1. Introduction
The iron and steel industry is considered to be the backbone of industrialization. Traditionally, fine ores are treated either by the process of sintering and/or by pelletizing to prepare an agglomerate with suitable metallurgical characteristics for ironmaking processes. The study put forward by [
1] compared sinter to pellets and clearly stated various environmental and technical benefits of using pellets instead of sinters. To increase the gas permeability in the shaft and the furnace efficiency during the direct reduction process, pellets are the preferred feed when in comparison with lump ore [
2].
Inevitable generation of pellet fines mainly occurs during the transportation, handling, or screening of pellets before charging them to the shaft furnace. Previous studies [
3,
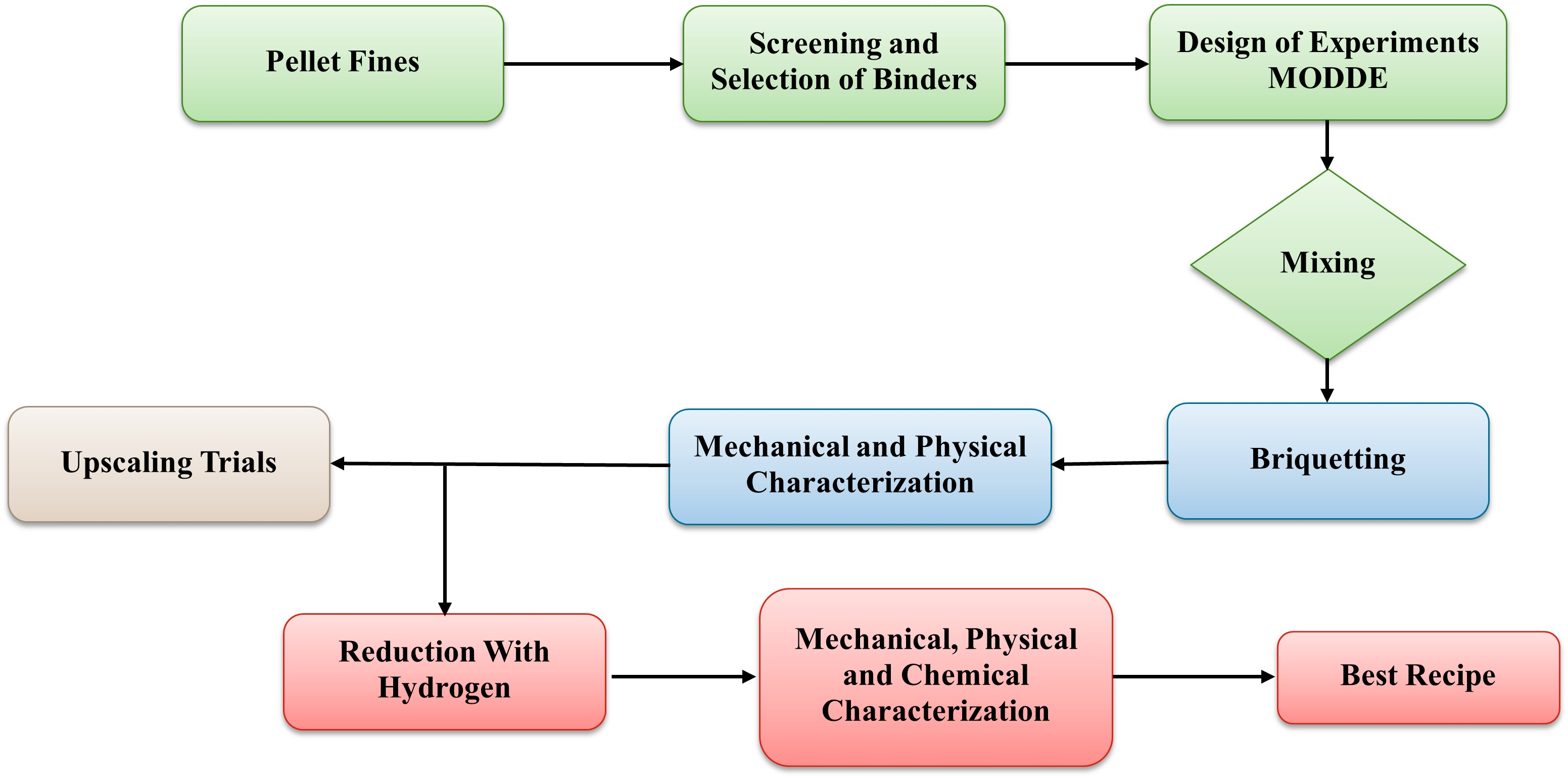
4] suggest that around 24 million tons of pellet fines are generated all around the world by the year 2020. Parallelly, utilizing these generated pellet fines is of utmost importance to increase resource efficiency, thus ensuring the conservation of natural resources. Generally, the generated fines are less than 8 mm in size and possess more than 65 wt.% of iron content [
5]. Aside from saving the generated pellet fines, there is a need to agglomerate these fines into the form of briquettes or pellets before charging them to the furnace. One of the main reasons for agglomeration is to maintain the size and, hence, facilitate the reduction of gas flow through the charge uniformly at a high rate. Fines charge will give rise to a non-permeable bed and is susceptible to getting carried away during high flow rates. Therefore, to increase the permeability and to limit the material blowing out of the furnace as dust, various agglomeration methods have been adopted, of which the most commonly used ones are sintering, pelletizing, and briquetting [
6]. Briquetting is the process of compaction of fines into chunks of regular shape with the use of a vibro-press, piston press, extruder, or roller press [
7]. By preparing the fine ores by the method of pelletization or briquetting, gaseous emissions are lowered, in comparison with the sintering route. Pelletization process is preferred for the agglomeration of very fine particles, of micron ranges [
8]. Hence, briquetting will be the best type of agglomeration for coarser particles [
5,
9]. Furthermore, variables such as binder type, binder dose, compaction pressure, mixing, surface characteristics, and size distribution of raw material influence the final quality of the processed briquette [
10].
Nowadays, the iron ore pellet fines are used as a part of the sinter mixture during the sintering process to produce sinter for the blast furnace. In Nordic countries (e.g., Sweden and Finland) where sintering is not available anymore, the pellet fines are recycled into a blast furnace, thereby mixing it with other steel mill residues and briquetting in form of hexagonal shape briquette using a vibro-press. However, the main problem arises as these two uses are becoming obsolete since they are not suitable for the hydrogen-based direct reduction process.
