
Tribological and Hardness Analyses of Friction-Stir-Processed Composites Using the Taguchi Approach





Abstract
:1. Introduction
2. Experimental Procedure
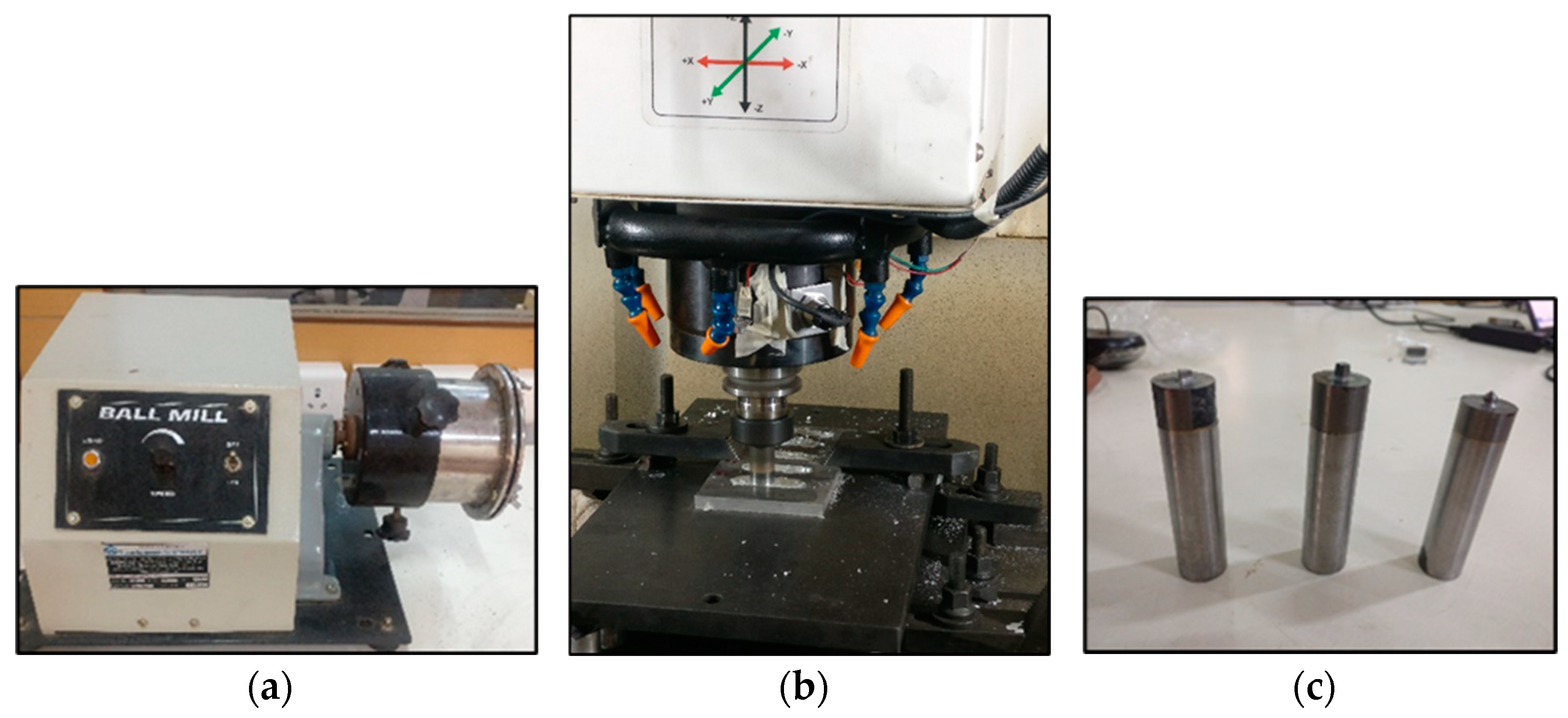
2.1. Material and Equipment
2.2. Sample Preparation
2.3. Fabrication of Composites
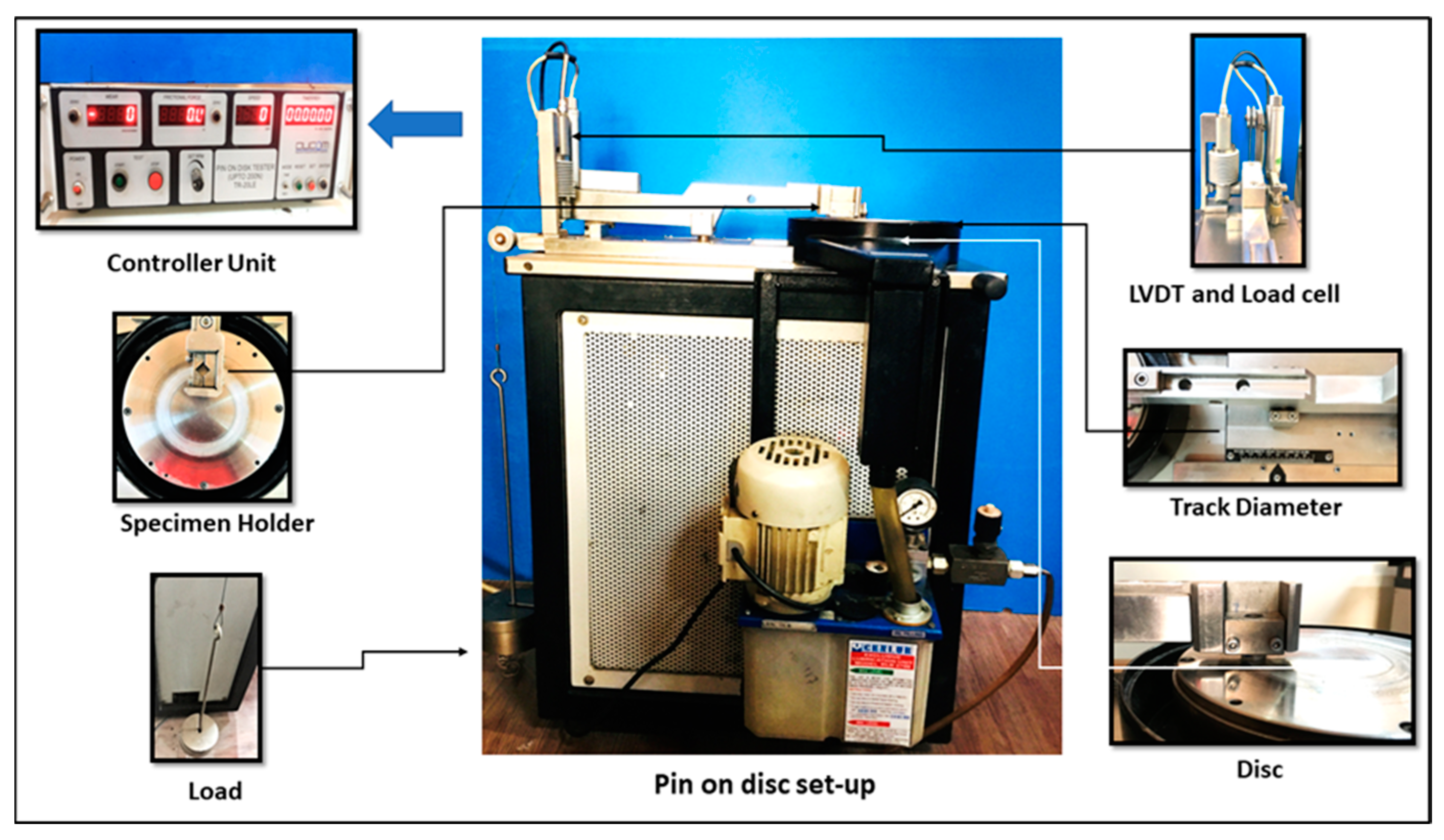
2.4. Wear Tests of Composites
Taguchi’s Design of Experiments
