
The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
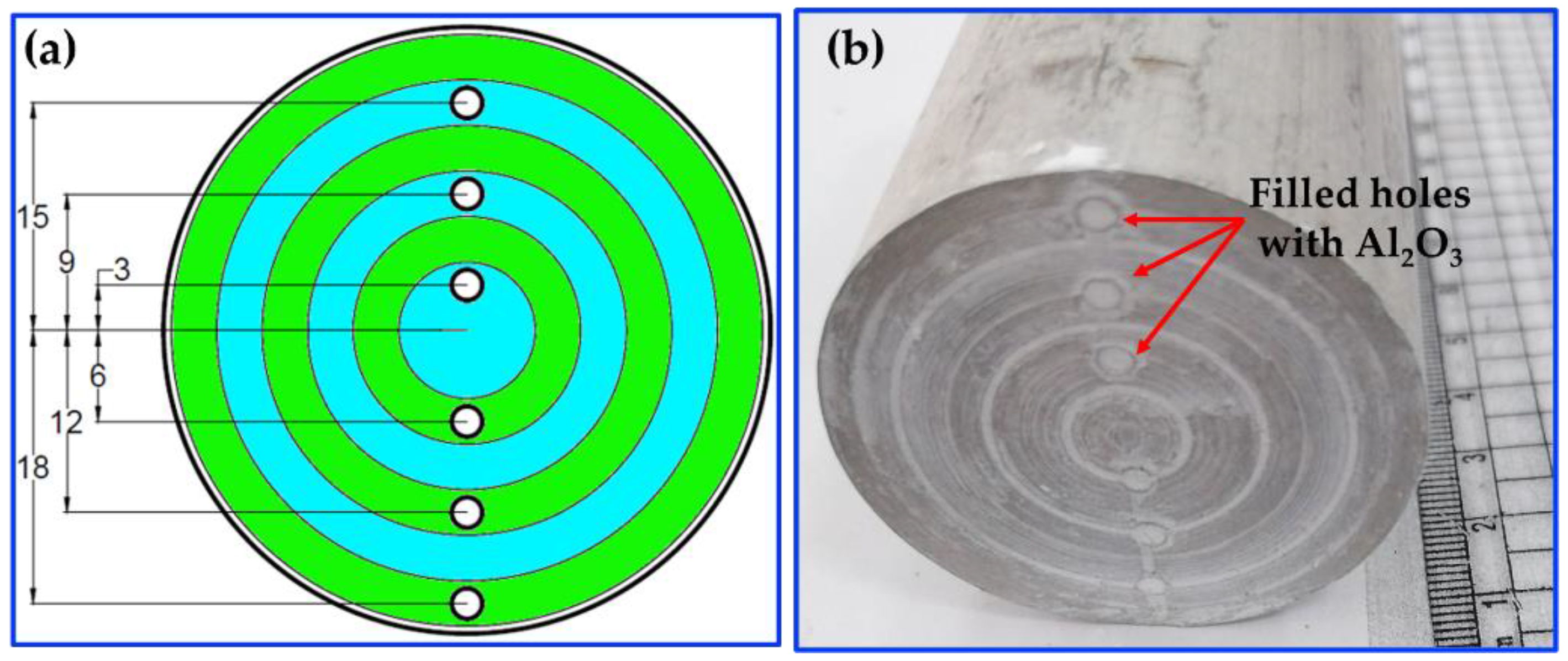
2.1. Initial Materials
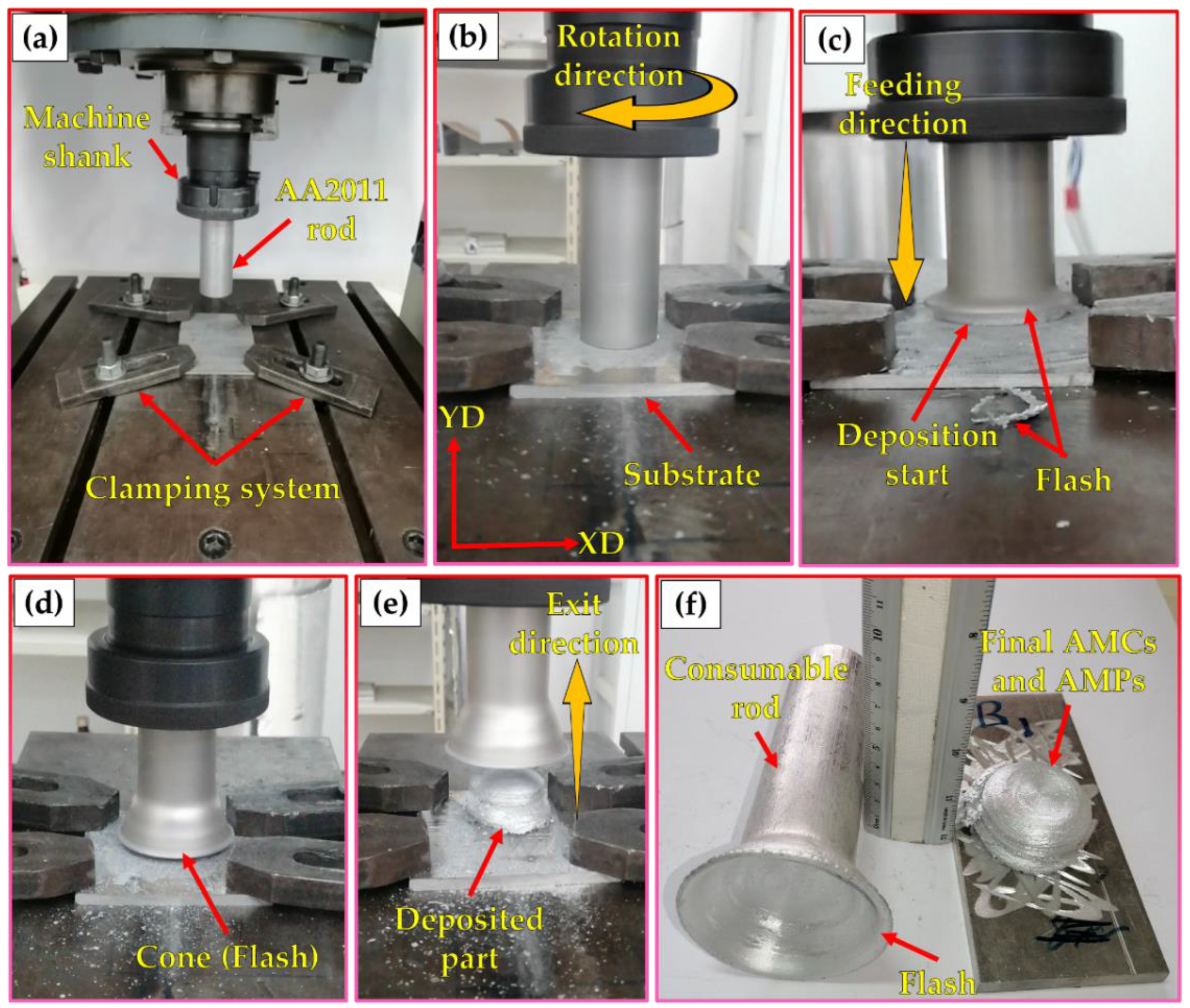
2.2. Production of Additive Manufacturing Composites
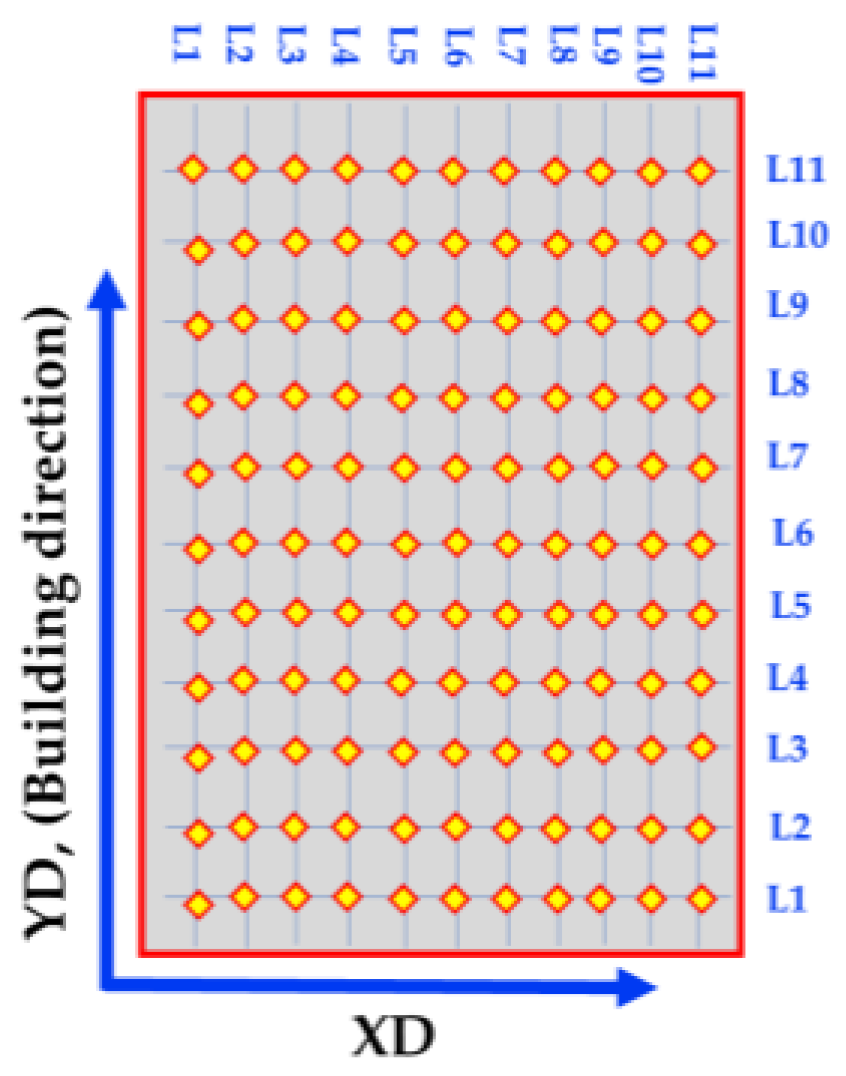
2.3. Characterization of AMPs and AMCs
3. Results and Discussion
3.1. Fabricated AMPs and AMCs
3.2. Macrostructure and Microstructure Investigation
3.3. The Physical and Mechanical Properties
4. Conclusions
- The FSD process successfully deposited sound continuous multilayers of the AA2011 at the two temper conditions of T6 and O with and without the addition of Al2O3 nanoceramic particles at a rotation speed of 800 rpm and a feed rate of 5 mm/min;
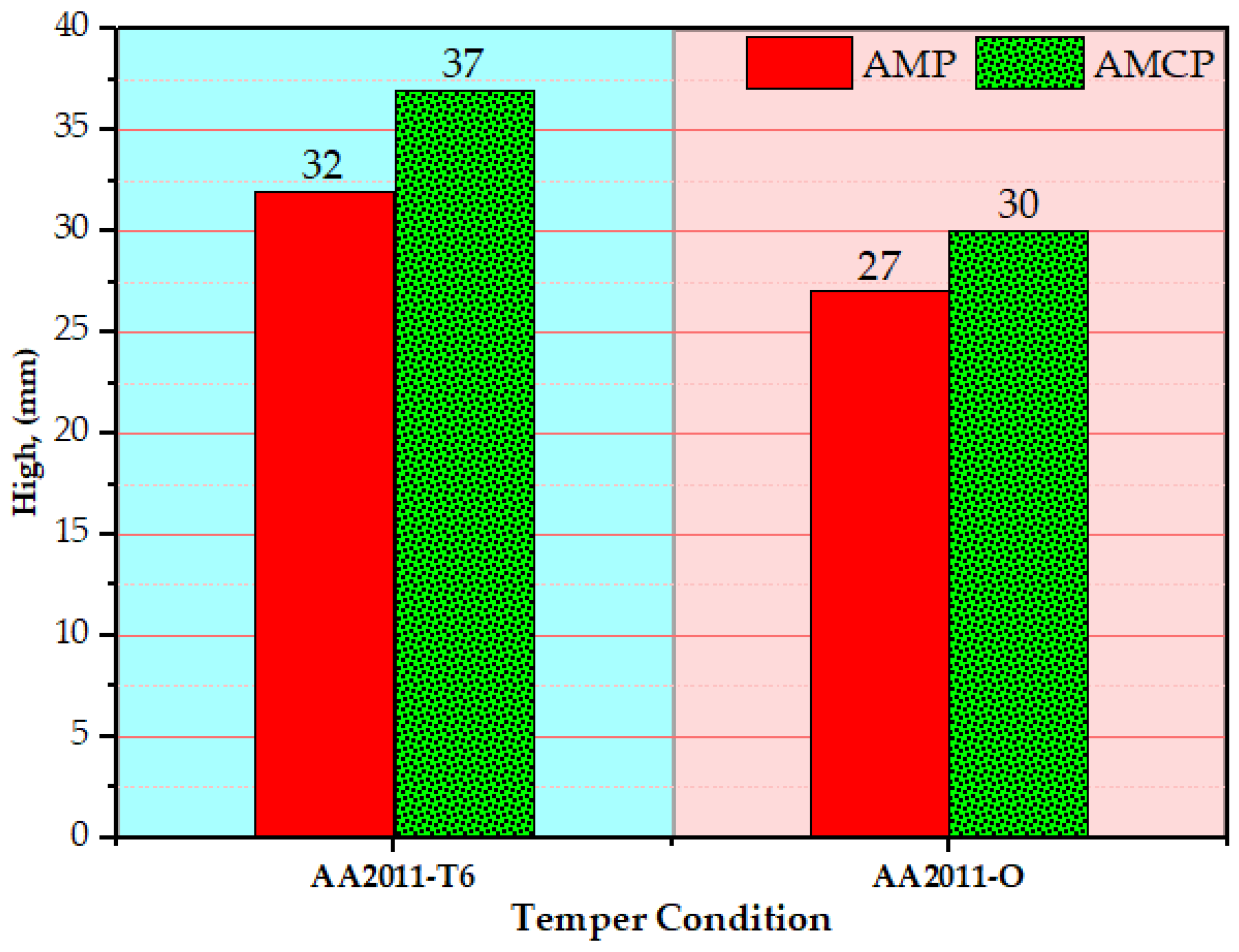
- The hard material AA2011-T6 consumable rod showed stronger resistance and took a longer time to deposit, achieving higher building material than the soft material AA2011-O rod during the FSD at a constant processing parameter;
- The FSD process showed a more homogenous hardness distribution with a narrow range of hardness measurements across the built materials of AMPs and AMCPs than the base materials;
- The compressive strength of the deposited composites was higher than the deposited matrices without Al2O3 in the two temper conditions;
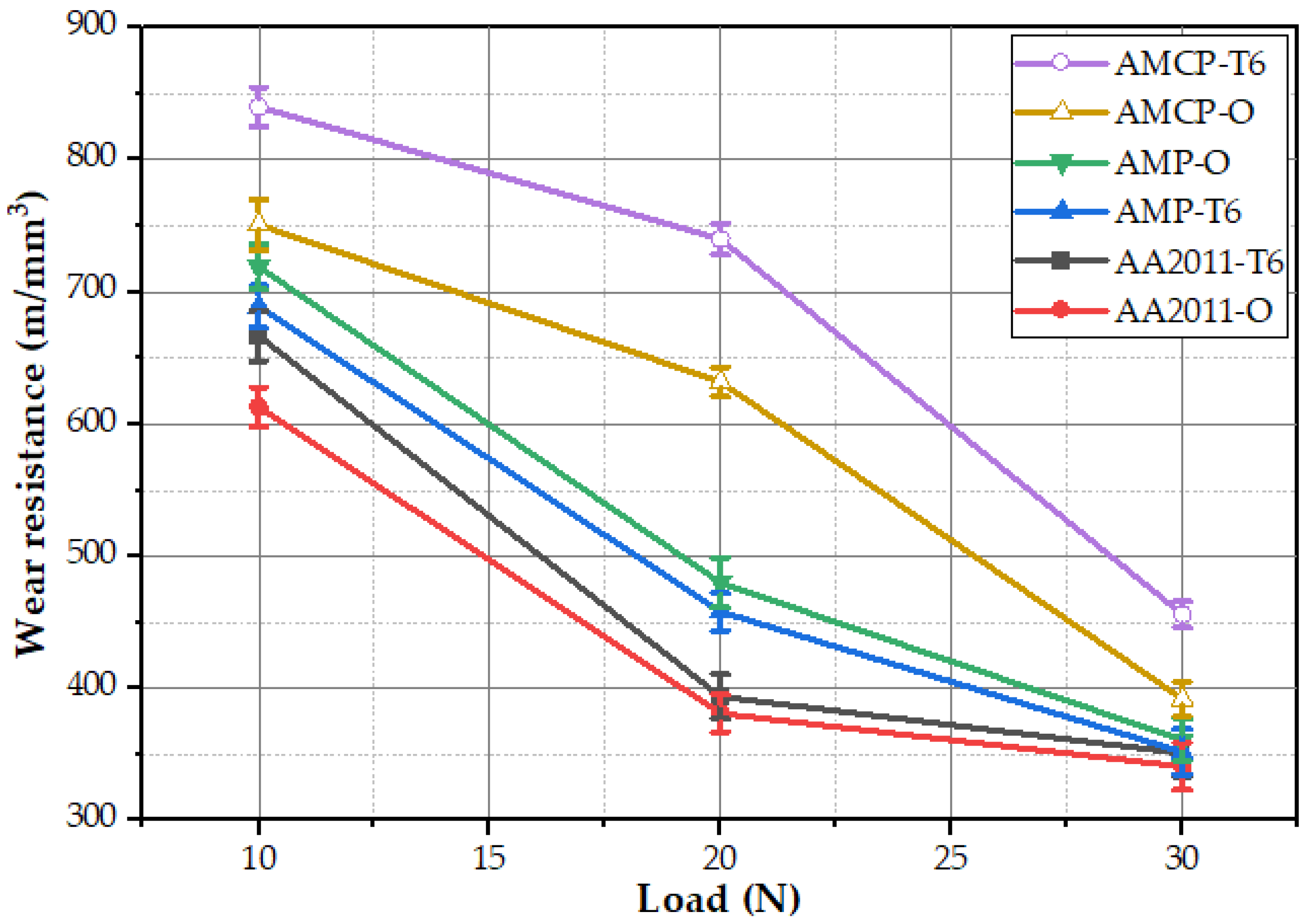
- The deposited composites showed higher wear resistance than the deposited AA2011 matrices and the base materials at a sliding distance of 2072 m with the applied load ranging from 10 to 30 N. Furthermore, the AA2011-T6/nano Al2O3 composite showed the highest wear resistance among all the deposited and base materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Al-MCCs | Aluminum matrix ceramic composites |
| PM | Powder metallurgy |
| FB-AM | Fusion-based additive manufacturing |
| SS-AM | Solid-state based additive manufacturing |
| FAM | Friction additive manufacturing |
| FSD | Friction stir deposition |
| AMCs | Additive manufacturing composites |
| AMPs | Additive manufacturing parts |
| AMCPs | Additive manufacturing composite parts |
| FSDed | Friction stir deposited |
| FSW | Friction stir welding |
| FSP | Friction stir processing |
| BM | Base material |
| DCF | Dynamic contact friction |
| SPD | Severe plastic deformation |
| SZ | Stir zone |
| S shape | Spherical shape |
| A–S shape | Almost spherical shape |
| I shape | Irregular shape |
| R shape | Rod-like shape |
References
- Ramnath, B.V.; Elanchezhian, C.; Atreya, T.S.A.; Vignesh, V. Aluminium Metal Matrix Composites—A Review. Rev. Adv. Mater. Sci. 2014, 38, 55–60. [Google Scholar]
