
Novel Ni-P-Tribaloy Composite Protective Coating


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Coating Preparation
2.3. Coating Characterization
2.4. Micro-Hardness
2.5. Indentation Testing
2.6. Scratch Testing
3. Results and Discussion
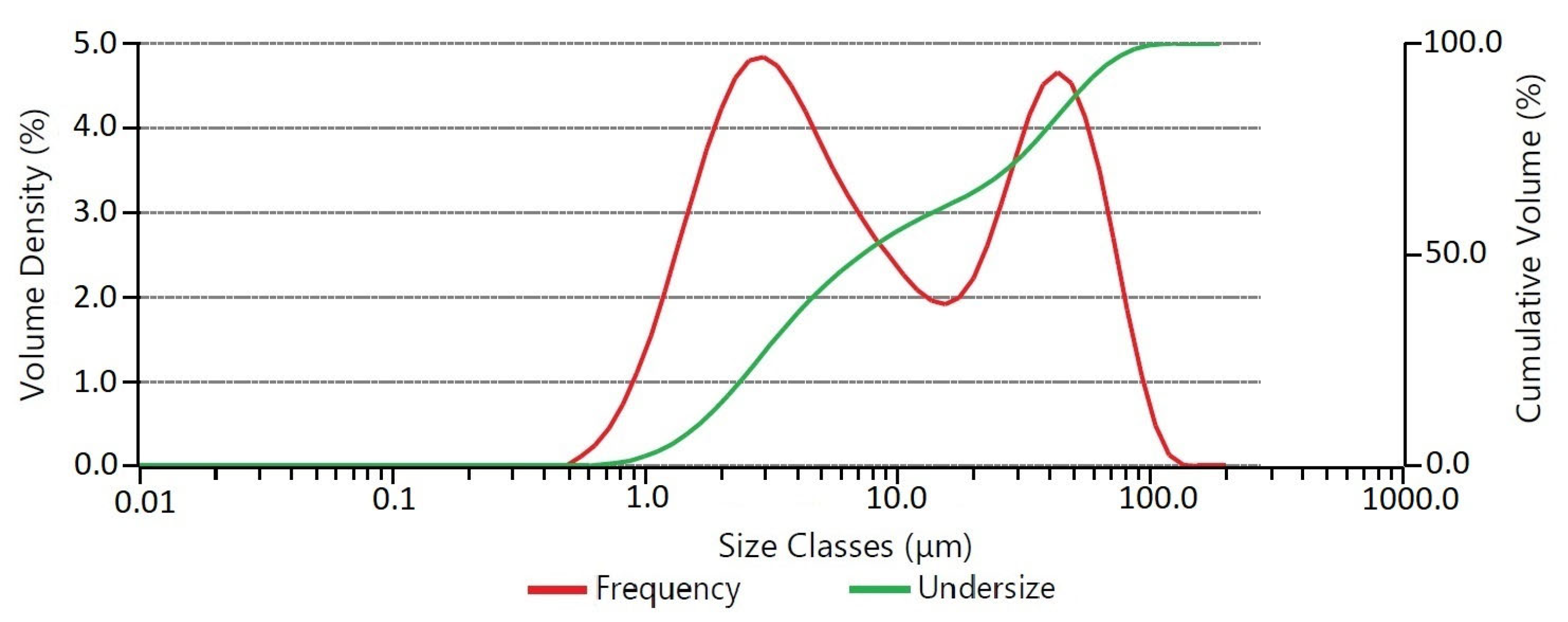
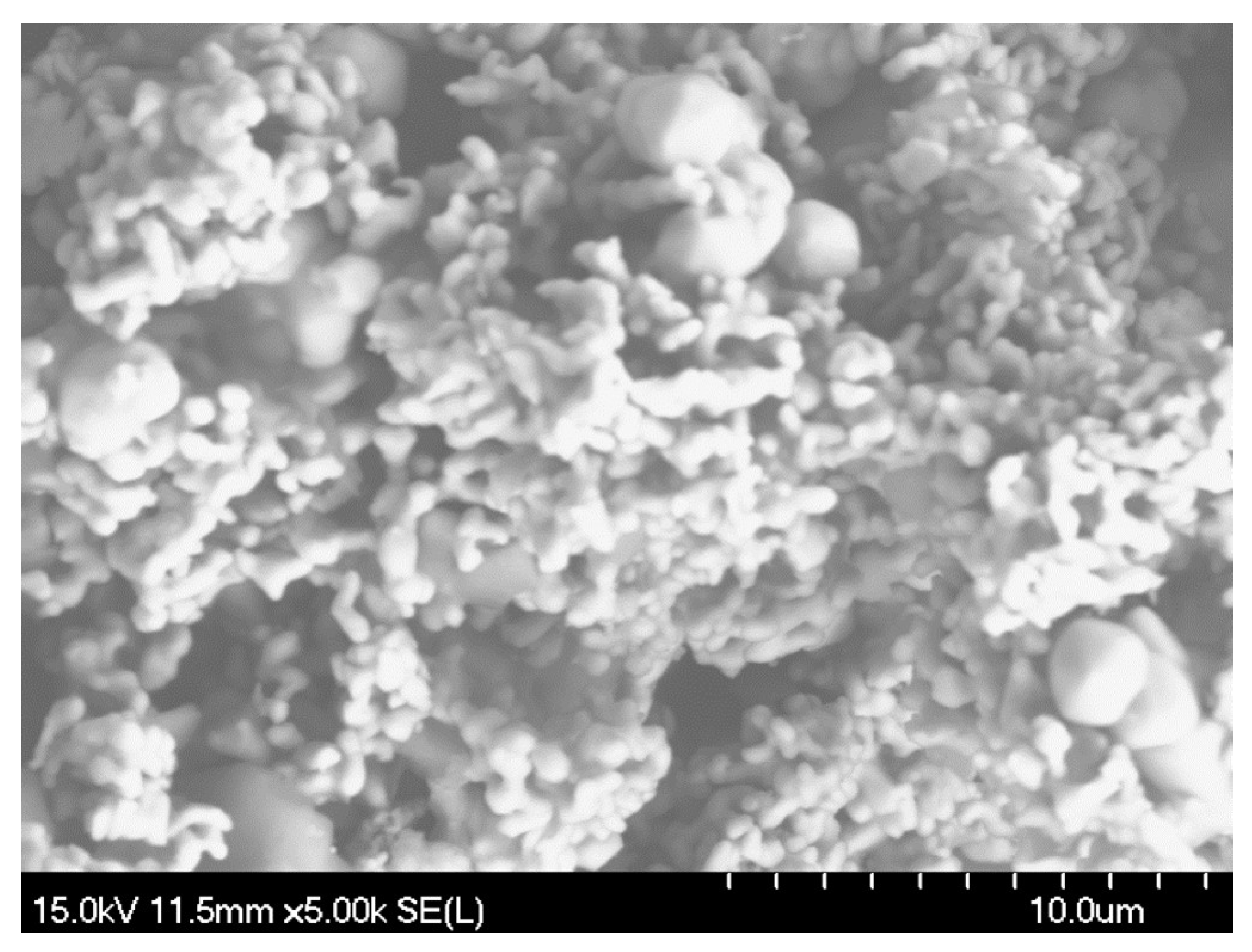
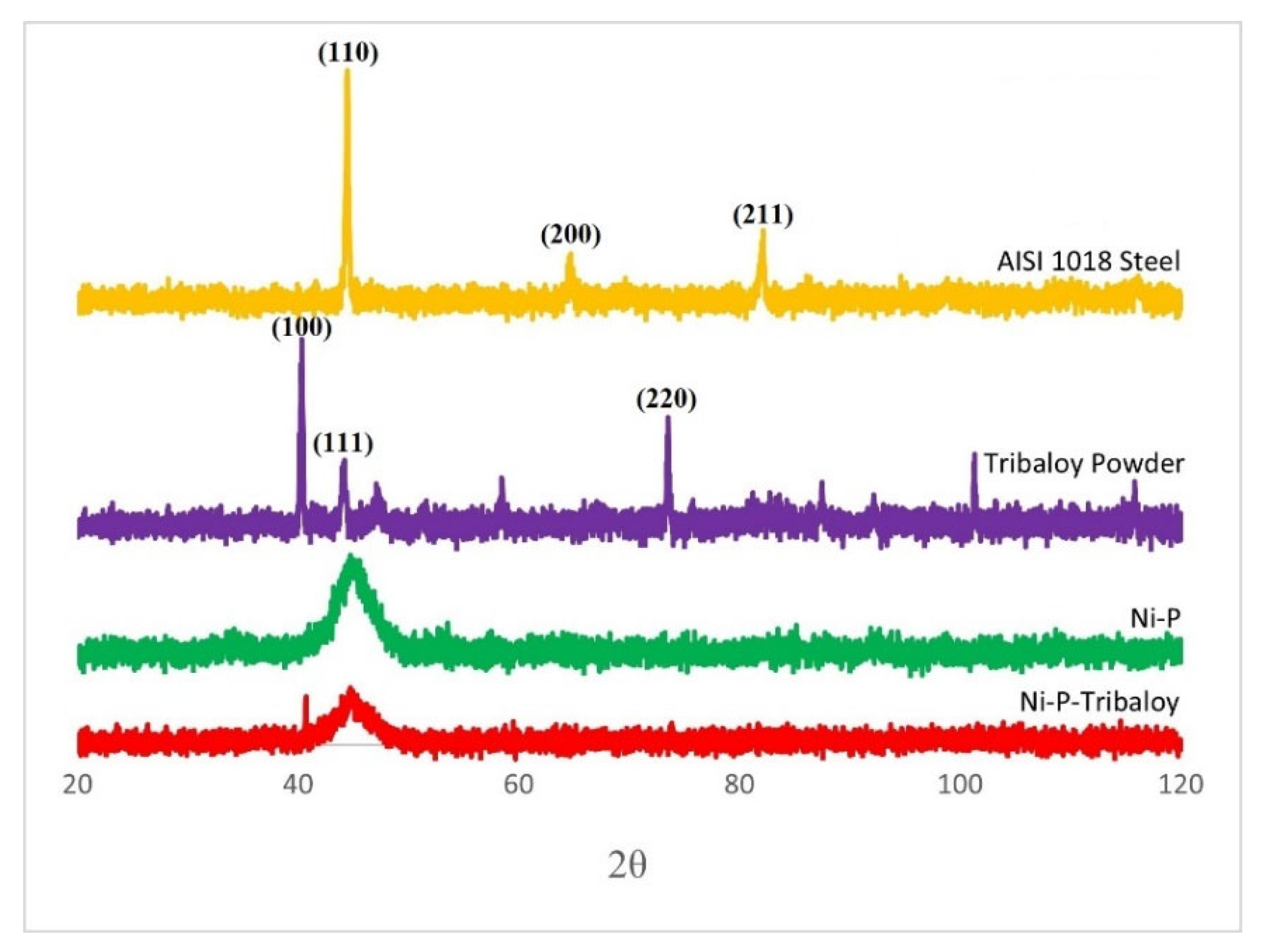
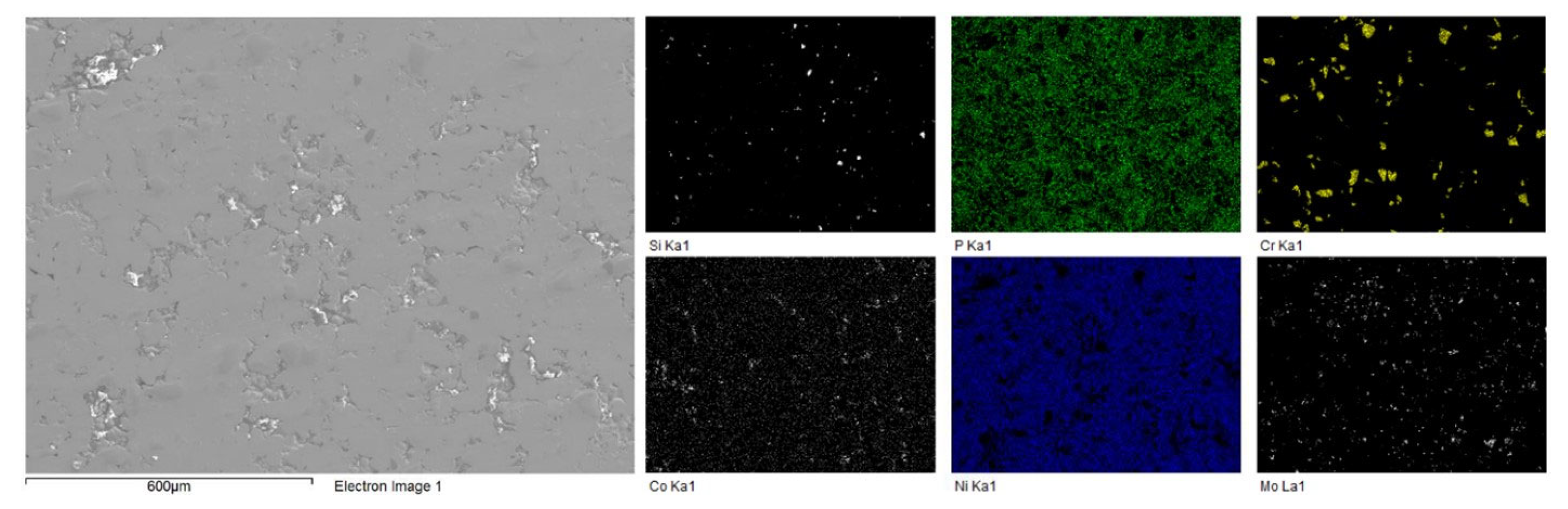
3.1. Materials Analysis
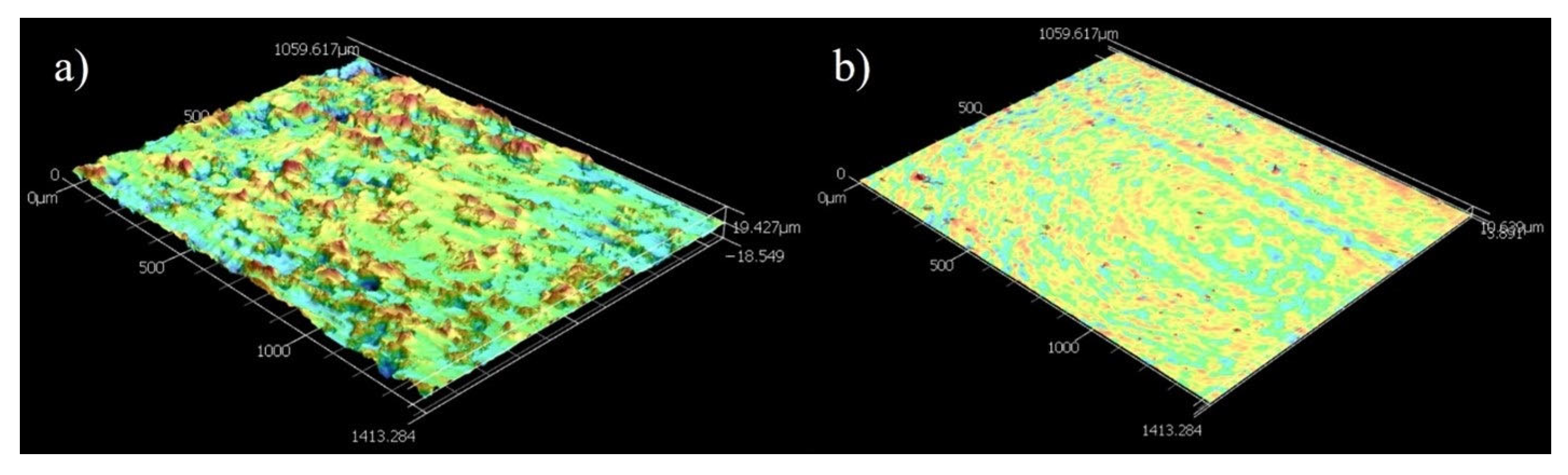
3.2. Coating Characterization
3.3. Micro-Hardness
3.4. Hertzian-Type Indentation Resistance
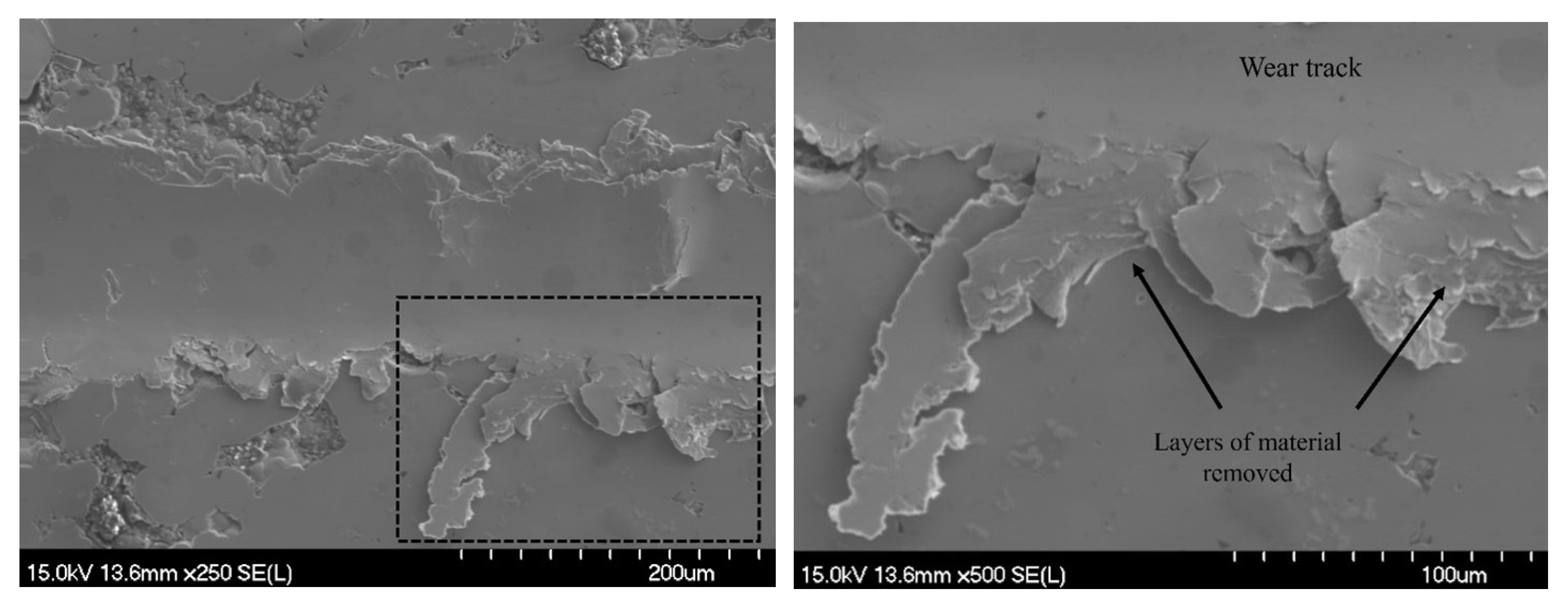
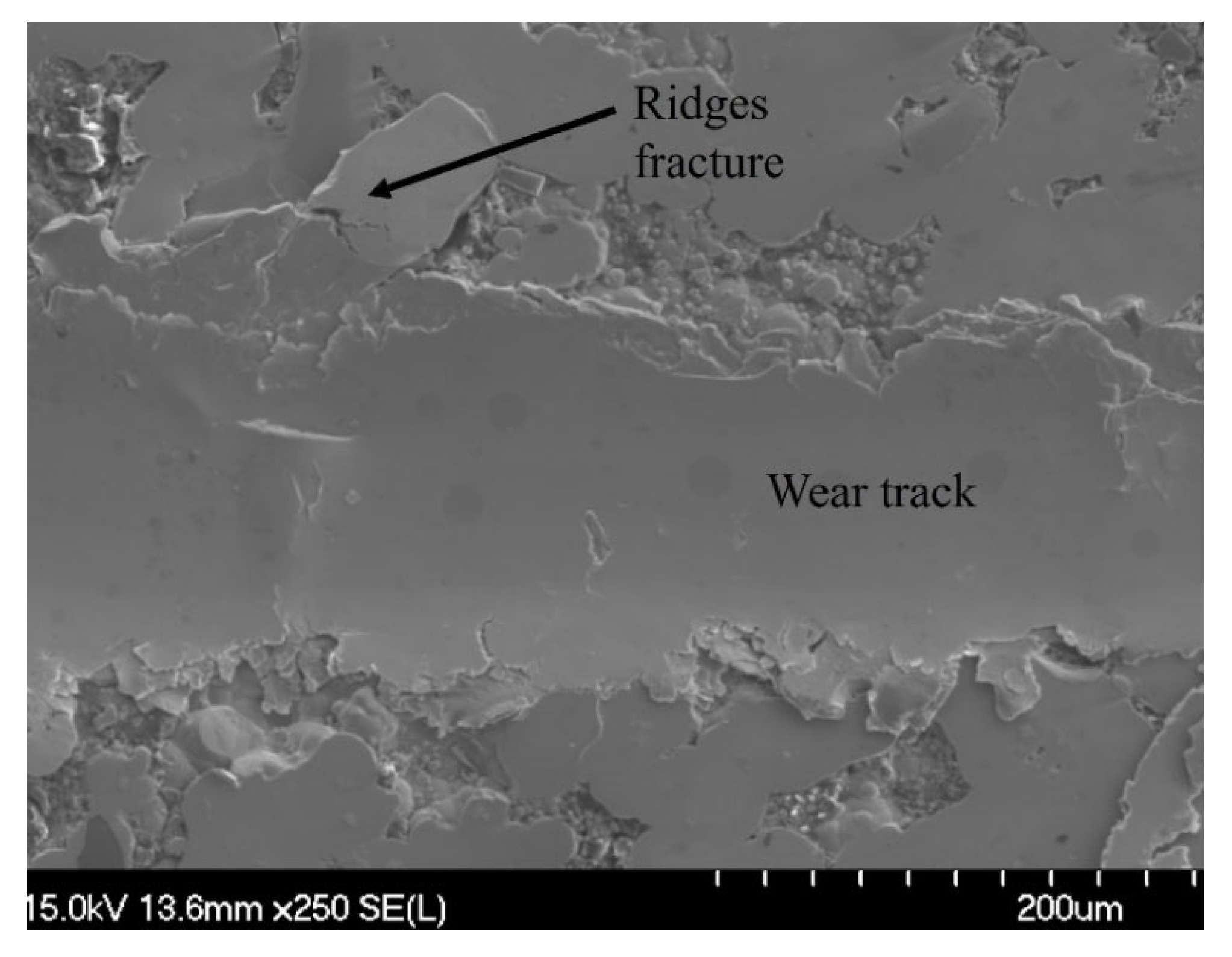
3.5. Scratch Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shehadeh, M.; Anany, M.; Saqr, K.M.; Hassan, I. Experimental Investigation of Erosion-Corrosion Phenomena in a Steel Fitting Due to Plain and Slurry Seawater Flow. Int. J. Mech Mater Eng. 2014, 9, 22. [Google Scholar] [CrossRef]
- American Petroleum Institute. Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, 3rd ed.; API RP 571: Dallas, TX, USA, 2020. [Google Scholar]
- Cronin, D. Assessment of Corrosion Defects in Pipelines; University of Waterloo: Waterloo, ON, USA, 2000. [Google Scholar]
