


TiNbN Hard Coating Deposited at Varied Substrate Temperature by Cathodic Arc: Tribological Performance under Simulated Cutting Conditions
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Coating Deposition
2.3. Coating Characterization
3. Results and Discussion
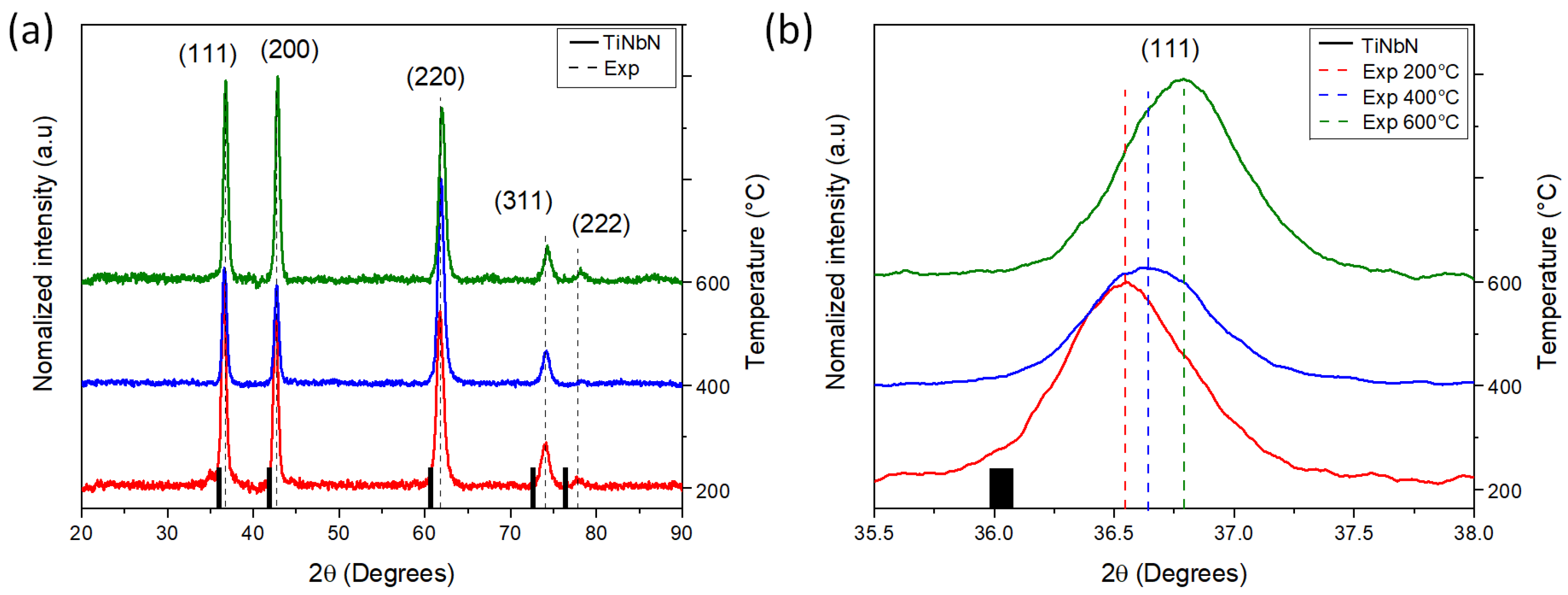
3.1. Crystalline Structure and Chemical Composition
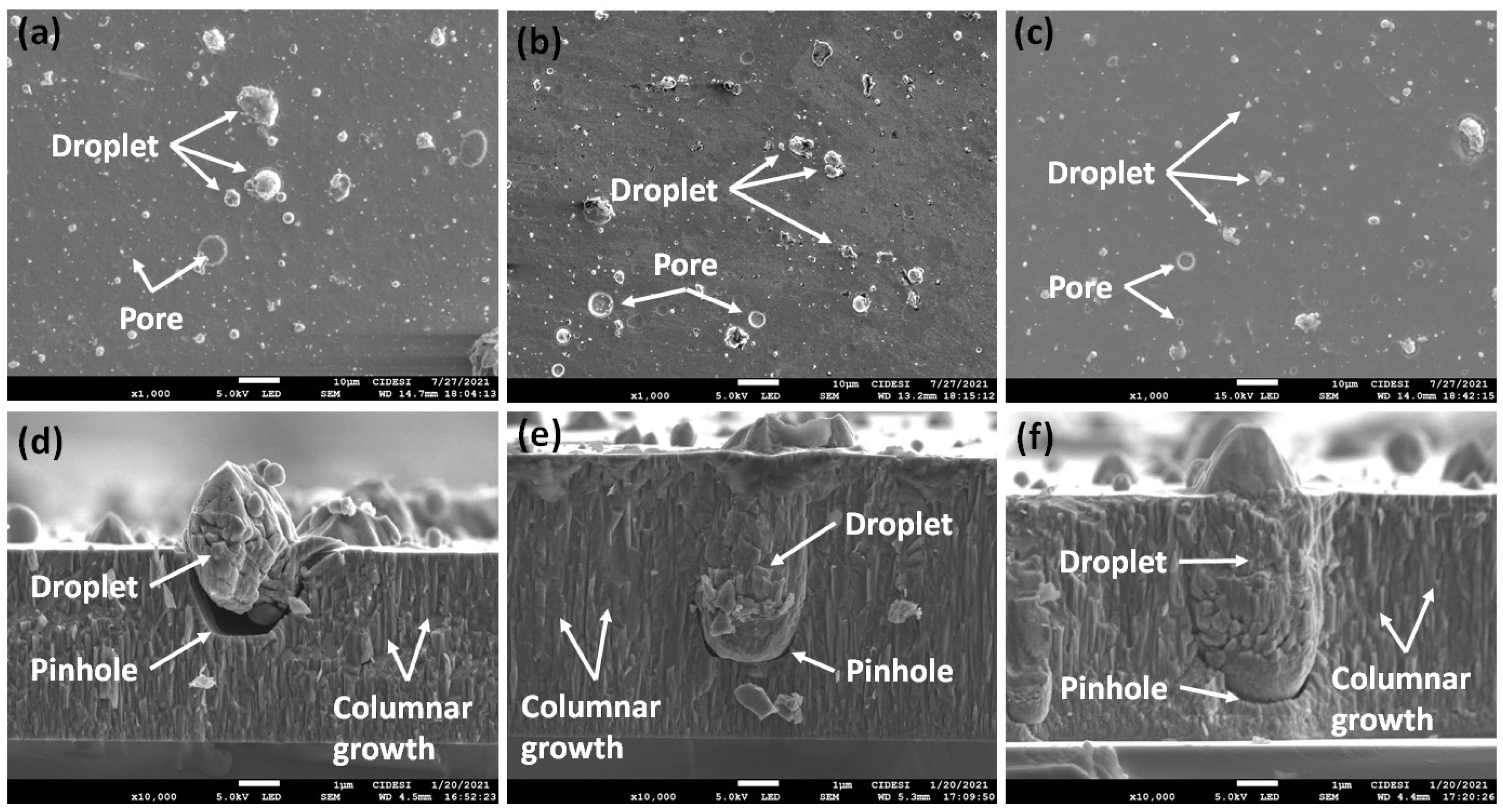
3.2. Morphology, Thickness, and Roughness
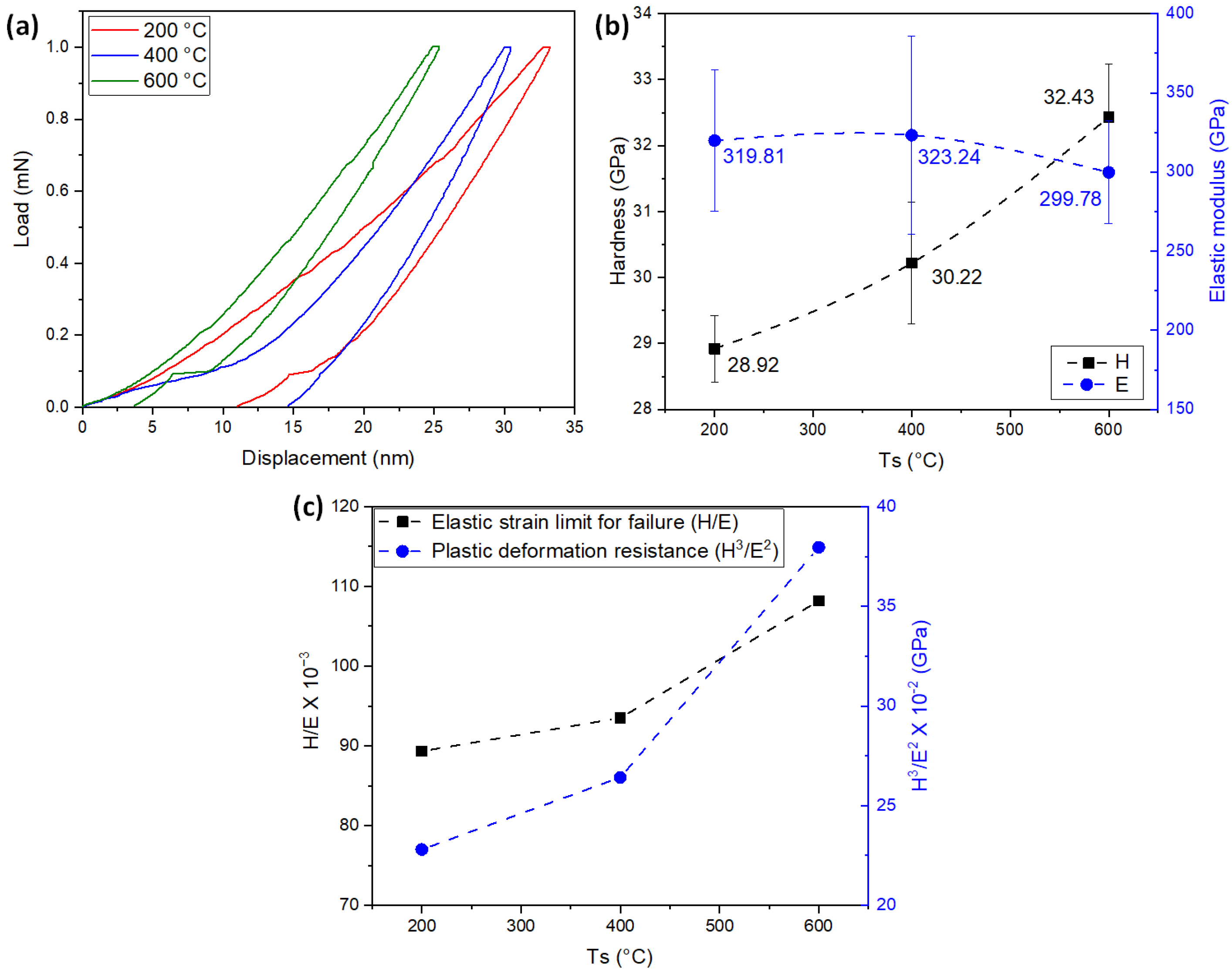
3.3. Mechanical Properties
3.4. Adhesion
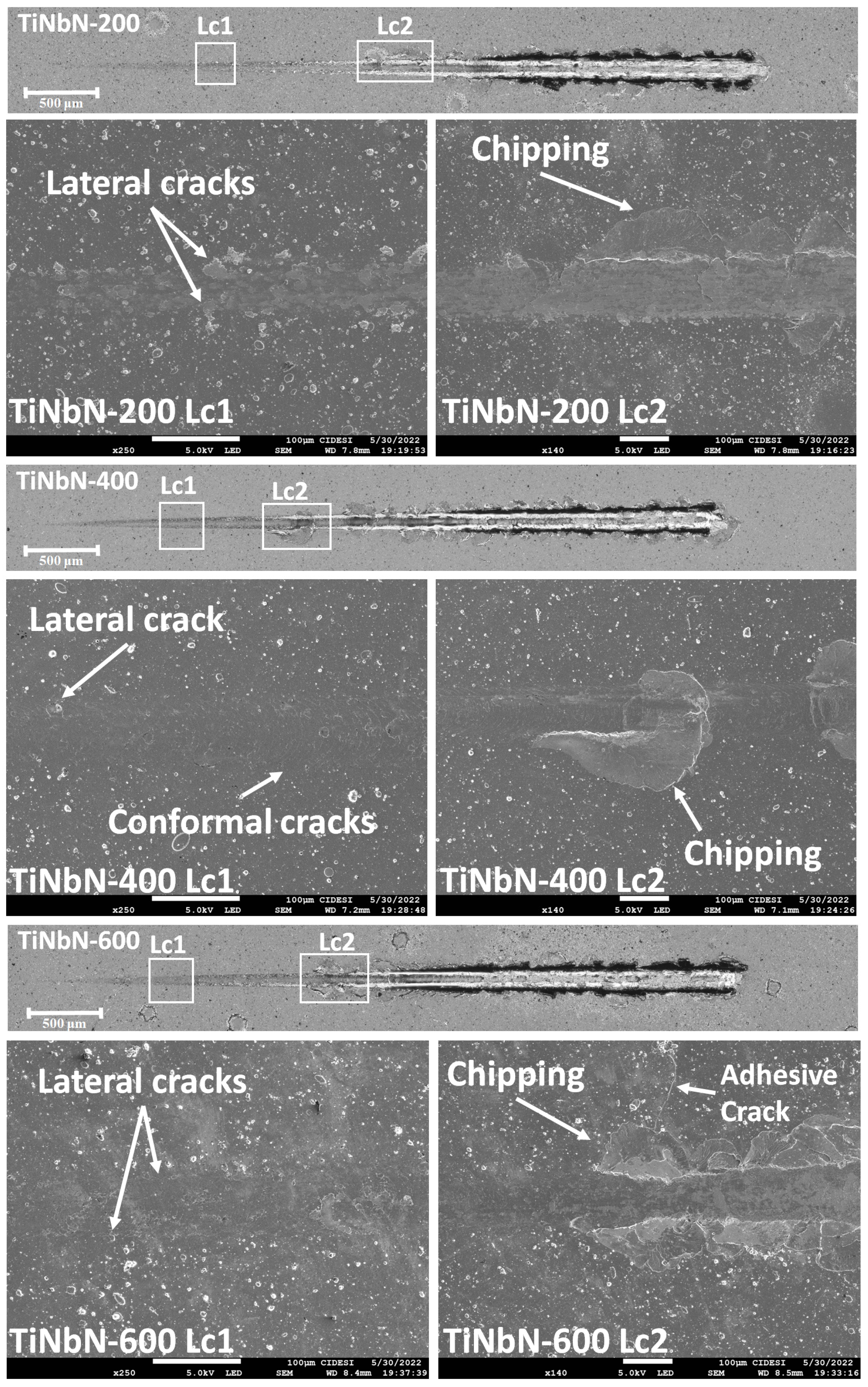
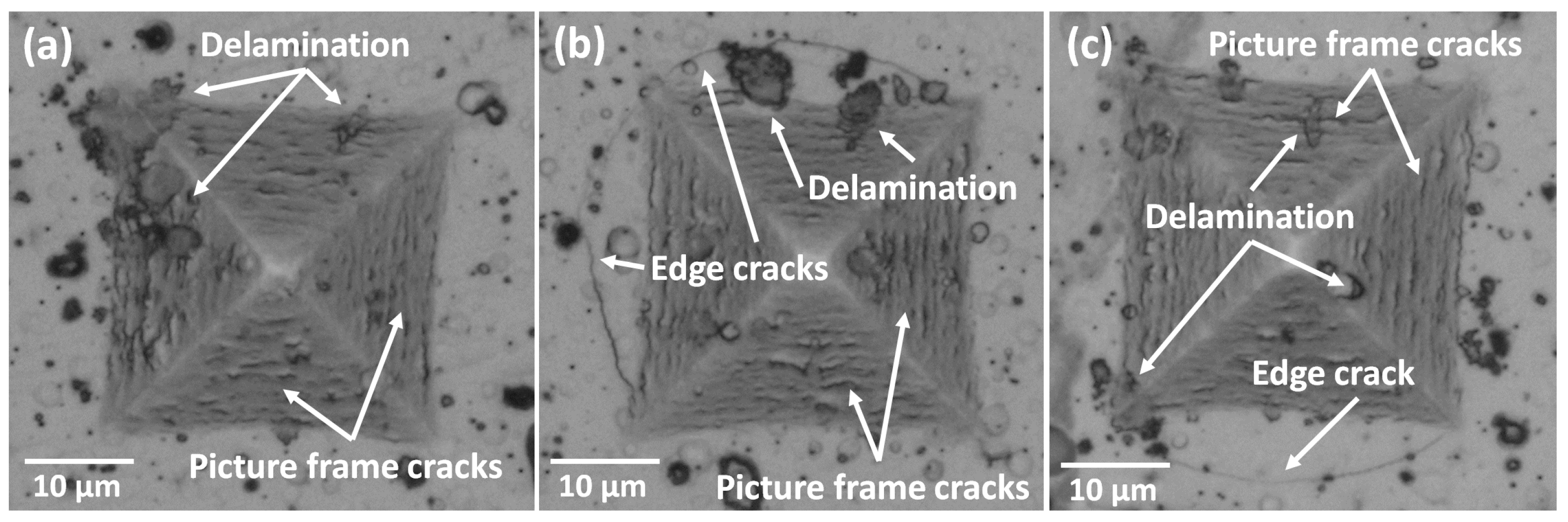
3.5. Cracking Patterns
3.6. Wear Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ge, Y.; Cheng, J.; Zhang, B.; Xue, L.; Hong, S.; Wu, Y.; Liang, X.; Zhang, Z.; Zhang, X. Sliding wear behaviors of the AlNiTi amorphous coatings: Effect of temperatures. J. Mater. Res. Technol. 2022, 21, 2362–2374. [Google Scholar] [CrossRef]
- Yeo, N.C.Y.; Pepin, H.; Yang, S.S. Revolutionizing Technology Adoption for the Remanufacturing Industry. Procedia CIRP 2017, 61, 17–21. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Z.; Yao, W.; Liang, X. Microstructure, mechanical properties and corrosion resistance of high-level hard Nb-Ta-W and Nb-Ta-W-Hf multi-principal element alloy thin films. J. Alloys Compd. 2022, 920, 166000. [Google Scholar] [CrossRef]