Around 500 kg of waste (solid by-products such as slags) are generated for each ton production of crude steel [
11]. Replacement of traditionally used inorganic binders with an organic binder for briquetting of pellet fines will reduce the amount of gangue constituents (such as alumina, silica, and calcium) in the final product, which should be limited to an amount lesser than 2 wt.% [
12]. Furthermore, the incorporation of organic binders gives rise to better reducibility even though the strength is compromised. The usage of organic binders contributes to shorter diffusion paths, thereby introducing a greater number of reduction sites in the material simultaneously [
13], whereas the use of organic binder alone is not preferred because of their property of high decomposition rate when subjected to high temperature [
14]. Hence, the most plausible way to obtain briquettes that can sustain material attenuation due to attrition is to design the mix with a combination of both organic and inorganic binders.
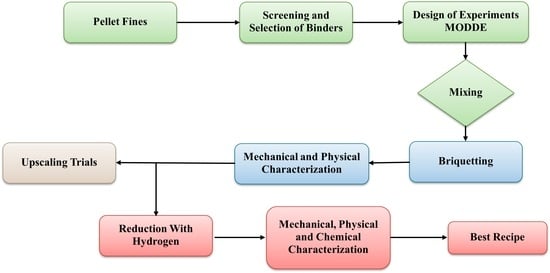
The potential of agglomerating pellet fines with organic and inorganic binders needs to be analyzed as the first part. Hence, the current work mainly concentrates on the potential of recycling disregarded pellet fines for iron production by agglomerating with an organic binder, without compromising the mechanical and reduction properties of the agglomerates. The effect of reduction with hydrogen is also explored in this study, so as to check whether the produced briquettes fulfill the pre-requisite strength before and after reduction. Furthermore, a way to upscale the briquette production using an extruder is tested and the produced briquettes were subjected to strength and reduction tests.
4. Conclusions
Efficient utilization of inevitably generated pellet fines in form of briquettes for steel production, along with a need to shift from inorganic binders to organic binders, are the main problems addressed in this study. The current study concentrates on the potential of using novel organic binders for recycling pellet fines during hydrogen-based steel production. The major conclusions inferred from this work are as follows:
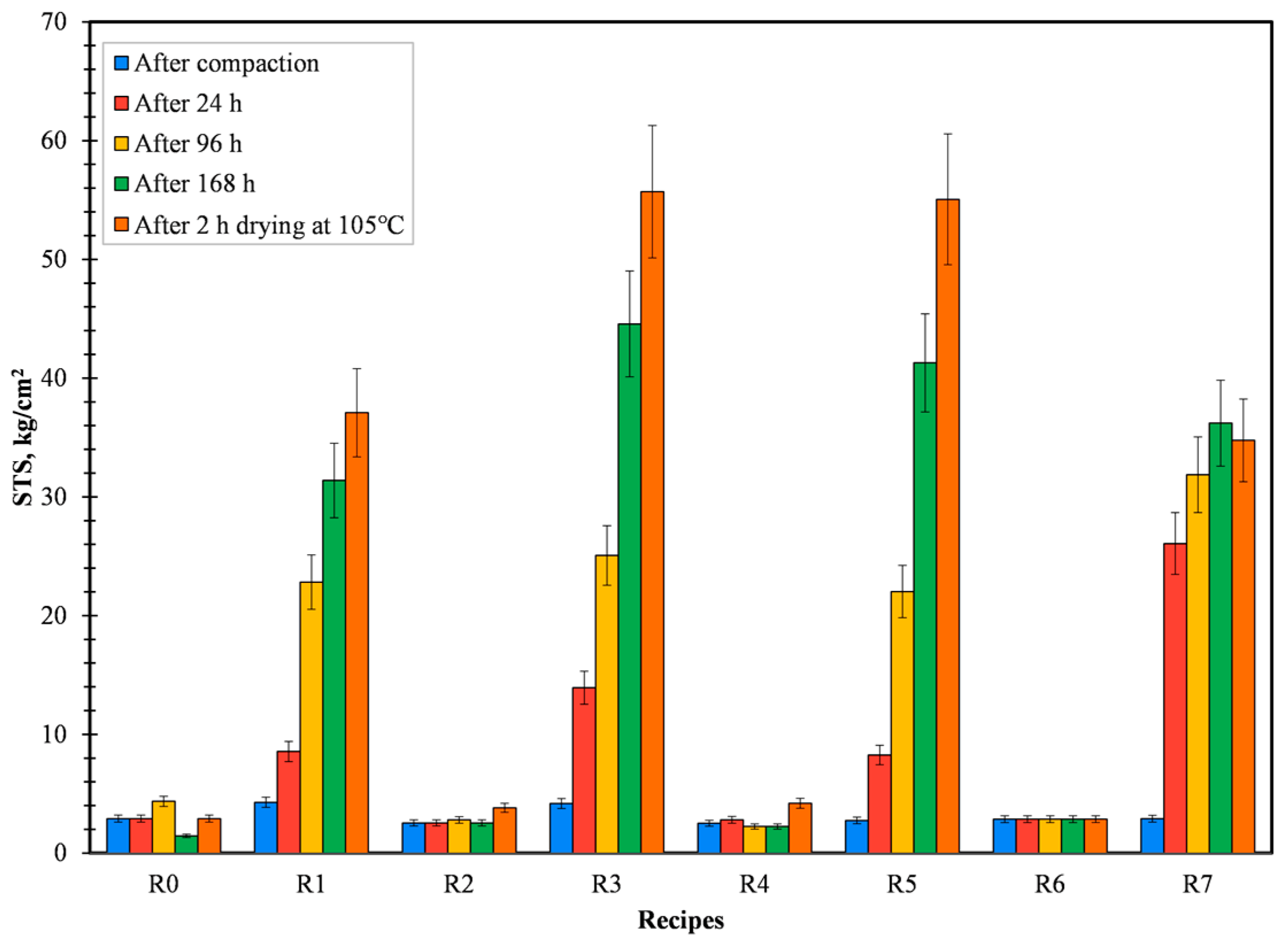
Addition of binders showed a significant improvement in the mechanical strength of the briquettes. Screening of binders identified lignosulfonate, CB6, and Kempel as the best organic binders, in addition to sodium silicate as an in-organic binder.