2.5. Hardness Tests of Composites
3. Results and Discussion
3.1. Wear Test Analysis
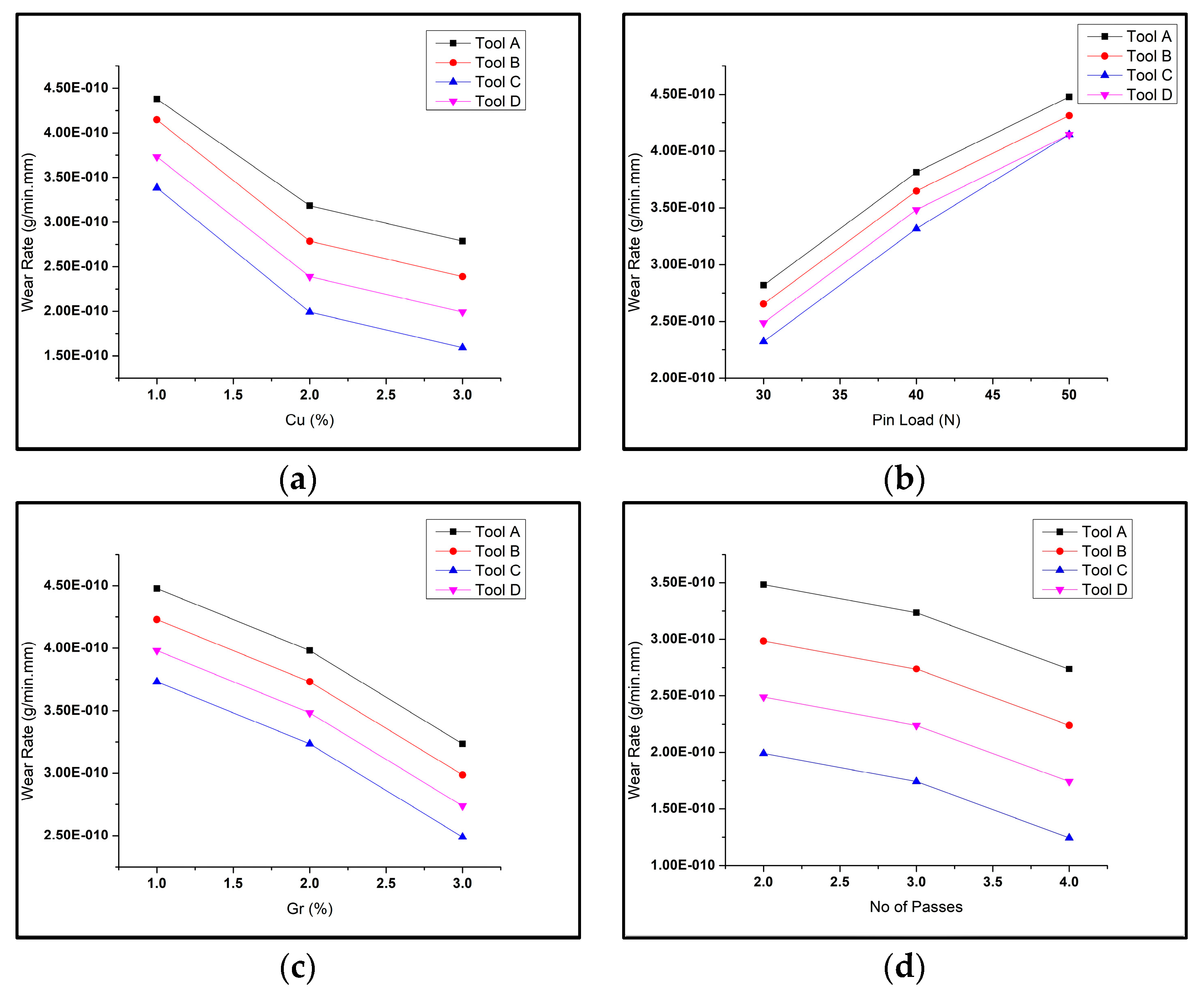
3.1.1. Effect of Tool Pin Geometry
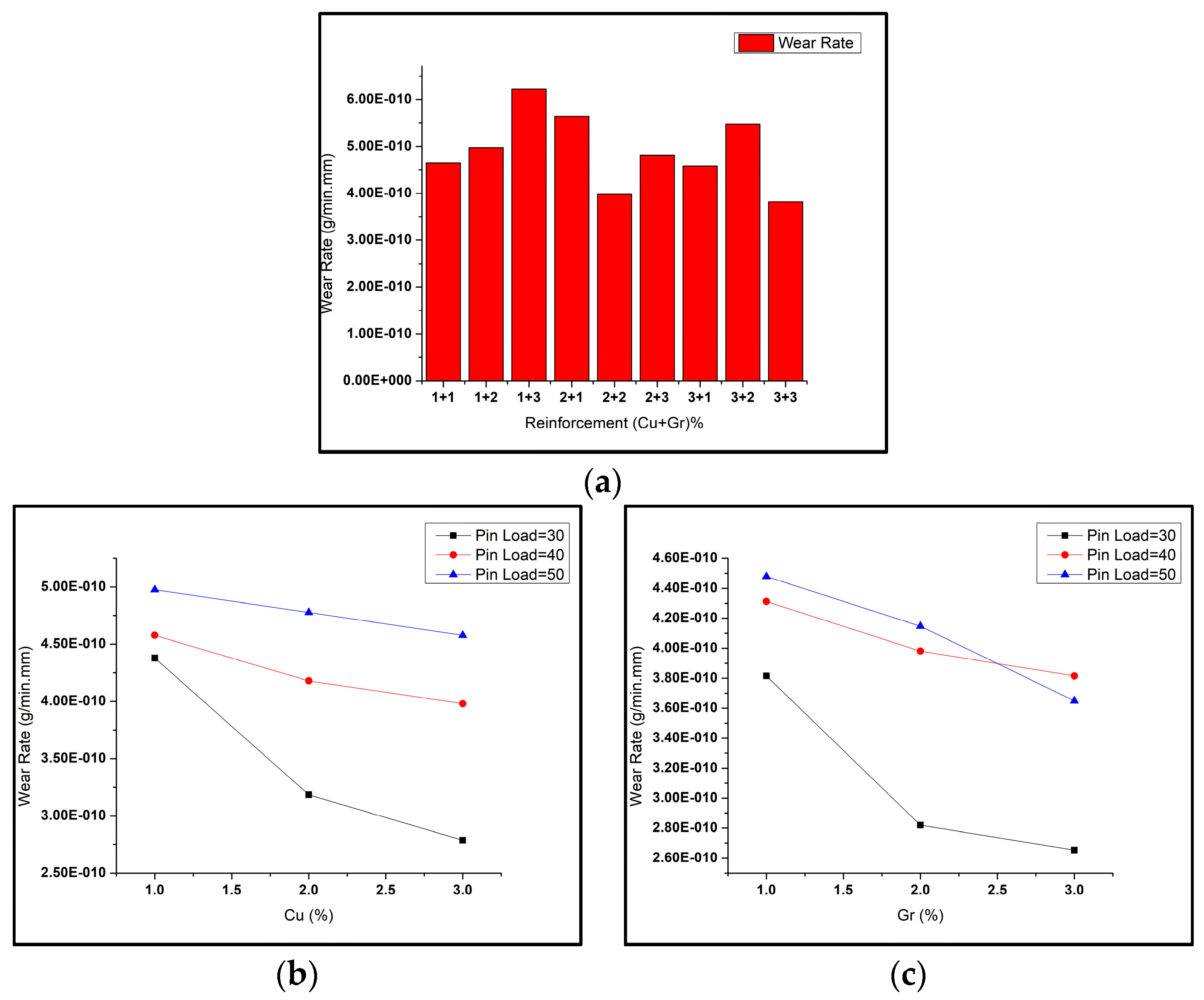
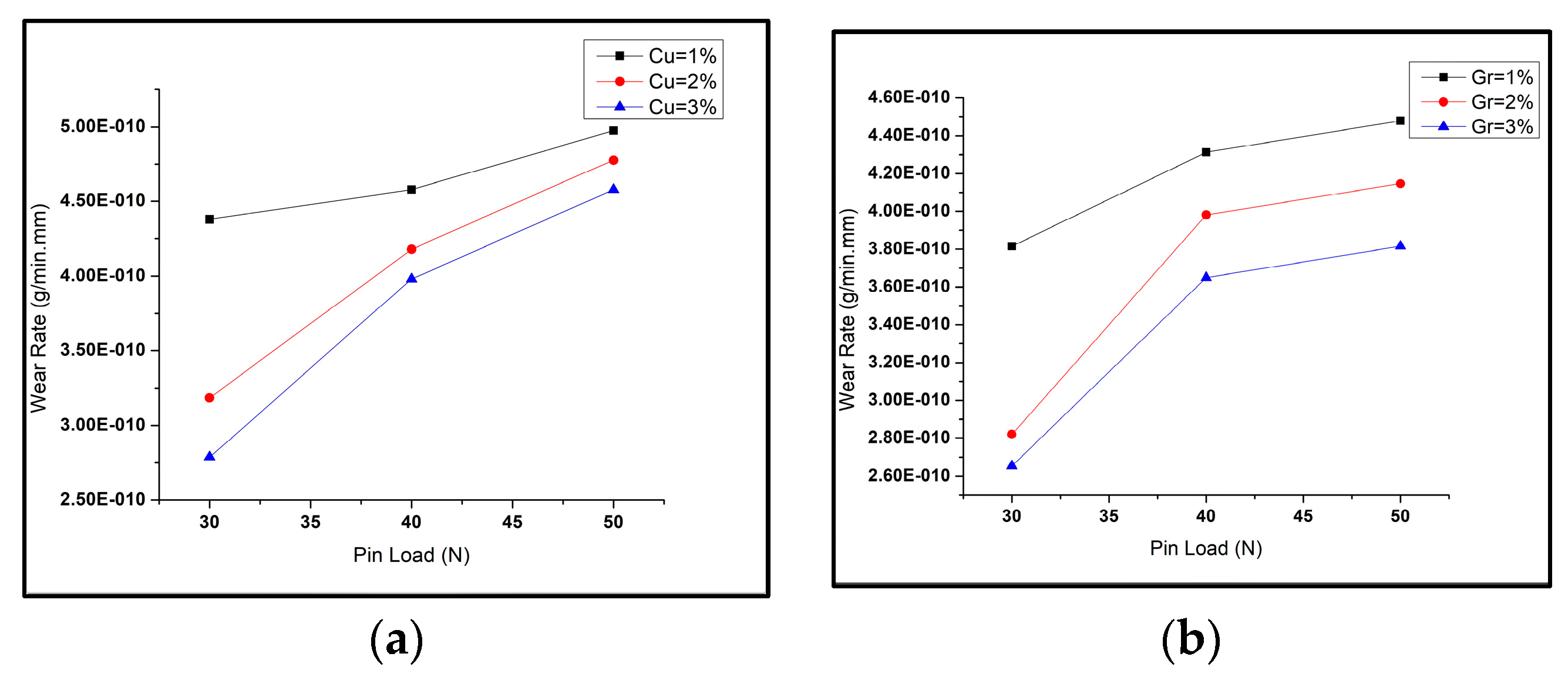
3.1.2. Effect of Reinforcement Weight%
3.1.3. Effect of Pin Load
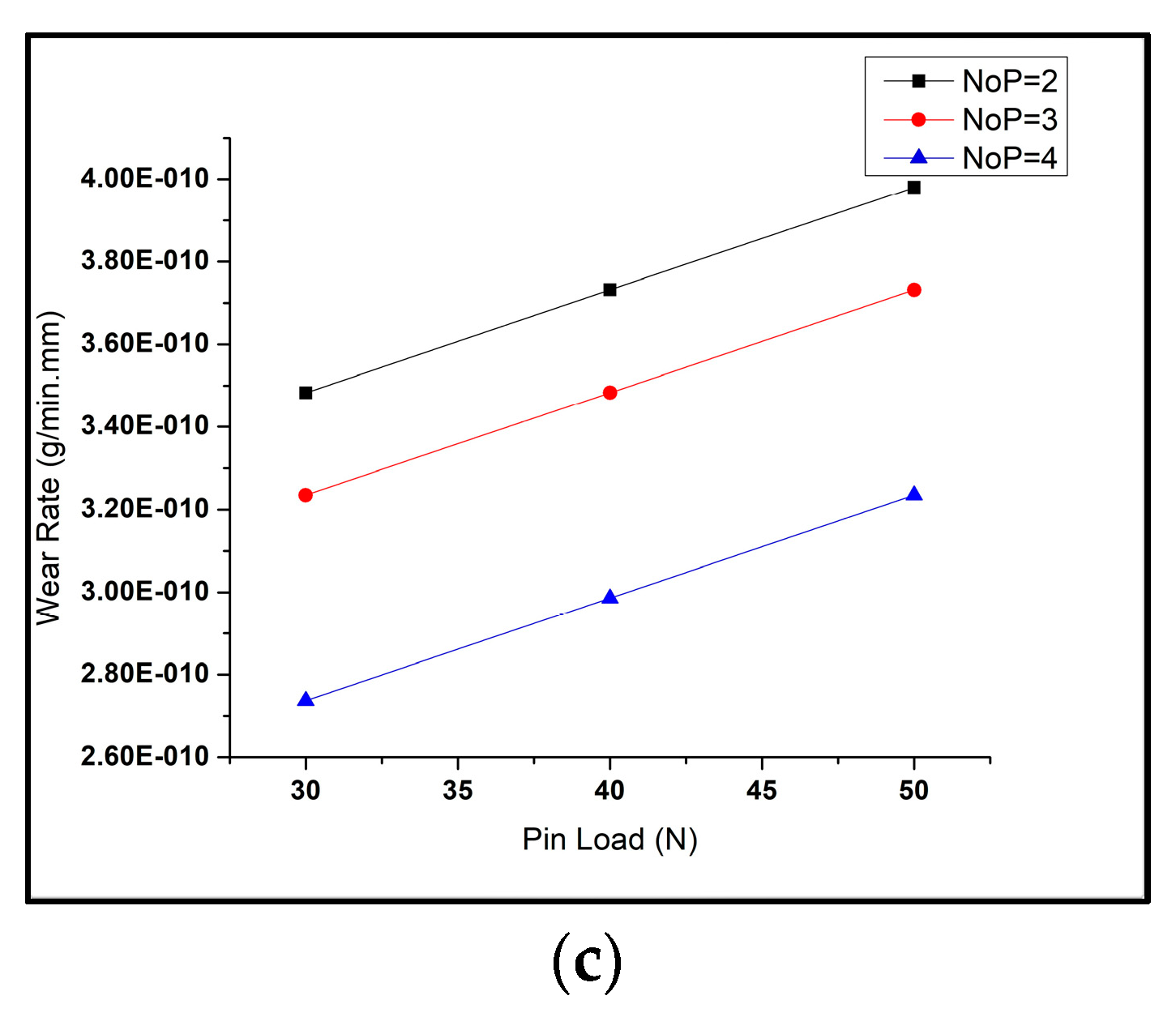