- Composites, M.M. Metal Matrix Composites. Metals 2018, 8, 379. [Google Scholar] [CrossRef] [Green Version]
- Rino, J.J.; Chandramohan, D.; Sucitharan, K.S. An Overview on Development of Aluminium Metal Matrix Composites with Hybrid Reinforcement. Int. J. Sci. Res. 2012, 1, 196–203. [Google Scholar]
- Guan, D.; He, X.; Zhang, R.; Qu, X. Materials Science & Engineering A Microstructure and tensile properties of in situ polymer-derived particles reinforced steel matrix composites produced by powder metallurgy method. Mater. Sci. Eng. A 2017, 705, 231–238. [Google Scholar] [CrossRef]
- Manohar, G.; Dey, A.; Pandey, K.M.; Maity, S.R. Fabrication of Metal Matrix Composites by Powder Metallurgy: A Review. AIP Conf. Proc. 2018, 1952, 020041. [Google Scholar] [CrossRef]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Rahimian, M.; Parvin, N.; Ehsani, N. The effect of production parameters on microstructure and wear resistance of powder metallurgy Al—Al2O3 composite. Mater. Des. 2011, 32, 1031–1038. [Google Scholar] [CrossRef]
- Orazbayev, S.; Gabdullin, M.; Ramazanov, T.; Askar, Z.; Rakhymzhan, Z. Obtaining hydrophobic surfaces in atmospheric pressure plasma. Mater. Today Proc. 2020, 20, 335–341. [Google Scholar] [CrossRef]
- Kumar, N.; Bharti, A.; Saxena, K.K. A re-investigation: Effect of powder metallurgy parameters on the physical and mechanical properties of aluminium matrix composites. Mater. Today Proc. 2021, 44, 2188–2193. [Google Scholar] [CrossRef]
- Nayak, K.C.; Pandey, A.K.; Date, P.P. Mechanical and physical characterization of powder metallurgy based aluminium metal matrix hybrid composite. Mater. Today Proc. 2020, 33, 5408–5413. [Google Scholar] [CrossRef]
- Ataya, S.; Alsaleh, N.A.; El-Sayed Seleman, M.M. Strength and Wear Behavior of Mg Alloy AE42 Reinforced with Carbon Short Fibers. Acta Metall. Sin. (Engl. Lett.) 2019, 32, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Sivananthan, S.; Ravi, K.; Samuel, S.J. Effect of SiC particles reinforcement on mechanical properties of aluminium 6061 alloy processed using stir casting route. Mater. Today Proc. 2020, 21, 968–970. [Google Scholar] [CrossRef]
- Kumar, S.D.; Ravichandran, M.; Jeevika, A.; Stalin, B.; Kailasanathan, C.; Karthick, A. Effect of ZrB2 on microstructural, mechanical and corrosion behaviour of aluminium (AA7178) alloy matrix composite prepared by the stir casting route. Ceram. Int. 2021, 47, 12951–12962. [Google Scholar] [CrossRef]
- Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A Review on AA 6061 Metal Matrix Composites Produced by Stir Casting. Materials 2021, 14, 175. [Google Scholar] [CrossRef] [PubMed]
- Constantin, L.; Kraiem, N.; Wu, Z.; Cui, B.; Battaglia, J.L.; Garnier, C.; Silvain, J.F.; Lu, Y.F. Manufacturing of complex diamond-based composite structures via laser powder-bed fusion. Addit. Manuf. 2021, 40, 101927. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Characterization of Composite Powder Feedstock from Powder Bed Fusion Additive Manufacturing Perspective. Materials 2019, 12, 3673. [Google Scholar] [CrossRef] [Green Version]
- Gandra, J.; Vigarinho, P.; Pereira, D.; Miranda, R.M.; Velhinho, A.; Vilaça, P. Wear characterization of functionally graded Al—SiC composite coatings produced by Friction Surfacing. Mater. Des. 2013, 52, 373–383. [Google Scholar] [CrossRef]
- Tan, Z.; Li, J.; Zhang, Z. Experimental and numerical studies on fabrication of nanoparticle reinforced aluminum matrix composites by friction stir additive manufacturing. J. Mater. Res. Technol. 2021, 12, 1898–1912. [Google Scholar] [CrossRef]
- Karthik, G.M.; Panikar, S.; Ram, G.D.J.; Kottada, R.S. Additive manufacturing of an aluminum matrix composite reinforced with nanocrystalline high-entropy alloy particles. Mater. Sci. Eng. A 2017, 679, 193–203. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Noor Siddiquee, A.; Kundra, T.K. A Review on Recent Progress in Solid State Friction Based Metal Additive Manufacturing: Friction Stir Additive Techniques. Crit. Rev. Solid State Mater. Sci. 2019, 44, 345–377. [Google Scholar] [CrossRef]
- Seleman, M.M.E.S.; Ahmed, M.M.; Ataya, S. Microstructure and mechanical properties of hot extruded 6016 aluminum alloy/graphite composites. J. Mater. Sci. Technol. 2018, 34, 1580–1591. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, N.; Rai, A. Materials Science & Engineering B Friction stir additive manufacturing—An innovative tool to enhance mechanical and microstructural properties. Mater. Sci. Eng. B 2021, 263, 114832. [Google Scholar] [CrossRef]
- Gandra, J.; Krohn, H.; Miranda, R.M.; Vilac, P.; Quintino, L.; Santos, J.F. Friction surfacing—A review. J. Mater. Process. Technol. 2014, 214, 1062–1093. [Google Scholar] [CrossRef] [Green Version]
- Gopan, V.; Leo Dev Wins, K.; Surendran, A. Innovative potential of additive friction stir deposition among current laser based metal additive manufacturing processes: A review. CIRP J. Manuf. Sci. Technol. 2021, 32, 228–248. [Google Scholar] [CrossRef]
