
3D Textiles Based on Warp Knitted Fabrics: A Review



Abstract
:1. Introduction
2. Method and Systems
2.1. Method
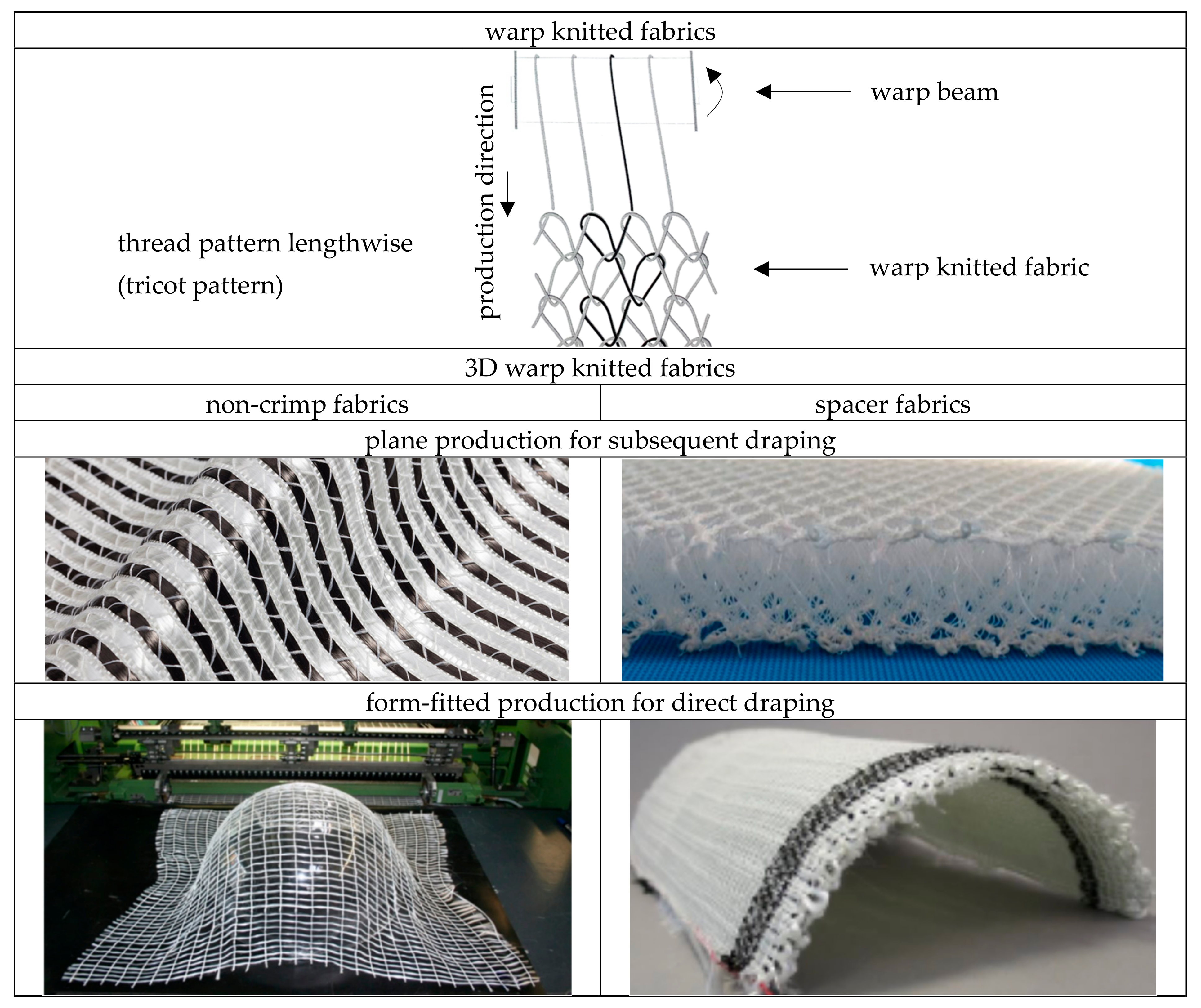
2.2. 3D Warp Knitted Fabric Classification
2.3. Technological Approaches to the Production of 3D Warp Knitted Fabrics
2.3.1. Warp Knitting for 3D Non-Crimp Fabrics
2.3.2. Warp Knitting for Spacer Fabrics
3. Textile Technologies for Production of 3D Warp Knitted Fabrics
3.1. Warp Knitted 3D Non-Crimp Fabrics
3.1.1. Variation through Material and Structure Modification
Material
Structure
Structure—Warp Yarn Reserve (0°-Direction):
Structure—Weft Reserve (90°-Direction):
3.1.2. Variation through Process Modification
3.2. Warp Knitted Spacer Fabrics
- Inexpensive and easy to manufacture;
- Handling of preforms layers prevented from moving through stitching;
- Better impact damage tolerance;
- Improved delamination resistance to ballistic and blast loads;
- Improved interlaminar fatigue resistance;
- Improved joint strength under monotonic and cyclic loading.