- Chuang, K.-C.; Chang, Y.-Y.; Chiang, C.-Y.; Liu, Y.-C.; Hung, H.-H.; Tseng, K.-K.; Yeh, J.-W.; Cheng, H.-W. Corrosion of plasma sputtering medium entropy alloy thin film: A multidisciplinary perspective. Corros. Sci. 2023, 216, 111020. [Google Scholar] [CrossRef]
- Kannan, S.; Steinebach, H.; Rieth, L.; Solzbacher, F. Selectivity, stability and repeatability of In2O3 thin films towards NOx at high temperatures (≥500 °C). Sens. Actuators B Chem. 2010, 148, 126–134. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal Process. 2021, 150, 107302. [Google Scholar] [CrossRef]
- Zambrano, D.F.; Hernandez-Bravo, R.; Ruden, A.; Espinosa-Arbelaez, D.G.; Gonzalez-Carmona, J.M.; Mujica, V. Mechanical, tribological and electrochemical behavior of Zr-based ceramic thin films for dental implants. Ceram. Int. 2023, 49, 2102–2114. [Google Scholar]
- Seinmann, P.A.; Tardy, Y.; Hintermann, H.E. Adhesion testing by the scratch test method: The influence of intrinsic and extrinsic parameters on the critical load. Thin Solid Film. 1987, 154, 333–349. [Google Scholar] [CrossRef]
- Mondragon-Rodríguez, G.C.; Hernandez-Mendoza, J.L.; Gomez-Ovalle, A.E.; Gonzalez-Carmona, J.M.; Ortega-Portilla, C.; Camacho, N.; Hurtado-Macías, A.; Espinosa-Arbelaez, D.G. Alvarado-Orozco, High-temperature tribology of Hf doped c-Al0.64Ti0.36N cathodic arc PVD coatings deposited on M2 tool steel. Surf. Coat. Technol. 2021, 422, 127516. [Google Scholar] [CrossRef]