- Mishra, R.S.; Palanivel, S. Building without melting: A short review of friction-based additive manufacturing techniques. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 82. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Touileb, K.; Albaijan, I.; Habba, M.I.A. Microstructure, Crystallographic Texture, and Mechanical Properties of Friction Stir Welded Mild Steel for Shipbuilding Applications. Materials 2022, 15, 2905. [Google Scholar] [CrossRef]
- Gao, H.; Li, H. Friction additive manufacturing technology: A state-of-the-art survey. Adv. Mech. Eng. 2021, 13, 1–29. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Wang, Y.; Zhang, T.; Peng, P.; Qiao, K.; Wang, Z.; Liu, Z.; Wang, K. High-performance bulk pure Al prepared through cold spray-friction stir processing composite additive manufacturing. J. Mater. Res. Technol. 2020, 9, 9073–9079. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Yuqing, M.; Liming, K.; Chunping, H.; Fencheng, L.; Qiang, L. Formation characteristic, microstructure, and mechanical performances of aluminum-based components by friction stir additive manufacturing. Int. J. Adv. Manuf. Technol. 2016, 83, 1637–1647. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S. Microstructural and microhardness study on fabrication of Al 5059/SiC composite component via a novel route of friction stir additive manufacturing. Mater. Today Proc. 2020, 39, 1775–1780. [Google Scholar] [CrossRef]
- Perry, M.E.J.; Rauch, H.A.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Zhu, Y.; Yu, H.Z. Tracing plastic deformation path and concurrent grain refinement during additive friction stir deposition. Materialia 2021, 18, 101159. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Garcia, D.; Song, J.; Vasudevan, V.K.; Steiner, M.A.; Cai, W.; Yu, H.Z. Solid-state additive manufacturing of aluminum and copper using additive friction stir deposition: Process-microstructure linkages. Materialia 2021, 15, 100967. [Google Scholar] [CrossRef]
- Stubblefield, G.G.; Fraser, K.; Phillips, B.J.; Jordon, J.B.; Allison, P.G. A meshfree computational framework for the numerical simulation of the solid-state additive manufacturing process, additive friction stir-deposition (AFS-D). Mater. Des. 2021, 202, 109514. [Google Scholar] [CrossRef]
- Phillips, B.J.; Mason, C.J.T.; Beck, S.C.; Avery, D.Z.; Doherty, K.J.; Allison, P.G.; Jordon, J.B. Effect of parallel deposition path and interface material flow on resulting microstructure and tensile behavior of Al-Mg-Si alloy fabricated by additive friction stir deposition. J. Mater. Process. Technol. 2021, 295, 117169. [Google Scholar] [CrossRef]