- Green, K.; Jackson, T. Safety in the Transportation of Oil and Gas; Fraser Institute: Vancouver, BC, Canada, 2015. [Google Scholar]
- Fayyad, E.M.; Abdullah, A.M.; Hassan, M.K.; Mohamed, A.M.; Jarjoura, G.; Farhat, Z. Recent Advances in Electroless-Plated Ni-P and Its Composites for Erosion and Corrosion Applications: A Review. Emergent Mater. 2018, 1, 3–24. [Google Scholar] [CrossRef]
- Brenner, A.; Riddell, G.E. Nickel Plating on Steel by Chemical Reduction. J. Res. Natl. Bur. Stan. 1946, 37, 31. [Google Scholar] [CrossRef]
- Brenner, A.; Riddell, G. Deposition of Nickel and Cobalt by Chemical Reduction. J. Res. Natl. Bur. Stan. 1947, 39, 385. [Google Scholar] [CrossRef]
- Electroless Plating: Fundamentals and Applications; Mallory, G.O.; American Electroplaters and Surface Finishers Society (Eds.) American Electroplaters and Surface Finishers Soc: Orlando, FL, USA, 1990. [Google Scholar]
- Loto, C.A. Electroless Nickel Plating—A Review. Silicon 2016, 8, 177–186. [Google Scholar] [CrossRef]
- Agarwala, R.C.; Agarwala, V. Electroless Alloy/Composite Coatings: A Review. Sadhana 2003, 28, 475–493. [Google Scholar] [CrossRef]
