
Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity




Abstract
:1. Introduction
2. Materials and Methods
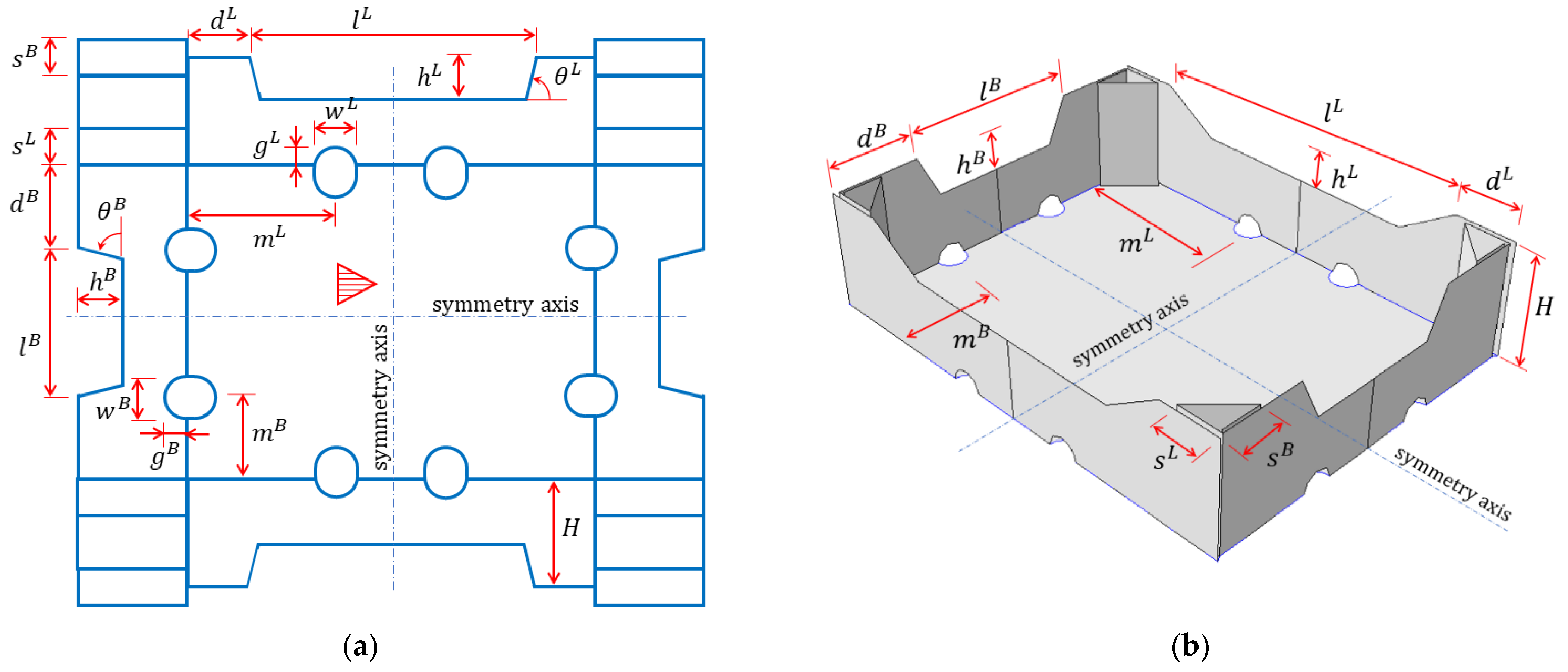
2.1. Geometric Parametrization of Open-Top Boxes
- , half of the horizontal length of the non-folded part of the longer sidewalls;
- , half of the horizontal length of the non-folded part of the shorter sidewalls;
- , the height of the stiffening triangles and the box;
- , the width of the trapezoidal folds on the longer sidewalls;
- , the height of the trapezoidal folds on the longer sidewalls;
- , the width of the trapezoidal folds on the shorter sidewalls;
- , the height of the trapezoidal folds on the shorter sidewalls;
- , the length of the sides of the stiffening triangles on the longer sidewalls;
- , the length of the sides of the stiffening triangles on the shorter sidewalls;
- , the width of the edge holes on the longer sidewalls;
- , the height of the edge holes on the longer sidewalls;
- , the dist. of the edge holes on the longer walls from the shorter walls to its axis;
- , the width of the edge holes on the shorter sidewalls;
- , the height of the edge holes on the shorter sidewalls;
- , the dist. of the edge holes on the shorter walls from the longer walls to its axis;
- , inclination of the arms of the trapezoidal folds on the longer sidewalls;
- , inclination of the arms of the trapezoidal folds on the shorter sidewalls.