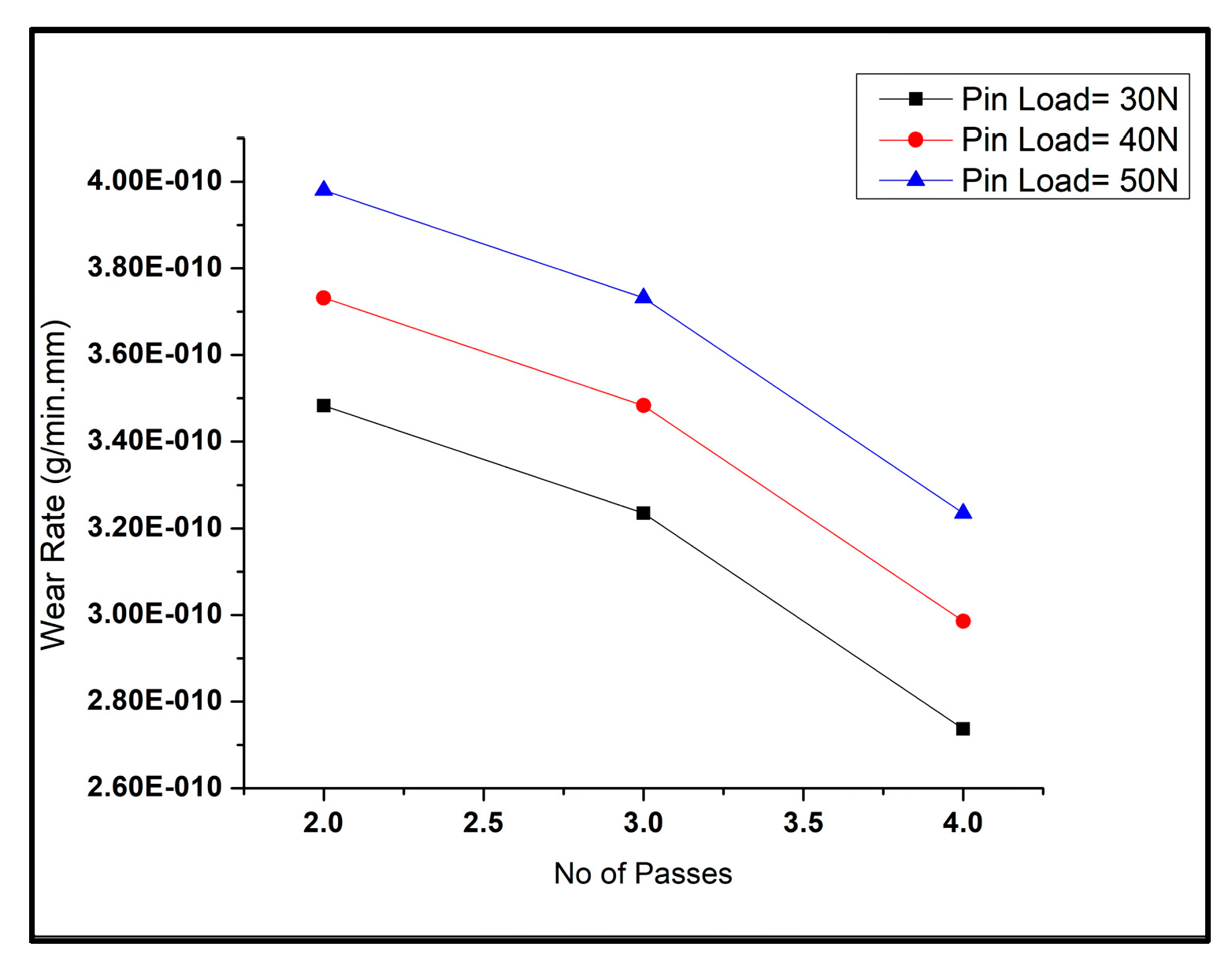
3.1.4. Effect of the Number of Passes
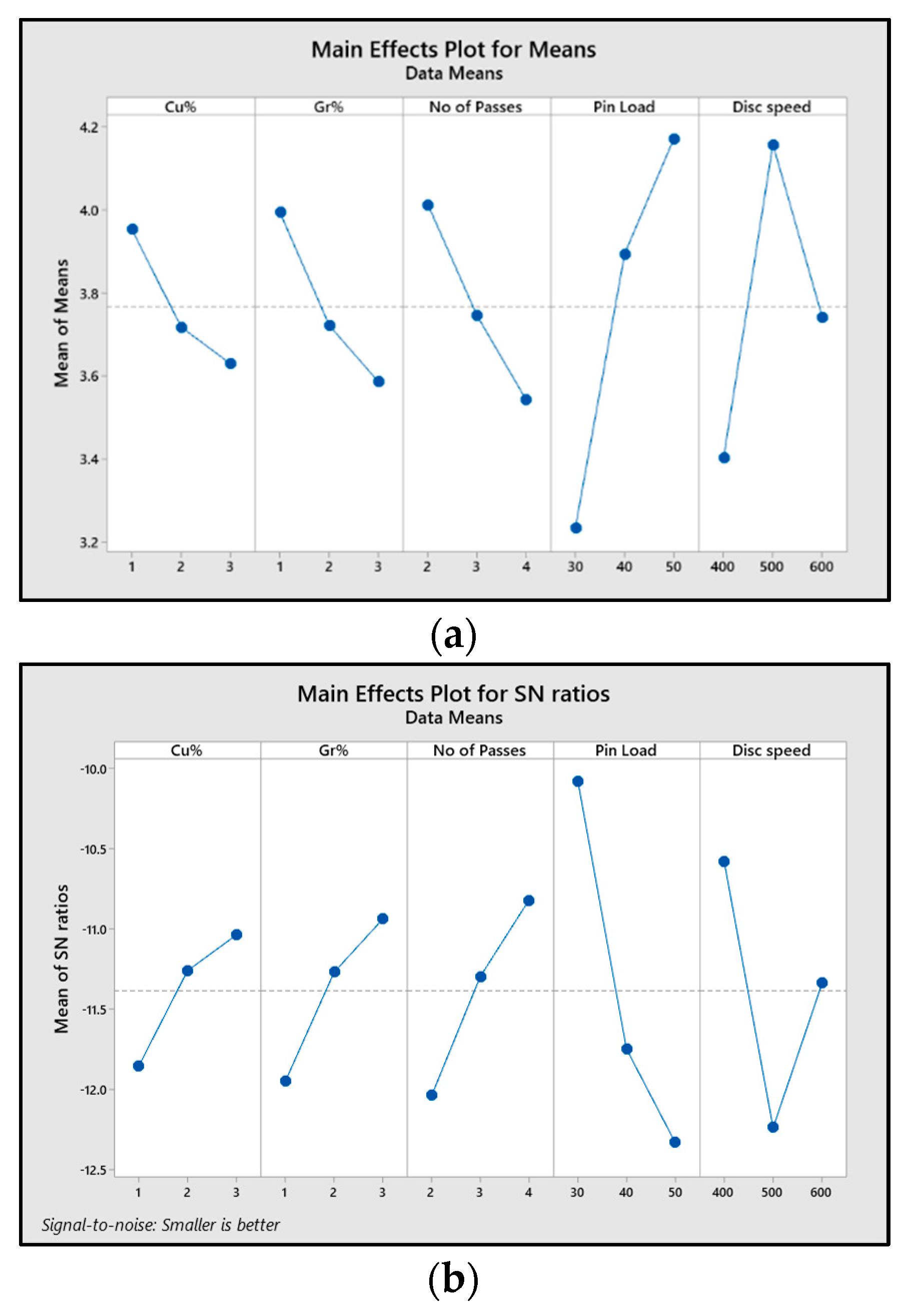
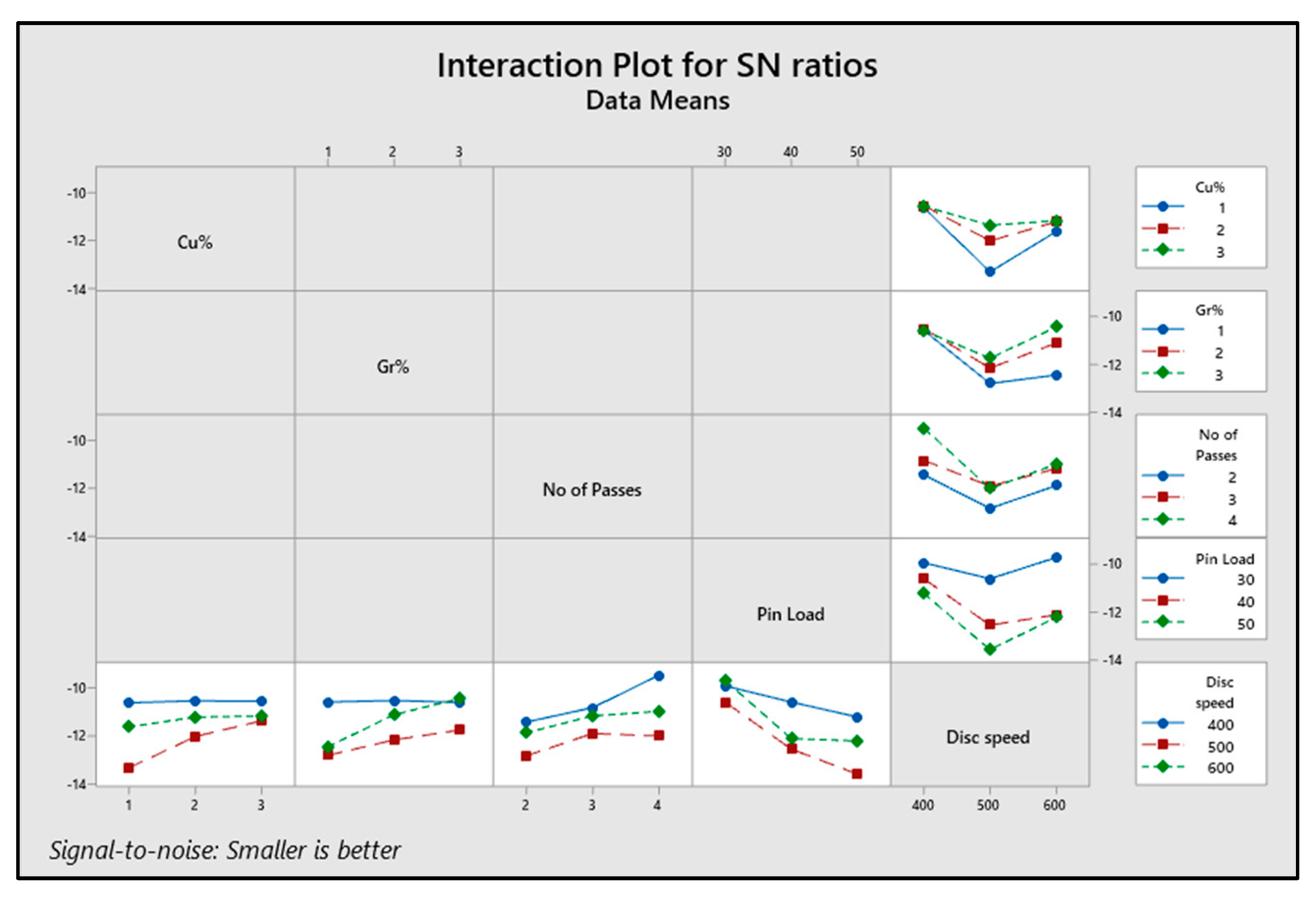
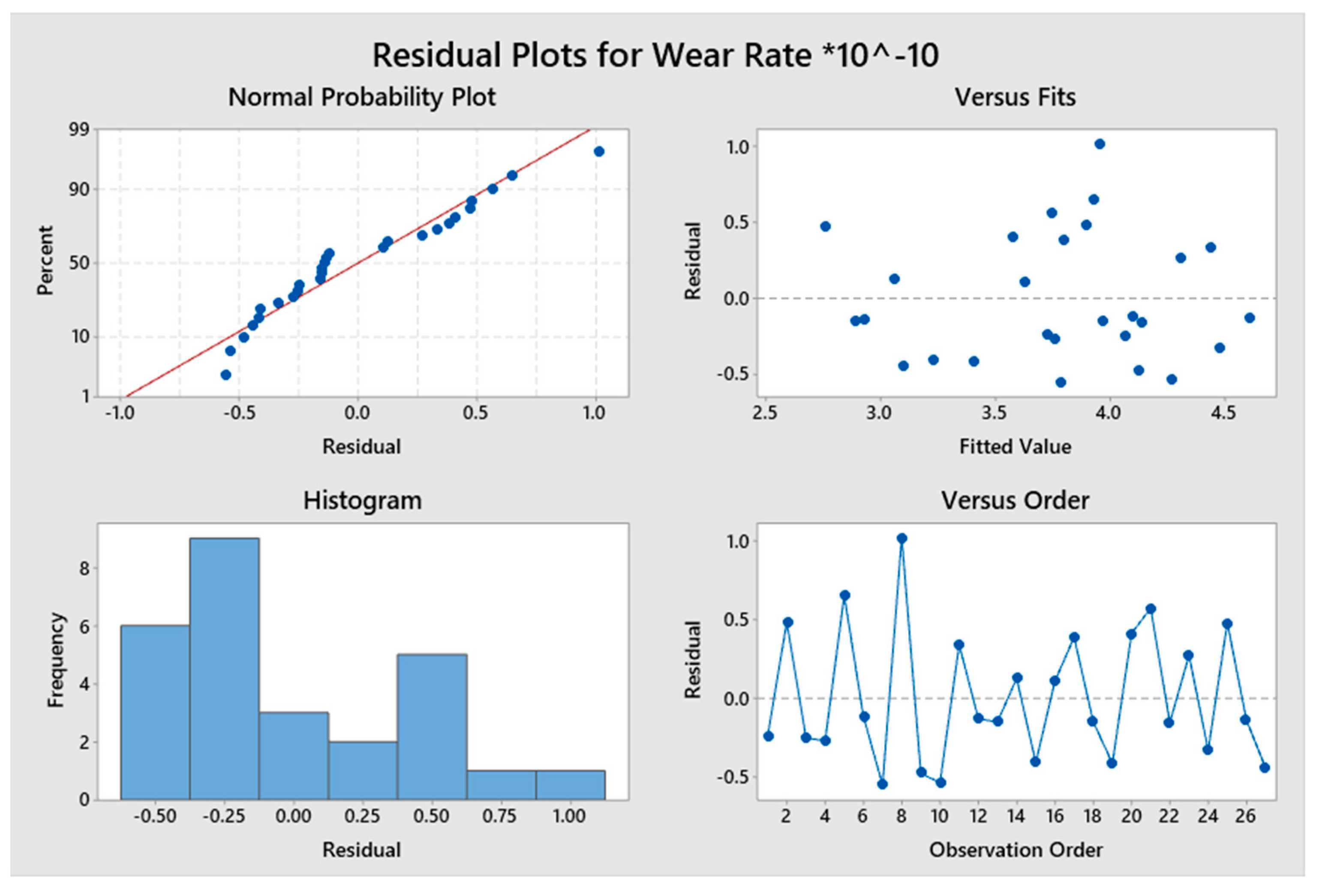
3.1.5. ANOVA of Wear Tests
Significant Factors Affecting Wear Rate
- Multiple linear regression:
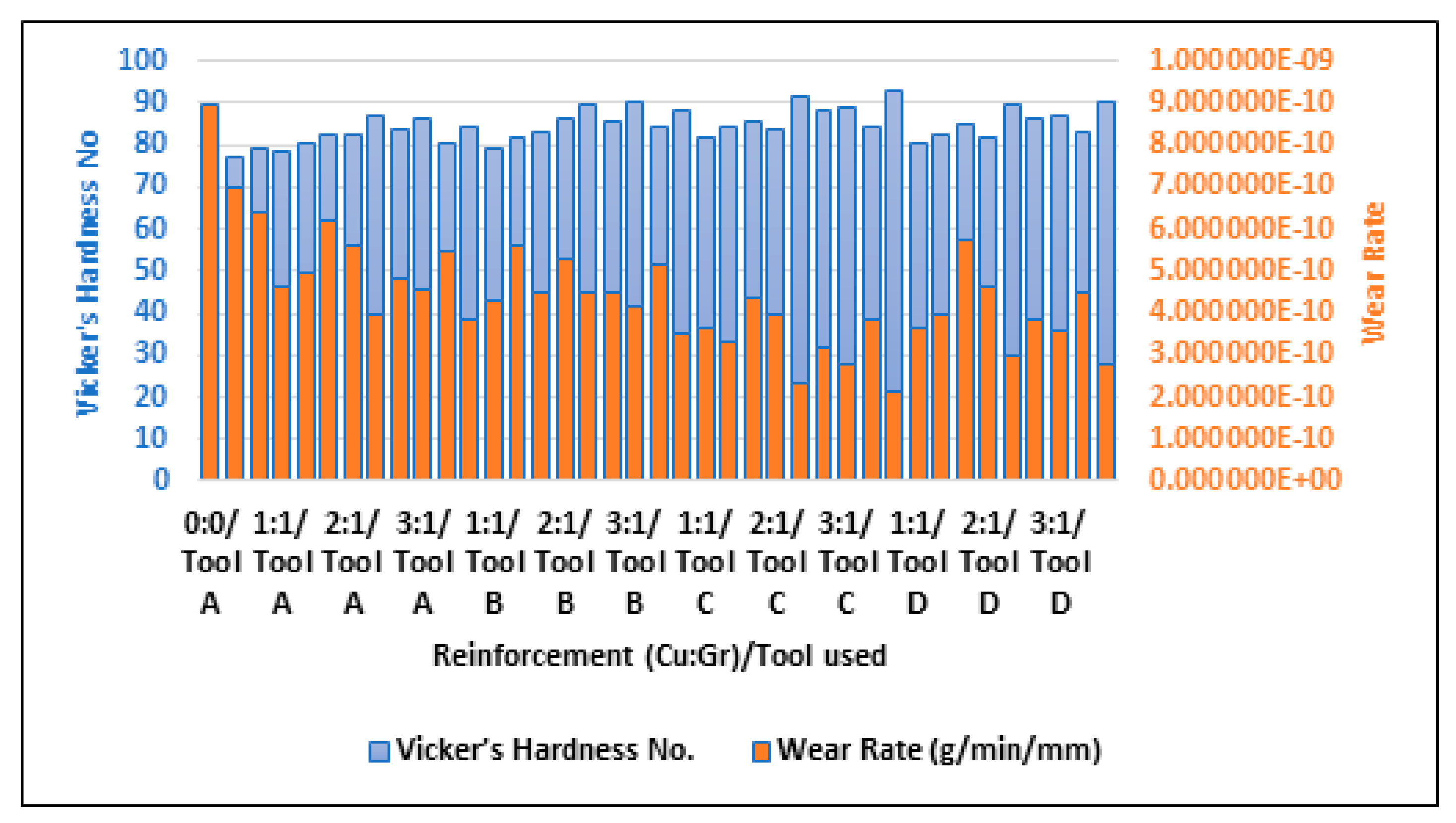
3.2. Analysis of Hardness
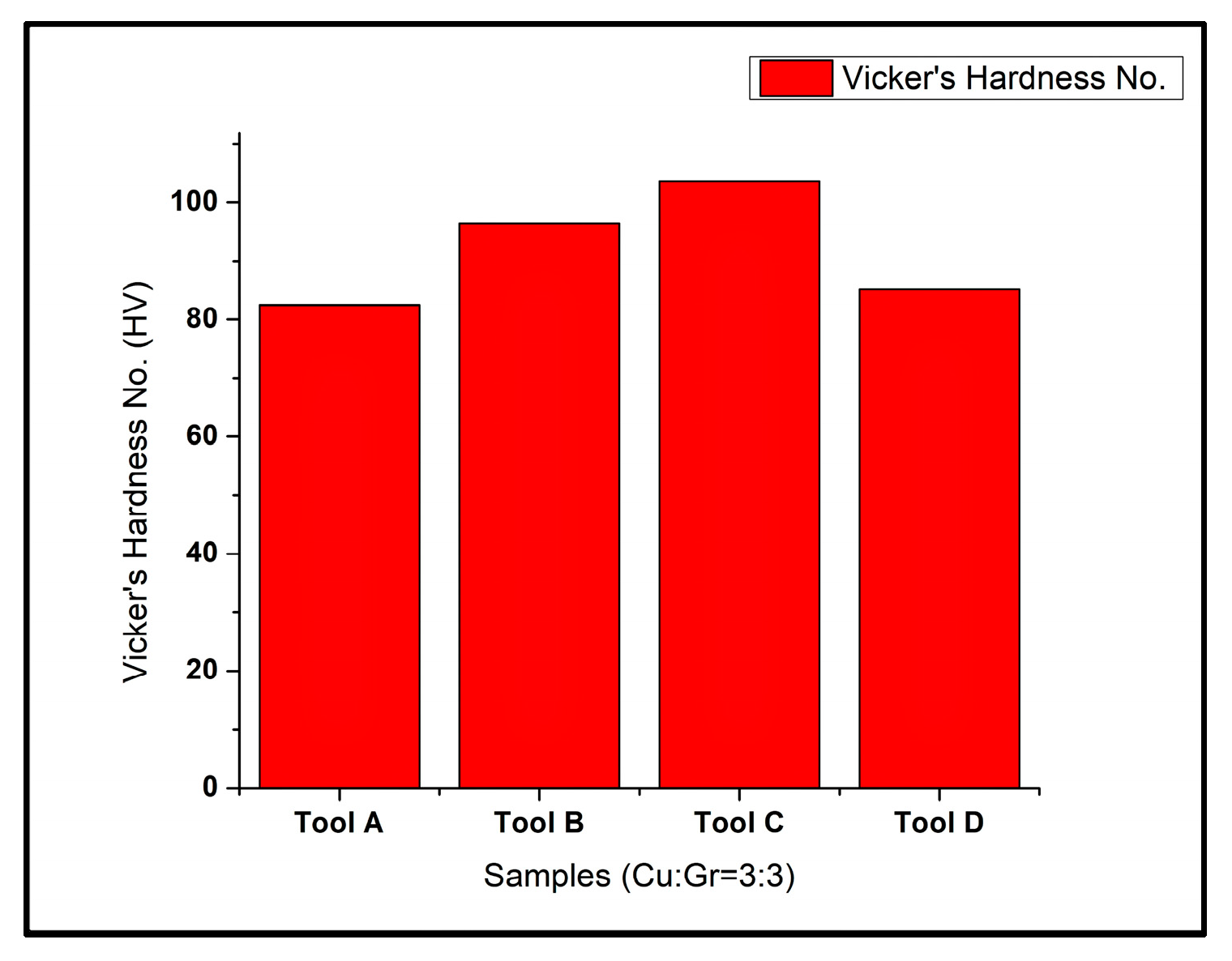