- Wang, C.; Farhat, Z.; Jarjoura, G.; Hassan, M.K.; Abdullah, A.M. Indentation and Erosion Behavior of Electroless Ni-P Coating on Pipeline Steel. Wear 2017, 376–377, 1630–1639. [Google Scholar] [CrossRef]
- Shen, Y.F.; Xue, W.Y.; Liu, Z.Y.; Zuo, L. Nanoscratching Deformation and Fracture Toughness of Electroless Ni–P Coatings. Surf. Coat. Technol. 2010, 205, 632–640. [Google Scholar] [CrossRef]
- Fayyaz, O.; Khan, A.; Shakoor, R.A.; Hasan, A.; Yusuf, M.M.; Montemor, M.F.; Rasul, S.; Khan, K.; Faruque, M.R.I.; Okonkwo, P.C. Enhancement of Mechanical and Corrosion Resistance Properties of Electrodeposited Ni–P–TiC Composite Coatings. Sci. Rep. 2021, 11, 5327. [Google Scholar] [CrossRef] [PubMed]
- Karthikeyan, S.; Ramamoorthy, B. Effect of Reducing Agent and Nano Al2O3 Particles on the Properties of Electroless Ni–P Coating. Appl. Surf. Sci. 2014, 307, 654–660. [Google Scholar] [CrossRef]
- Jiaqiang, G.; Lei, L.; Yating, W.; Bin, S.; Wenbin, H. Electroless Ni–P–SiC Composite Coatings with Superfine Particles. Surf. Coat. Technol. 2006, 200, 5836–5842. [Google Scholar] [CrossRef]
- Chen, W.; Gao, W.; He, Y. A Novel Electroless Plating of Ni–P–TiO2 Nano-Composite Coatings. Surf. Coat. Technol. 2010, 204, 2493–2498. [Google Scholar] [CrossRef]
