


Simulation of Spatial Distribution of Multi-Size Bubbles in a Slab Continuous-Casting Mold Water Model

Abstract
:1. Introduction
2. Mathematical Model
2.1. Governing Equations
2.2. Calculation Domain
2.3. Numerical Details
3. Comparison of Bubble Size and Spatial Distribution
3.1. Bubble Spatial Distribution
3.2. Distribution of Bubble Diameter
3.3. Removal Position of Bubbles
4. Comparison of the Instantaneous Flow Field
5. Conclusions
- 1.
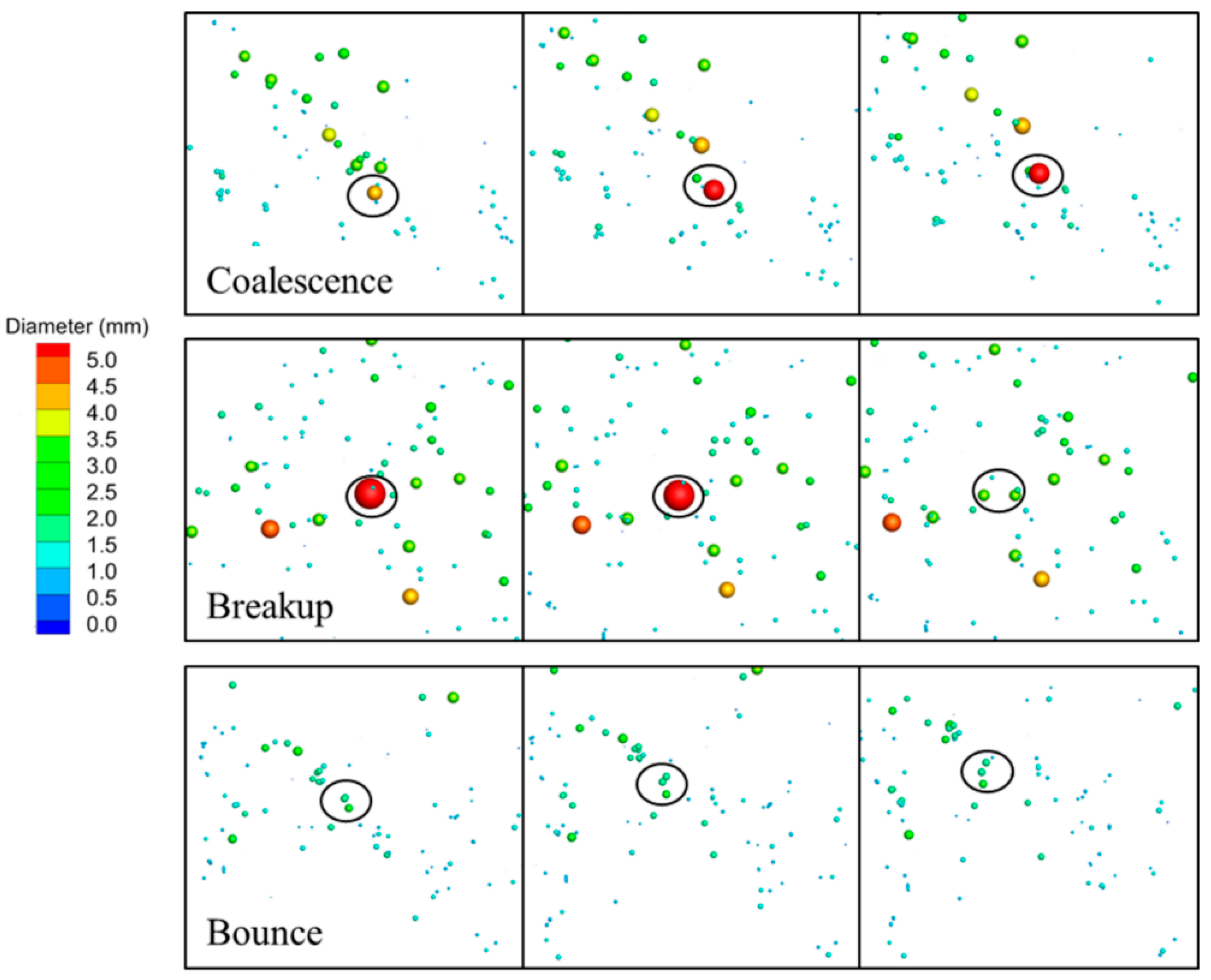
- The instantaneous asymmetrical distribution of bubbles and two-phase flow in a slab CC mold was successfully predicted. The two-way coupled DPM took into account the bubbles’ coalescence, breakup, and bounce.
