asim, N.; Noorashikin, M.S. The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand. Buildings 2022, 12, 60. [Google Scholar] [CrossRef]
- Rahman, R.A.; Fazlizan, A.; Asim, N.; Thongtha, A. A Review on the Utilization of Waste Material for Autoclaved Aerated Concrete Production. J. Renew. Mater. 2021, 9, 61–72. [Google Scholar] [CrossRef]
- Lam, N.N. Recycling of AAC waste in the manufacture of autoclaved aerated concrete in Vietnam. Int. J. Geomate 2021, 20, 128–134. [Google Scholar] [CrossRef]
- Abraham, H.B.; Alengaram, U.J.; Alnahhal, A.M.; Haddadian, A.; Karthick, S.; Deboucha, W. Performance evaluation of cellular lightweight concrete using palm oil industrial waste as cement and fine aggregate replacement materials. Mater. Today Proc. 2021, 10, 301. [Google Scholar] [CrossRef]
- El-Didamony, H.; Amer, A.A.; Mohammed, M.S.; El-Hakim, M.A. Fabrication and properties of autoclaved aerated concrete containing agriculture and industrial solid wastes. J. Build. Eng. 2019, 22, 528–538. [Google Scholar] [CrossRef]
- Rafiza, A.R.; Chan, H.Y.; Thongtha, A.; Jettipattaranat, W.; Lim, K.L. An Innovative Autoclaved Aerated Concrete (AAC) with Recycled AAC Powder for Low Carbon Construction. IOP Conf. Ser. Earth Environ. Sci. 2019, 268, 012050. [Google Scholar] [CrossRef]
- Pehlivanlı, Z.O.; Uzun, İ.; Yücel, Z.P.; Demir, İ. The effect of different fiber reinforcement on the thermal and mechanical properties of autoclaved aerated concrete. Constr. Build. Mater. 2016, 112, 325–330. [Google Scholar] [CrossRef]
- Tanyildizi, H. Effect of temperature, carbon fibers, and silica fume on the mechanical properties of lightweight concretes. New Carbon Mater. 2008, 23, 339–344. [Google Scholar] [CrossRef]
- Laukaitis, A.; Kerienė, J.; Mikulskis, D.; Sinica, M.; Sezemanas, G. Influence of fibrous additives on properties of aerated autoclaved concrete forming mixtures and strength characteristics of products. Constr. Build. Mater. 2009, 23, 3034–3042. [Google Scholar] [CrossRef]
- Pehlivanlı, Z.O.; Uzun, İ.; Demir, İ. Mechanical and microstructural features of autoclaved aerated concrete reinforced with autoclaved polypropylene, carbon, basalt and glass fiber. Constr. Build. Mater. 2015, 96, 428–433. [Google Scholar] [CrossRef]
- Sinica, M.; Sezeman, G.A.; Mikulskis, D.; Kligys, M.; Česnauskas, V. Impact of complex additive consisting of continuous basalt fibres and SiO2 microdust on strength and heat resistance properties of autoclaved aerated concrete. Constr. Build. Mater. 2014, 50, 718–726. [Google Scholar] [CrossRef]
- Fan, J.; Cao, D.; Jing, Z.; Zhang, Y.; Jing, Y. Synthesis and microstructure analysis of autoclaved aerated concrete with carbide slag addition. J. Wuhan Univ. Technol. Mat. Sci. Ed. 2014, 29, 1005–1010. [Google Scholar] [CrossRef]
- Chen, G.; Li, F.; Geng, J.; Jing, P.; Si, Z. Identification, generation of autoclaved aerated concrete pore structure and simulation of its influence on thermal conductivity. Constr. Build. Mater. 2021, 294, 123572. [Google Scholar] [CrossRef]
- Ulykbanov, A.; Sharafutdinov, E.; Chung, C.-W.; Zhang, D.; Shon, C.-S. Performance-based model to predict thermal conductivity of non-autoclaved aerated concrete through linearization approach. Constr. Build. Mater. 2019, 196, 555–563. [Google Scholar] [CrossRef]
- Tasdemir, C.; Sengul, O.; Tasdemir, M.A. A comparative study on the thermal conductivities and mechanical properties of lightweight concretes. Energy Build. 2017, 151, 469–475. [Google Scholar] [CrossRef]
- Sun, Y.; Gao, P.; Geng, F.; Li, H.; Zhang, L.; Liu, H. Thermal conductivity and mechanical properties of porous concrete materials. Mater. Lett. 2017, 209, 349–352. [Google Scholar] [CrossRef]
- Jin, H.-Q.; Yao, X.-L.; Fan, L.-W.; Xu, X.; Yu, Z.-T. Experimental determination and fractal modeling of the effective thermal conductivity of autoclaved aerated concrete: Effects of moisture content. Int. J. Heat Mass Transf. 2016, 92, 589–602. [Google Scholar] [CrossRef]