- Shoeib, M.A.; Kamel, M.M.; Rashwan, S.M.; Hafez, O.M. Corrosion Behavior of Electroless Ni-P/TiO2 nanocomposite Coatings. Surf. Interface Anal. 2015, 47, 672–680. [Google Scholar] [CrossRef]
- Li, Z. Electroless Ni-P-Ti Based Nanocomposite Coatings; Dalhousie University: Halifax, NS, USA, 2021. [Google Scholar]
- Faber, K.T.; Iwagoshi, T.; Ghosh, A. Toughening by Stress-Induced Microcracking in Two-Phase Ceramics. J. Am. Ceram. Soc. 1988, 71, C-399–C-401. [Google Scholar] [CrossRef]
- Singh, J.P.; Hasselman, D.P.H.; Su, W.M.; Rubin, J.A.; Palicka, R. Observations on the Nature of Micro-Cracking in Brittle Composites. J. Mater Sci. 1981, 16, 141–150. [Google Scholar] [CrossRef]
- Kuntz, J.D.; Zhan, G.-D.; Mukherjee, A.K. Nanocrystalline-Matrix Ceramic Composites for Improved Fracture Toughness. MRS Bull. 2004, 29, 22–27. [Google Scholar] [CrossRef]
- Sun, X.; Yeomans, J.A. Ductile Phase Toughened Brittle Materials. J. Mater. Sci. Technol. 1996, 12, 124–134. [Google Scholar]
- Ritchie, R.O. Mechanisms of Fatigue Crack Propagation in Metals, Ceramics and Composites: Role of Crack Tip Shielding. Mater. Sci. Eng. A 1988, 103, 15–28. [Google Scholar] [CrossRef]