3.2.1. Effect of Tool Geometry
3.2.2. Effect of Reinforcement Weight%
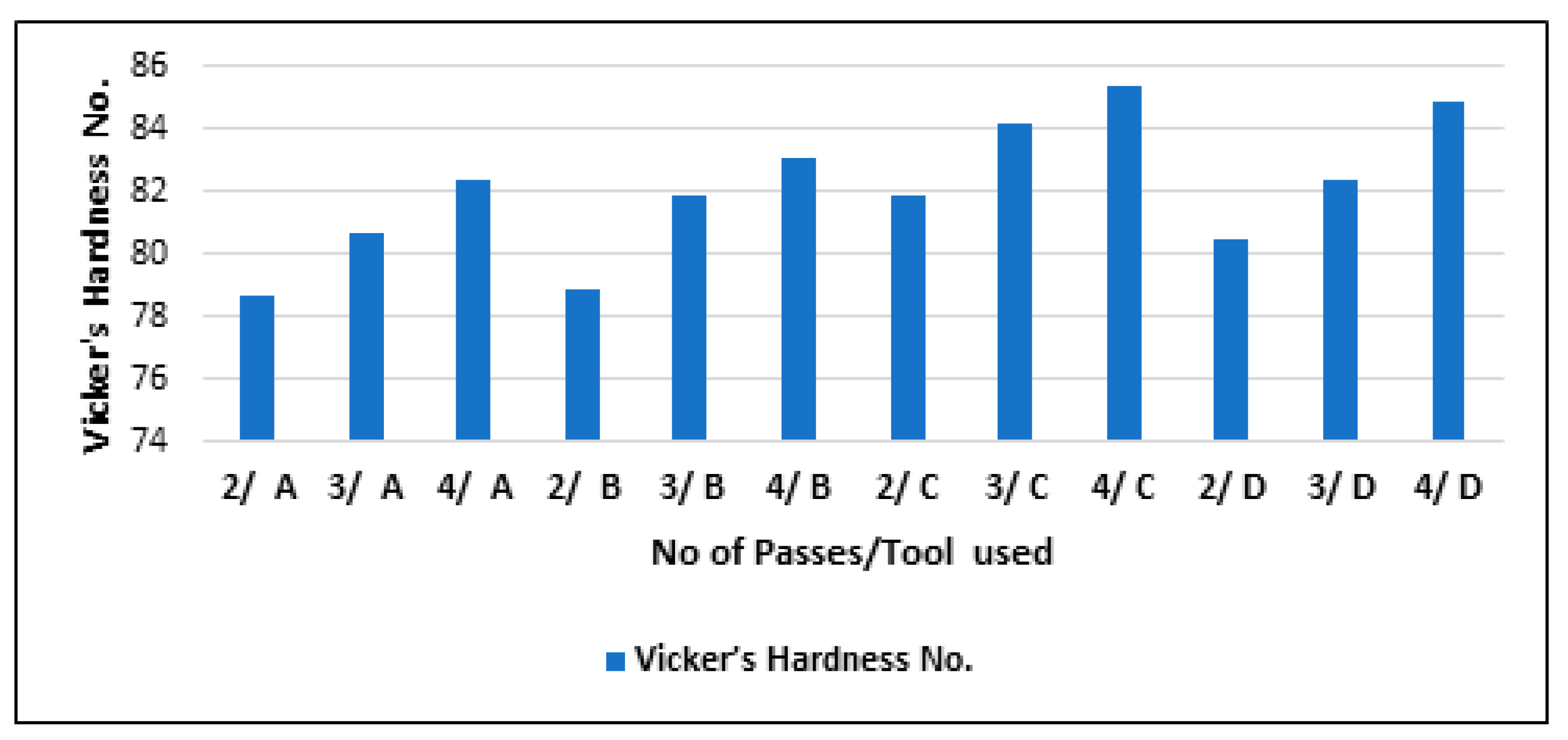
3.2.3. Effect of Number of Passes
4. Conclusions and Future Scope
- The wear rate was maximal and hardness was minimal in composite fabrication by the FSP using Tool A, i.e., the cylindrical pin profile. In contrast, the minimal wear rate and maximal hardness were obtained for the samples processed by Tool C, i.e., the square pin profile. The reason for the high hardness and low wear rate of the composites prepared using Tool C was the rapid variation in the material flow leading to dynamic loading, refined grain size, and uniform distribution of the particles when the square pin stirred inside the material.