3.2.1. Variation through Material and Structure Modification
3.2.2. Variation by Process Modification
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- United Nations Framework Convention on Climate Change. COP27 Reaches Breakthrough Agreement on New “Loss and Damage” Fund for Vulnerable Countries|UNFCCC. 2022. Available online: https://unfccc.int/news/cop27-reaches-breakthrough-agreement-on-new-loss-and-damage-fund-for-vulnerable-countries (accessed on 10 March 2023).
- Adam, D. World population hits eight billion—Here’s how researchers predict it will grow. Nature, 15 November 2022. [Google Scholar]
- Bundesministerium für Umwelt, Naturschutz und Nukleare Sicherheit (BMU). Entwurf eines Gesetzes Über ein Nationales Emissionshandelssystem für Brennstoffemissionen (BEHG). 2022. Available online: www.bmu.de (accessed on 10 March 2023).
- Bundesministeriums für Wirtschaft und Energie. “Leichtbau-Perspektiven für Deutschland”—Ergebnisse aus dem Strategieprozess der Initiative Leichtbau des Bundesministeriums für Wirtschaft und Energie (BMWi). 2021. Available online: www.bmwi.de/Redaktion/DE/Downloads/E/eckpunkte-f%C3%BCr-eine-leichtbau-strategie.pdf?__blob=publicationFile&v=8 (accessed on 10 March 2023).
- Günnel, T. Leichtbau: Wie der Staat die Technologien fördert. Automobil Industrie, 11 September 2020. [Google Scholar]
- Hohmann, A.; Albrecht, S.; Lindner, J.P.; Voringer, B.; Wehner, D.; Drechsler, K.; Leistner, P. Resource efficiency and environmental impact of fiber reinforced plastic processing technologies. Prod. Eng. 2018, 12, 405–417. [Google Scholar] [CrossRef]
- Cherif, C. (Ed.) Textile Materials for Lightweight Constructions: Technologies—Methods—Materials—Properties; Springer: Berlin/Heidelberg, Germany; New York, NY, USA; Dordrecht, The Netherlands; London, UK, 2016. [Google Scholar]
- Flemming, M.; Ziegmann, G.; Roth, S. Faserverbundbauweisen: Halbzeuge und Bauweisen; Springer: Berlin/Heidelberg, Germany, 1996. [Google Scholar]
- Abounaim, M.; Cherif, C. Flat-knitted innovative three-dimensional spacer fabrics: A competitive solution for lightweight composite applications. Text. Res. J. 2012, 82, 288–298. [Google Scholar] [CrossRef]
- Automotive Manufacturing Solutions. Thinking Outside the Box: Lightweight Battery Enclosures. Available online: https://www.automotivemanufacturingsolutions.com/ev-battery-production/thinking-outside-the-box-lightweight-battery-enclosures/42124.article (accessed on 10 March 2023).