2.2. Finite Element Model of Open-Top Boxes
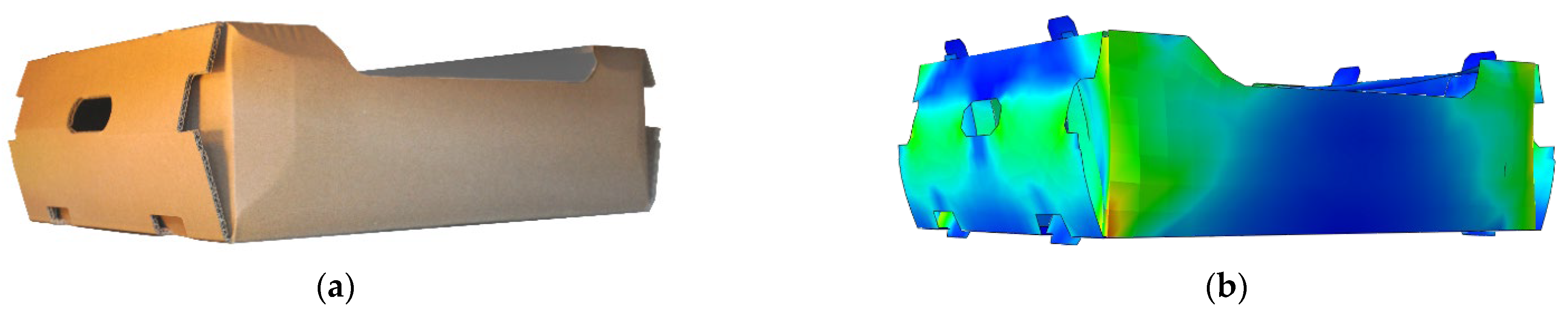
2.3. Model Validation
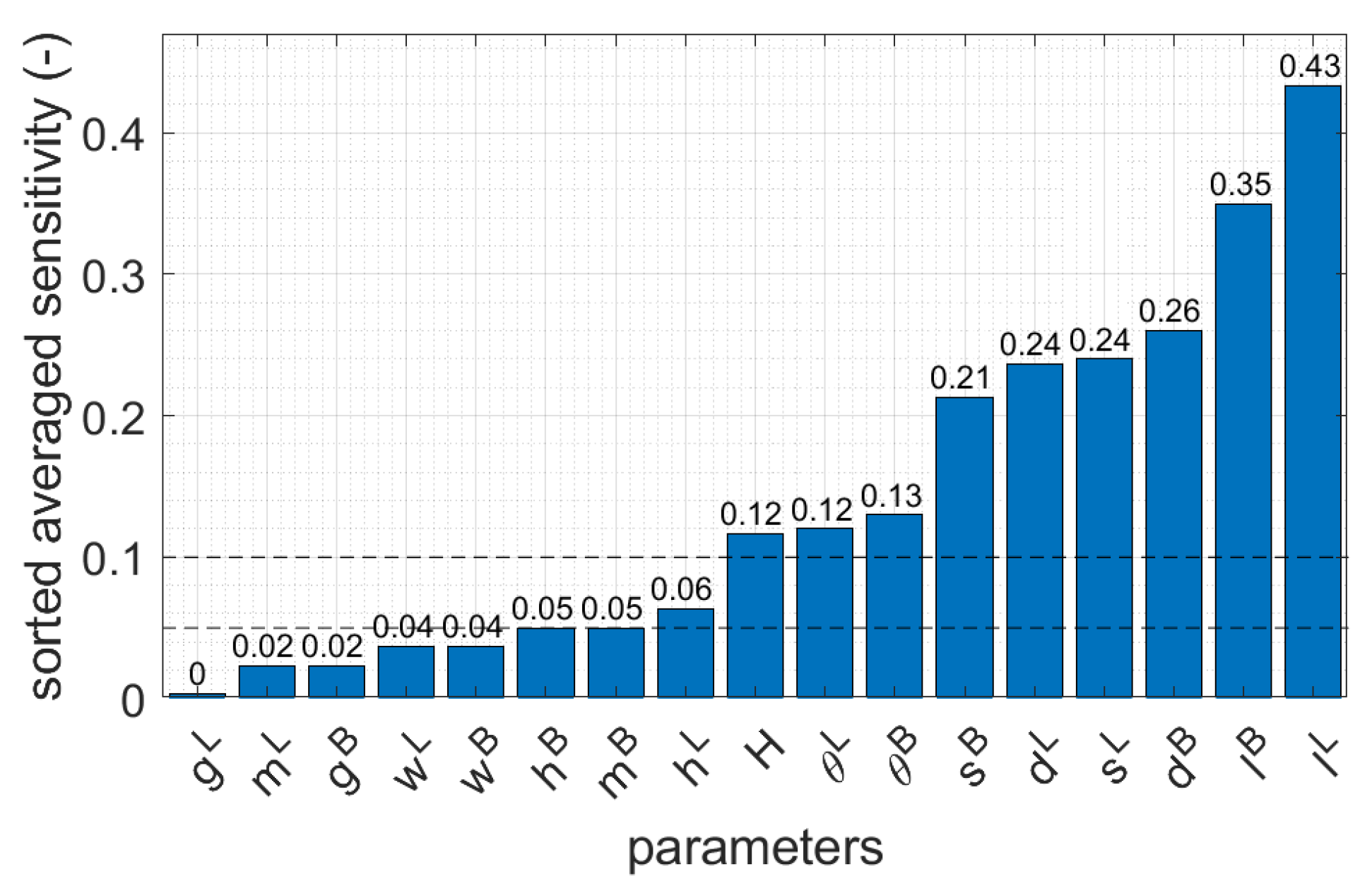
2.4. Sensitivity Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lindh, H.; Olsson, A.; Williams, H. Consumer perceptions of food packaging: Contributing to or counteracting environmentally sustainable development? Packag. Technol. Sci. 2016, 29, 3–23. [Google Scholar] [CrossRef] [Green Version]
- Neill, C.; Williams, R. Consumer Preference For Alternative Milk Packaging: The Case Of An Inferred Environmental Attribute. J. Agric. Appl. Econ. 2016, 48, 241–256. [Google Scholar] [CrossRef] [Green Version]
- Popovic, I.; Bossink, B.A.G.; van der Sijde, P.C. Factors Influencing Consumers’ Decision to Purchase Food in Environmentally Friendly Packaging: What Do We Know and Where Do We Go from Here? Sustainability 2019, 11, 7197. [Google Scholar] [CrossRef] [Green Version]
- FAO. Banana Market Review 2020. 2021. Available online: https://agfstorage.blob.core.windows.net/misc/FP_com/2021/10/11/Ban.pdf (accessed on 8 December 2022).