- Garcia, D.; Hartley, W.D.; Rauch, H.A.; Griffiths, R.J.; Wang, R.; Kong, Z.J.; Zhu, Y.; Yu, H.Z. In situ investigation into temperature evolution and heat generation during additive friction stir deposition: A comparative study of Cu and Al-Mg-Si. Addit. Manuf. 2020, 34, 101386. [Google Scholar] [CrossRef]
- Karthik, G.M.; Ram, G.D.J.; Kottada, R.S. Friction deposition of titanium particle reinforced aluminum matrix composites. Mater. Sci. Eng. A 2016, 653, 71–83. [Google Scholar] [CrossRef]
- Gandra, J.; Miranda, R.M.; Vilac, P. Performance analysis of friction surfacing. J. Mater. Process. Technol. 2012, 212, 1676–1686. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Yadav, S.; Thapliyal, S.; Gaddam, S.; Verma, R.; Mishra, R.S. Processing-structure-property correlation in additive friction stir deposited Ti-6Al-4V alloy from recycled metal chips. Addit. Manuf. 2021, 47, 102259. [Google Scholar] [CrossRef]
- Galvis, J.C.; Oliveira, P.H.F.; Martins, J.D.P.; Carvalho, A.L.M.D. Assessment of Process Parameters by Friction Surfacing on the Double Layer Deposition. Mater. Res. 2018, 21, e20180051. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Ram, G.D.J. Microstructure evolution in aluminum alloy AA 2014 during multi-layer friction deposition. Mater. Charact. 2014, 86, 146–151. [Google Scholar] [CrossRef]
- Elfishawy, E.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M. Additive Manufacturing of Aluminum Using Friction Stir Deposition. In Proceedings of the TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings, San Diego, CA, USA, 23–27 February 2020; Springer International Publishing: Cham, Germany, 2020; pp. 227–238. [Google Scholar]
- Ahmed, M.M.Z.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; Abd El-Aziz, H.M. Friction stir welding of 2205 duplex stainless steel: Feasibility of butt joint groove filling in comparison to gas tungsten arc welding. Materials 2021, 14, 4597. [Google Scholar] [CrossRef] [PubMed]
- Alzahrani, B.; El-Sayed Seleman, M.M.; Ahmed, M.M.Z.; Elfishawy, E.; Ahmed, A.M.Z.; Touileb, K.; Jouini, N.; Habba, M.I.A. The Applicability of Die Cast A356 Alloy to Additive Friction Stir Deposition at Various Feeding Speeds. Materials 2021, 14, 6018. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El, M.M.; Seleman, S.; Elfishawy, E.; Alzahrani, B.; Touileb, K.; Habba, M.I.A. The Effect of Temper Condition and Feeding Speed on the Additive Manufacturing of AA2011 Parts Using Friction Stir Deposition. Materials 2021, 14, 6396. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; El-Sayed Seleman, M.M.; Hajlaoui, K.; Ataya, S.; Latief, F.H.; EL-Nikhaily, A.E. Bobbin Tool Friction Stir Welding of Aluminum Thick Lap Joints: Effect of Process Parameters on Temperature Distribution and Joints’ Properties. Materials 2021, 14, 4585. [Google Scholar] [CrossRef]
