
Assessment Study on the Solvent Resistance of Low-Density Polyethylene with Pumpkin Seed Hulls




Abstract
:1. Introduction
2. Materials and Methods
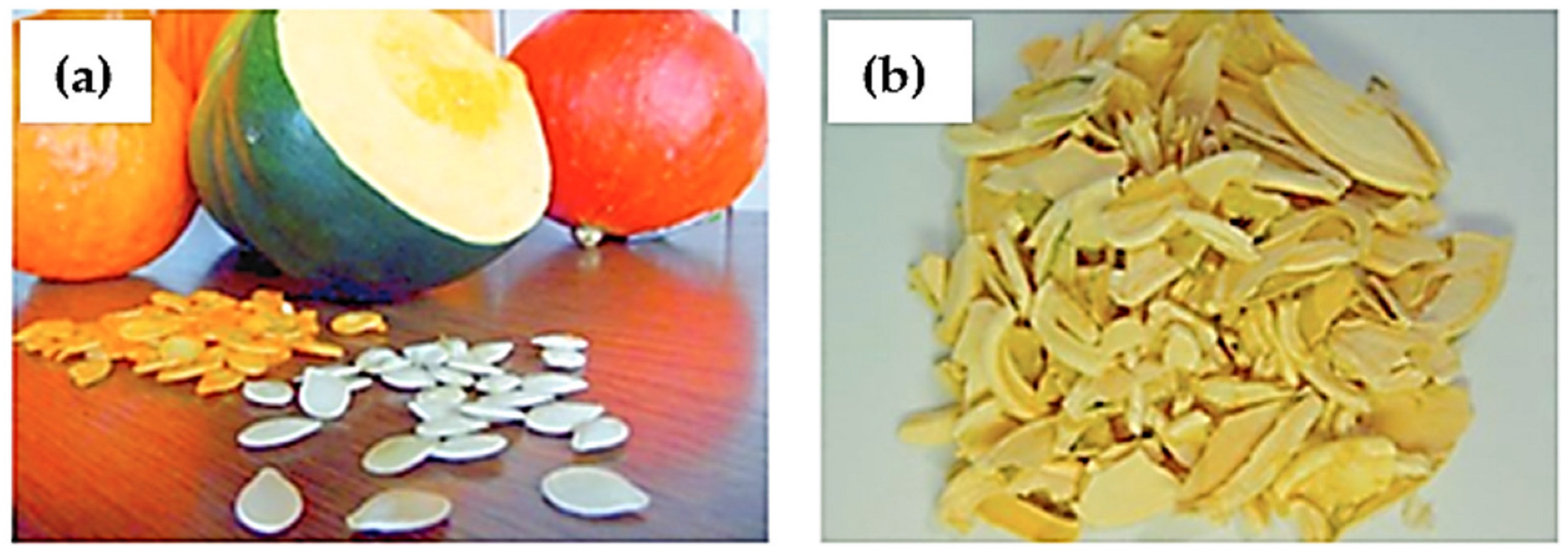
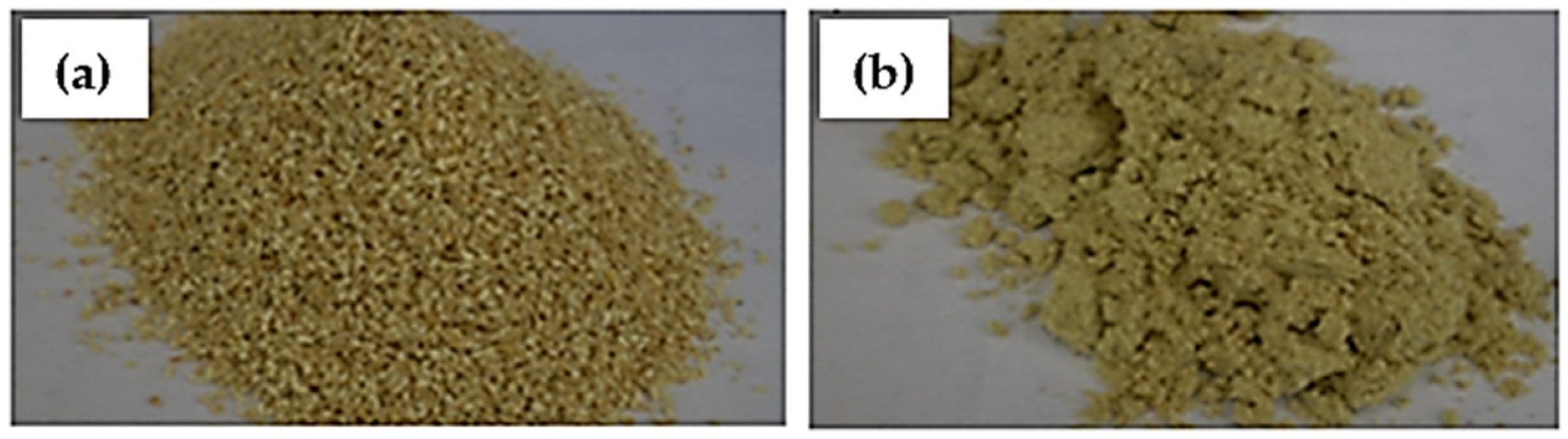
2.1. Materials
2.2. Methods
3. Statistical Analysis
4. Results and Discussion
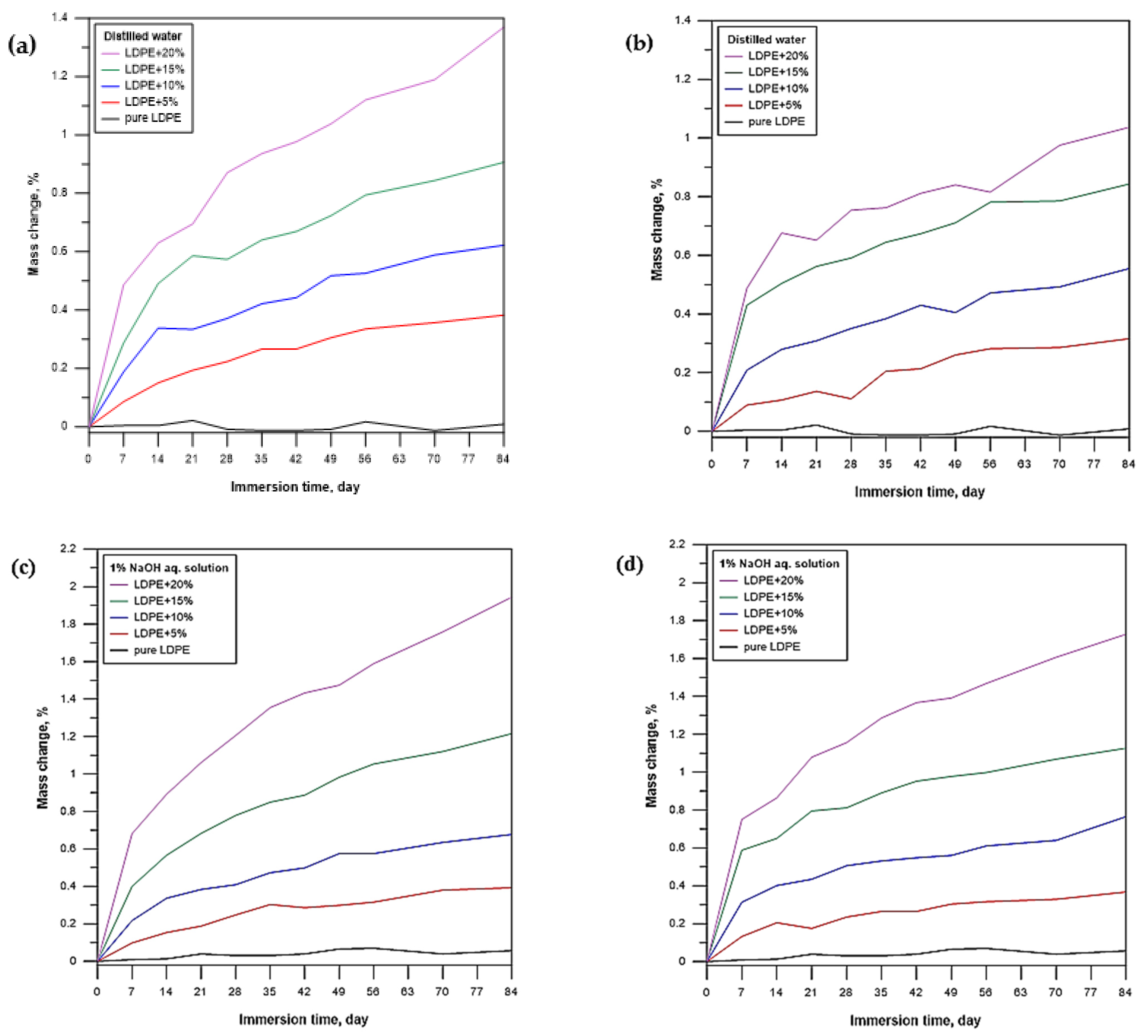
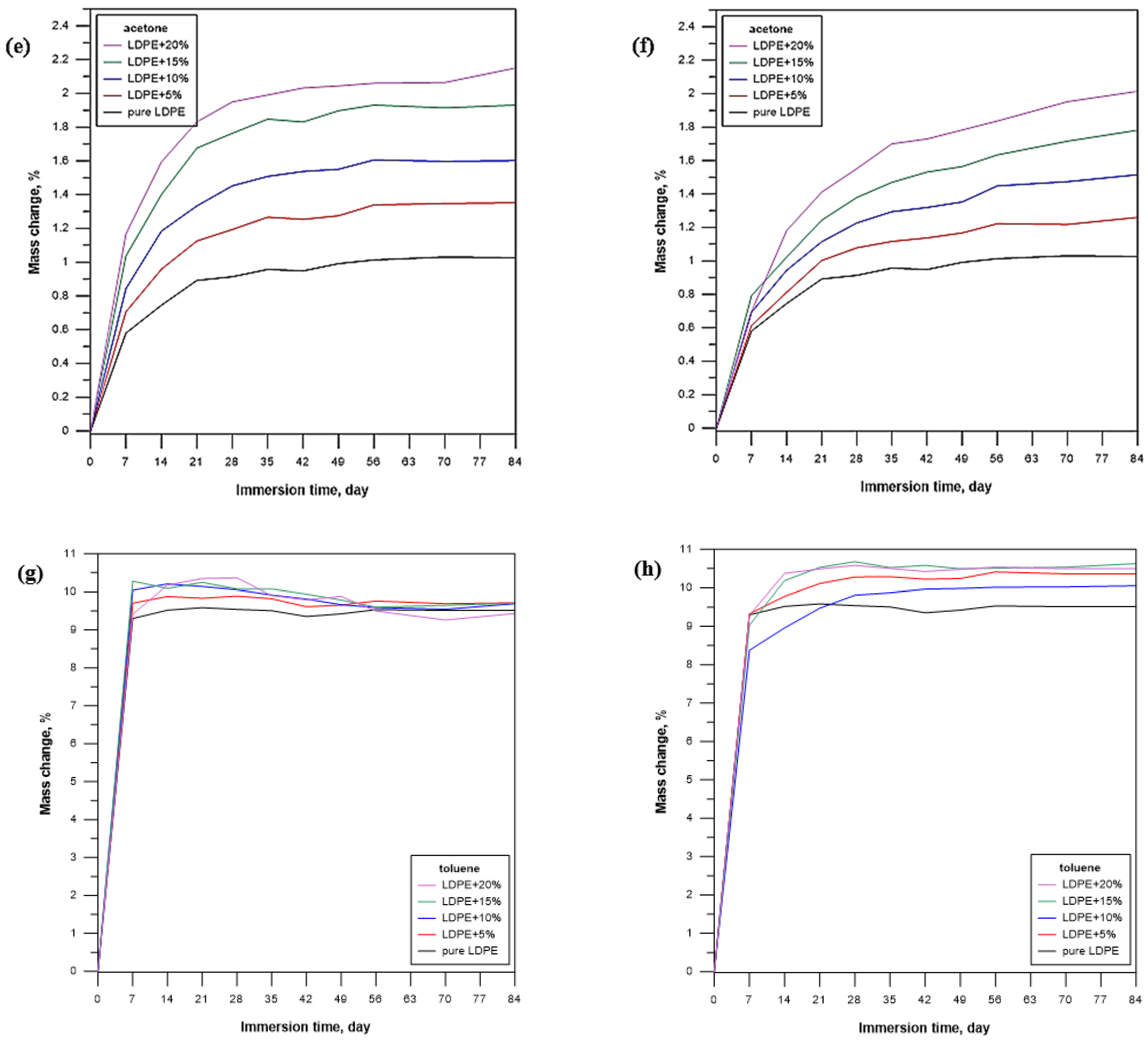
4.1. Immersion-Induced Degradation
4.2. Mechanical Properties
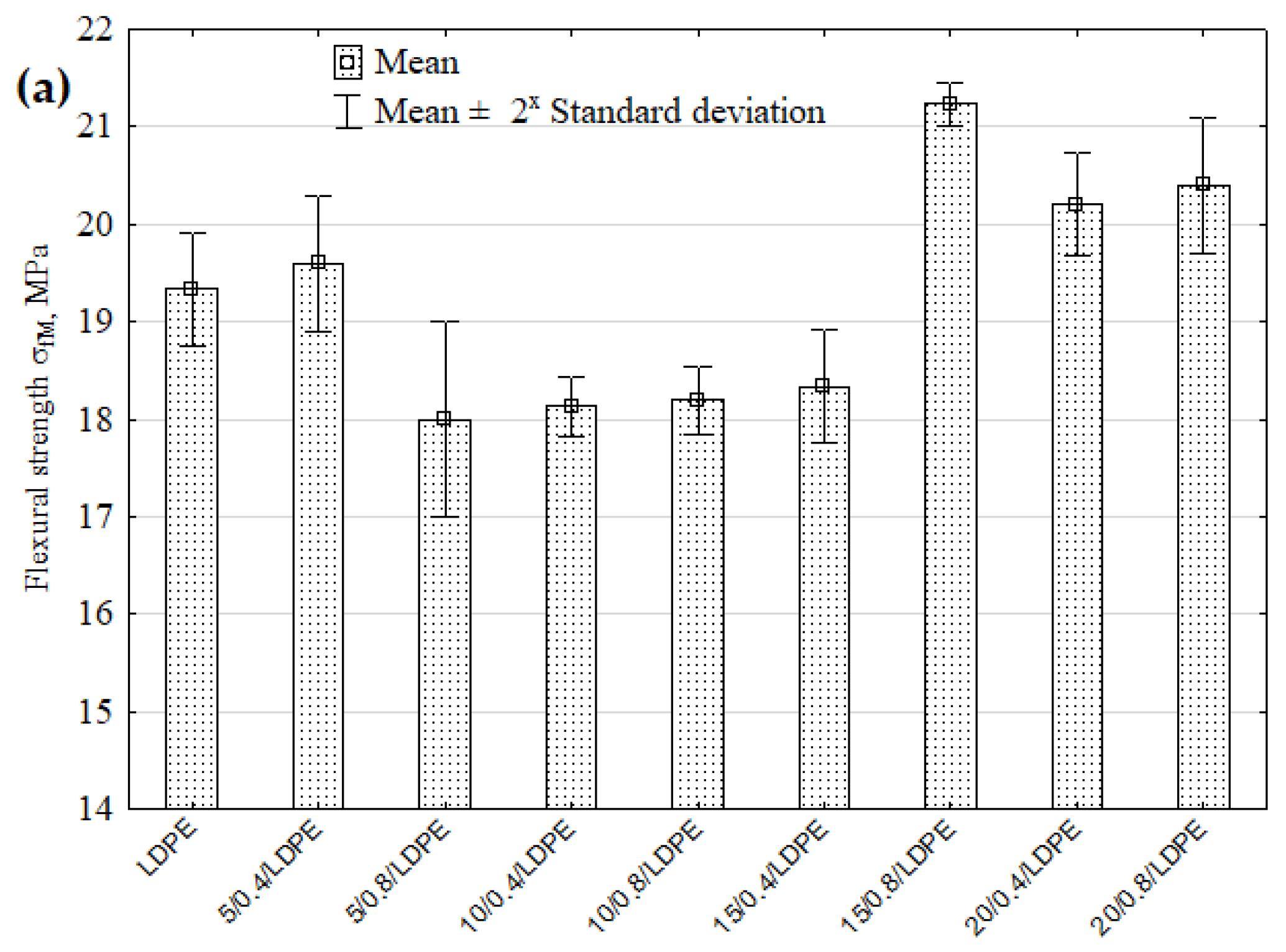
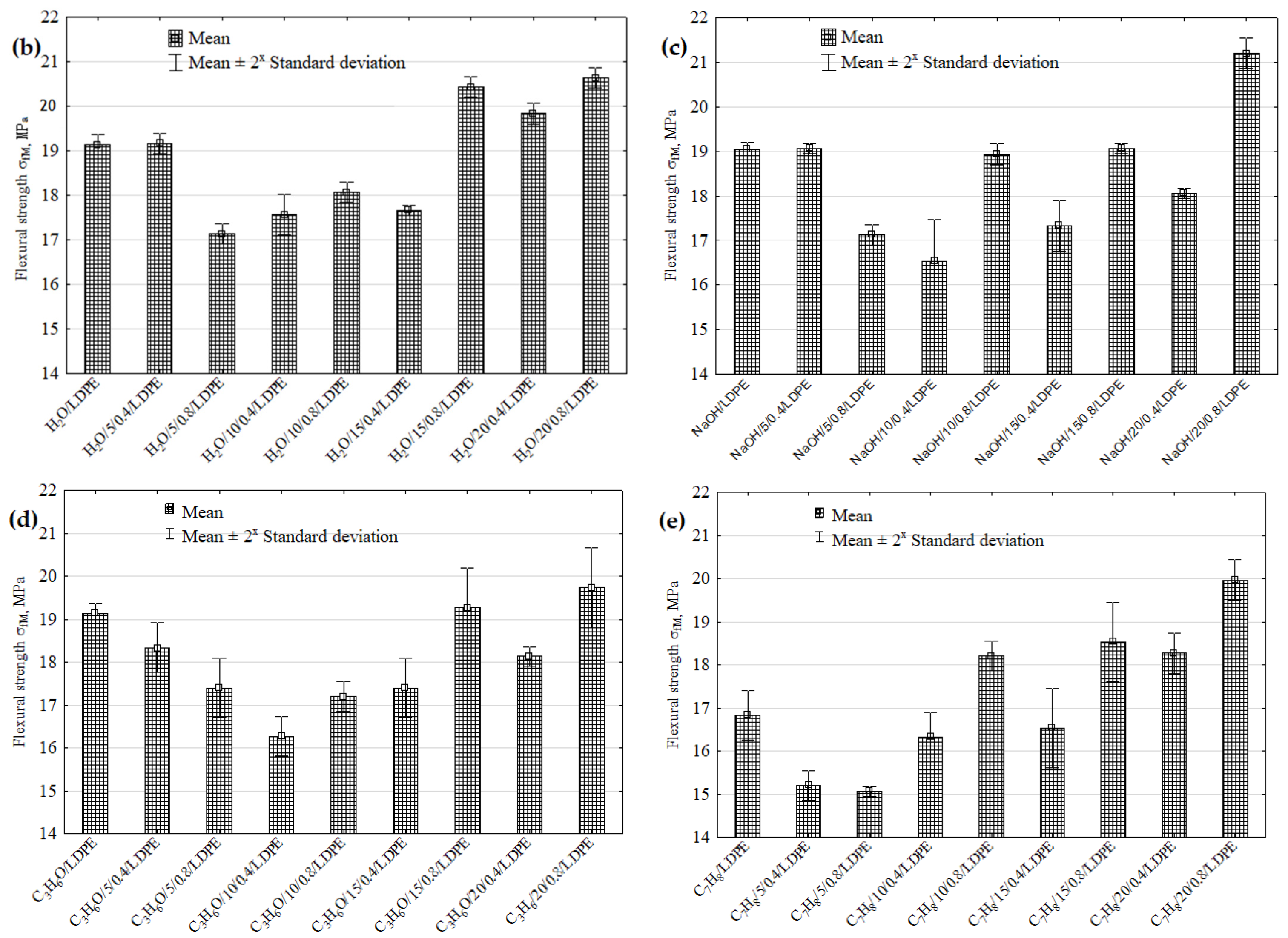
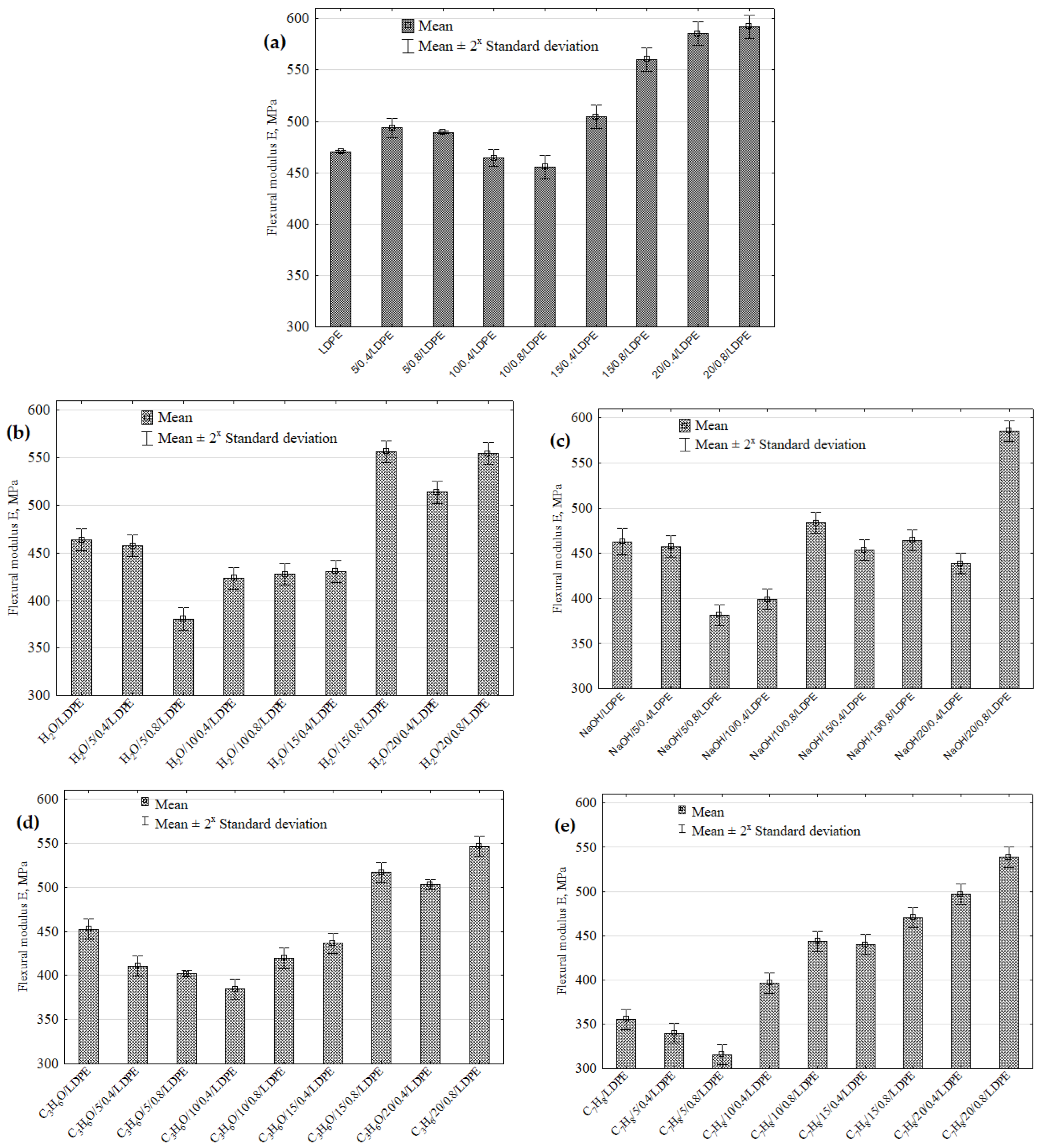
4.2.1. Strength Properties
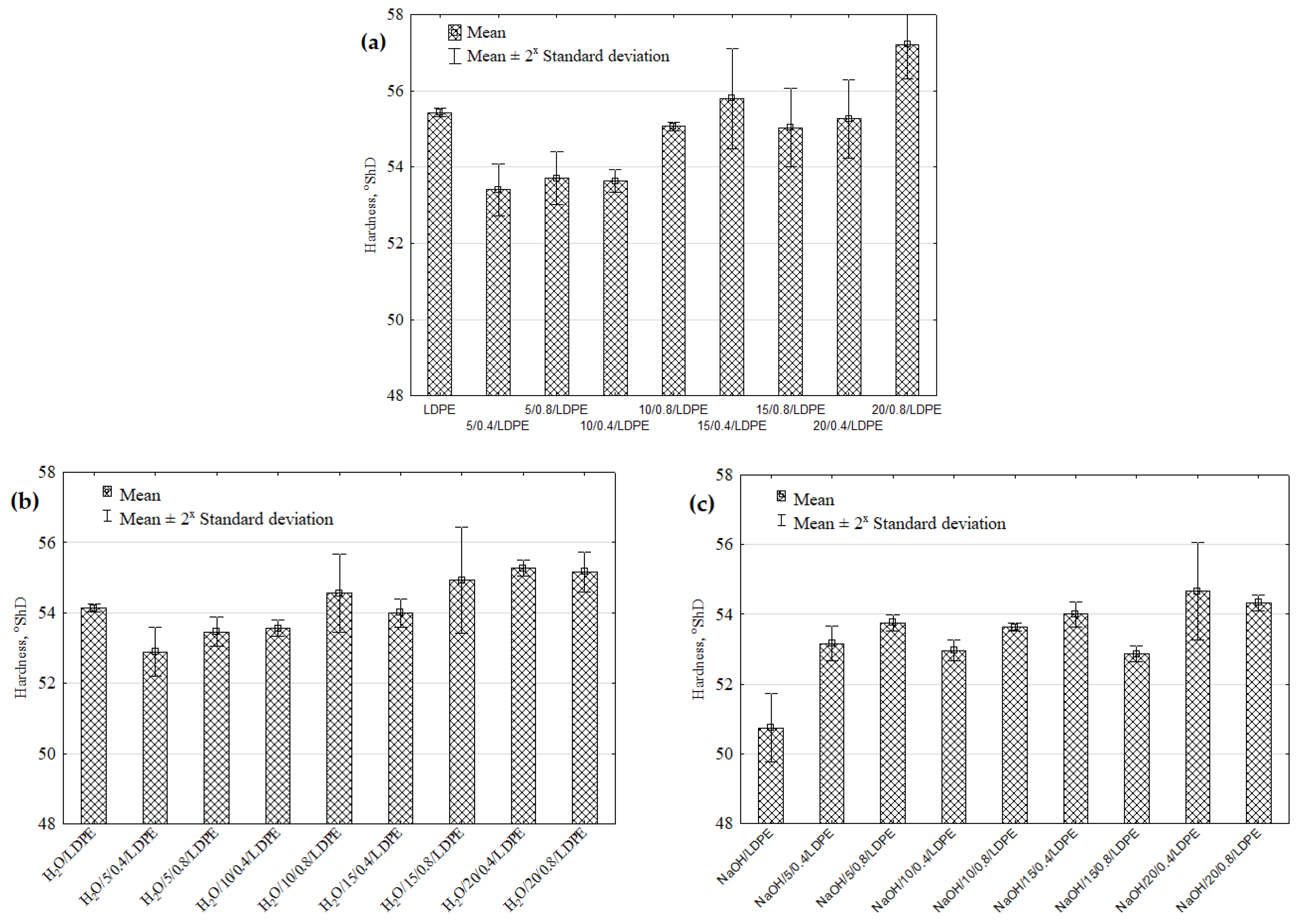
4.2.2. Hardness
4.3. Vicat Softening Temperature (VST)
4.4. Surface Roughness