- It was verified from the results of the experiments that if a surface had a high hardness value, it also had good wear resistance and hence exhibited a lower wear rate value.
- Addition of copper and graphene (1% to 3% both) as in situ and ex situ reinforcements, respectively, to the Al6061 matrix, refined the grain size and improved the wear resistance and hardness of the composites. The lowest wear rate and highest hardness values were obtained for the Al6061-based composites for copper and graphene particles at 3:3, whereas the wear rates were maximal and hardness was minimal for the composites with Cu:Gr at 1:3.
- From the wear experiments, it was verified that the wear rate increased with the rise in pin load and disc speed. The reason was excessive rubbing on the surface when the load at the pin and rotational speed of the disc were increased.
- When the composite was prepared by the FSP technique, it was concluded that with a higher number of passes, the microstructure was more refined, and the reinforcements were more uniformly dispersed. Therefore, for a higher number of FSP passes, the wear rate was reduced, hardness was increased, and vice-versa.
- From ANOVA with wear rate as the output response and five input factors (pin load, Cu%, Gr%, No of passes, disc speed), pin load was the most significant parameter affecting the wear rate, while copper weight%. was the least influencing factor on wear rate.
- The regression analysis for wear rate prediction of the composites (prepared by Tools A, B, C, D) was based on all the input factors and their significance obtained from ANOVA. It was concluded from all four models that the model was a good fit for composites prepared by Tool C, followed by Tools D, B, and A, respectively.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, M.; Megalingam, A. Tribological characterization of Al6061/alumina/graphite/redmud hybrid composite for brake rotor application. Part. Sci. Technol. 2019, 37, 261–274. [Google Scholar] [CrossRef]
- Prakash, T.; Sivasankaran, S.; Sasikumar, P. Mechanical and Tribological Behaviour of Friction-Stir-Processed Al 6061 Aluminium Sheet Metal Reinforced with Al2O3/0.5 Gr Hybrid Surface Nanocomposite. Arab. J. Sci. Eng. 2015, 40, 559–569. [Google Scholar] [CrossRef]
- Rao, R.N.; Das, S. Effect of sliding distance on the wear and friction behavior of as cast and heat-treated Al-SiCp composites. Mater. Des. 2011, 32, 3051–3058. [Google Scholar] [CrossRef]
- Jeyasimman, D.; Narayanasamy, R.; Ponalagusamy, R.; Anandakrishnan, V.; Kamaraj, M. The effects of various reinforcements on dry sliding wear behaviour of AA 6061 nanocomposites. Mater. Des. 2014, 64, 783–793. [Google Scholar] [CrossRef]
- Mishra, A.K.; Srivastava, R.K. Wear Behaviour of Al-6061/SiC Metal Matrix Composites. J. Inst. Eng. Ser. C 2017, 98, 97–103. [Google Scholar] [CrossRef]
- Raghavendra, C.R.; Basavarajappa, S.; Sogalad, I. Influence of Pin Temperature on Dry Sliding Wear Behaviour of Ni–Al2O3 Composite Coating on Al6061 Substrate. J. Inst. Eng. Ser. C 2020, 101, 671–681. [Google Scholar] [CrossRef]
- Aruri, D.; Adepu, K.; Adepu, K.; Bazavada, K. Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC + Gr) and (SiC + Al2O3)] fabricated by friction stir processing. J. Mater. Res. Technol. 2013, 2, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Mazaheri, Y.; Heidarpour, A.; Jalilvand, M.M.; Roknian, M. Effect of Friction Stir Processing on the Microhardness, Wear and Corrosion Behavior of Al6061 and Al6061/SiO2 Nanocomposites. J. Mater. Eng. Perform. 2019, 28, 4826–4837. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Bahiraei, M.; Jalilvand, M.M.; Ghasemi, S.; Heidarpour, A. Improving mechanical and tribological performances of pure copper matrix surface composites reinforced by Ti2AlC MAX phase and MoS2 nanoparticles. Mater. Chem. Phys. 2021, 270, 124790. [Google Scholar] [CrossRef]
- Maji, P.; Nath, R.K.; Paul, P.; Bhogendro Meitei, R.K.; Ghosh, S.K. Effect of processing speed on wear and corrosion behavior of novel MoS2 and CeO2 reinforced hybrid aluminum matrix composites fabricated by friction stir processing. J. Manuf. Process. 2021, 69, 1–11. [Google Scholar] [CrossRef]
- Özen, F.; Fiçici, F.; Dündar, M.; Çolak, M. Effect of copper addition to aluminium alloys on surface roughness in terms of turning operation. Acta Phys. Pol. A 2017, 131, 467–469. [Google Scholar] [CrossRef]
- Jeon, C.H.; Jeong, Y.H.; Seo, J.J.; Tien, H.N.; Hong, S.T.; Yum, Y.J.; Hur, S.H.; Lee, K.J. Material properties of graphene/aluminum metal matrix composites fabricated by friction stir processing. Int. J. Precis. Eng. Manuf. 2014, 15, 1235–1239. [Google Scholar] [CrossRef]
- Dong, Y.F.; Ren, B.H.; Wang, K.; Wang, J.; Leng, J.F. Effects of graphene addition on the microstructure of 7075Al. Mater. Res. Express 2020, 7, 026510. [Google Scholar] [CrossRef]
- Maurya, R.; Kumar, B.; Ariharan, S.; Ramkumar, J.; Balani, K. Effect of carbonaceous reinforcements on the mechanical and tribological properties of friction stir processed Al6061 alloy. Mater. Des. 2016, 98, 155–166. [Google Scholar] [CrossRef]
- Prashantha Kumar, H.G.; Anthony Xavior, M. Effect of graphene addition and tribological performance of Al6061/graphene flake composite. Tribol.-Mater. Surfaces Interfaces 2017, 11, 88–97. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, B.; Gao, Q.; Song, J.; Han, G. A review on microstructures and properties of graphene-reinforced aluminum matrix composites fabricated by friction stir processing. J. Manuf. Process. 2021, 68, 126–135. [Google Scholar] [CrossRef]
- Saravanan, B.A.; Balavignesh, M.; Goutham, S.; Gowthaman, S.; Jagadeesh, M. Characteristics study on aluminium graphene composite for different sintering approaches. AIP Conf. Proc. 2021, 2327, 020039. [Google Scholar] [CrossRef]
- Chen, W.; Yang, T.; Dong, L.; Elmasry, A.; Song, J.; Deng, N.; Elmarakbi, A.; Liu, T.; Lv, H.B.; Fu, Y.Q. Advances in graphene reinforced metal matrix nanocomposites: Mechanisms, processing, modelling, properties and applications. Nami Jishu Yu Jingmi Gongcheng/Nanotechnol. Precis. Eng. 2020, 3, 189–210. [Google Scholar] [CrossRef]
- Sharma, A.; Narsimhachary, D.; Sharma, V.M.; Sahoo, B.; Paul, J. Surface modification of Al6061-SiC surface composite through impregnation of graphene, graphite & carbon nanotubes via FSP: A tribological study. Surf. Coat. Technol. 2019, 368, 175–191. [Google Scholar] [CrossRef]
- Boppana, S.B.; Dayanand, S.; Murthy, B.V.; Nagaral, M.; Telagu, A.; Kumar, V.; Auradi, V. Development and mechanical characterisation of al6061-al2 o3-graphene hybrid metal matrix composites. J. Compos. Sci. 2021, 5, 155. [Google Scholar] [CrossRef]
