

Influences of Fe Content and Cold Drawing Strain on the Microstructure and Properties of Powder Metallurgy Cu-Fe Alloy Wire


Abstract
:1. Introduction
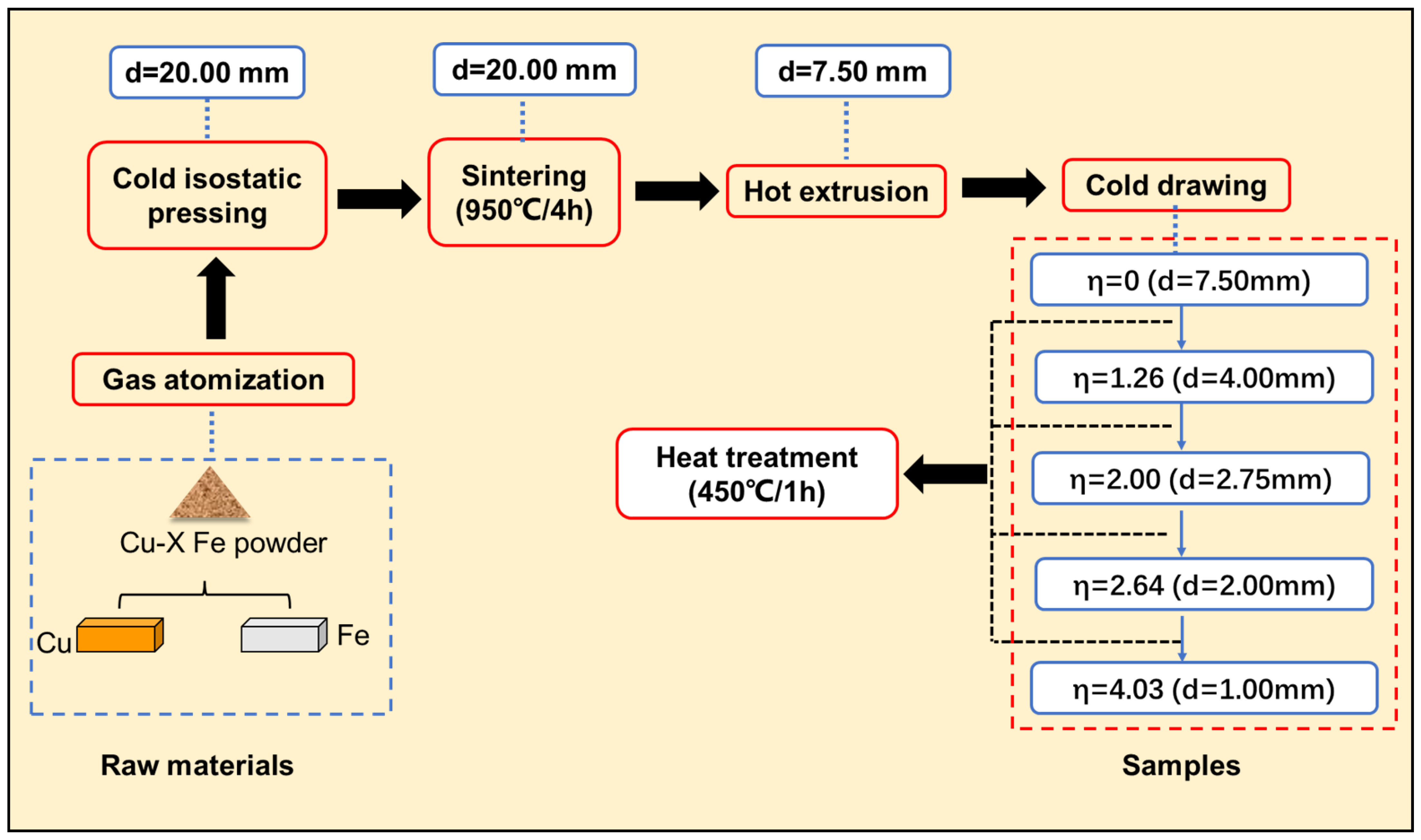