- Howell, E.; Geyer, C. Interview with Christoph Geyer. Reinf. Plast. 2019, 63, 76–78. [Google Scholar] [CrossRef]
- Kroll, L. (Ed.) Technologiefusion für Multifunktionale Leichtbaustrukturen: Ressourceneffizienz durch die Schlüsseltechnologie "Leichtbau"; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Minsch, N.; Müller, M.; Gereke, T.; Nocke, A.; Cherif, C. 3D truss structures with coreless 3D filament winding technology. J. Compos. Mater. 2019, 53, 2077–2089. [Google Scholar] [CrossRef]
- Mountasir, A.; Hoffmann, G.; Cherif, C. Development of weaving technology for manufacturing three-dimensional spacer fabrics with high-performance yarns for thermoplastic composite applications: An analysis of two-dimensional mechanical properties. Text. Res. J. 2011, 81, 1354–1366. [Google Scholar] [CrossRef]
- Pfeiffer, J. Leichtbau-Batteriepack Verringert Gewicht und Erhöht Reichweite von E-Autos. Available online: www.konstruktionspraxis.vogel.de/leichtbau-batteriepack-verringert-gewicht-und-erhoeht-reichweite-von-e-autos-a-974846/ (accessed on 10 March 2023).
- Reichhardt, M. Elektromobilität Funktioniert nur mit Leichtbau. Available online: www.automobil-industrie.vogel.de/elektromobilitaet-funktioniert-nur-mit-leichtbau-a-908391/ (accessed on 10 March 2023).
- Hohmann, A. Ökobilanzielle Untersuchung von Herstellungsverfahren für CFK-Strukturen zur Identifikation von Optimierungspotentialen: Systematische Methodik zur Abschätzung der Umweltwirkungen von Fertigungsprozessketten. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2019. [Google Scholar]
- Krieger, H.; Gries, T.; Stapleton, S.E. Design of Tailored Non-Crimp Fabrics Based on Stitching Geometry. Appl. Compos. Mater. 2018, 25, 113–127. [Google Scholar] [CrossRef]
- Lässig, R.; Eisenhut, M.; Mathias, A.; Schulte, R.T.; Peters, F.; Kuhmann, T.; Waldmann, T.; Begemann, W. Serienproduktion von Hochfesten Faserverbundbauteilen: Perspektiven für den Deutschen Maschinen- und Anlagenbau; Roland Berger Strategy Consultants and VDMA: Chemnitz, Germany, 2012. [Google Scholar]
- Nezami, F. Automatisiertes Preforming von Kohlefaserhalbzeugen mit Aktiven Materialführungssystemen zur Herstellung Komplexer Faserverbundstrukturen. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2015. [Google Scholar]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Yang, C.; Nanni, A.; Dharani, L. Effect of fiber misalignment on FRP laminates and strengthened concrete beams. In Proceedings of the 9th International Conference on Structural Faults and Repair, London, UK, 4–6 July 2001. [Google Scholar]
- Abounaim, M.; Diestel, O.; Hoffmann, G.; Cherif, C. Thermoplastic composites from curvilinear 3D multi-layer spacer fabrics. J. Reinf. Plast. Compos. 2010, 29, 3554–3565. [Google Scholar] [CrossRef]
- Abounaim, M.; Hoffmann, G.; Diestel, O.; Cherif, C. 3D spacer fabrics as sandwich by flat knitting for composite using hybrid yarn. In Proceedings of the AUTEX 2009 World Textile Conference, Izmir, Turkey, 26–28 May 2009. [Google Scholar]
- Cherif, C.; Krzywinski, S.; Diestel, O.; Schulz, C.; Lin, H.; Klug, P.; Trümper, W. Development of a process chain for the realization of multilayer weft knitted fabrics showing complex 2D/3D geometries for composite applications. Text. Res. J. 2012, 82, 1195–1210. [Google Scholar] [CrossRef]
- Großmann, K.; Mühl, A.; Löser, M.; Cherif, C.; Hoffmann, G.; Torun, A.R. New solutions for the manufacturing of spacer preforms for thermoplastic textile-reinforced lightweight structures. Prod. Eng. 2010, 4, 589–597. [Google Scholar] [CrossRef]