- Duntu, S.; Tetteh, F.; Ahmad, I.; Islam, M.; Boakye-Yiadom, S. Microstructural and Mechanical Characterization of Alumina-Zirconia-Graphene Hybrid Nanocomposites. Microsc. Microanal. 2020, 26, 364–367. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Vairis, A.; Badheka, V. Recent Development in Friction Stir Processing as a Solid-State Grain Refinement Technique: Microstructural Evolution and Property Enhancement. Crit. Rev. Solid State Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy. Mater. Des. 2008, 29, 362–373. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminium alloy. Mater. Sci. Eng. A 2007, 459, 7–18. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. J. Mater. Process. Technol. 2008, 200, 163–175. [Google Scholar] [CrossRef]
- Eftekharinia, H.; Amadeh, A.A.; Khodabandeh, A.; Paidar, M. Microstructure and wear behavior of AA6061/SiC surface composite fabricated via friction stir processing with different pins and passes. Rare Met. 2020, 39, 429–435. [Google Scholar] [CrossRef]
- Vatankhah Barenji, R.; Khojastehnezhad, V.M.; Pourasl, H.H.; Rabiezadeh, A. Wear properties of Al-Al2O3/TiB2 surface hybrid composite layer prepared by friction stir process. J. Compos. Mater. 2016, 50, 1457–1466. [Google Scholar] [CrossRef]
- Krishna, U.B.G.; Vasudeva, B.; Auradi, V.; Nagaral, M. Effect of Percentage Variation on Wear Behaviour of Tungsten Carbide and Cobalt Reinforced Al7075 Matrix Composites Synthesized by Melt Stirring Method. J. Bio-Tribo-Corros. 2021, 7, 89. [Google Scholar] [CrossRef]
- Awate, P.P.; Barve, S.B. Enhanced microstructure and mechanical properties of Al6061 alloy via graphene nanoplates reinforcement fabricated by stir casting. Funct. Compos. Struct. 2022, 4, 15005. [Google Scholar] [CrossRef]
- Rahiman, A.H.S.; Smart, D.S.R.; Wilson, B.; Ebrahim, I.; Eldhose, B.; Mathew, B.; Murickan, R.T. Dry sliding wear analysis OF Al5083/CNT/Ni/MoB hybrid composite using DOE Taguchi method. Wear 2020, 460–461, 203471. [Google Scholar] [CrossRef]
- Premnath, A.A. Wear studies on carbon fiber nano SiC composites–a Grey-Taguchi method optimization. Part. Sci. Technol. 2020, 38, 81–88. [Google Scholar] [CrossRef]
- Sudeepan, J.; Kumar, K.; Barman, T.K.; Sahoo, P. Mechanical and Tribological Behavior of ABS/TiO2 Polymer Composites and Optimization of Tribological Properties Using Grey Relational Analysis. J. Inst. Eng. Ser. C 2016, 97, 41–53. [Google Scholar] [CrossRef]
- Dinaharan, I.; Balakrishnan, M.; David Raja Selvam, J.; Akinlabi, E.T. Microstructural characterization and tensile behavior of friction stir processed AA6061/Al2Cu cast aluminum matrix composites. J. Alloys Compd. 2019, 781, 270–279. [Google Scholar] [CrossRef]
- Azizieh, M.; Kokabi, A.H.; Abachi, P. Effect of rotational speed and probe profile on microstructure and hardness of AZ31/Al2O3 nanocomposites fabricated by friction stir processing. Mater. Des. 2011, 32, 2034–2041. [Google Scholar] [CrossRef]
- Sahraeinejad, S.; Izadi, H.; Haghshenas, M.; Gerlich, A.P. Fabrication of metal matrix composites by friction stir processing with different Particles and processing parameters. Mater. Sci. Eng. A 2015, 626, 505–513. [Google Scholar] [CrossRef]
- Deore, H.A.; Mishra, J.; Rao, A.G.; Mehtani, H.; Hiwarkar, V.D. Effect of filler material and post process ageing treatment on microstructure, mechanical properties and wear behaviour of friction stir processed AA 7075 surface composites. Surf. Coat. Technol. 2019, 374, 52–64. [Google Scholar] [CrossRef]
- Gupta, S.; Sharma, A.K. Microstructure and Microhardness of Mg/SiC Metal Matrix Composites Developed by Microwave Sintering. J. Inst. Eng. Ser. C 2022, 103, 63–68. [Google Scholar] [CrossRef]
- Bharath, V.; Ajawan, S.S.; Nagaral, M.; Auradi, V.; Kori, S.A. Characterization and Mechanical Properties of 2014 Aluminum Alloy Reinforced with Al2O3p Composite Produced by Two-Stage Stir Casting Route. J. Inst. Eng. Ser. C 2019, 100, 277–282. [Google Scholar] [CrossRef]
- Vignesh, S.; Arivu, Y. Experimental Investigation on Mechanical and Tribological Behaviour of Aluminium Metal Matrix Composite & Optimizing the Wear Charecteristic for the Application of Clutch Plate. Material 2015, 4, 207–220. [Google Scholar]
- Perard, T.; Sova, A.; Robe, H.; Robin, V.; Zedan, Y.; Bocher, P.; Feulvarch, E. Friction stir processing of austenitic stainless steel cold spray coating deposited on 304L stainless steel substrate: Feasibility study. Int. J. Adv. Manuf. Technol. 2021, 115, 2379–2393. [Google Scholar] [CrossRef]
- Sudhakar, M.; Srinivasa Rao, C.H.; Saheb, K.M. Production of Surface Composites by Friction Stir Processing—A Review. Mater. Today Proc. 2018, 5, 929–935. [Google Scholar] [CrossRef]
- Shiri, N.D.; Bhat, T.; Bhat, S.; Kumar, G. Effect of Heat Treatment Variables on the Abrasive Wear Behaviour of Al-6061 Alloy and Al 6061-SiC P Composites Using Taguchi Technique. Am. J. Mater. Sci. 2015, 5, 151–156. [Google Scholar] [CrossRef]
- Babu, G.R.; Reddy, A.D. Use Of L27 Orthogonal Array with Grey Taguchi Technique to Optimize MRR and SR in EDM Machining for Al-6082, Al-6061, Al-2014 and Mild Steel. J. Eng. Res. Appl. 2017, 7, 11–21. [Google Scholar] [CrossRef]
- Dobkowska, A.; Sotniczuk, A.; Bazarnik, P.; Mizera, J.; Garbacz, H. Corrosion behavior of cold-formed aa5754 alloy sheets. Materials 2021, 14, 394. [Google Scholar] [CrossRef] [PubMed]
- Yoo, S.C.; Kang, B.; Van Trinh, P.; Phuong, D.D.; Hong, S.H. Enhanced mechanical and wear properties of Al6061 alloy nanocomposite reinforced by CNT-template-grown core–shell CNT/SiC nanotubes. Sci. Rep. 2020, 10, 12896. [Google Scholar] [CrossRef] [PubMed]
- Das, S. Fabrication and tribological study of AA6061 hybrid metal matrix composites reinforced with SiC/B4C nanoparticles. Ind. Lubr. Tribol. 2018, 71, 83–93. [Google Scholar] [CrossRef]
- Dinaharan, I.; Akinlabi, E.T. Low cost metal matrix composites based on aluminum, magnesium and copper reinforced with fly ash prepared using friction stir processing. Compos. Commun. 2018, 9, 22–26. [Google Scholar] [CrossRef]
- Sachit, T.S.; Nagaraj, M.; Bongale, A.; Khedkar, N. Synthesis and mechanical characterisation of aluminium-based hybrid nanocomposites reinforced with nano tungsten carbide and nano tantalum niobium carbide particles. Int. J. Mater. Eng. Innov. 2018, 9, 279–290. [Google Scholar] [CrossRef]
- Saxena, P.; Bongale, A.; Kumar, S.; Jadhav, P. Investigation of microstructural and wear behavior of Al6061 surface composites fabricated by friction stir process using Taguchi approach. Mater. Res. Express 2022, 9, 016522. [Google Scholar] [CrossRef]
- Ghazaly, A.; Seif, B.; Salem, H.; Seif, B. Mechanical and tribological properties of aa2124-graphene self lubricating nanocomposite. In Light Metals 2013; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2013; pp. 411–415. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S.No. | Reinforcement Weight% | No of FSP Passes | Pin Load | Disc Speed | |