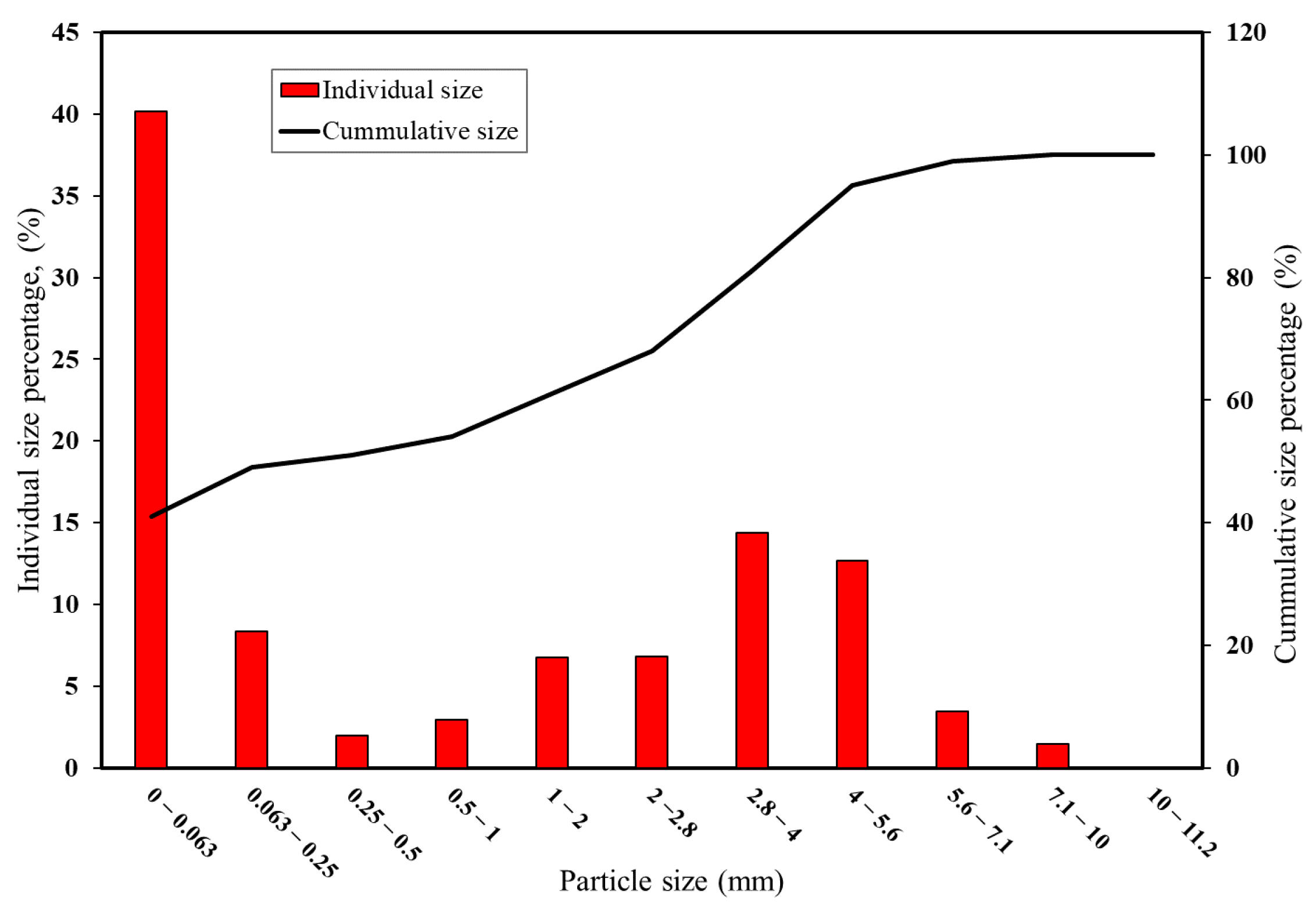
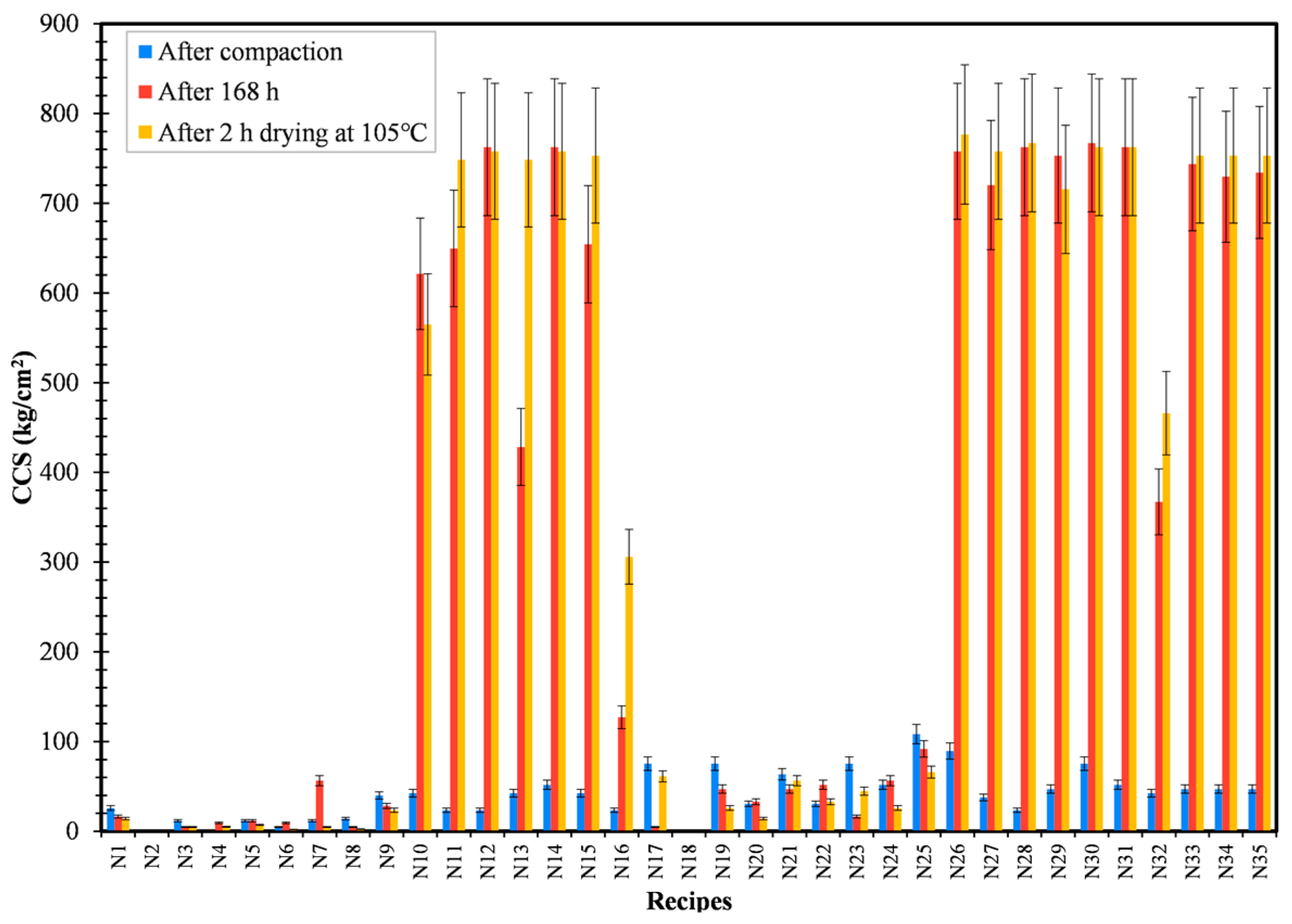
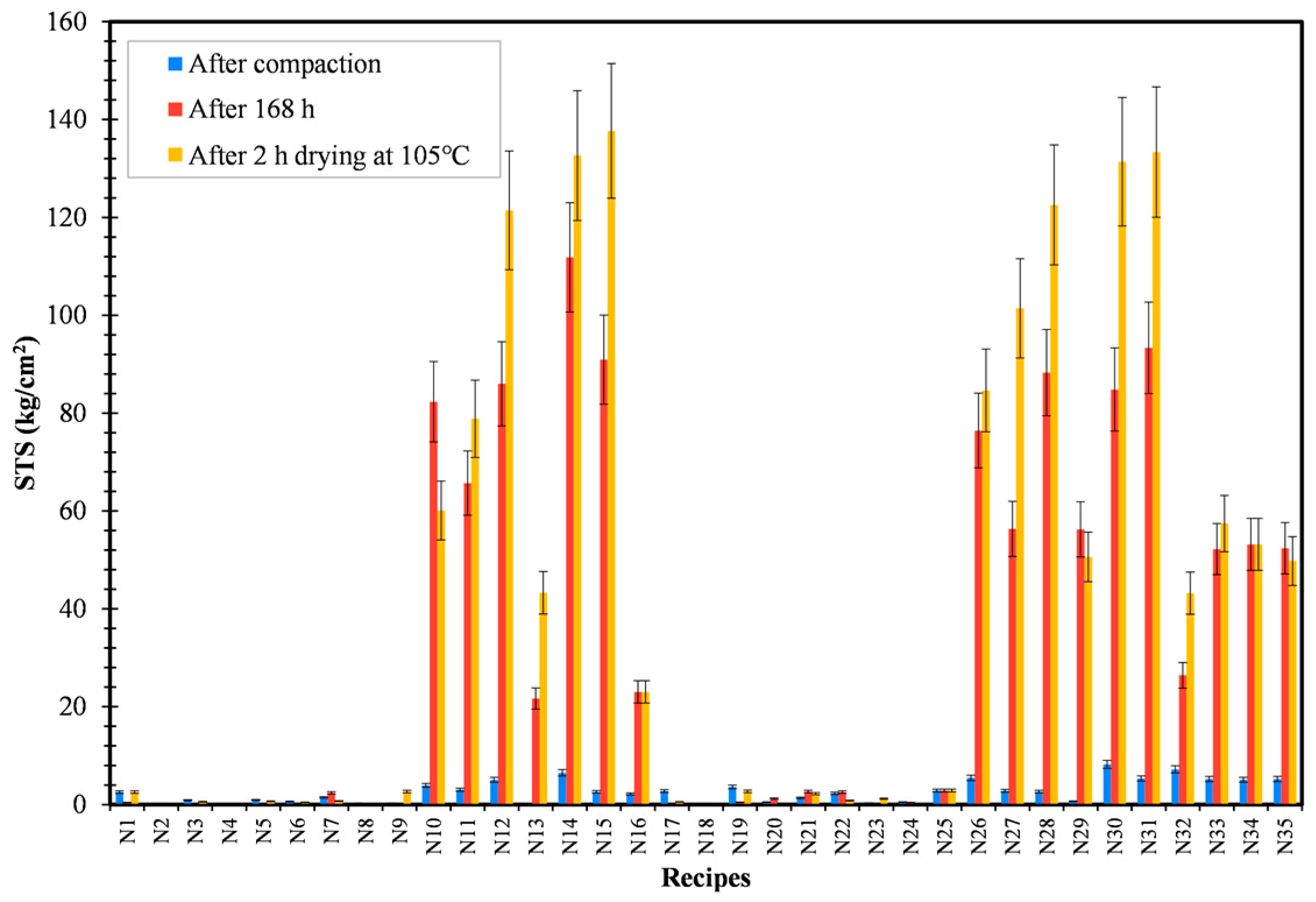
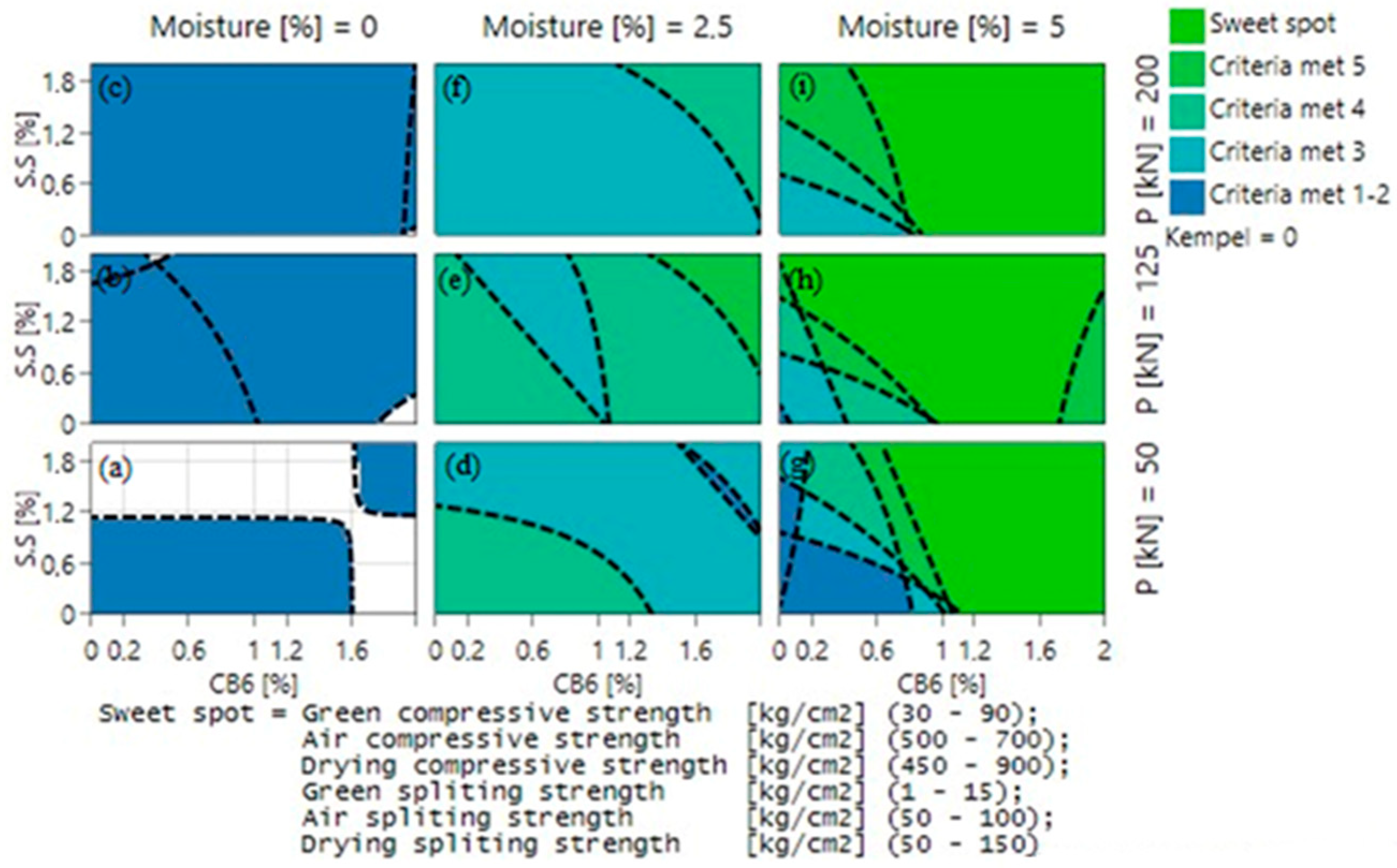
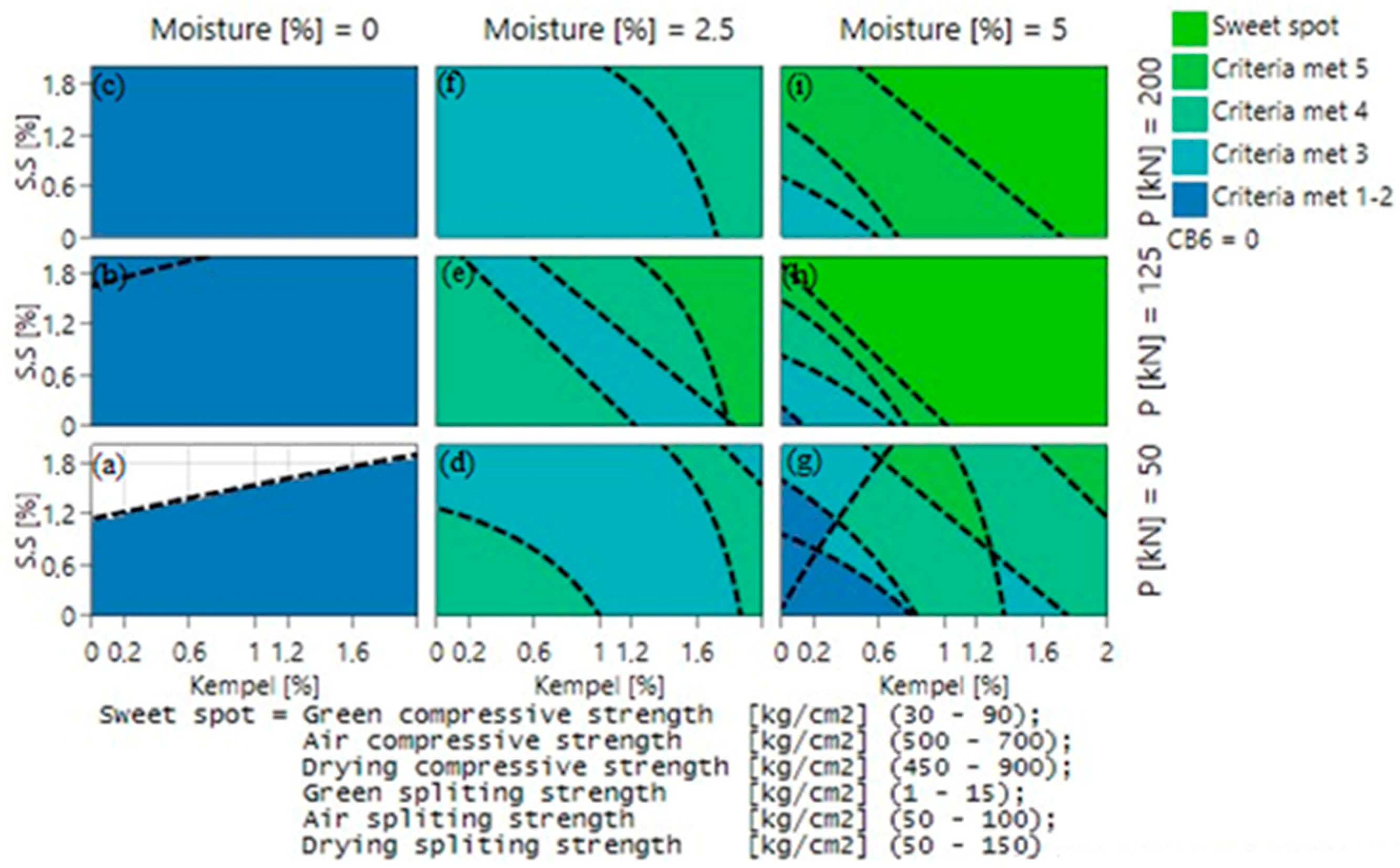
Increasing the compaction pressure from 50 kN to 200 kN and the moisture content from 0 wt.% to 5 wt.% improved the mechanical strength of the briquettes. With respect to the drying extent, drying in an oven at 105 °C for 2 h (Drying Compressive Strength/Drying Splitting Strength) was found to be dominant when in comparison with briquettes dried in air for 24 h, 96 h, or 168 h.