- Nageswara Rao, P.; Singh, D.; Jayaganthan, R. Effect of annealing on microstructure and mechanical properties of Al 6061 alloy processed by cryorolling. Mater. Sci. Technol. 2013, 29, 76–82. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, L.; Lu, Z.; Teng, G.; Liu, S.; Hu, Z.; He, A. The effect of annealing temperature on the recrystallization and mechanical properties of severe plastic deformed commercial pure aluminium during ultra-fast annealing. Mater. Res. Express 2021, 8, 046515. [Google Scholar] [CrossRef]
- ELSayed, E.; Ahmed, M.; Seleman, M.; EL-Nikhaily, A. Effect of Number of Friction Stir Processing Passes on Mechanical Properties of SiO2/5083Al Metal Matrix Nano-Composite. J. Pet. Min. Eng. 2017, 19, 10–17. [Google Scholar] [CrossRef]
- Acuña, R.; Cristóbal, M.J.; Abreu, C.M.; Cabeza, M. Microstructure and Wear Properties of Surface Composite Layer Produced by Friction Stir Processing (FSP) in AA2024-T351 Aluminum Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 2860–2874. [Google Scholar] [CrossRef]
- Hoziefa, W.; Toschi, S.; Ahmed, M.M.Z.; Morri, A.; Mahdy, A.A.; El-Sayed Seleman, M.M.; El-Mahallawi, I.; Ceschini, L.; Atlam, A. Influence of friction stir processing on the microstructure and mechanical properties of a compocast AA2024-Al2O3 nanocomposite. Mater. Des. 2016, 106, 273–284. [Google Scholar] [CrossRef]
- Cooper, D.E.; Blundell, N.; Maggs, S.; Gibbons, G.J. Additive layer manufacture of Inconel 625 metal matrix composites, reinforcement material evaluation. J. Mater. Process. Technol. 2013, 213, 2191–2200. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Babu, S.; Varadha Rajan, S.; Rafi, K.H.; Janaki Ram, G.; Stucker, B.E. Use of friction surfacing for additive manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Yu, H.Z.; Jones, M.E.; Brady, G.W.; Griffiths, R.J.; Garcia, D.; Rauch, H.A.; Cox, C.D.; Hardwick, N. Non-beam-based metal additive manufacturing enabled by additive friction stir deposition. Scr. Mater. 2018, 153, 122–130. [Google Scholar] [CrossRef]