- Gregorio, A.; Santos, T.; Rossi, R.; Jesus, A.M.P.; Outeiro, J.C.; Rosa, P.A.R. Tribology of metal cutting: Newly formed underside of chip. Procedia CIRP 2019, 82, 136–141. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Migranov, M.; An-dreev, N.; Bublikov, J.; Sitnikov, N.; Oganyan, G. Investigation of the tribological properties of Ti-TiN-(Ti,Al,Nb,Zr)N composite coating and its efficiency in increasing wear resistance of metal cutting tools. Tribol. Int. 2021, 164, 107236. [Google Scholar] [CrossRef]
- Zhu, J.-J.; Jiang, L.; Zhai, L.-H.; Zhou, J.-M.; Ding, X.-B.; Li, Z.-J. Effect of TiN inclusions on oxidation behavior of austenitic stainless steels. Mater. Lett. 2023, 335, 133761. [Google Scholar] [CrossRef]
- Olaya, J.J.; Rodil, S.E.; Muhl, S. Comparative study of niobium nitride coatings deposited by unbalanced and balanced magnetron sputtering. Thin Solid Film. 2008, 516, 8319–8326. [Google Scholar] [CrossRef]
- Brčka, J.; Hotový, I. Processes on the target, discharge and NbN film behaviour in reactive dc magnetron deposition. Vacuum 1995, 46, 1407–1412. [Google Scholar] [CrossRef]
- Hotový, I.; Huran, J.; Búc, D.; Srnánek, R. Thermal stability of NbN films deposited on GaAs substrates. Vacuum 1998, 50, 45–48. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Rogoz, V.M.; Bondar, O.V.; Erdybaeva, N.K.; Plotnikov, S. Vr Structure and physicomechanical properties of NbN-based protective nanocomposite coatings: A review. Prot. Met. Phys. Chem. Surf. 2016, 52, 802–813. [Google Scholar] [CrossRef] [Green Version]