- Singh, J.; Olsen, E.; Singh, S.P.; Manley, J.; Wallace, F. The Effect of Ventilation and Hand Holes on Loss of Compression Strength in Corrugated Boxes. J. Appl. Packag. Res. 2008, 2, 227–238. [Google Scholar]
- Fadiji, T.; Ambaw, A.; Coetzee, C.J.; Berry, T.M.; Opara, U.L. Application of finite element analysis to predict the mechanical strength of ventilated corrugated paperboard packaging for handling fresh produce. Biosyst. Eng. 2018, 174, 260–281. [Google Scholar] [CrossRef]
- Han, J.; Park, J.M. Finite element analysis of vent/hand hole designs for corrugated fibreboard boxes. Packag. Technol. Sci. 2007, 20, 39–47. [Google Scholar] [CrossRef]
- Frank, B. Corrugated Box Compression—A Literature Survey. Packag. Technol. Sci. 2014, 27, 105–128. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Garbowski, T.; Knitter-Piątkowska, A. Estimation of the compressive strength of corrugated board boxes with shifted creases on the flaps. Materials 2021, 14, 5181. [Google Scholar] [CrossRef]
- McKee, R.C.; Gander, J.W.; Wachuta, J.R. Compression strength formula for corrugated boxes. Paperboard Packag. 1963, 48, 149–159. [Google Scholar]
- Buchanan, J.S.; Draper, J.; Teague, G.W. Combined board characteristics that determine box performance. Paperboard Packag. 1964, 49, 74–85. [Google Scholar]
- Shick, P.E.; Chari, N.C.S. Top-to-bottom compression for double wall corrugated boxes. Tappi J. 1965, 48, 423–430. [Google Scholar]
- Wolf, M. New equation helps pin down box specifications. Packag. Eng. 1972, 17, 66–67. [Google Scholar]
- Kellicutt, K.; Landt, E. Development of design data for corrugated fiberboard shipping containers. Tappi J. 1952, 35, 398–402. [Google Scholar]
- Maltenfort, G. Compression strength of corrugated containers. Fibre Contain. 1956, 41, 106–121. [Google Scholar]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. The Role of Buckling in the Estimation of Compressive Strength of Corrugated Cardboard Boxes. Materials 2020, 13, 4578. [Google Scholar] [CrossRef]
- Archaviboonyobul, T.; Chaveesuk, R.; Singh, J.; Jinkarn, T. An analysis of the influence of hand hole and ventilation hole design on compressive strength of corrugated fiberboard boxes by an artificial neural network model. Packag. Technol. Sci. 2020, 33, 171–181. [Google Scholar] [CrossRef]
- Adamopoulos, S.; Karageorgos, A.; Rapti, E.; Birbilis, D. Predicting the properties of corrugated base papers using multiple linear regression and artificial neural networks. Drewno 2016, 59, 61–72. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, R.; Subudhi, S. Numerical modeling of forced-air pre-cooling of fruits and vegetables: A review. Int. J. Refrig. 2022, 145, 217–232. [Google Scholar] [CrossRef]
- Jani, D.B.; Mishra, M.; Sahoo, P.K. Application of artificial neural network for predicting performance of solid desiccant cooling systems—A review. Renew. Sust. Energ. Rev. 2017, 80, 352–366. [Google Scholar] [CrossRef]