2. Materials and Methods
3. Results and Discussion
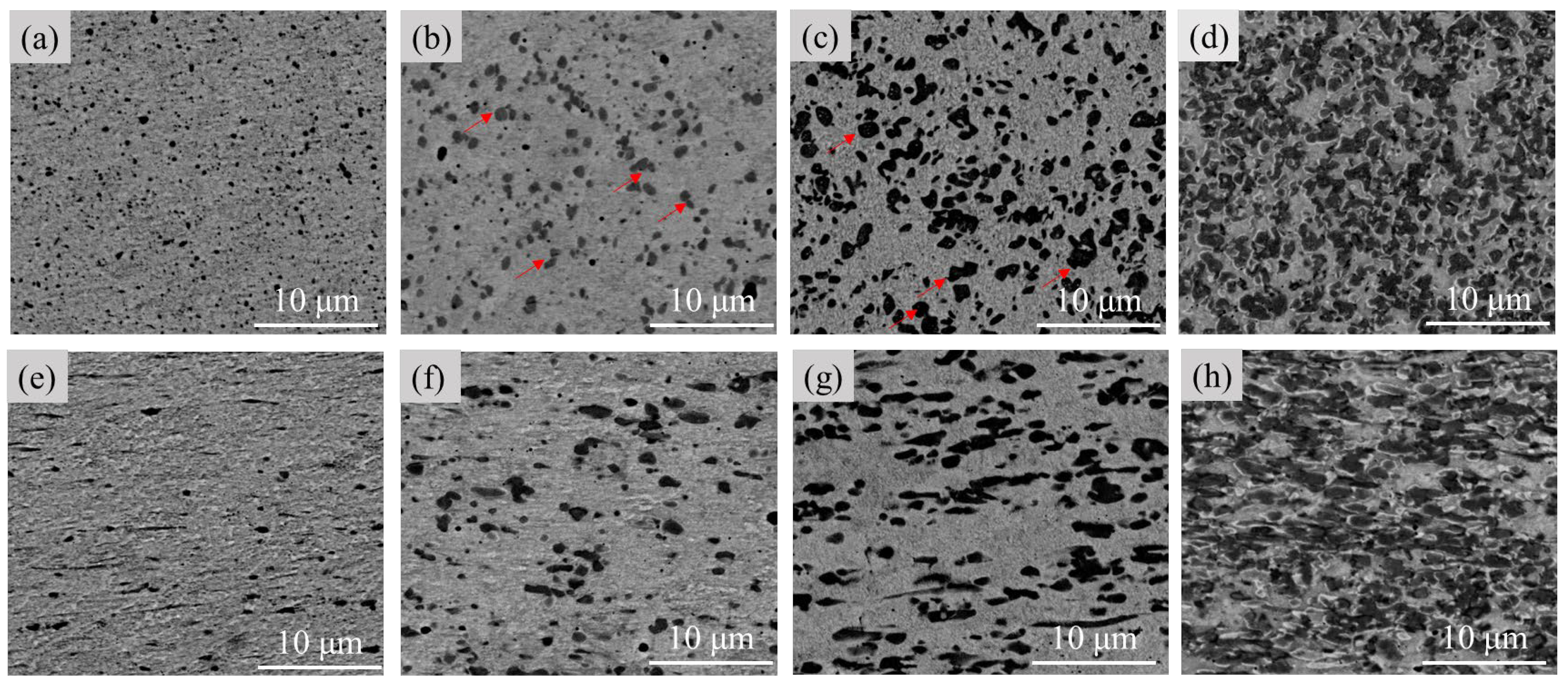
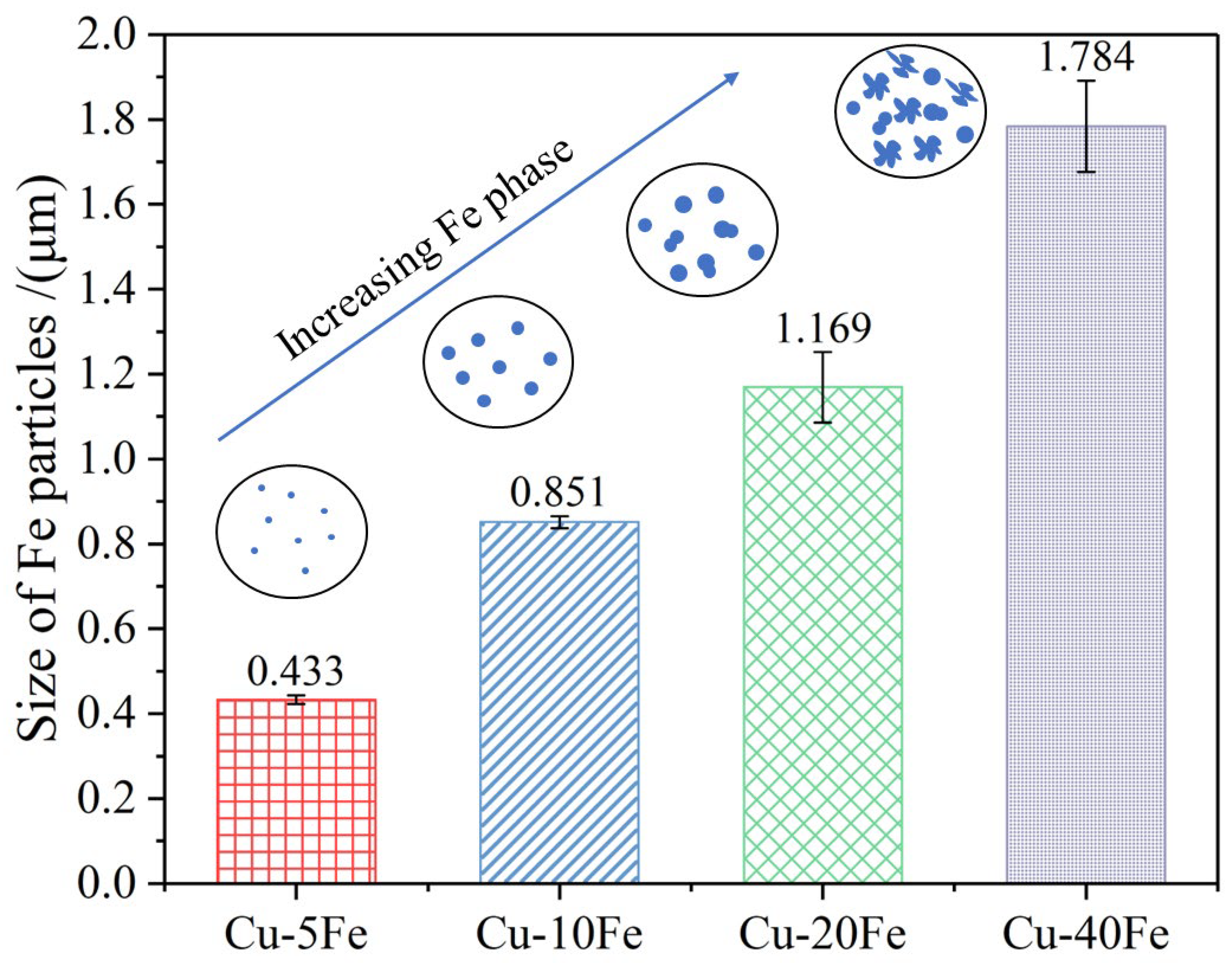
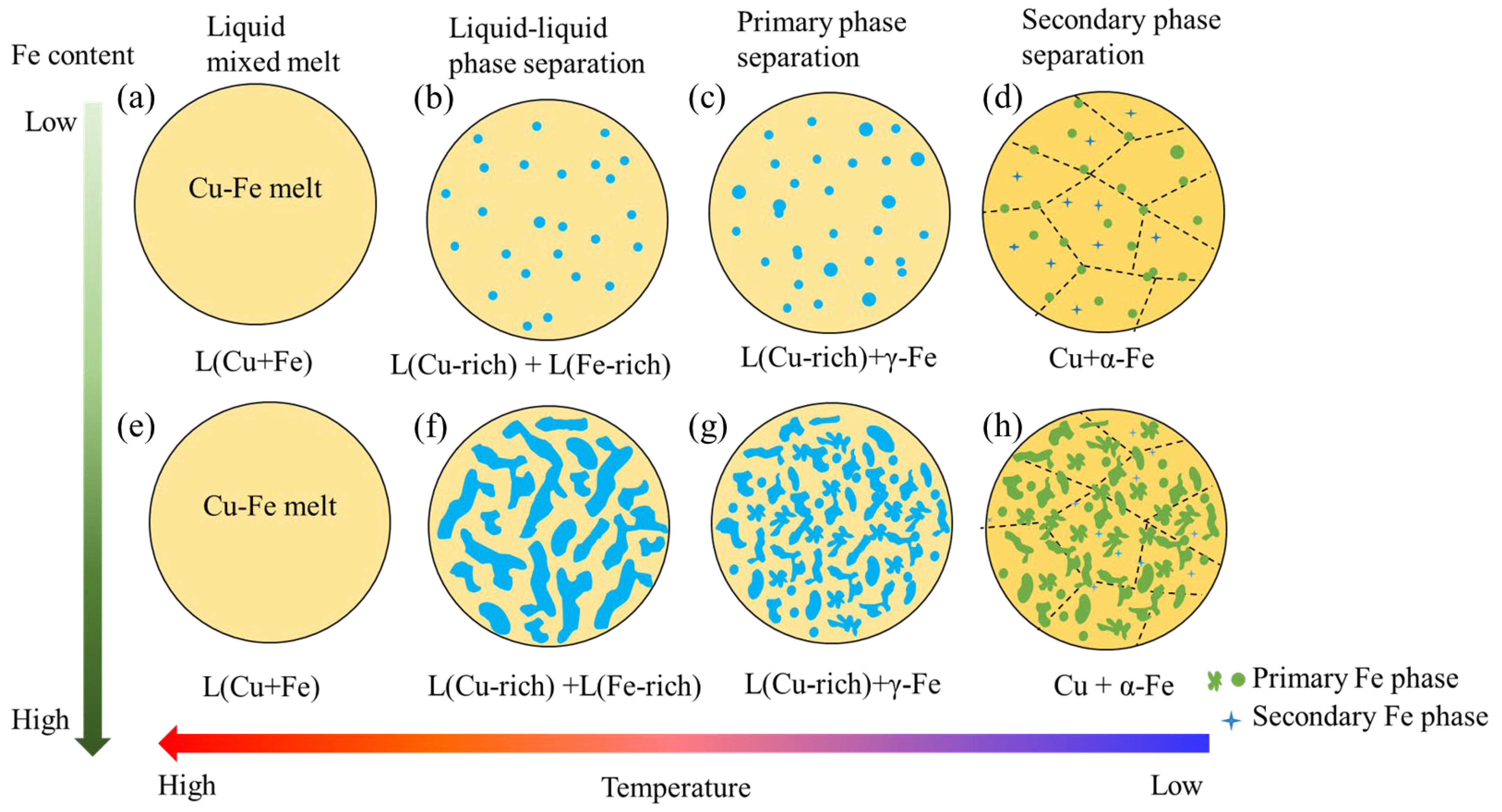