- Yeomans, J.A. Ductile Particle Ceramic Matrix Composites—Scientific Curiosities or Engineering Materials? J. Eur. Ceram. Soc. 2008, 28, 1543–1550. [Google Scholar] [CrossRef]
- MacLean, M. Development and Characterization of Electroless Ni-P Composite Coatings with Superelastic Nano-NiTi Additions; Dalhousie University: Halifax, NS, USA, 2019. [Google Scholar]
- Almotairi, A.; Warkentin, A.; Farhat, Z. Mechanical Damage of Hard Chromium Coatings on 416 Stainless Steel. Eng. Fail. Anal. 2016, 66, 130–140. [Google Scholar] [CrossRef]
- Cook, R.F.; Pharr, G.M. Direct Observation and Analysis of Indentation Cracking in Glasses and Ceramics. J. Am. Ceram. Soc. 1990, 73, 787–817. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Metall. Mater Trans A 2020, 51, 3674–3691. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Gao, Y.; de Castilho, B.C.N.M.; Sharifi, N.; Harfouche, M.; Stoyanov, P.; Makowiec, M.; Moreau, C.; Chromik, R.R. Microstructure and Mechanical Properties of Tribaloy Coatings Deposited by High-Velocity Oxygen Fuel. J. Mater. Sci. 2022, 57, 20056–20068. [Google Scholar] [CrossRef]
- Xu, W.; Liu, R.; Patnaik, P.C.; Yao, M.X.; Wu, X.J. Mechanical and Tribological Properties of Newly Developed Tribaloy Alloys. Mater. Sci. Eng. A 2007, 452–453, 427–436. [Google Scholar] [CrossRef]