- Funes, E.; Allouche, Y.; Beltrán, G.; Jiménez, A. A Review: Artificial Neural Networks as Tool for Control Food Industry Process. J. Sens. Technol. 2015, 5, 28–43. [Google Scholar] [CrossRef] [Green Version]
- Frankowski, J.; Zaborowicz, M.; Sieracka, D.; Łochyńska, M.; Czeszak, W. Prediction of the Hemp Yield Using Artificial Intelligence Methods. J. Nat. Fibers 2022, 19, 13725–13735. [Google Scholar] [CrossRef]
- Stręk, A.M.; Dudzik, M.; Kwiecień, A.; Wańczyk, K.; Lipowska, B. Verification of application of ANN modelling in study of compressive behaviour of aluminium sponges. Eng. Trans. 2019, 67, 271–288. [Google Scholar] [CrossRef]
- Araujo, G.; Andrade, F.A.A. Post-Processing Air Temperature Weather Forecast Using Artificial Neural Networks with Measurements from Meteorological Stations. Appl. Sci. 2022, 12, 7131. [Google Scholar] [CrossRef]
- Gajewski, T.; Staszak, N.; Garbowski, T. Parametric Optimization of Thin-Walled 3D Beams with Perforation Based on Homogenization and Soft Computing. Materials 2022, 15, 2520. [Google Scholar] [CrossRef] [PubMed]
- Berry, T.M.; Fadiji, T.S.; Defraeye, T.; Opara, U.L. The role of horticultural carton vent hole design on cooling efficiency and compression strength: A multi-parameter approach. Postharvest Biol. Technol. 2017, 124, 62–74. [Google Scholar] [CrossRef]
- Fadiji, T.; Coetzee, C.J.; Opara, U.L. Compression strength of ventilated corrugated paperboard packages: Numerical modelling, experimental validation and effects of vent geometric design. Biosyst. Eng. 2016, 151, 231–247. [Google Scholar] [CrossRef]
- Fadiji, T.; Coetzee, C.J.; Berry, T.M.; Opara, U.L. Investigating the role of geometrical configurations of ventilated fresh produce packaging to improve the mechanical strength—Experimental and numerical approaches. Food Packag. Shelf Life. 2019, 20, 100312. [Google Scholar] [CrossRef]
- Jin, R.; Chen, W.; Sudjianto, A. An efficient algorithm for constructing optimal design of computer experiments. J. Stat. Plan. Inference 2005, 134, 268–287. [Google Scholar] [CrossRef]
- Abaqus Unified FEA Software. Available online: https://www.3ds.com/products-services/simulia/products/abaqus (accessed on 8 December 2022).
- Hill, R. A theory of the yielding and plastic flow in anisotropic metals. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1948, 193, 281–297. [Google Scholar] [CrossRef] [Green Version]
- FEMat BSE System. Available online: http://fematsystems.pl/bse-system_en/ (accessed on 8 December 2022).