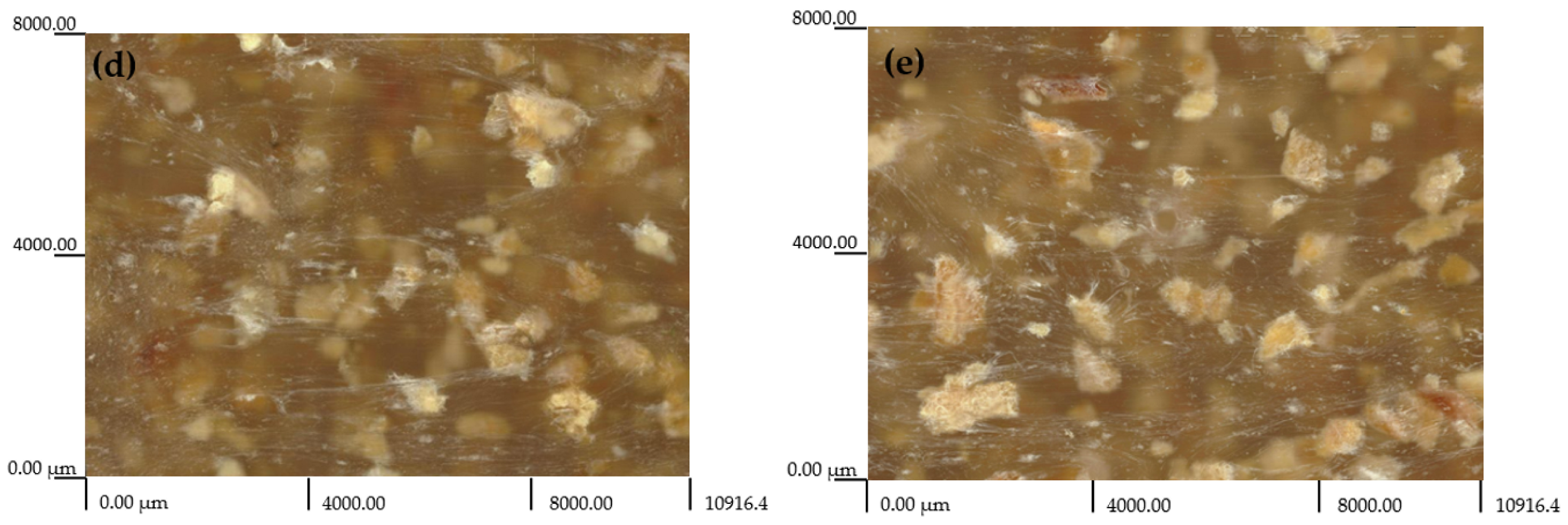
4.5. Microscopic Structure
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Saheb, D.N.; Jog, J.P. Natural Fiber Polymer Composites: A Review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are Natural Fiber Composites Environmentally Superior to Glass Fiber Reinforced Composites? Compos. A Appl. Sci. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Kormin, S.B.; Bijarimi, M.; Zaman, H.U. Effects of Different Starch Types on the Physico-Mechanical and Morphological Properties of Low Density Polyethylene Composites. J. Polym. Eng. 2015, 35, 793–804. [Google Scholar] [CrossRef] [Green Version]