- Hotovy, I.; Buc, D.; Brcka, J.; Srnanek, R. Study of Niobium Nitride Films Produced by DC Reactive Magnetron Sputtering. Phys. Stat. Sol. 1997, 161, 97–104. [Google Scholar] [CrossRef]
- Lopez, S.; Wong, M.; Sproul, W.D. Thermal behavior of carbon nitride and TiN/NbN superlattice films. J. Vac. Sci. Technol. A Vac. Surf. Film. 1995, 13, 1644–1648. [Google Scholar] [CrossRef]
- Hultman, L.; Engström, C.; Odén, M. Mechanical and thermal stability of TiN/NbN superlattice thin films. Surf. Coat. Technol. 2000, 133, 227–233. [Google Scholar] [CrossRef]
- Rutherford, K.L.; Hatto, P.W.; Davies, C.; Hutchings, I.M. Abrasive wear resistance of TiN/NbN multi-layers: Measurement and neural network modelling. Surf. Coat. Technol. 1996, 86, 472–479. [Google Scholar] [CrossRef]
- Cicek, H.; Baran, O.; Keles, A.; Totik, Y.; Efeoglu, I. A comparative study of fatigue properties of TiVN and TiNbN thin films deposited on different substrates. Surf. Coat. Technol. 2017, 332, 296–303. [Google Scholar] [CrossRef]
- Sheppard, L.R.; Zhang, H.; Liu, R.; Macartney, S.; Murphy, T.; Wainer, P.; Wuhrer, R. Reactive sputtered TixNbyNz coatings. II. Effect of common deposition parameters. Mater. Chem. Phys. 2019, 224, 320–327. [Google Scholar] [CrossRef]