- Mrówczyński, D.; Knitter-Piątkowska, A.; Garbowski, T. Non-Local Sensitivity Analysis and Numerical Homogenization in Optimal Design of Single-Wall Corrugated Board Packaging. Materials 2022, 15, 720. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Knitter-Piątkowska, A.; Garbowski, T. Optimal Design of Double-Walled Corrugated Board Packaging. Materials 2022, 15, 2149. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Box Case | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 366 | 282 | 94 | 274 | 30 | 141 | 37 | 36 | 31.5 | 25 | 12.5 | 134.5 | 25 | 12.5 | 91.5 | 33.5 | 65 |
| 2 | 330 | 282 | 94 | 238 | 30 | 141 | 37 | 36 | 31.5 | 25 | 12.5 | 134.5 | 30 | 15 | 91.5 | 33.5 | 65 |
| 3 | 366 | 254 | 94 | 274 | 30 | 113 | 37 | 36 | 31.5 | 30 | 15 | 134.5 | 25 | 12.5 | 91.5 | 33.5 | 65 |
| 4 | 366 | 282 | 85 | 274 | 30 | 141 | 37 | 36 | 31.5 | 25 | 12.5 | 90 | 25 | 12.5 | 70 | 33.5 | 65 |
| 5 | 366 | 282 | 94 | 214 | 30 | 141 | 37 | 36 | 31.5 | 20 | 10 | 114.5 | 20 | 10 | 111.5 | 90 | 90 |
| 6 | 366 | 282 | 94 | 220 | 30 | 141 | 37 | 50 | 40 | 32 | 16 | 134.5 | 36 | 18 | 91.5 | 33.5 | 65 |
| 7 | 386 | 282 | 94 | 220 | 30 | 141 | 37 | 30 | 40 | 32 | 16 | 134.5 | 25 | 12.5 | 91.5 | 45 | 45 |
| 8 | 386 | 302 | 94 | 220 | 40 | 141 | 40 | 30 | 40 | 32 | 16 | 134.5 | 25 | 12.5 | 91.5 | 75 | 60 |
| 9 | 391 | 262 | 104 | 220 | 40 | 141 | 40 | 25 | 25 | 28 | 14 | 125 | 25 | 12.5 | 91.5 | 75 | 60 |
| 11 | 396 | 262 | 90 | 220 | 40 | 141 | 40 | 45 | 32 | 35 | 14 | 125 | 30 | 12.5 | 91.5 | 80 | 85 |
| 12 | 401 | 265 | 98 | 240 | 20 | 161 | 20 | 38 | 40 | 34 | 17 | 125 | 28 | 14 | 91.5 | 55 | 45 |
| 13 | 386 | 268 | 98 | 186 | 20 | 101 | 20 | 38 | 32 | 20 | 10 | 125 | 20 | 10 | 91.5 | 55 | 45 |
| 14 | 388 | 271 | 98 | 206 | 15 | 121 | 25 | 42 | 45 | 20 | 10 | 155 | 20 | 10 | 111 | 55 | 45 |
| 15 | 392 | 252 | 94 | 206 | 15 | 121 | 25 | 30 | 27 | 20 | 10 | 92 | 20 | 10 | 85 | 55 | 45 |
| 16 | 396 | 252 | 81 | 300 | 15 | 170 | 25 | 30 | 27 | 20 | 10 | 135 | 20 | 10 | 111 | 20 | 35 |
| 17 | 398 | 252 | 81 | 300 | 35 | 170 | 35 | 30 | 27 | 20 | 10 | 135 | 20 | 10 | 111 | 37 | 35 |
| 18 | 396 | 252 | 83 | 261 | 25 | 150 | 35 | 36 | 36 | 35 | 10 | 135 | 35 | 10 | 85 | 65 | 55 |
| 19 | 310 | 290 | 85 | 174 | 25 | 150 | 35 | 30 | 28 | 16 | 8 | 95 | 16 | 8 | 85 | 65 | 55 |
| 20 | 320 | 271 | 81 | 174 | 25 | 160 | 35 | 40 | 28 | 22 | 11 | 115 | 22 | 11 | 95 | 40 | 45 |
| Grade | ||||||||
|---|---|---|---|---|---|---|---|---|
| (MPa) | (MPa) | (–) | (MPa) | (MPa) | (MPa) | (MPa) | (–) | |
| B-840 | 2032 | 1111 | 0.40 | 1184 | 7 | 11 | 3.05 | 0.95 |
| EB-880 | 1636 | 907 | 0.40 | 963 | 8 | 11 | 3.50 | 0.65 |
| EB-965 | 1616 | 750 | 0.44 | 898 | 7 | 11 | 3.01 | 0.74 |
| Case | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | −0.10 | 0.31 | −0.01 | −1.23 | −0.30 | −0.30 | 0.01 | 0.14 | 0.21 | 0 | 0 | 0 | 0 | 0 | −0.08 | −0.25 | 0.02 |
| 2 | 0.18 | 0.55 | −0.02 | −1.17 | −0.38 | −0.49 | −0.17 | 0.22 | 0.03 | 0 | −0.04 | −0.17 | −0.06 | −0.06 | −0.19 | −0.29 | −0.04 |
| 3 | −0.04 | 0.33 | 0.12 | −1.31 | −0.31 | −0.25 | 0.13 | 0.23 | 0.22 | 0 | 0 | 0 | 0.09 | 0.09 | 0.03 | −0.17 | 0.15 |