- Ferretti, D.; Michelini, E. The Effect of Density on the Delicate Balance between Structural Requirements and Environmental Issues for AAC Blocks: An Experimental Investigation. Sustainability 2021, 13, 13186. [Google Scholar] [CrossRef]
- Shon, C.-S.; Mukangali, I.; Zhang, D.; Ulykbanov, A.; Kim, J. Evaluation of Non-Autoclaved Aerated Concrete for Energy Behaviors of a Residential House in Nur-Sultan, Kazakhstan. Buildings 2021, 11, 610. [Google Scholar] [CrossRef]
- Lu, J.; Chen, J.; Zhu, K.; Xu, H.; Zhang, W.; Deng, Q. Experimental and Numerical Studies on the Behaviors of Autoclaved Aerated Concrete Panels with Insulation Boards Subjected to Wind Loading. Materials 2021, 14, 7651. [Google Scholar] [CrossRef]
- Garbalińska, H.; Bochenek, M.; Stasiak, M. Experimental and Modeling Investigations on the Water Sorption Behaviors of Autoclaved Aerated Concrete. Materials 2021, 14, 6235. [Google Scholar] [CrossRef] [PubMed]
- Jasiński, R.; Drobiec, Ł.; Mazur, W. Validation of Selected Non-Destructive Methods for Determining the Compressive Strength of Masonry Units Made of Autoclaved Aerated Concrete. Materials 2019, 12, 389. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karakurt, C.; Kurama, H.; Topçu, İ.B. Utilization of natural zeolite in aerated concrete production. Cem. Concr. Compos. 2010, 32, 1–8. [Google Scholar] [CrossRef]
- Fang, X.; Wang, C.; Li, H.; Wang, X.; Zhang, S.; Luo, X.; Jia, H. Influence of mesoscopic pore characteristics on the splitting-tensile strength of cellular concrete through deep-learning based image segmentation. Constr. Build. Mater. 2022, 315, 125335. [Google Scholar] [CrossRef]
- Liu, X.; Qian, X.; Pu, S.; Sheng, K.; Sun, D.; Hong, B. Methods for testing the quality of lightweight cellular concrete during pouring. Constr. Build. Mater. 2022, 315, 125755. [Google Scholar] [CrossRef]
- Thakur, A.; Kumar, S. Mechanical properties and development of light weight concrete by using autoclaved aerated concrete (AAC) with aluminum powder. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Kim, T.; Kang, C.; Seo, K. Development and Characteristics of Aerated Alkali-Activated Slag Cement Mixed with Zinc Powder. Materials 2021, 14, 6293. [Google Scholar] [CrossRef] [PubMed]
- Kornienko, P.V. Theoretical foundations for the formation of the optimal structure of cellular concrete. Sci. Technol. Kazak. 2010, 2, 81–89. Available online: https://cyberleninka.ru/article/n/teoreticheskie-osnovy-obrazovaniya-optimalnoy-struktury-yacheistogo-betona (accessed on 7 February 2022).
- Kunnos, G.Y.; Lapsa, V.K.; Lindenberg, B.Y.; Solodovnik, A.B.; Shteinert, A.R. Elements of Technological Mechanics of Cellular Concrete; Zinatne: Riga, Latvia, 1976; p. 96. Available online: https://pt.pb1lib.org/book/2964197/2b6764 (accessed on 7 February 2022).
- Shuisky, A.; Stelmakh, S.; Shcherban, E.; Torlina, E. Recipe-technological aspects of improving the properties of nonautoclaved aerate concrete. Matec Web Conf. 2017, 129, 05011. [Google Scholar] [CrossRef] [Green Version]
- Pylaev, A.J.; Minas, A.I.; Savin, E.S. Development of a mathematical model for determining the optimal conditions for swelling of aerated concrete. In Proceedings of the Abstracts of the 2nd All-Union Symposium: Rheology of Concrete Mixtures and its Technological Problems, Riga, Latvia, 5–7 October 1976; pp. 172–173. [Google Scholar]
- GOST 10180; Concretes. Methods for Strength Determination Using Reference Specimens. Available online: http://docs.cntd.ru/document/1200100908 (accessed on 7 February 2022).
- GOST 12730.1; Concretes. Methods of Determination of Density. Available online: https://docs.cntd.ru/document/1200177299 (accessed on 7 February 2022).
- GOST 7076; Building Materials and Products. Method of Determination of Steady-State Thermal Conductivity and Thermal Resistance. Available online: https://docs.cntd.ru/document/1200005006 (accessed on 7 February 2022).