- Sheppard, L.R.; Zhang, H.; Liu, R.; Macartney, S.; Murphy, T.; Wuhrer, R. Reactive sputtered TiXNYNZ thin films. I. Basic processing relationships. Mater. Chem. Phys. 2019, 224, 308–313. [Google Scholar] [CrossRef]
- Grimberg, I.; Zhitomirsky, V.M.; Boxman, R.L.; Goldsmith, S.; Weiss, B.Z. Multicomponent Ti-Zr-N and Ti-Nb-N coatings deposited by vacuum arc. Surf. Coat. Technol. 1998, 108, 154–159. [Google Scholar] [CrossRef]
- Baran, Ö.; Keleş, A.; Çiçek, H.; Totik, Y.; Efeoğlu, İ. The mechanical and tribological properties of Ti [Nb, V] N films on the Al-2024 alloy. Surf. Coat. Technol. 2017, 332, 312–318. [Google Scholar] [CrossRef]
- Bull, S.J.; Berasetegui, E.G.; Page, T.F. Modelling of the indentation response of coatings and surface treatments. Wear 2004, 256, 857–866. [Google Scholar] [CrossRef]
- Keleş, A.; Çiçek, H.; Baran, Ö.; Totik, Y.; Efeoğlu, İ. Determining the critical loads of V and Nb doped ternary TiN-based coatings deposited using CFUBMS on steels. Surf. Coat. Technol. 2017, 332, 168–173. [Google Scholar] [CrossRef]
- Nasab, S.A.; Manafi, S.; Ghahremani, D. Preparation of mullite/NbN composites through spark plasma sintering. Mater. Chem. Phys. 2022, 285, 126126. [Google Scholar] [CrossRef]
- ASTM E3-11; Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 1 January 2017.