- Proni, C.T.W.; D’Ávila, M.A.; Zoqui, E.J. Thixoformability evaluation of AA2011 and AA2014 alloys. Int. J. Mater. Res. 2013, 104, 1182–1196. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and mechanical properties of dissimilar friction stir welded AA2024-T4/AA7075-T6 T-butt joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Abdoos, H.; Khorsand, H.; Yousefi, A.A. Nano-particles in powder injection molding of an aluminum matrix composite: Rheological behavior, production and properties. Int. J. Mater. Res. 2017, 108, 237–244. [Google Scholar] [CrossRef]
- Arunkumar, T.; Pavanan, V.; Murugesan, V.A.; Mohanavel, V.; Ramachandran, K. Influence of Nanoparticles Reinforcements on Aluminium 6061 Alloys Fabricated via Novel Ultrasonic Aided Rheo-Squeeze Casting Method. Met. Mater. Int. 2022, 28, 145–154. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Mikhaylovskaya, A.V.; Abdel-Wahab, M.S.; Mosleh, A.O. Nano-surface composite coating reinforced by Ta2C, Al2O3 and MWCNTs nanoparticles for aluminum base via FSP. Coatings 2021, 11, 1496. [Google Scholar] [CrossRef]
- Sevik, H.; Kurnaz, S.C. Properties of alumina particulate reinforced aluminum alloy produced by pressure die casting. Mater. Des. 2006, 27, 676–683. [Google Scholar] [CrossRef]
- Mansourinejad, M.; Mirzakhani, B. Influence of sequence of cold working and aging treatment on mechanical behaviour of 6061 aluminum alloy. Trans. Nonferr. Met. Soc. China 2012, 22, 2072–2079. [Google Scholar] [CrossRef]
- Liu, C.; Yi, X. Residual stress measurement on AA6061-T6 aluminum alloy friction stir butt welds using contour method. Mater. Des. 2013, 46, 366–371. [Google Scholar] [CrossRef]
- Lodh, A.; Tak, T.N.; Prakash, A.; Guruprasad, P.J.; Keralavarma, S.M.; Benzerga, A.A.; Hutchinson, C.; Samajdar, I. Microstructural Origin of Residual Stress Relief in Aluminum. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 5038–5055. [Google Scholar] [CrossRef]
- Cavaliere, P.; De Santis, A.; Panella, F.; Squillace, A. Effect of welding parameters on mechanical and microstructural properties of dissimilar AA6082–AA2024 joints produced by friction stir welding. Mater. Des. 2009, 30, 609–616. [Google Scholar] [CrossRef]
- Singh, T.; Tiwari, S.K.; Shukla, D.K. Friction-stir welding of AA6061-T6: The effects of Al2O3 nano-particles addition. Results Mater. 2019, 1, 100005. [Google Scholar] [CrossRef]
- Zhang, J.; Upadhyay, P.; Hovanski, Y.; Field, D.P. High-Speed Friction Stir Welding of AA7075-T6 Sheet: Microstructure, Mechanical Properties, Micro-texture, and Thermal History. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 210–222. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Mirzaee, O. Nano-sized aluminum oxide reinforced commercial casting A356 alloy matrix: Evaluation of hardness, wear resistance and compressive strength focusing on particle distribution in aluminum matrix. Compos. Part B Eng. 2013, 52, 262–268. [Google Scholar] [CrossRef]