- 2.
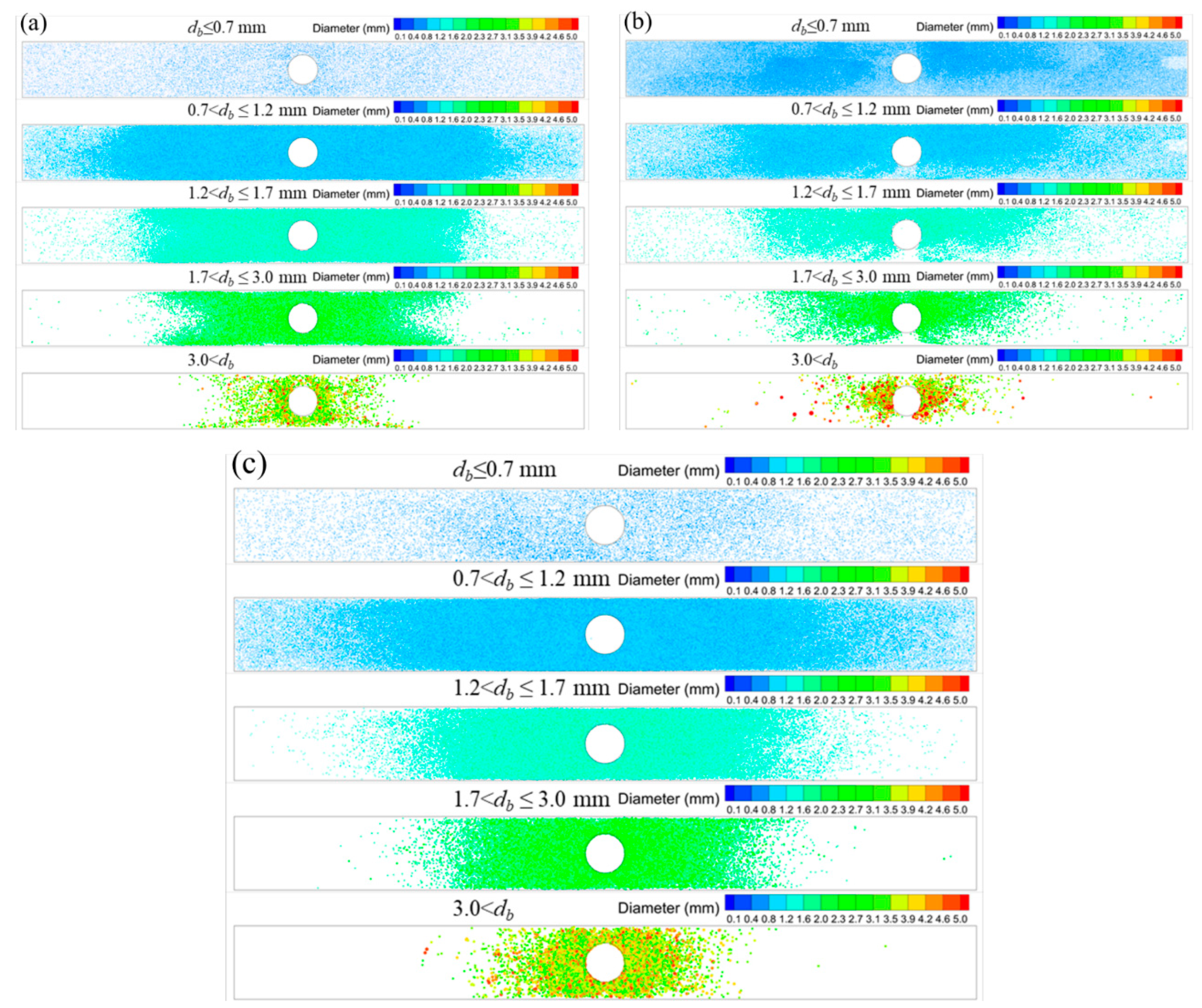
- The distribution of the bubble diameter showed an obvious distinction between the different bubble-breakup models. The average bubble concentration near the SEN gradually increased from the Taylor model to K-H model and Stochastic model. However, the average bubble concentration was gradually increased from the 1/4 width of the mold to the narrow face.
- 3.
- The predicted average bubble diameter in the entire mold was 0.253 mm, 0.440 mm, and 0.741 mm with the Taylor model, K-H model, and Stochastic model, respectively. The proportion of fine bubbles was overpredicted with the Taylor and K-H breakup model. The bubble-breakup model had a noticeable impact on the distribution of the speed due to the direct determination of the size distribution of bubbles.
- 4.