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 1 May 2017.
- ASTM C1624-05; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 31 December 2010.
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 1 January 2017.
- Ajenifuja, E.; Popoola, A.P.I.; Popoola, O.M. Thickness dependent chemical and microstructural properties of DC reactive magnetron sputtered titanium nitride thin films on low carbon steel cross-section. J. Mater. Res. Technol. 2019, 8, 377–384. [Google Scholar]
- Kalal, S.; Gupta, M.; Rawat, R. N concentration effects on structure and superconductivity of NbN thin films. J. Alloys Compd. 2021, 851, 149–154. [Google Scholar] [CrossRef]
- Arockiasamy, M.L.S.; Sundareswari, M.; Rajagopalan, M. Ductility behaviour of cubic titanium niobium nitride ternary alloy: A first-principles study. Indian J. Phys. 2016, 90, 149–154. [Google Scholar] [CrossRef]
- Ran, Y.; Lu, H.; Zhao, S.; Jia, L.; Li, Y.; Jiang, Z.; Wang, Z. Effects of substrate bias and temperature on the structure and dielectric properties of TixZr1−xNy ternary nitride thin film. Surf. Coat. Technol. J. 2019, 359, 258–264. [Google Scholar] [CrossRef]
- Cedeño-Vente, M.L.; Manríquez, J.; Mondragón-Rodríguez, G.C.; Camacho, N.; Gómez-Ovalle, A.E.; Gonzalez-Carmona, J.M.; Alvarado-Orozco, J.M.; Espinosa-Arbelaez, D.G. Application of a transmission line model to evaluate the influence of structural defects on the corrosion behavior of arc-PVD CrN coatings. Ceram. Int. 2021, 47, 20885–20899. [Google Scholar] [CrossRef]
- Gómez-Ovalle, A.E.; Torres, M.; Jimenez, S.M.A.; Alvarado-Orozco, J.M.; Espinosa-Arbeláez, D.G.; Gonzalez-Carmona, J.M.; Zárate-Medina, J.; Mondragón-Rodríguez, G.C. Experimental-numerical failure analysis of the c-Al0.66Ti0.34N-M2 steel system applying instrumented indentation and extended finite element method. Surf. Coat. Technol. 2020, 393, 125845. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Sitnikov, N.; Andreev, N.; Bublikov, J.; Sotova, C.; Sadov, I. Investigation of the Influence of Microdroplets on the Coatings Nanolayer Structure. Coatings 2020, 10, 1204. [Google Scholar] [CrossRef]
- Shah, A.; Izman, S.; Abdul-Kadir, M.R.; Mas-Ayu, H. Influence of substrate temperature on adhesion strength of TiN coating of biomedical Ti–13Zr–13Nb alloy. Arab. J. Sci. Eng. 2017, 42, 4737–4742. [Google Scholar] [CrossRef] [Green Version]
- Brown, I.G. Cathodic arc deposition of films. Annu. Rev. Mater. Sci. 1998, 28, 243–269. [Google Scholar] [CrossRef] [Green Version]
- Sanders, D.M.; Anders, A. Review of cathodic arc deposition technology at the start of the new millennium. Surf. Coat. Technol. 2000, 133, 78–90. [Google Scholar]
- Hainsworth, S.V.; McGurk, M.R.; Page, T.F. The effect of coating cracking on the indentation response of thin hard-coated systems. Surf. Coat. Technol. 1998, 102, 97–107. [Google Scholar] [CrossRef]
- Hainsworth, S.V.; Chandler, H.W.; Page, T.F. Analysis of nanoindentation load-displacement loading curves. J. Mater. Res. 1996, 11, 1987–1995. [Google Scholar] [CrossRef]
- Hou, M.; Mou, W.; Yan, G.; Song, G.; Wu, Y.; Ji, W.; Jiang, Z.; Wang, W.; Qian, C.; Cai, Z. Effects of different distribution of residual stresses in the depth direction on cutting performance of TiAlN coated WC-10wt%Co tools in milling Ti-6Al-4V. Surf. Coat. Technol. 2020, 397, 125972. [Google Scholar] [CrossRef]