- Hübner, M.; Rocher, J.-E.; Allaoui, S.; Hivet, G.; Gereke, T.; Cherif, C. Simulation-based investigations on the drape behavior of 3D woven fabrics made of commingled yarns. Int. J. Mater. Form. 2016, 9, 591–599. [Google Scholar] [CrossRef]
- Lomov, S.V. Non-Crimp Fabric Composites: Manufacturing, Properties and Applications; Woodhead Publishing: Oxford, PA, USA, 2011. [Google Scholar]
- Mutschler, T.; Weber, M.O.; Bueno, M.-A. Process analysis and outlook for the development of a new weft yarn inlay system for warp knitting. J. Eng. Fibers Fabr. 2022, 17, 155892502211013. [Google Scholar] [CrossRef]
- Hu, J. 3-D Fibrous Assemblies: Properties, Applications and Modelling of Three-Dimensional Textile Structures; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Sankaran, V. Development of a Novel Multiaxial Warp Knitting Based Technology for Production of 3D near Net Shape Preforms. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2017. [Google Scholar]
- Sankaran, V.; Rittner, S.; Hahn, L.; Cherif, C. Development of multiaxial warp knitting technology for production of three-dimensional near net shape shell preforms. Text. Res. J. 2017, 87, 1226–1241. [Google Scholar] [CrossRef]
- Zierold, K.; Steinberg, J.; Hahn, L.; Rittner, S.; Friese, D.; Cherif, C. Development of a method and technology for the production of 3D knitted reinforcement grids. Fibres Text. East. Eur. 2022, 151, 18–26. [Google Scholar] [CrossRef]
- Käppler, I.; Matthäi, P.; Cherif, C. Adhesion Problematic for Novel Non-Crimp Fabric And Surface Modification Of Carbon-Fibres Using Oxy-Fluorination. Int. J. Chem. Nucl. Mater. Metall. Eng. 2014, 8, 1390–1395. [Google Scholar]
- Wollina, U.; Heide, M.; Swerew, M.; Billa, M.; Möhring, U. Abstandsgewirke und andere Abstandsgewebe. Akt. Dermatol. 2004, 30, 8–10. [Google Scholar]
- Ye, X.; Fangueiro, R.; Hu, H.; Araújo, M.D. Application of warp-knitted spacer fabrics in car seats. J. Text. Inst. 2007, 98, 337–344. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, H.; Long, H.; Zhao, L. Impact compressive behavior of warp-knitted spacer fabrics for protective applications. Text. Res. J. 2012, 82, 773–788. [Google Scholar] [CrossRef]
- Franz, C. Entwicklung von Abstandsgewirken aus Hochleistungsfaserstoffen für Gekrümmte Leichtbaupaneele. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2020. [Google Scholar]
- Gnaba, I.; Legrand, X.; Wang, P.; Soulat, D. Through-the-thickness reinforcement for composite structures: A review. J. Ind. Text. 2019, 49, 71–96. [Google Scholar] [CrossRef]
- Bafekrpour, E. Advanced Composite Materials: Properties and Applications; De Gruyter Open Poland: Warsaw, Poland, 2017. [Google Scholar]
- Chen, X. (Ed.) Making The Uniaxial Noobing Process Industrially Relevant. In Proceedings of the 5th World Conference on 3D Fabrics and Their Applications, Delhi, India, 16–17 December 2013. [Google Scholar]
- Rittner, S. Entwicklung Einer Flexibel Einstellbaren und Modular Aufgebauten Technologie auf Basis des Multiaxialkettenwirkens zur Fertigung von Anforderungsgerechten Verstärkungshalbzeugen für Nachhaltige Composite-Anwendungen. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2022. [Google Scholar]
- Sankaran, V.; Cherif, C. New Machine Concept for Producing 3-D Stitch-Bonded Fabrics. Fibres Text. East. Eur. 2013, 97, 92–96. Available online: https://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-f894b2dc-c3e4-4adf-8c82-317ed3b51c6a (accessed on 8 May 2023).