- Sandhu, H.; Kumar, M. High-Temperature Hardness and Wear Resistance of Cobalt-Based Tribaloy Alloys. IJESC 2017, 7, 48–56. [Google Scholar]
- Cameron, C.B.; Ferriss, D.P. Tribaloy Intermetallic Materials: New Wear- and Corrosion-Resistant Alloys. Anti-Corros. Meth Mater. 1975, 22, 5–8. [Google Scholar] [CrossRef]
- Liu, R.; Yao, J.; Zhang, Q.; Yao, M.X.; Collier, R. Effects of Silicon Content on the Microstructure and Mechanical Properties of Cobalt-Based Tribaloy Alloys. J. Eng. Mater. Technol. 2016, 138, 041017. [Google Scholar] [CrossRef]
- Durejko, T.; Łazińska, M.; Dworecka-Wójcik, J.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Lusvarghi, L.; Montorsi, M.; Mantini, F.P.; Barletta, M. Microstructural and Tribological Comparison of HVOF-Sprayed and Post-Treated M–Mo–Cr–Si (M=Co, Ni) Alloy Coatings. Wear 2007, 263, 1397–1416. [Google Scholar] [CrossRef]
- Sahraoui, T.; Feraoun, H.I.; Fenineche, N.; Montavon, G.; Aourag, H.; Coddet, C. HVOF-Sprayed Tribaloy©-400: Microstructure and First Principle Calculations. Mater. Lett. 2004, 58, 2433–2436. [Google Scholar] [CrossRef]