- The Stochastic breakup model had the best agreement with the measured data when compared to the average bubble diameter and meniscus speed. Thus, the fully coupled LES model, VOF model, and DPM with the collision and breakup model is recommended to correctly calculate the two-phase flow and distribution of multi-size bubbles during the CC process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, B.G.; Zhang, L. Mathematical modeling of fluid flow in continuous casting. ISIJ Int. 2001, 41, 1181–1193. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L.; Ren, Q.; Ren, Y.; Yang, W. Large eddy simulation on four-phase flow and slag entrainment in the slab continuous casting mold. Met. Mater. Trans. B 2022, 53, 1446–1461. [Google Scholar] [CrossRef]
- Zhang, L.; Thomas, B.G. State of the art in evaluation and control of steel cleanliness. ISIJ Int. 2003, 43, 271–291. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G. Review on modeling and simulation of continuous casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Liu, Z.-Q.; Qi, F.-S.; Li, B.-K.; Jiang, M.-F. Vortex flow pattern in a slab continuous casting mold with argon gas injection. J. Iron Steel Res. Int. 2014, 21, 1081–1089. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part I. model development and validation. Metall. Mater. Trans. B 2001, 32, 253–267. [Google Scholar] [CrossRef]
- Sánchez-Pérez, R.; García-Demedices, L.; Ramos, J.P.; Díaz-Cruz, M.; Morales, R.D. Dynamics of coupled and uncoupled two-phase flows in a slab mold. Metall. Mater. Trans. B 2004, 35, 85–99. [Google Scholar] [CrossRef]
- Singh, V.; Dash, S.K.; Sunitha, J.S.; Ajmani, S.K.; Das, A.K. Experimental simulation and mathematical modeling of air bubble movement in slab caster mold. ISIJ Int. 2006, 46, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Li, L.-M.; Liu, Z.-Q.; Li, B.-K. Modelling of bubble aggregation, breakage and transport in slab continuous casting mold. J. Iron Steel Res. Int. 2015, 22, 30–35. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Cheung, S. Modeling of bubble behaviors and size distribution in a slab continuous casting mold. Int. J. Multiph. Flow 2016, 79, 190–201. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Jiang, M. Multiple size group modeling of polydispersed bubbly flow in the mold: An analysis of turbulence and interfacial force models. Metall. Mater. Trans. B 2015, 46, 933–952. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, M. Numerical simulation of the effects of electromagnetic brake and argon gas injection on the three-dimensional multiphase flow and heat transfer in slab continuous casting mold. ISIJ Int. 2008, 48, 584–591. [Google Scholar] [CrossRef] [Green Version]
- Jin, K.; Thomas, B.G.; Ruan, X. Modeling and measurements of multiphase flow and bubble entrapment in steel continuous casting. Metall. Mater. Trans. B 2016, 47, 548–565. [Google Scholar] [CrossRef]
- Cho, S.-M.; Thomas, B.G.; Kim, S.-H. Bubble behavior and size distributions in stopper-rod nozzle and mold during continuous casting of steel slabs. ISIJ Int. 2018, 58, 1443–1452. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Zhang, L. Effects of interphase forces on multiphase flow and bubble distribution in continuous casting strands. Metall. Mater. Trans. B 2021, 52, 528–547. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L. Large eddy simulation on the two-phase flow in a water model of continuous casting strand with gas injection. Steel Res. Int. 2019, 90, 1800287. [Google Scholar] [CrossRef]
- Lopez, P.E.R.; Jalali, P.N.; Björkvall, J.; Sjöström, U.; Nilsson, C. Recent developments of a numerical model for continuous casting of steel: Model theory, setup and comparison to physical modelling with liquid metal. ISIJ Int. 2014, 54, 342–350. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Ren, Y.; Zhang, L.; Scheller, P.R. Numerical simulation of steel and argon gas two-phase flow in continuous casting using LES + VOF + DPM model. JOM 2019, 71, 1158–1168. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L.; Wang, Y.; Ren, Y.; Ren, Q.; Yang, W. Prediction on the three-dimensional spatial distribution of the number density of inclusions on the entire cross section of a steel continuous casting slab. Int. J. Heat Mass Transf. 