- Engler, T.; Waldmann, M.; Cherif, C.; Trips, K. Fadenlagennähwirkstoffe. Patent Application DE102007038931, 26 February 2009. [Google Scholar]
- Xu, S.; Krüger, M.; Reinhardt, H.-W.; Ožbolt, J. Bond Characteristics of Carbon, Alkali Resistant Glass, and Aramid Textiles in Mortar. J. Mater. Civ. Eng. 2004, 16, 356–364. [Google Scholar] [CrossRef]
- Dolatabadi, M.K.; Janetzko, S.; Gries, T. Geometrical and mechanical properties of a non-crimp fabric applicable for textile reinforced concrete. J. Text. Inst. 2014, 105, 711–716. [Google Scholar] [CrossRef]
- Koeckritz, U.; Cherif, C.; Weiland, S.; Curbach, M. In-Situ Polymer Coating of Open Grid Warp Knitted Fabrics for Textile Reinforced Concrete Application. J. Ind. Text. 2010, 40, 157–169. [Google Scholar] [CrossRef]
- Kamiya, R.; Cheeseman, B.A.; Popper, P.; Chou, T.V. Some recent advances in the fabrication and design of three-dimensional textile preforms: A review. Compos. Sci. Technol. 2000, 60, 33–47. [Google Scholar] [CrossRef]
- Du, G.-W.; Ko, F. Analysis of multiaxial warp-knit preforms for composite reinforcement. Compos. Sci. Technol. 1996, 56, 253–260. [Google Scholar] [CrossRef]
- Hausding, J. Multiaxiale Gelege auf Basis der Kettenwirktechnik—Technologie für Mehrschichtverbunde mit Variabler Lagenanordnung. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2010. [Google Scholar]
- Fingerloos, F.; Hegger, J.; Zilch, K. Eurocode 2 für Deutschland: DIN EN 1992-1-1 Bemessung und Konstruktion von Stahlbeton- und Spannbetontragwerken; Wiley: Hoboken, NJ, USA, 2016. [Google Scholar]
- Karl Mayer Textilmaschinenfabrik GmbH. MAXTRONIC: Technical Textiles. Available online: https://www.karlmayer.com/en/products/warp-knitting-machines/double-needle-bar-raschel-machines/highdistance/ (accessed on 10 March 2023).
- LIBA Maschinenfabrik GmbH. Copcentra MAX 5 CNC: Tricot Machine with Multiaxial Weft Insertion. Available online: https://interjacm.files.wordpress.com/2012/09/liba.pdf (accessed on 10 March 2023).
- Karl Mayer Stoll Textilmaschinenfabrik GmbH. HIGH DISTANCE®—High-Performance Raschel Machines for High-Distance Spacer Fabrics; Karl Mayer Stoll Textilmaschinenfabrik GmbH: Obertshausen, Germany, 2023. [Google Scholar]
- Munzert, H. Double Bar Rachel Loom. European Patent EP2028306B1, 31 March 2010. [Google Scholar]
- Gries, T.; Bettermann, I.; Blaurock, C.; Bündgens, A.; Dittel, G.; Emonts, C.; Gesché, V.; Glimpel, N.; Kolloch, M.; Grigat, N.; et al. Aachen Technology Overview of 3D Textile Materials and Recent Innovation and Applications. Appl. Compos. Mater. 2022, 29, 43–64. [Google Scholar] [CrossRef]
- Roye, A.; Gries, T. Technische Abstandstextilien—Dreidimensionale textile Betonbewehrung. Tech. Text. 2006, 49, 51–52. [Google Scholar]
- Gustav Gerster GmbH & Co. KG. Product Data Sheet: 16009 DRAPTEX Glass Drapable Non-Crimp Fabric Glass Fiber. 2012. Available online: https://gerster-techtex.com/wp-content/uploads/2016/02/eng_data_sheet_16009__0.pdf (accessed on 10 March 2023).