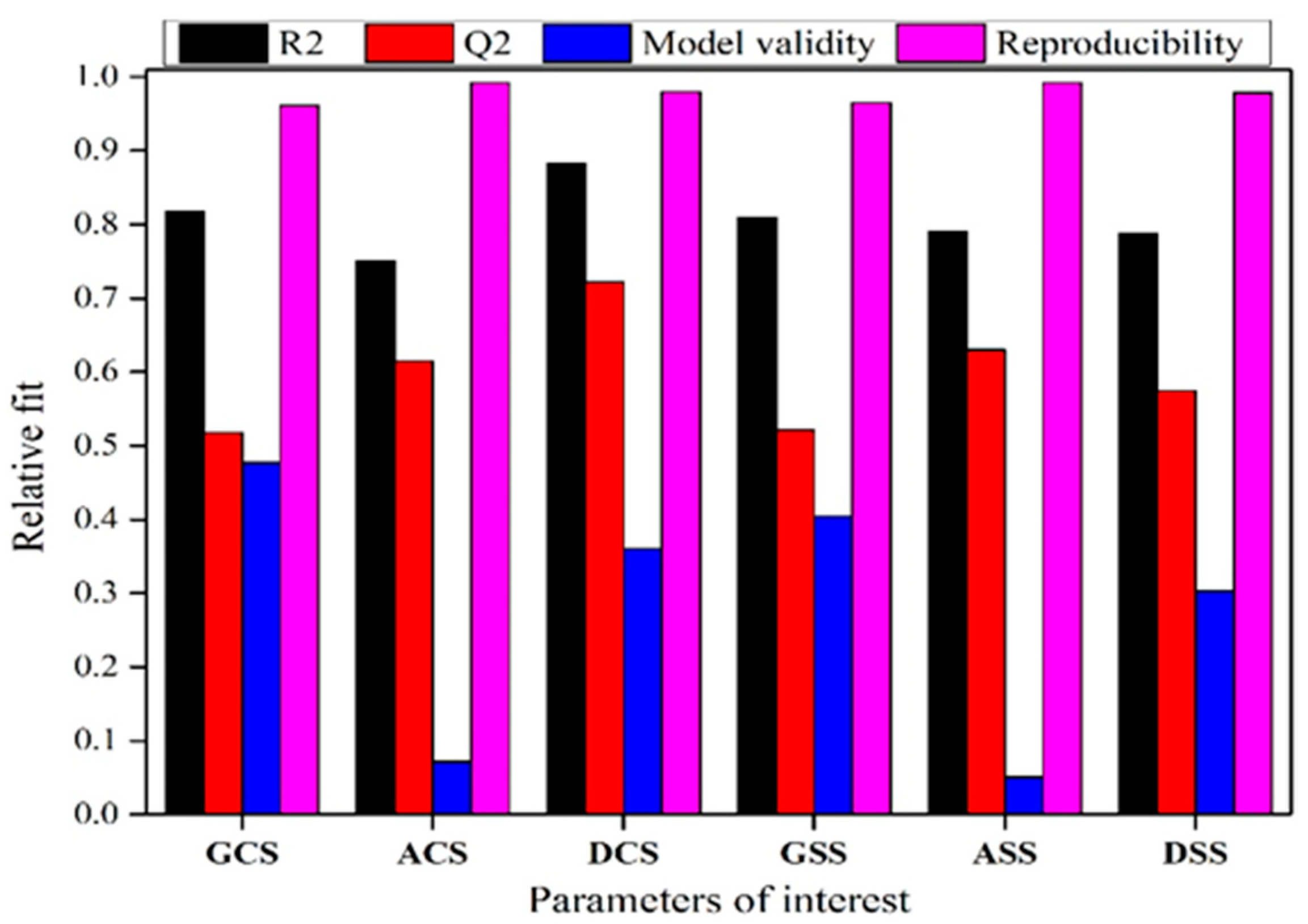
Design of Experiments analysis showed that the best combination to work with is 1.5 wt.% of organic binder (CB6 or Kempel) with 0.5 wt.% of inorganic binder (sodium silicate) with 5 wt.% moisture content in the briquette that is being produced at 125 kN compaction pressure.
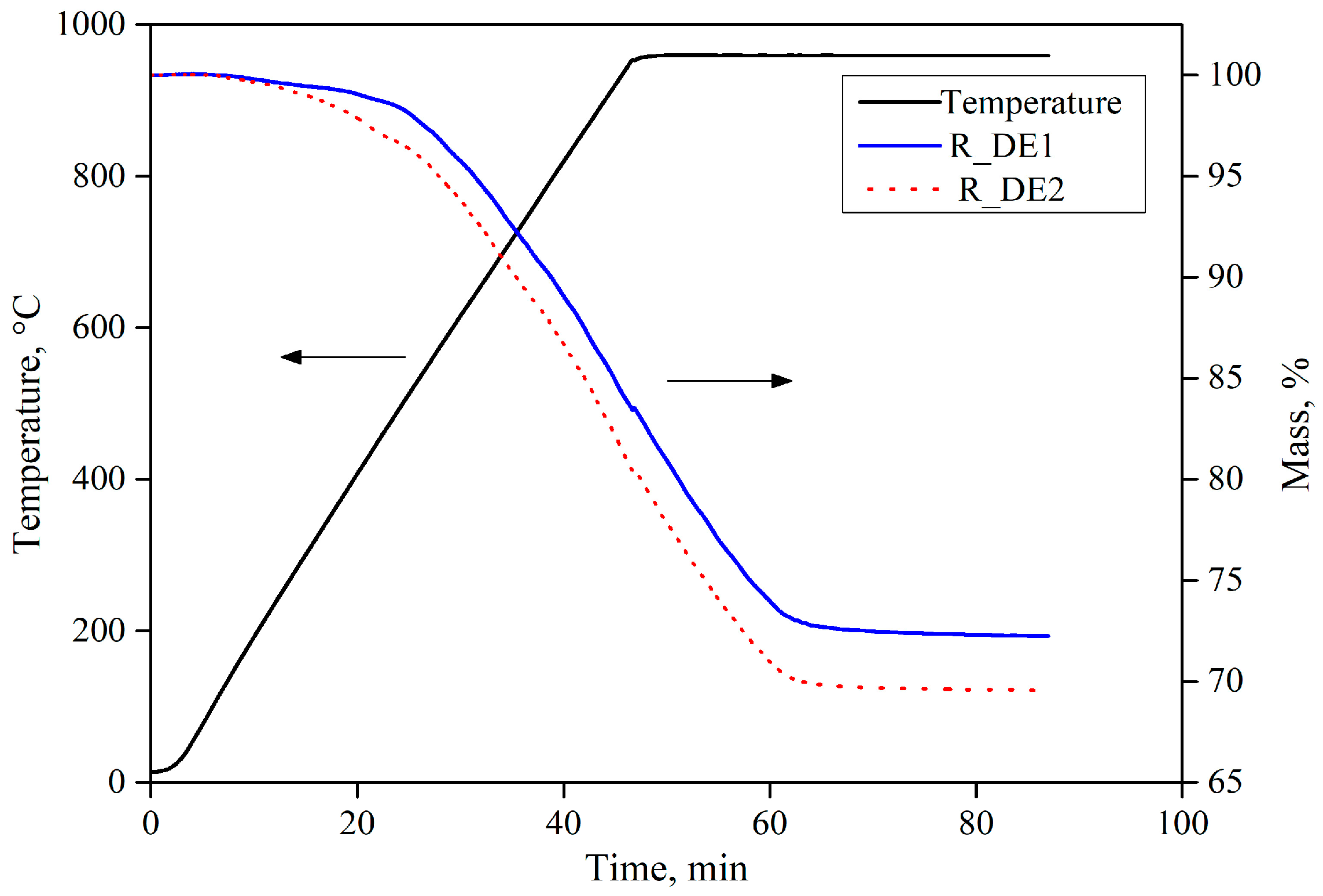
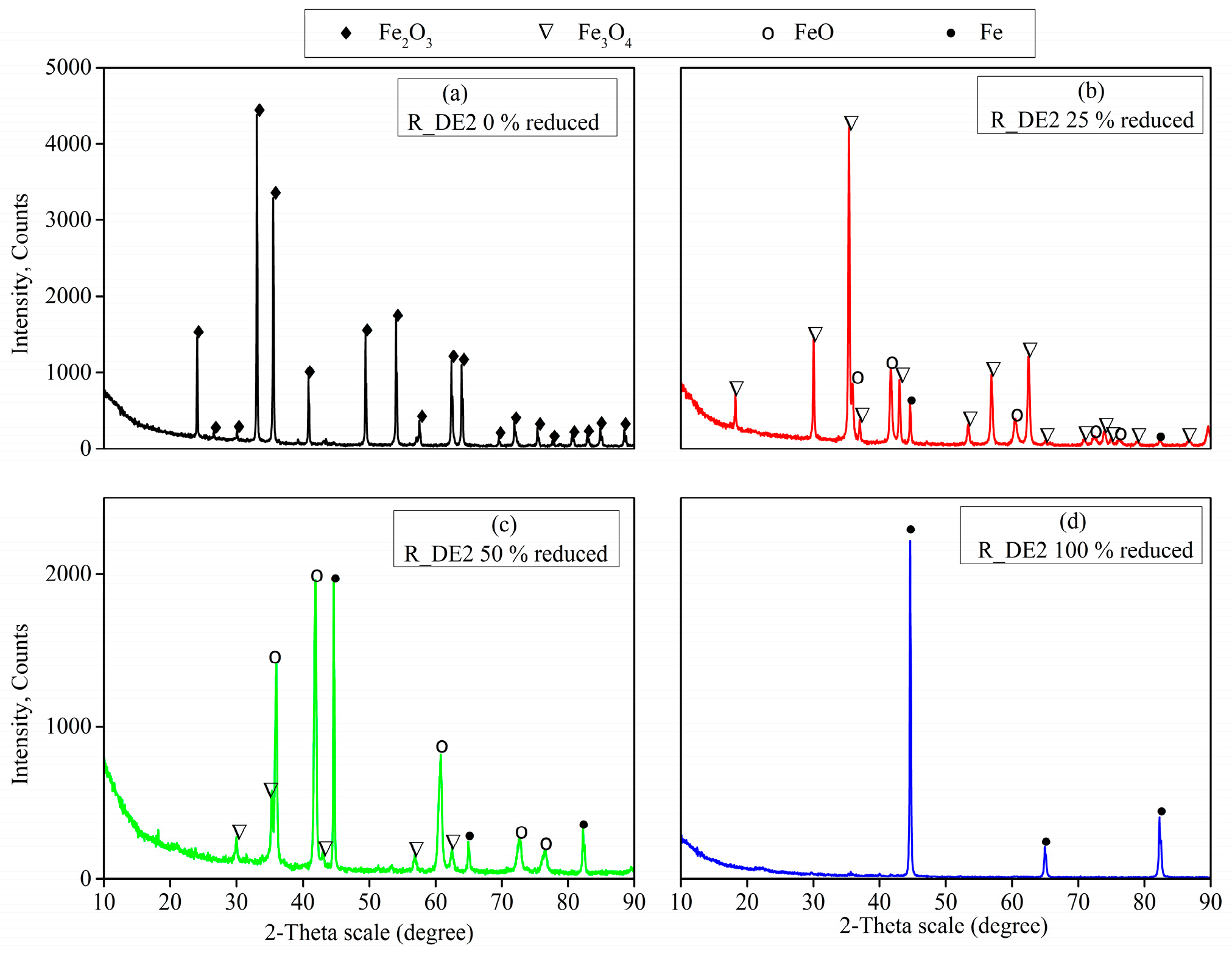
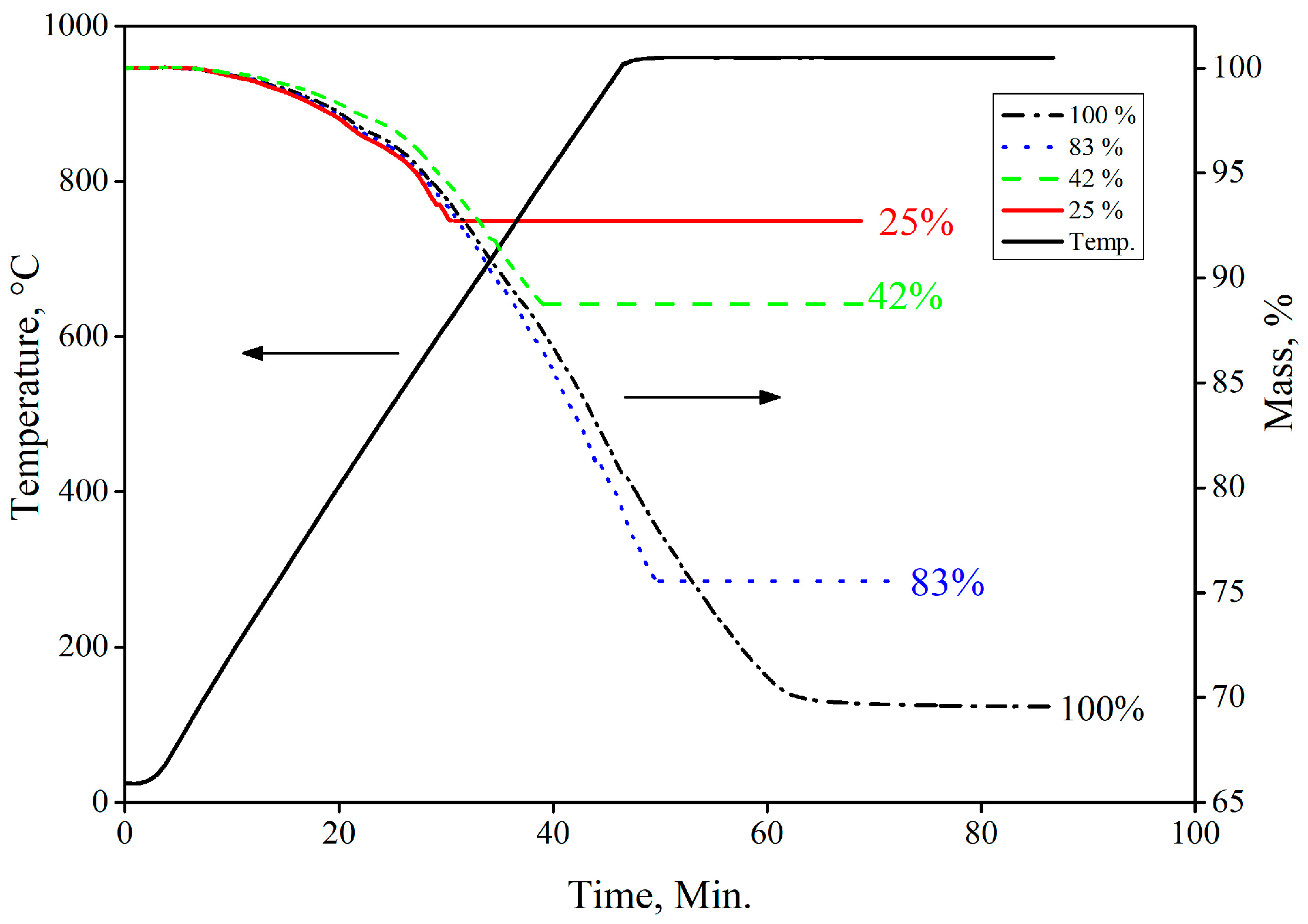
Reducing briquettes in a hydrogen atmosphere with a constant heating rate of 20 °C/min, up to 950 °C, gave promising strength results to the briquettes even after 100% reduction. Interrupted test results affirmed that