- Guemmaz, M.; Moraitis, G.; Mosser, A.; Khan, M.A.; Parlebas, J.C. Electronic structure of sub-stoichiometric titanium carbides, nitrides and carbonitrides: Comparison of TB-LMTO calculations and valence XPS spectra. J. Alloys Compd. 1997, 262, 397–401. [Google Scholar] [CrossRef]
- Tsai, D.-C.; Huang, Y.-L.; Lin, S.-R.; Liang, S.-C.; Shieu, F.-S. Effect of nitrogen flow ratios on the structure and mechanical properties of (TiVCrZrY)N coatings prepared by reactive magnetron sputtering. Appl. Surf. Sci. 2010, 257, 1361–1367. [Google Scholar]
- Petrov, I.; Barna, P.B.; Hultman, L.; Greene, J.E. Microstructural evolution during film growth. J. Vac. Sci. Technol. A Vac. Surf. Film. 2003, 21, S117–S128. [Google Scholar] [CrossRef]
- Restrepo, J.; Mondragon-Rodriguez, G.; Gonzalez-Carmona, J.M.; Alvarado-Orozco, J.M.; Garcia-Zarco, O.; Rodil, S.E. Cathodic Arc Evaporation of Self-Lubricating TiSiVN Coatings. J. Mater. Eng. Perform. 2022, 31, 1857–1869. [Google Scholar] [CrossRef]
- Richter, J. Application of Vickers indentation for assessment of PVD TiN coated new nonledeburitic high-speed steels. Surf. Coat. Technol. 2003, 162, 119–130. [Google Scholar] [CrossRef]
- Faisal, N.H.; Ahmed, R.; Prathuru, A.K.; Spence, S.; Hossain, M.; Steel, J.A. An Improved Vickers Indentation Fracture Toughness Model to Assess the Quality of Thermally Sprayed Coatings, Engineering Fracture Mechanics; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; Volume 128, pp. 189–204. [Google Scholar] [CrossRef]
- Chen, J. Indentation-based methods to assess fracture toughness for thin coatings. J. Phys. D Appl. Phys. 2012, 45, 203001. [Google Scholar] [CrossRef]
- González-Carmona, J.M.; Triviño, J.D.; Gómez-Ovalle, Á.; Ortega, C.; Alvarado-Orozco, J.M.; Sánchez-Sthepa, H.; Avila, A. Wear mechanisms identification using Kelvin probe force microscopy in TiN, ZrN and TiN/ZrN hard ceramic multilayers coatings. Ceram. Int. 2020, 46, 24592–24604. [Google Scholar] [CrossRef]
- Guo, H.; Chen, W.; Shan, Y.; Wang, W.; Zhang, Z.; Jia, J. Microstructures and properties of titanium nitride films prepared by pulsed laser deposition at different substrate temperatures. Appl. Surf. Sci. 2015, 357, 473–478. [Google Scholar] [CrossRef]
- Londoño-Menjura, R.F.; Ospina, R.; Escobar, D.; Quintero, J.H.; Olaya, A.; Mello, E. Restrepo-Parra, Influence of deposition temperature on WTiN coatings tribological performance. Appl. Surf. Sci. 2018, 427, 1096–1104. [Google Scholar] [CrossRef]
- Samuel, J.J.; Kumar, P.K.; Kumar, D.D.; Kirubaharan, A.M.K.; Raj, T.A.; Aravind, P. Effect of substrate temperature and preferred orientation on the tribological properties of Tantalum nitride coatings. Mater. Today Proc. 2021, 44, 4404–4408. [Google Scholar] [CrossRef]
- Agudelo-Morimitsu, L.C.; De La Roche, J.; Ruden, A.; Escobar, D.; Restrepo-Parra, E. Effect of substrate temperature on the mechanical and tribological properties of W/WC produced by DC magnetron sputtering. Ceram. Int. 2014, 40, 7037–7042. [Google Scholar] [CrossRef]
- Wang, Y.; He, N.; Wang, C.; Li, J.; Guo, W.; Sui, Y.; Lan, J. Microstructure and tribological performance of (AlCrWTiMo)N film controlled by substrate temperature. Appl. Surf. Sci. 2022, 574, 151677. [Google Scholar] [CrossRef]