- Gerster TechTex GmbH und Co. KG. Hochdrapierfähigkes Biaxial-Gelege DRAPFIX. Available online: https://gerster-techtex.com/wp-content/uploads/2016/02/de_prsentation_drapfix_0-1.pdf (accessed on 10 March 2023).
- Gustav Gerster GmbH & Co. KG. Gerster Techtex DRAPTEX. 2022. Available online: https://gerster-techtex.com/en/composites/biaxial-non-crimp-fabrics/draptex/ (accessed on 10 March 2023).
- Rittner, S. Inhärente Entfaltung: Entwicklung einer Technologie zur Realisierung von 30-Verstärkungsgittern Mittels Multiaxial kettenwi Rktech n i k. Technical Textiles, Kettenwirk-Praxis. 2018. Available online: https://www.researchgate.net/publication/334524519_Inharente_Entfaltung_-_Entwicklung_einer_Technologie_zur_Realisierung_von_3D-Verstarkungsgittern_mittels_Multiaxialkettenwirktechnik/link/5d3021f1458515c11c394a9f/download (accessed on 10 March 2023).
- Diestel, O.; Franzke, G.; Offermann, P.; Schinkoreit, W. Verfahren und Einrichtung zur Herstellung Textiler Netzartiger Flächengebilde. European Patent 94903884.8, 3 June 1998. [Google Scholar]
- Sankaran, V.; Younes, A.; Engler, T.; Cherif, C. A novel processing solution for the production of spatial three-dimensional stitch-bonded fabrics. Text. Res. J. 2012, 82, 1531–1544. [Google Scholar] [CrossRef]
- Kyosev, Y. Warp Knitted Fabrics Construction; CRC Press LLC: Milton, ON, Canada, 2019. [Google Scholar]
- Wilkens, C. Warp Knit Fabric Construction: From Stitch Formation to Stitch Construction; Wilkens: Heusenstamm, Germany, 2008. [Google Scholar]
- Bischoff, T. Verwirkte Textilien zur Bewehrung von Zementgebundenen Matrices. Ph.D. Thesis, Rheinisch-Westfälischen-Technischen Hochschule Aachen, Aachen, Germany, 2000. [Google Scholar]
- Wilhelm Kneitz Solutions in Textile GmbH. 3D-Biaxiale Textile Betonbewehrung. Available online: https://www.bft-international.com/de/artikel/bft_3D-biaxiale_textile_Betonbewehrung-1772348.html (accessed on 10 March 2023).
- Roye, A.; Gries, T. 3-D Textiles for Advanced Cement Based Matrix Reinforcement. J. Ind. Text. 2007, 37, 163–173. [Google Scholar] [CrossRef]
- Roye, A. Hochleistungsdoppelraschelprozess für Textilbetonanwendungen. Ph.D. Thesis, Technische Hochschule Aachen, Aachen, Germany, 2007. [Google Scholar]
- Friese, D.; Scheurer, M.; Hahn, L.; Gries, T.; Cherif, C. Textile reinforcement structures for concrete construction applications––A review. J. Compos. Mater. 2022, 56, 4041–4064. [Google Scholar] [CrossRef]
- Portal, W.N. Usability of Textile Reinforced Concrete: Structural Performance, Durability and Sustainability. Ph.D. Thesis, Chalmers University of Technology Research Institutes of Sweden, Gothenburg, Sweden, 2015. [Google Scholar]
- Dallmann, A.; Franz, C.; Hoffmann, G.; Cherif, C. Development of spacer warp knitted thermoelectric generators. Smart Mater. Struct. 2021, 30, 35034. [Google Scholar] [CrossRef]
- Arnold, R.; Hufnagl, E. Textiles Halbzeug für faserverstärkte Kunststoffprofile und Verfahren zu seiner Herstellung. Patent Application DE 10161240C 1, 13 December 2001. [Google Scholar]
- Huber, O.; Bicker, M. Neue Textiltechnologische Ansätze für FVK-Anwendungen; Thielemann, G., Helbig, R., Eds.; 6 Landshuter Leichtbau-Colloqium: Landshut, Germany, 2013; Available online: https://www.haw-landshut.de/fileadmin/Hochschule_Landshut_NEU/Ungeschuetzt/ITZ_Cluster_Forschung/Leichtbau-Cluster/llc/Tagungsbaende_LLC/Inhalt_LLC2013.pdf (accessed on 10 March 2023).