- Güler, O.; Kocaman, M.; Akçay, S.B.; Çuvalci, H.; Varol, T. Structure and Tribological Properties of Composites Based on a Novolac Matrix with Ni P Electrolytic Coating. Surf. Coat. Technol. 2022, 451, 129025. [Google Scholar] [CrossRef]
- Kokare, M.K.; Jadhav, N.A.; Kumar, Y.; Jadhav, K.M.; Rathod, S.M. Effect of Nd3+ Doping on Structural and Magnetic Properties of Ni0.5Co0.5Fe2O4 Nanocrystalline Ferrites Synthesized by Sol-Gel Auto Combustion Method. J. Alloys Compd. 2018, 748, 1053–1061. [Google Scholar] [CrossRef]
- Jensen, R.; Farhat, Z.; Islam, M.A.; Jarjoura, G. Effect of Coating Thickness on Wear Behaviour of Monolithic Ni-P and Ni-P-NiTi Composite Coatings. Solids 2022, 3, 620–642. [Google Scholar] [CrossRef]
- Wang, C. Indentation and Fracture Behaviour of Electroless Ni-P-Based Composite Coatings; Dalhousie University: Halifax, NS, USA, 2017. [Google Scholar]
- Wang, C.; Farhat, Z.; Jarjoura, G.; Hassan, M.K.; Abdullah, A.M. Indentation and Bending Behavior of Electroless Ni-P-Ti Composite Coatings on Pipeline Steel. Surf. Coat. Technol. 2018, 334, 243–252. [Google Scholar] [CrossRef]