2022, 190, 122789. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, Q.; Zhang, H.; Zhou, J.; Liu, C.; Ni, H. Effect of argon blowing rate on multiphase flow and initial solidification in a slab mold. Metall. Mater. Trans. B 2020, 51, 1088–1100. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Simulation of bubbles behavior in steel continuous casting mold using an Euler-Lagrange framework with modified bubble coalescence and breakup models. Powder Technol. 2020, 361, 769–781. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, Z.; Liu, C.; Zhou, H.; Zou, Z. A mathematical model considering the interaction of bubbles in continuous casting mold of steel. Powder Technol. 2015, 273, 154–164. [Google Scholar] [CrossRef]
- Chaudhary, R.; Thomas, B.G.; Vanka, S.P. Effect of electromagnetic ruler braking (embr) on transient turbulent flow in continuous slab casting using large eddy simulations. Metall. Mater. Trans. B 2012, 43, 532–553. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-de-la-Torre, F.; Diaz-Montes, J.; Gonzalez-Trejo, J. Three-dimensional flow behavior inside the submerged entry nozzle. Metall. Mater. Trans. B 2018, 49, 1644–1657. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Smagorinsky, J. General circulation experiments with the primitive equations: I. The basic experiment. Mon. Weather. Rev. 1963, 91, 99–164. [Google Scholar] [CrossRef]
- Djebbar, R.; Roustan, M.; Line, A. Numerical computations of turbulent gas-liquid dispersion in mechanically agitated vessels. Chem. Eng. Res. Des. 1996, 74, 492–498. [Google Scholar]
- Tomiyama, A.; Tamai, H.; Zun, I.; Hosokawa, S. Transverse migration of single bubbles in simple shear flows. Chem. Eng. Sci. 2002, 57, 1849–1858. [Google Scholar] [CrossRef]
- O’Rourke, P.J. Collective Drop Effects on Vaporizing Liquid Sprays. Ph.D. Thesis, Princeton University, Princeton, NJ, USA, 1981. [Google Scholar]
- Taylor, G.I. The shape and acceleration of a drop in a high speed air stream. Sci. Pap. GI Taylor 1963, 3, 457–464. [Google Scholar]
- Reitz, R.D.; Beale, J.C. Modeling spray atomization with the Kelvin-Helmholtz/Rayleigh-Taylor hybrid model. At. Sprays 1999, 9, 623–650. [Google Scholar] [CrossRef]
- Apte, S.; Gorokhovski, M.; Moin, P. LES of atomizing spray with stochastic modeling of secondary breakup. Int. J. Multiph. Flow 2003, 29, 1503–1522. [Google Scholar] [CrossRef]
- O’Rourke, P.J. The TAB Method for Numerical Calculation of Spray Drop Breakup; SAE Technical Paper; SAE: Warrendale, PA, USA, 1987; No. 872089-1987. [Google Scholar]
- Ren, L.; Ren, Y.; Zhang, L.; Yang, J. Investigation on fluid flow inside a continuous slab casting mold using particle image velocimetry. Steel Res. Int. 2019, 90, 1900209. [Google Scholar] [CrossRef]
- Tian, Y.; Shi, P.; Xu, L.; Qiu, S.; Zhu, R. Numerical Modeling of Transient Two-Phase Flow and the Coalescence and Breakup of Bubbles in a Continuous Casting Mold. Materials 2022, 15, 2810. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Total length | 562 mm |
| Cross size | 510 mm × 50 mm |
| SEN outlet angle | 0° |
| SEN immersion depth | 40 mm |
| Casting speed | 0.425 m/min |
| Air flow rate | 90 mL/min |
| Density of water | 1000 kg/m3 |
| Viscosity of water | 0.001 kg·m−1·s−1 |
| Density of air | 1.225 kg/m3 |
| Viscosity of air | 1.789 × 10−5 kg·m−1·s−1 |
| Surface tension | 0.07197 N/m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Y.; Xu, L.; Qiu, S.; Zhu, R. Simulation of Spatial Distribution of Multi-Size Bubbles in a Slab Continuous-Casting Mold Water Model. Materials 2023, 16, 4666. https://doi.org/10.3390/ma16134666
Tian Y, Xu L, Qiu S, Zhu R. Simulation of Spatial Distribution of Multi-Size Bubbles in a Slab Continuous-Casting Mold Water Model. Materials. 2023; 16(13):4666. https://doi.org/10.3390/ma16134666
Chicago/Turabian StyleTian, Yushi, Lijun Xu, Shengtao Qiu, and Rong Zhu. 2023. "Simulation of Spatial Distribution of Multi-Size Bubbles in a Slab Continuous-Casting Mold Water Model" Materials 16, no. 13: 4666. https://doi.org/10.3390/ma16134666
APA StyleTian, Y., Xu, L., Qiu, S., & Zhu, R. (2023). Simulation of Spatial Distribution of Multi-Size Bubbles in a Slab Continuous-Casting Mold Water Model. Materials, 16(13), 4666. https://doi.org/10.3390/ma16134666