- Metzner, U.; Cetex Chemnitzer Textilmaschinentwicklung e.V.; Sächsisches Textilforschungsinstitut e.V.; Technische Universität Chemnitz (Eds.) Textiltechnologien für Endkonturnahe Preforms; Chemnitzer Textiltechnik-Tagung: Chemnitz, Germany, 2014. [Google Scholar]
- Helbig, F. Gestaltungsmerkmale und Mechanische Eigenschaften Druckelastischer Abstandsgewirke. Ph.D. Thesis, Technische Universität Chemnitz, Chemnitz, Germany, 2006. [Google Scholar]
- Gries, T.; Klopp, K. (Eds.) Füge- und Oberflächentechnologien für Textilien: Verfahren und Anwendungen; mit 14 Tabellen; Basis für dieses Buch sind die Vorlesung "Füge- und Oberflächentechnologien" und das Symposium zum Bereich Füge- und Oberflächentechnologien auf der Aachener Textiltagung 2005; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Franz, C.; Hoffmann, G.; Cherif, C. Leichtbaupaneele aus hochleistungsfaserbasierten Abstandsgewirken. Tech. Text. 2016, 59, 75–77. [Google Scholar]
- Lüling, C.; Beuscher, J. New Move: Architektur in Bewegung—Neue Dynamische Komponenten und Bauteile; Birkhäuser: Basel, Switzerland, 2019. [Google Scholar]
- Lüling, C.; Richter, D. Architecture Fully Fashioned—Exploration of foamed spacer fabrics for textile based building skins. J. Facade Des. Eng. 2017, 5, 77–92. [Google Scholar] [CrossRef]
- Lüling, C.; Rucker-Gramm, P.; Weilandt, A.; Beuscher, J.; Nagel, D.; Schneider, J.; Maier, A.; Bauder, H.J.; Weimer, T. Advanced 3D Textile Applications for the Building Envelope. Appl. Compos. Mater. 2022, 29, 343–356. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hahn, L.; Zierold, K.; Golla, A.; Friese, D.; Rittner, S. 3D Textiles Based on Warp Knitted Fabrics: A Review. Materials 2023, 16, 3680. https://doi.org/10.3390/ma16103680
Hahn L, Zierold K, Golla A, Friese D, Rittner S. 3D Textiles Based on Warp Knitted Fabrics: A Review. Materials. 2023; 16(10):3680. https://doi.org/10.3390/ma16103680
Chicago/Turabian StyleHahn, Lars, Konrad Zierold, Anke Golla, Danny Friese, and Steffen Rittner. 2023. "3D Textiles Based on Warp Knitted Fabrics: A Review" Materials 16, no. 10: 3680. https://doi.org/10.3390/ma16103680
APA StyleHahn, L., Zierold, K., Golla, A., Friese, D., & Rittner, S. (2023). 3D Textiles Based on Warp Knitted Fabrics: A Review. Materials, 16(10), 3680. https://doi.org/10.3390/ma16103680