- MacLean, M.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Fabrication and Investigation of the Scratch and Indentation Behaviour of New Generation Ni-P-Nano-NiTi Composite Coating for Oil and Gas Pipelines. Wear 2019, 426–427, 265–276. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Synthesis and Characterization of Scratch-Resistant Ni-P-Ti-Based Composite Coating. Tribol. Trans. 2019, 62, 880–896. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Cu | Cr | Si | P | Fe |
|---|---|---|---|---|---|---|---|
| Weight % | 0.182 | 0.754 | 0.186 | 0.181 | 0.095 | 0.04 | Bal. |
| Element | Ni | P | Cr | Mo | Si | Co |
|---|---|---|---|---|---|---|
| Weight % | 82.40 | 8.88 | 3.94 | 2.81 | 1.42 | 0.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mabrouk, A.; Farhat, Z. Novel Ni-P-Tribaloy Composite Protective Coating. Materials 2023, 16, 3949. https://doi.org/10.3390/ma16113949
Mabrouk A, Farhat Z. Novel Ni-P-Tribaloy Composite Protective Coating. Materials. 2023; 16(11):3949. https://doi.org/10.3390/ma16113949
Chicago/Turabian StyleMabrouk, Ahmed, and Zoheir Farhat. 2023. "Novel Ni-P-Tribaloy Composite Protective Coating" Materials 16, no. 11: 3949. https://doi.org/10.3390/ma16113949
APA StyleMabrouk, A., & Farhat, Z. (2023). Novel Ni-P-Tribaloy Composite Protective Coating. Materials, 16(11), 3949. https://doi.org/10.3390/ma16113949