- Stel’makh, S.A.; Shcherban’, E.M.; Shuiskii, A.I.; Prokopov, A.Y.; Madatyan, S.M.; Parinov, I.A.; Cherpakov, A.V. Effects of the Geometric Parameters of Mixer on the Mixing Process of Foam Concrete Mixture and Its Energy Efficiency. Appl. Sci. 2020, 10, 8055. [Google Scholar] [CrossRef]
- Stel’makh, S.A.; Shcherban’, E.M.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Butko, D.; Smolyanichenko, A.S. Influence of Composition and Technological Factors on Variatropic Efficiency and Constructive Quality Coefficients of Lightweight Vibro-Centrifuged Concrete with Alkalized Mixing Water. Appl. Sci. 2021, 11, 9293. [Google Scholar] [CrossRef]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.; Mailyan, L.R.; Meskhi, B.; Shuyskiy, A. Improvement of Strength and Strain Characteristics of Lightweight Fiber Concrete by Electromagnetic Activation in a Vortex Layer Apparatus. Appl. Sci. 2022, 12, 104. [Google Scholar] [CrossRef]
- Stel’makh, S.A.; Shcherban, E.M.; Zholobov, A.L. Electroactivation of Foam Concrete for Buildings and Structures with Improved Constructive and Energy Efficient Characteristics. IOP Conf. Ser. Mater. Sci. Eng. 2018, 463, 022034. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Stel’makh, S.A.; Shcherban, E.M.; Mailyan, L.R.; Meskhi, B.; El’shaeva, D.; Varavka, V. Developing Environmentally Sustainable and Cost-Effective Geopolymer Concrete with Improved Characteristics. Sustainability 2021, 13, 13607. [Google Scholar] [CrossRef]
- Brunauer, S.; Deming, L.S.; Deming, W.E.; Teller, E. On a Theory of the van der Waals Adsorption of Gases. J. Am. Chem. Soc. 1940, 62, 1723–1732. [Google Scholar] [CrossRef]
- Butt, Y.M.; Topilskii, G.V.; Vasina, T.P.; Bukatina, T.A. Study of colloidal solutions formed during the hydration of Portland cement in a paste. In Hardening of Cement: Abstracts of Reports and Messages of the All-Union Conference; NIIPromstroy: Ufa, Russia, 1974; pp. 98–100. [Google Scholar]
- Terentiev, A.E.; Kunnos, G.Y. Structural and strength aspects of the study of highly filled porous bodies (on the example of aerated concrete). In Theory, Production and Application of Artificial Building Conglomerates: Abstracts of Reports of the All-Union Scientific and Technical Conference; Vladimir Book Publishing House: Vladimir, Russia, 1982; pp. 405–407. [Google Scholar]
- Terentiev, A.E.; Kunnos, G.Y. On the spatial distribution of pores in aerated concrete. In Proceedings of the Technological Mechanics of Concrete: A Collection of Scientific Papers of the RPI; Riga Polytechnic Institute: Riga, Latvia, 1982; pp. 143–162. [Google Scholar]
- Topilskii, G.V.; Vasina, T.P.; Bukatina, T.A. Study of the composition of the liquid phase during cement hydration. In Proceedings of the Sixth International Congress on the Chemistry of Cement, Moscow, Russia, 23–27 September 1974; Stroyizdat: Moscow, Russia, 1974; Volume 2, pp. 88–91. [Google Scholar]
- Smirnova, O.; Kazanskaya, L.; Koplík, J.; Tan, H.; Gu, X. Concrete Based on Clinker-Free Cement: Selecting the Functional Unit for Environmental Assessment. Sustainability 2021, 13, 135. [Google Scholar] [CrossRef]
- Smirnova, O.M. Low-Clinker cements with low water demand. J. Mater. Civ. Eng. 2020, 32, 06020008. [Google Scholar] [CrossRef]
- Stel’makh, S.A.; Shcherban’, E.M.; Beskopylny, A.; Mailyan, L.R.; Meskhi, B.; Dotsenko, N. Enchainment of the Coefficient of Structural Quality of Elements in Compression and Bending by Combined Reinforcement of Concrete with Polymer Composite Bars and Dispersed Fiber. Polymers 2021, 13, 4347. [Google Scholar] [CrossRef] [PubMed]
- Mailyan, L.R.; Beskopylny, A.N.; Meskhi, B.; Shilov, A.V.; Stel’makh, S.A.; Shcherban, E.M.; Smolyanichenko, A.S.; El’shaeva, D. Improving the Structural Characteristics of Heavy Concrete by Combined Disperse Reinforcement. Appl. Sci. 2021, 11, 6031. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Physical and mechanical | |