|---|---|---|---|---|---|
| Cu% | Gr% | ||||
| 1 | 1 | 1 | 2 | 30 | 400 |
| 2 | 2 | 2 | 3 | 40 | 500 |
| 3 | 3 | 3 | 4 | 50 | 600 |
| S.No. | Cu% | Gr% | No of Passes | Pin Load | Disc Speed | Weight Loss (g) | Wear Rate (g/min.mm) |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 2 | 30 | 400 | 0.014 | 3.48 × 10−10 |
| 2 | 1 | 1 | 2 | 30 | 500 | 0.022 | 4.38 × 10−10 |
| 3 | 1 | 1 | 2 | 30 | 600 | 0.023 | 3.81502 × 10−10 |
| 4 | 1 | 2 | 3 | 40 | 400 | 0.014 | 3.48328 × 10−10 |
| 5 | 1 | 2 | 3 | 40 | 500 | 0.023 | 4.58 × 10−10 |
| 6 | 1 | 2 | 3 | 40 | 600 | 0.024 | 3.98089 × 10−10 |
| 7 | 1 | 3 | 4 | 50 | 400 | 0.013 | 3.23447 × 10−10 |
| 8 | 1 | 3 | 4 | 50 | 500 | 0.025 | 4.97611 × 10−10 |
| 9 | 1 | 3 | 4 | 50 | 600 | 0.022 | 3.65 × 10−10 |
| 10 | 2 | 1 | 3 | 50 | 400 | 0.015 | 3.73 × 10−10 |
| 11 | 2 | 1 | 3 | 50 | 500 | 0.024 | 4.77707 × 10−10 |
| 12 | 2 | 1 | 3 | 50 | 600 | 0.027 | 4.4785 × 10−10 |
| 13 | 2 | 2 | 4 | 30 | 400 | 0.011 | 2.73686 × 10−10 |
| 14 | 2 | 2 | 4 | 30 | 500 | 0.016 | 3.18 × 10−10 |
| 15 | 2 | 2 | 4 | 30 | 600 | 0.017 | 2.8198 × 10−10 |
| 16 | 2 | 3 | 2 | 40 | 400 | 0.015 | 3.73209 × 10−10 |
| 17 | 2 | 3 | 2 | 40 | 500 | 0.021 | 4.17994 × 10−10 |
| 18 | 2 | 3 | 2 | 40 | 600 | 0.023 | 3.81502 × 10−10 |
| 19 | 3 | 1 | 4 | 40 | 400 | 0.012 | 2.98567 × 10−10 |
| 20 | 3 | 1 | 4 | 40 | 500 | 0.02 | 3.98 × 10−10 |
| 21 | 3 | 1 | 4 | 40 | 600 | 0.026 | 4.31263 × 10−10 |
| 22 | 3 | 2 | 2 | 50 | 400 | 0.016 | 3.98089 × 10−10 |
| 23 | 3 | 2 | 2 | 50 | 500 | 0.023 | 4.58 × 10−10 |
| 24 | 3 | 2 | 2 | 50 | 600 | 0.025 | 4.14676 × 10−10 |
| 25 | 3 | 3 | 3 | 30 | 400 | 0.013 | 3.23447 × 10−10 |
| 26 | 3 | 3 | 3 | 30 | 500 | 0.014 | 2.78662 × 10−10 |
| 27 | 3 | 3 | 3 | 30 | 600 | 0.016 | 2.65393 × 10−10 |
| S.No. | Reinforcement (Cu: Gr)/Tool Used | Number of Passes | D1 (mm) | D2 (mm) | Vicker’s Hardness No. | Wear Rate (g/min/mm) |
|---|---|---|---|---|---|---|
| 1 | 0:0/Tool A | 2 | 0.502 | 0.512 | 72.14188734 | 8.957010 × 10−10 |
| 2 | 0:1/Tool A | 2 | 0.492 | 0.489 | 77.07710516 | 6.985670 × 10−10 |
| 3 | 1:0/Tool A | 2 | 0.485 | 0.482 | 79.32506959 | 6.378980 × 10−10 |
| 4 | 1:1/Tool A | 2 | 0.482 | 0.489 | 78.67286213 | 4.644400 × 10−10 |
| 5 | 1:2/Tool A | 3 | 0.481 | 0.478 | 80.65405287 | 4.976100 × 10−10 |
| 6 | 1:3/Tool A | 4 | 0.472 | 0.477 | 82.36277775 | 6.220100 × 10−10 |
| 7 | 2:1/Tool A | 3 | 0.476 | 0.473 | 82.36277775 | 5.639600 × 10−10 |
| 8 | 2:2/Tool A | 4 | 0.464 | 0.461 | 86.69218408 | 3.980900 × 10−10 |
| 9 | 2:3/Tool A | 2 | 0.469 | 0.474 | 83.41420682 | 4.810200 × 10−10 |
| 10 | 3:1/Tool A | 4 | 0.461 | 0.465 | 86.50504504 | 4.578000 × 10−10 |
| 11 | 3:2/Tool A | 2 | 0.478 | 0.481 | 80.65405287 | 5.473700 × 10−10 |
| 12 | 3:3/Tool A | 3 | 0.471 | 0.468 | 84.12638465 | 3.815000 × 10−10 |
| 13 | 1:1/Tool B | 2 | 0.487 | 0.483 | 78.83515783 | 4.312630 × 10−10 |
| 14 | 1:2/Tool B | 3 | 0.473 | 0.479 | 81.84450251 | 5.639600 × 10−10 |
| 15 | 1:3/Tool B | 4 | 0.473 | 0.472 | 83.06150444 | 4.478500 × 10−10 |
| 16 | 2:1/Tool B | 3 | 0.464 | 0.463 | 86.3185113 | 5.307860 × 10−10 |
| 17 | 2:2/Tool B | 4 | 0.458 | 0.452 | 89.57372298 | 4.478500 × 10−10 |
| 18 | 2:3/Tool B | 2 | 0.462 | 0.467 | 85.94724932 | 4.478500 × 10−10 |
| 19 | 3:1/Tool B | 4 | 0.455 | 0.451 | 90.36640693 | 4.179940 × 10−10 |
| 20 | 3:2/Tool B | 2 | 0.471 | 0.468 | 84.12638465 | 5.141990 × 10−10 |
| 21 | 3:3/Tool B | 3 | 0.461 | 0.457 | 88.0193278 | 3.483280 × 10−10 |
| 22 | 1:1/Tool C | 2 | 0.479 | 0.473 | 81.84450251 | 3.649150 × 10−10 |
| 23 | 1:2/Tool C | 3 | 0.468 | 0.471 | 84.12638465 | 3.317400 × 10−10 |
| 24 | 1:3/Tool C | 4 | 0.463 | 0.469 | 85.39483137 | 4.379000 × 10−10 |
| 25 | 2:1/Tool C | 3 | 0.469 | 0.473 | 83.59140105 | 3.980900 × 10−10 |
| 26 | 2:2/Tool C | 4 | 0.452 | 0.448 | 91.57530864 | 2.322200 × 10−10 |
| 27 | 2:3/Tool C | 2 | 0.463 | 0.455 | 88.0193278 | 3.151500 × 10−10 |
| 28 | 3:1/Tool C | 4 | 0.459 | 0.455 | 88.79142347 | 2.819800 × 10−10 |
| 29 | 3:2/Tool C | 2 | 0.469 | 0.467 | 84.66652056 | 3.815000 × 10−10 |
| 30 | 3:3/Tool C | 3 | 0.449 | 0.446 | 92.60135451 | 2.156300 × 10−10 |
| 31 | 1:1/Tool D | 2 | 0.482 | 0.478 | 80.48611111 | 3.649150 × 10−10 |
| 32 | 1:2/Tool D | 3 | 0.476 | 0.473 | 82.36277775 | 3.980890 × 10−10 |
| 33 | 1:3/Tool D | 4 | 0.468 | 0.467 | 84.84772227 | 5.772290 × 10−10 |
| 34 | 2:1/Tool D | 3 | 0.474 | 0.478 | 81.84450251 | 4.644370 × 10−10 |
| 35 | 2:2/Tool D | 4 | 0.457 | 0.453 | 89.57372298 | 2.985670 × 10−10 |
| 36 | 2:3/Tool D | 2 | 0.468 | 0.46 | 86.13258026 | 3.815020 × 10−10 |
| 37 | 3:1/Tool D | 4 | 0.464 | 0.46 | 86.87993104 | 3.582800 × 10−10 |
| 38 | 3:2/Tool D | 2 | 0.474 | 0.472 | 82.88599153 | 4.478500 × 10−10 |
| 39 | 3:3/Tool D | 3 | 0.454 | 0.451 | 90.56622203 | 2.819800 × 10−10 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | %p |
|---|---|---|---|---|---|---|
| Cu% | 2 | 0.5061 | 0.2530 | 1.83 | 0.192 | 4.484634743 |
| Gr% | 2 | 0.7812 | 0.3906 | 2.83 | 0.089 | 6.922340765 |
| No of Passes | 2 | 1.0001 | 0.5001 | 3.62 | 0.051 | 8.86204941 |
| Pin Load | 2 | 4.1961 | 2.0980 | 15.18 | 0.000 | 37.1823273 |
| Disc speed | 2 | 2.5905 | 1.2953 | 9.37 | 0.002 | 22.95484351 |
| Error | 16 | 2.2112 | 0.1382 | |||
| Total | 26 | 11.2852 |
| Tool | S | R-sq | R-sq (adj) | R-sq (pred) |
|---|---|---|---|---|
| A | 0.371755 | 80.41% | 68.16% | 44.20% |
| B | 0.350984 | 86.74% | 78.46% | 62.25% |
| C | 0.351629 | 91.13% | 85.58% | 74.74% |
| D | 0.345158 | 89.37% | 82.72% | 69.73% |
| Level | Cu% | Gr% | No of Passes | Pin Load | Disc Speed |
|---|---|---|---|---|---|
| 1 | −11.86 | −11.95 | −12.04 | −10.08 | −10.58 |
| 2 | −11.26 | −11.27 | −11.30 | −11.75 | −12.24 |
| 3 | −11.04 | −10.94 | −10.82 | −12.33 | −11.34 |
| Delta | 0.82 | 1.01 | 1.22 | 2.26 | 1.66 |
| Rank | 5 | 4 | 3 | 1 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saxena, P.; Bongale, A.; Kumar, S.; Suresh, R. Tribological and Hardness Analyses of Friction-Stir-Processed Composites Using the Taguchi Approach. Materials 2023, 16, 420. https://doi.org/10.3390/ma16010420
Saxena P, Bongale A, Kumar S, Suresh R. Tribological and Hardness Analyses of Friction-Stir-Processed Composites Using the Taguchi Approach. Materials. 2023; 16(1):420. https://doi.org/10.3390/ma16010420
Chicago/Turabian StyleSaxena, Pragya, Arunkumar Bongale, Satish Kumar, and Rangappa Suresh. 2023. "Tribological and Hardness Analyses of Friction-Stir-Processed Composites Using the Taguchi Approach" Materials 16, no. 1: 420. https://doi.org/10.3390/ma16010420
APA StyleSaxena, P., Bongale, A., Kumar, S., & Suresh, R. (2023). Tribological and Hardness Analyses of Friction-Stir-Processed Composites Using the Taguchi Approach. Materials, 16(1), 420. https://doi.org/10.3390/ma16010420