- Karakus, K.; Birbilen, Y.; Mengeloğlu, F. Assessment of Selected Properties of LDPE Composites Reinforced with Sugar Beet Pulp. Measurement 2016, 88, 137–146. [Google Scholar] [CrossRef]
- George, J.; Bhagawan, S.S.; Thomas, S. Effects of Environment on the Properties of Low-Density Polyethylene Composites Reinforced with Pineapple-Leaf Fibre. Compos. Sci. Technol. 1998, 58, 1471–1485. [Google Scholar] [CrossRef]
- Joglekar, J.J.; Munde, Y.S.; Jadhav, A.L.; Bhutada, D.S.; Radhakrishnan, S.; Kulkarni, M.B. Mechanical and Morphological Properties of Citrus Maxima Waste Powder Filled Low-Density Polyethylene Composites. Mater. Today Proc. 2021, 47, 5640–5645. [Google Scholar] [CrossRef]
- Kormin, S.; Kormin, F.; Beg, M.D.H. Study on the Biodegradability and Water Adsorption of Ldpe/Sago Starch Blend. J. Phys. Conf. Ser. 2019, 150, 012033. [Google Scholar] [CrossRef]
- Jai, J.; Abd Karim, S.F.; Md Zaki, N.A.; Abdol Aziz, R.A.; Wahet, F.; Shaharuddin, N.S. Physico-mechanical and water absorption properties of LDPE/cassava starch film. Malays. J. Chem. Eng. Technol. (MJCET) 2021, 4, 103–106. [Google Scholar] [CrossRef]
- Obasi, H.C. Peanut Husk Filled Polyethylene Composites: Effects of Filler Content and Compatibilizer on Properties. J. Polym. 2015, 2015, 189289. [Google Scholar] [CrossRef] [Green Version]
- Golmakani, M.E.; Wiczenbach, T.; Malikan, M.; Aliakbari, R.; Eremeyev, V.A. Investigation of Wood Flour Size, Aspect Ratios, and Injection Molding Temperature on Mechanical Properties of Wood Flour/Polyethylene Composites. Materials 2021, 14, 3406. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Guedes, J.R.; Simba, B.G. Low Density Polyethylene Composites Reinforced with Australian King Palm Fibers: Mechanical and Thermal Properties. Polym. Bull. 2017, 74, 4549–4559. [Google Scholar] [CrossRef] [Green Version]
- Barczewski, M.; Matykiewicz, D.; Piasecki, A.; Szostak, M. Polyethylene Green Composites Modified with Post Agricultural Waste Filler: Thermo-Mechanical and Damping Properties. Compos. Interfaces 2018, 25, 287–299. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. [Google Scholar] [CrossRef] [PubMed]
- Tokiwa, Y.; Calabia, B.P.; Ugwu, C.U.; Aiba, S. Biodegradability of Plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brebu, M. Environmental Degradation of Plastic Composites with Natural Fillers—A Review. Polymers 2020, 12, 166. [Google Scholar] [CrossRef] [Green Version]
- Pączkowski, P.; Puszka, A.; Gawdzik, B. Investigation of Degradation of Composites Based on Unsaturated Polyester Resin and Vinyl Ester Resin. Materials 2022, 15, 1286. [Google Scholar] [CrossRef]
- White, J.R. Polymer Ageing: Physics, Chemistry or Engineering? Time to Reflect. Comptes Rendus Chim. 2006, 9, 1396–1408. [Google Scholar] [CrossRef]
- Pączkowski, P.; Puszka, A.; Gawdzik, B. Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites. Polymers 2021, 13, 3690. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A Review on the Degradability of Polymeric Composites Based on Natural Fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- ISO 294-4:2018; Plastics—Injection Moulding of Test Specimens of Thermoplastic Materials—Part 4: Determination of Moulding Shrinkage. ISO: Geneva, Switzerland, 2018.
- ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2013.
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2. ISO: Geneva, Switzerland, 2012.
- ISO 306:2004; Plastics. Thermoplastic Materials. Determination of Vicat Softening Temperature (VST). ISO: Geneva, Switzerland, 2004.
- ISO 11562-1996; Geometrical Product Specification (GPS)—Surface Texture: Profile Method—Metrological Characteristics of Phase Correct Filters. ISO: Geneva, Switzerland, 1996.