| Compressive strength at the age of 28 days, MPa | 44.7 |
| Setting time, min | |
| - start | 155 |
| - end | 220 |
| The fineness of grinding, passage through a sieve N 008, % | 96.7 |
| Specific surface, m2/kg | 331 |
| Normal density of cement paste, % | 23.5 |
| Chemical | |
| Loss on ignition, wt% | 0.70 |
| Silicon oxide content (SiO2), % | 20.89 |
| Content of aluminum oxide (Al2O3), % | 4.72 |
| Iron oxide content, (Fe2O3), % | 4.32 |
| Content of calcium oxide (CaO), % | 63.27 |
| Mass fraction of magnesium oxide (MgO), % | 2.45 |
| Mass fraction of sulfuric anhydride (SO3), % | 2.81 |
| Mass fraction of alkali oxides in terms of Na2O, % | 0.60 |
| Content of free calcium oxide (CaOfr), % | 0 |
| Mass fraction of chloride ion (Cl−), % | 0.038 |
| Insoluble residue, % | 0.20 |
| Grain Composition | Pass Through a Sieve Mesh 0.16, wt% | Size Modulus | Content of Dust and Clay Particles, % | True Density, kg/m3 | Bulk Density, kg/m3 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Sizes of Sieve Openings, mm | |||||||||||
| Private and Total Residues on Sieves, % | |||||||||||
| 10 | 5 | 2.5 | 1.25 | 0.63 | 0.315 | 0.16 | |||||
| 0 | 0 | 0.17 | 1.39 | 8.86 | 45.80 | 41.03 | 2.49 | 1.66 | 1.1 | 2650 | 1438 |
| 0.17 | 1.56 | 10.42 | 56.21 | 97.25 | 99.74 | ||||||
| Covering Capacity on Water, cm2/g | Residue on Sieve 0.08, % | Chemical Composition, % | Buoyancy, % | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Active Aluminum | Impurities | ||||||||
| Fe | Si | Cu | Mn | Moisture | Fat | ||||
| 7000 | 1.0 | - | 0.4 | 0.3 | 0.05 | 0.01 | 0.2 | 3.5 | 80 |
| Num | Pre-Hydration Time, Min | Average Density ρav, kg/m3 | Decrease in Average Density Δρav, % | Compressive Strength Rb, MPa | Reduction in Compressive Strength ΔRb, % | Coefficient of Thermal Conductivity λ, W/m·K | Reduction of the Coefficient of Thermal Conductivity Δλ, % | CSQ, MPa/kg × m3 × 10−3 |
|---|---|---|---|---|---|---|---|---|
| 1C | - | 695 | 0 | 4.98 | 0 | 0.154 | 0 | 7.2 |
| 2C | 10 | 630 | 9.4 | 4.50 | 9.6 | 0.145 | 5.8 | 7.1 |
| 3C | 15 | 564 | 18.8 | 4.09 | 17.9 | 0.130 | 15.6 | 7.3 |
| 4C | 20 | 497 | 28.5 | 3.84 | 22.9 | 0.115 | 25.3 | 7.7 |
| 5C | 30 | 508 | 26.9 | 3.87 | 22.3 | 0.106 | 31.1 | 7.6 |
| 6C | 40 | 548 | 21.2 | 3.95 | 20.7 | 0.113 | 26.6 | 7.2 |
| 7C | 50 | 569 | 18.1 | 4,01 | 19.5 | 0.124 | 19.5 | 7.0 |
| 8C | 60 | 613 | 11.8 | 4.16 | 16.5 | 0.151 | 1.9 | 6.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.; Mailyan, L.R.; Meskhi, B.; Shuyskiy, A.; Beskopylny, N.; Dotsenko, N. Mathematical Modeling and Experimental Substantiation of the Gas Release Process in the Production of Non-Autoclaved Aerated Concrete. Materials 2022, 15, 2642. https://doi.org/10.3390/ma15072642
Shcherban’ EM, Stel’makh SA, Beskopylny A, Mailyan LR, Meskhi B, Shuyskiy A, Beskopylny N, Dotsenko N. Mathematical Modeling and Experimental Substantiation of the Gas Release Process in the Production of Non-Autoclaved Aerated Concrete. Materials. 2022; 15(7):2642. https://doi.org/10.3390/ma15072642
Chicago/Turabian StyleShcherban’, Evgenii M., Sergey A. Stel’makh, Alexey Beskopylny, Levon R. Mailyan, Besarion Meskhi, Anatoly Shuyskiy, Nikita Beskopylny, and Natal’ya Dotsenko. 2022. "Mathematical Modeling and Experimental Substantiation of the Gas Release Process in the Production of Non-Autoclaved Aerated Concrete" Materials 15, no. 7: 2642. https://doi.org/10.3390/ma15072642
APA StyleShcherban’, E. M., Stel’makh, S. A., Beskopylny, A., Mailyan, L. R., Meskhi, B., Shuyskiy, A., Beskopylny, N., & Dotsenko, N. (2022). Mathematical Modeling and Experimental Substantiation of the Gas Release Process in the Production of Non-Autoclaved Aerated Concrete. Materials, 15(7), 2642. https://doi.org/10.3390/ma15072642