- Matli, P.R.; Shakoor, R.A.; Mohamed, A.M.A. Development of Metal Matrix Composites Using Microwave Sintering Technique. Sinter. Funct. Mater. 2018. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.M.; Dey, A.; Hajam, M.I. Experimental Investigation and Optimization of Dry Sliding Wear Test Parameters of Aluminum Based Composites. Silicon 2021, 1–8. [Google Scholar] [CrossRef]
- Udoye, N.E.; Fayomi, O.S.I.; Inegbenebor, A.O. Assessment of wear resistance of aluminium alloy in manufacturing industry-a review. Procedia Manuf. 2019, 35, 1383–1386. [Google Scholar] [CrossRef]
- Eid, M.; Kaytbay, S.; El-Assal, A.; Elkady, O. Electrical, Thermal, and Mechanical Characterization of Hot Coined Carbon Fiber Reinforced Pure Aluminium Composites. Met. Mater. Int. 2022, 1–19. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Si | Fe | Ti | Bi | Zn | Pb | Ni | Al |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 5.12 | 0.39 | 0.70 | 0.31 | 0.22 | 0.24 | 0.20 | 0.04 | Balance |
| Specimen No. | Deposited Material (mm) | Test | Standard |
|---|---|---|---|
| (a) | × 32 | Compression | ASTM E9 |
| (b) | × 32 | Wear | ASTM G99 |
| (c) | 10 ×10 × 32 | Density | JIS R2205-1992 |
| (d) | 25 × 10 × 32 | Hardness and microstructure | ASTM E92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Sayed Seleman, M.M.; Ataya, S.; Ahmed, M.M.Z.; Hassan, A.M.M.; Latief, F.H.; Hajlaoui, K.; El-Nikhaily, A.E.; Habba, M.I.A. The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials 2022, 15, 2926. https://doi.org/10.3390/ma15082926
El-Sayed Seleman MM, Ataya S, Ahmed MMZ, Hassan AMM, Latief FH, Hajlaoui K, El-Nikhaily AE, Habba MIA. The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials. 2022; 15(8):2926. https://doi.org/10.3390/ma15082926
Chicago/Turabian StyleEl-Sayed Seleman, Mohamed M., Sabbah Ataya, Mohamed M. Z. Ahmed, Ahmed M. M. Hassan, Fahamsyah H. Latief, Khalil Hajlaoui, Ahmed E. El-Nikhaily, and Mohamed I. A. Habba. 2022. "The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions" Materials 15, no. 8: 2926. https://doi.org/10.3390/ma15082926
APA StyleEl-Sayed Seleman, M. M., Ataya, S., Ahmed, M. M. Z., Hassan, A. M. M., Latief, F. H., Hajlaoui, K., El-Nikhaily, A. E., & Habba, M. I. A. (2022). The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials, 15(8), 2926. https://doi.org/10.3390/ma15082926