- Zhang, W.; Xia, X.; Qi, C.; Xie, C.; Cai, S. A porous Cu/LDPE composite for copper-containing intrauterine contraceptive devices. Acta Biomater. 2012, 8, 897–903. [Google Scholar] [CrossRef]
- Selli, S.; Motta, S.; Di Valentin, C. Impact of surface curvature, grafting density and solvent type on the PEGylation of titanium dioxide nanoparticles. J. Colloid Interface Sci. 2019, 555, 519–531. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chou, S.-F.; Luo, L.-J.; Lai, J.-Y.; Ma, D.H.-K. Role of solvent-mediated carbodiimide cross-linking in fabrication of electrospun gelatin nanofibrous membranes as ophthalmic biomaterials. Mater. Sci. Eng. C 2017, 71, 1145–1155. [Google Scholar] [CrossRef] [PubMed]
- Lützow, N.; Tihminlioglu, A.; Danner, R.P.; Duda, J.L.; De Haan, A.; Warnier, G.; Zielinski, J.M. Diffusion of toluene and n-heptane in polyethylenes of different crystallinity. Polymer 1999, 40, 2797–2803. [Google Scholar] [CrossRef]
- Onuegbu, G.C.; Onuoha, C. Transport behaviour of xylene through compatibilized low density polyethylene composite. Eur. J. Eng. Technol. 2017, 5, 1–11. [Google Scholar]
- Wong, S.L.; Ngadi, N.; Adbullah, T.A.T. Study on dissolution of low density polyethylene (LDPE). Appl. Mech. Mater. 2015, 695, 170–173. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A. Fundamental Studies on Wood–Plastic Composites: Effects of Fiber Concentration and Mixing Temperature on the Mechanical Properties of Poplar/PP Composite. Polym. Compos. 2008, 29, 569–573. [Google Scholar] [CrossRef]
- Yang, H.-S.; Wolcott, M.P.; Kim, H.-S.; Kim, S.; Kim, H.-J. Effect of Different Compatibilizing Agents on the Mechanical Properties of Lignocellulosic Material Filled Polyethylene Bio-Composites. Compos. Struct. 2007, 79, 369–375. [Google Scholar] [CrossRef]
- Karmarkar, A.; Chauhan, S.S.; Modak, J.M.; Chanda, M. Mechanical Properties of Wood–Fiber Reinforced Polypropylene Composites: Effect of a Novel Compatibilizer with Isocyanate Functional Group. Compos. A Appl. Sci. 2007, 38, 227–233. [Google Scholar] [CrossRef]
- Yuan, Q.; Wu, D.; Gotama, J.; Bateman, S. Wood Fiber Reinforced Polyethylene and Polypropylene Composites with High Modulus and Impact Strength. J. Therm. Compos. Mater. 2008, 21, 195–208. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Units |
|---|---|---|
| Density | 935 | kg m−3 |
| Melt flow index (190 °C/2.16 kg) | 7 | g/10 min |
| Vicat softening point A120 | 115 | °C |
| Deflection temperature under load HDT B | 52 | °C |
| Melting point | 124 | °C |
| Hardness, Shore D | 56 | °Sh |
| Tensile yield stress | 17.8 | MPa |
| Tensile strain at yield | 419 | % |
| Sample | Surface Roughness Parameters [µm] | ||||
|---|---|---|---|---|---|
| Ra | Rz | Rmax | Rq | RSm | |
| 20/0.8/LDPE | 1.48 ± 0.21 | 11.35 ± 0.03 | 22.55 ± 0.90 | 2.42 ± 0.11 | 0.147 ± 0.12 |
| H2O/20/0.8/LDPE | 2.03 ± 0.03 | 12.62± 0.79 | 31.23 ± 1.55 | 2.58 ± 0.79 | 0.377 ± 0.02 |
| NaOH/20/0.8/LDPE | 2.60 ± 1.02 | 15.98 ± 1.05 | 25.14 ± 3.83 | 3.39 ± 0.42 | 0.242 ± 0.07 |
| C3H6O/20/0.8/LDPE | 3.13 ± 0.21 | 16.92 ± 1.29 | 33.15 ± 3.53 | 3.57 ± 1.04 | 0.281 ± 0.08 |
| C7H8O/5/0.8/LDPE | 3.34 ± 0.58 | 20.33 ± 2.24 | 28.95 ± 1.37 | 4.26 ± 0.79 | 0.314 ± 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Głogowska, K.; Pączkowski, P.; Gawdzik, B. Assessment Study on the Solvent Resistance of Low-Density Polyethylene with Pumpkin Seed Hulls. Materials 2023, 16, 138. https://doi.org/10.3390/ma16010138
Głogowska K, Pączkowski P, Gawdzik B. Assessment Study on the Solvent Resistance of Low-Density Polyethylene with Pumpkin Seed Hulls. Materials. 2023; 16(1):138. https://doi.org/10.3390/ma16010138
Chicago/Turabian StyleGłogowska, Karolina, Przemysław Pączkowski, and Barbara Gawdzik. 2023. "Assessment Study on the Solvent Resistance of Low-Density Polyethylene with Pumpkin Seed Hulls" Materials 16, no. 1: 138. https://doi.org/10.3390/ma16010138
APA StyleGłogowska, K., Pączkowski, P., & Gawdzik, B. (2023). Assessment Study on the Solvent Resistance of Low-Density Polyethylene with Pumpkin Seed Hulls. Materials, 16(1), 138. https://doi.org/10.3390/ma16010138