the reduction extent must be around 90% in order to meet the pre-requisite strength for the briquettes after reduction (15–20 kg/cm2). Furthermore, TG analysis showed a gradual rise in mass loss percentage with increasing reduction extent.
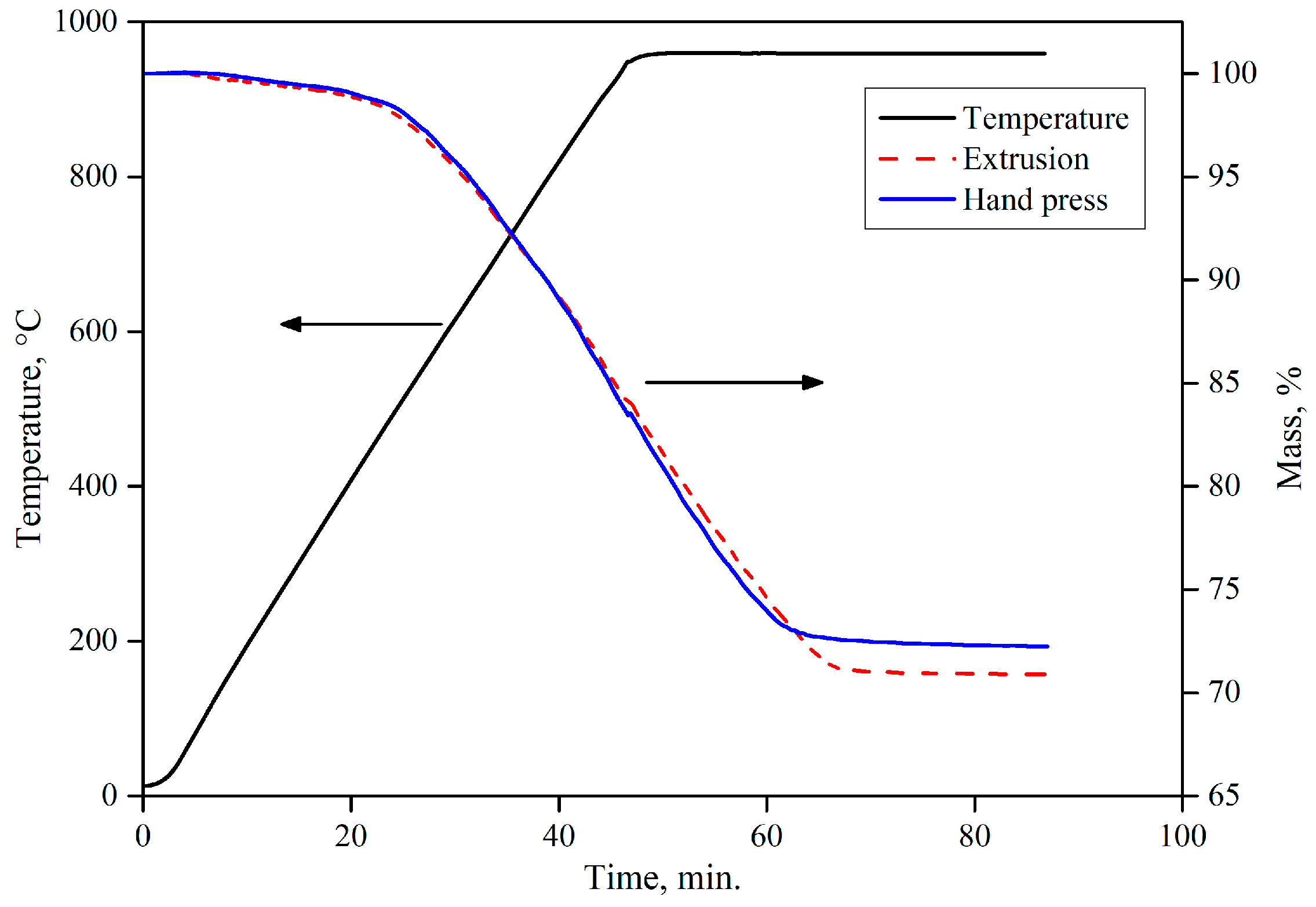
Upscaling using an extruder gave rise to briquettes with the pre-requisite strength before and after reduction. In addition to high strength, extruded briquettes possessed better reduction characteristics due to a highly porous structure. Other promising organic binders such as CB6 and lignosulfonate are recommended to be tested using extruder upscaling in future studies.
With the knowledge of the best combination of organic and inorganic binder to use, this work can be extended to investigate the effect of the addition of biocarbon to the briquettes and its reduction behavior. The addition of biocarbon offers several advantages to steel production, thereby replacing coal as a carbon-bearing material. Furthermore, it helps in slag foaming and reduced electrode consumption during steel production. Hence, as a continuous work, the effect of the addition of biocarbon and its reduction behavior when in contact with hydrogen gas will be explored in upcoming work.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}