- Subramanian, B.; Ananthakumar, R.; Jayachandran, M. Structural and tribological properties of DC reactive magnetron sputtered titani-um/titanium nitride (Ti/TiN) multilayered coatings. Surf. Coat. Technol. 2011, 205, 3485–3492. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Fan, H.; Jiang, F.; Guo, Z.; Zhao, H.; Xian, L.; Jing, Z.; Liao, J.; Liu, Y. Investigations on microstructure, mechanical and tribological properties of TiN coat-ings deposited on three different tool materials. Int. J. Refract. Met. Hard Mater. 2022, 102, 105700. [Google Scholar] [CrossRef]
- Hong, D.; Niu, Y.; Li, H.; Zhong, X.; Tu, W.; Zheng, X.; Sun, J. Comparison of microstructure and tribological properties of plasma-sprayed TiN, TiC and TiB2 coatings. Surf. Coat. Technol. 2019, 374, 181–188. [Google Scholar] [CrossRef]
- Deng, J.; Liu, A. Dry sliding wear behavior of PVD TiN, Ti55Al45N, and Ti35Al65N coatings at temperatures up to 600 °C. Int. J. Refract. Met. Hard Mater. 2013, 41, 241–249. [Google Scholar] [CrossRef]
- Ben, D. Beake, Nano- and Micro-Scale Impact Testing of Hard Coatings: A Review. Coatings 2022, 12, 793. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Wu, C.; Cui, Z.; Niu, C. Influence of Tool and Workpiece Properties on the Wear of the Counterparts in Contact Sliding. J. Tribol. 2022, 144, 021702. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (Pa) | Nitrogen Flow (sccm) | Power (kW) | Bias Voltage (V) | Temperature (°C) |
|---|---|---|---|---|
| 0.4 | 500 | 3 | −100 | 200 |
| 400 | ||||
| 600 |
| Ts (°C) | a (±0.02 Å) | φꞱ (±0.1 nm) | φǁ (±0.1 nm) |
|---|---|---|---|
| 200 | 4.35 | 72.1 | 11.0 |
| 400 | 4.34 | 52.5 | 18.3 |
| 600 | 4.24 | 41.4 | 27.3 |
| Ts (°C) | Ti (at%) | Nb (at%) | N (at%) | Thickness (µm) |
|---|---|---|---|---|
| 200 | 57.86 ± 7.28 | 0.21 ± 0.01 | 41.93 ± 7.27 | 4.68 ± 0.03 |
| 400 | 51.06 ± 0.57 | 0.18 ± 0.02 | 48.76 ± 0.58 | 6.80 ± 0.12 |
| 600 | 44.72 ± 3.09 | 0.15 ± 0.02 | 55.12 ± 3.08 | 5.93 ± 0.04 |
| Ts (°C) | Ra (nm) | Rq (nm) | Rq/Ra |
|---|---|---|---|
| D2 Steel | 64.27 ± 24.05 | 78.67 ± 26.44 | 1.24 |
| 200 | 358.70 ± 261.26 | 702.12 ± 417.52 | 2.04 |
| 400 | 141.27 ± 38.66 | 263.91 ± 85.39 | 1.85 |
| 600 | 179.33 ± 33.96 | 340.78 ± 77.81 | 1.89 |
| Ts (°C) | Lc1 (N) | Lc2 (N) |
|---|---|---|
| 200 | 36.9 ± 0.18 | 53.63 ± 0.27 |
| 400 | 22.55 ± 0.11 | 48.57 ± 0.24 |
| 600 | 18.45 ± 0.09 | 38.45 ± 0.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Carmona, J.M.; Mambuscay, C.L.; Ortega-Portilla, C.; Hurtado-Macias, A.; Piamba, J.F. TiNbN Hard Coating Deposited at Varied Substrate Temperature by Cathodic Arc: Tribological Performance under Simulated Cutting Conditions. Materials 2023, 16, 4531. https://doi.org/10.3390/ma16134531
Gonzalez-Carmona JM, Mambuscay CL, Ortega-Portilla C, Hurtado-Macias A, Piamba JF. TiNbN Hard Coating Deposited at Varied Substrate Temperature by Cathodic Arc: Tribological Performance under Simulated Cutting Conditions. Materials. 2023; 16(13):4531. https://doi.org/10.3390/ma16134531
Chicago/Turabian StyleGonzalez-Carmona, Juan Manuel, Claudia Lorena Mambuscay, Carolina Ortega-Portilla, Abel Hurtado-Macias, and Jeferson Fernando Piamba. 2023. "TiNbN Hard Coating Deposited at Varied Substrate Temperature by Cathodic Arc: Tribological Performance under Simulated Cutting Conditions" Materials 16, no. 13: 4531. https://doi.org/10.3390/ma16134531
APA StyleGonzalez-Carmona, J. M., Mambuscay, C. L., Ortega-Portilla, C., Hurtado-Macias, A., & Piamba, J. F. (2023). TiNbN Hard Coating Deposited at Varied Substrate Temperature by Cathodic Arc: Tribological Performance under Simulated Cutting Conditions. Materials, 16(13), 4531. https://doi.org/10.3390/ma16134531