| 4 | 0.22 | −0.67 | 0.20 | −0.57 | 0 | −0.39 | 0.02 | 0.23 | 0.21 | 0 | 0 | 0.01 | −0.01 | −0.01 | −0.02 | 0.08 | −1.25 |
| 5 | 0.29 | 0.29 | 0.06 | −0.45 | −0.05 | −0.29 | −0.01 | 0.21 | 0.20 | 0 | 0 | 0 | 0 | 0 | 0 | 0.12 | 0.14 |
| 6 | 0.19 | 0.06 | 0.15 | −0.28 | 0.01 | −0.22 | 0 | 0.25 | 0.18 | 0 | 0 | 0.01 | −0.01 | −0.02 | 0.04 | 0.01 | 0.03 |
| 7 | 0.25 | 0.16 | 0.13 | −0.33 | 0.02 | −0.25 | 0 | 0.16 | 0.27 | 0 | 0 | 0.02 | 0.01 | 0.01 | 0.02 | 0.07 | 0.02 |
| 8 | 0.27 | 0.11 | 0.09 | −0.37 | −0.01 | −0.23 | 0.01 | 0.11 | 0.22 | −0.02 | −0.02 | −0.02 | 0 | 0 | 0.01 | 0 | −0.01 |
| 9 | 0.55 | 0.31 | −0.38 | −0.46 | −0.02 | −0.27 | 0.06 | 0.17 | 0.19 | 0 | 0 | −0.02 | 0 | 0.05 | 0.05 | 0 | 0.07 |
| 10 | 0.36 | 0.24 | 0.13 | −0.33 | 0.02 | −0.29 | 0 | 0.26 | 0.18 | 0 | 0 | 0 | 0 | 0 | 0.07 | 0.10 | 0.11 |
| 11 | 0.29 | 0.24 | 0.14 | −0.43 | 0.01 | −0.95 | 0.01 | −0.21 | 0.23 | −0.70 | 0 | 0 | −0.01 | −0.01 | 0.01 | −0.06 | 0.01 |
| 12 | 0.29 | 0.31 | 0.19 | −0.22 | 0.05 | −0.34 | 0.02 | 0.23 | 0.19 | 0.01 | 0 | 0 | 0 | 0 | 0.01 | 0.02 | 0.04 |
| 13 | 0.27 | −0.08 | 0.13 | −0.21 | 0.12 | −0.17 | −0.06 | 0.21 | 0.19 | 0 | 0 | 0 | −0.35 | 0 | −0.31 | 0 | 0.08 |
| 14 | 0.33 | 0.25 | 0.14 | −0.33 | 0.04 | −0.26 | 0.01 | 0.18 | 0.17 | 0 | 0 | 0.02 | 0 | 0 | 0 | 0.03 | 0.02 |
| 15 | 0.24 | 0.20 | 0.63 | −0.76 | 0.12 | −0.43 | −0.10 | 0.23 | 0.26 | 0 | 0 | 0 | −0.01 | −0.01 | 0.02 | 0.12 | 0.02 |
| 16 | 0.19 | 0.21 | −0.33 | −0.76 | 0 | −0.76 | 0 | 0.20 | −0.03 | −0.09 | 0 | 0.02 | −0.02 | −0.02 | 0.01 | −0.06 | 0.02 |
| 17 | 0.25 | 0.48 | 0.35 | −0.47 | 0.08 | −0.15 | 0.27 | 0.20 | 0.24 | 0 | 0 | −0.03 | 0 | 0.26 | 0.27 | 0.08 | 0.29 |
| 18 | 0.60 | 0.29 | 0.17 | −0.24 | 0.44 | −0.24 | 0.07 | 0.17 | 0.20 | 0.38 | 0 | −0.03 | 0.07 | 0 | 0.07 | 0.36 | 0 |
| 19 | 0.23 | −0.15 | 0.35 | −0.35 | 0.18 | −0.23 | 0.11 | 0.44 | 0.28 | −0.07 | 0 | −0.07 | 0.09 | 0.09 | 0.09 | 1.82 | 0.59 |
| 20 | 0.58 | 0.16 | 0.02 | −0.28 | 0 | −0.29 | −0.04 | 0.28 | 0.11 | 0.01 | 0 | −0.07 | 0 | 0 | 0.01 | 0.04 | 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mrówczyński, D.; Gajewski, T.; Garbowski, T. Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity. Materials 2023, 16, 412. https://doi.org/10.3390/ma16010412
Mrówczyński D, Gajewski T, Garbowski T. Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity. Materials. 2023; 16(1):412. https://doi.org/10.3390/ma16010412
Chicago/Turabian StyleMrówczyński, Damian, Tomasz Gajewski, and Tomasz Garbowski. 2023. "Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity" Materials 16, no. 1: 412. https://doi.org/10.3390/ma16010412
APA StyleMrówczyński, D., Gajewski, T., & Garbowski, T. (2023). Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity. Materials, 16(1), 412. https://doi.org/10.3390/ma16010412