3.1. As-Textured Cu-Fe Alloys
3.2. Cu-Fe Alloys after Cold Drawing and Annealing
3.3. Comparison of Properties
4. Conclusions
- (1)
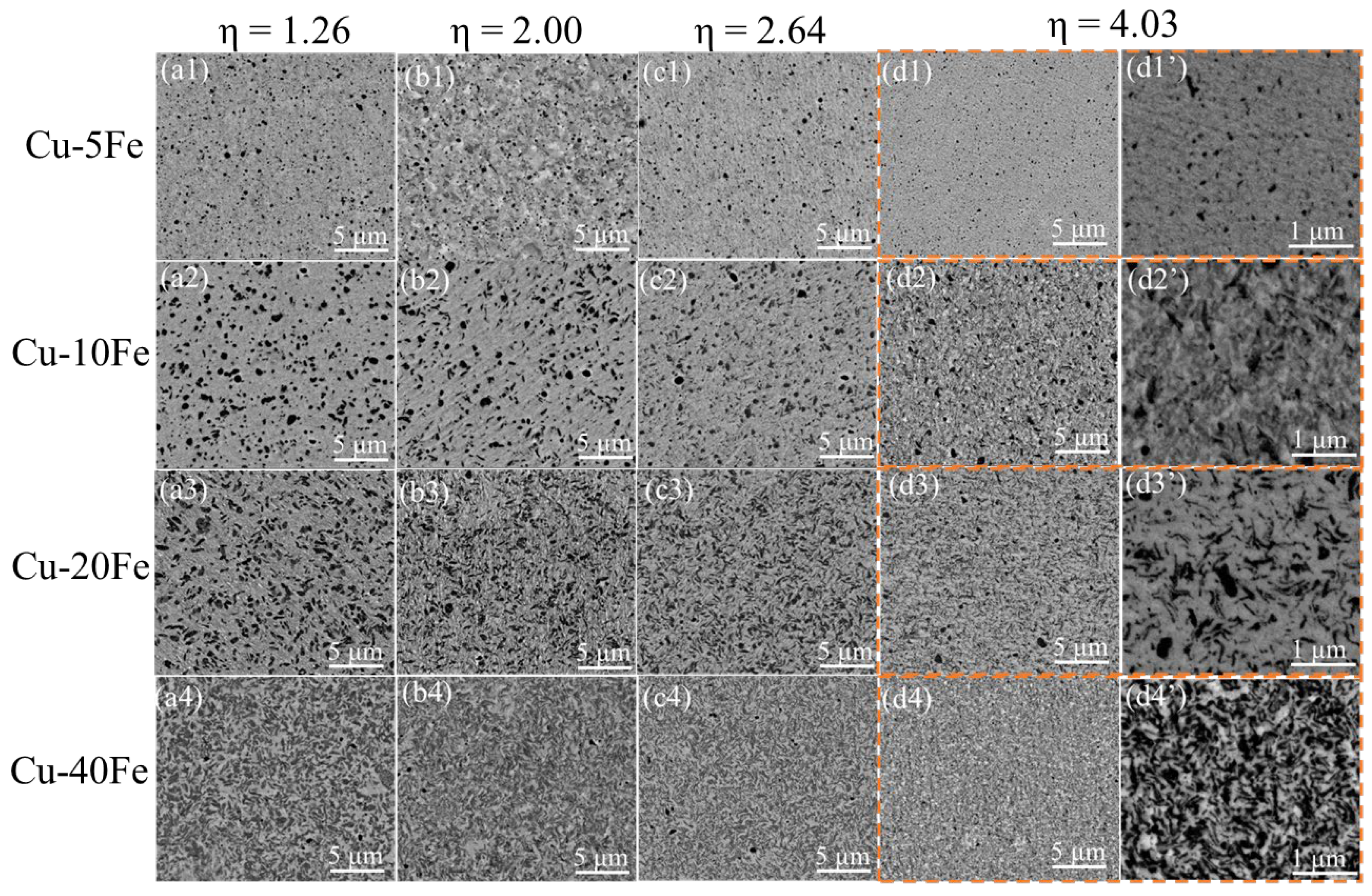
- The Fe phase in the as-extruded Cu-Fe alloys is uniformly dispersed. However, with the increase in Fe content, the Fe phase size increases, and the morphology of the Fe phase transforms from a discrete spheroid to interconnected water droplets, whose formation mechanism is the typical precipitation and spinodal decomposition, respectively.
- (2)
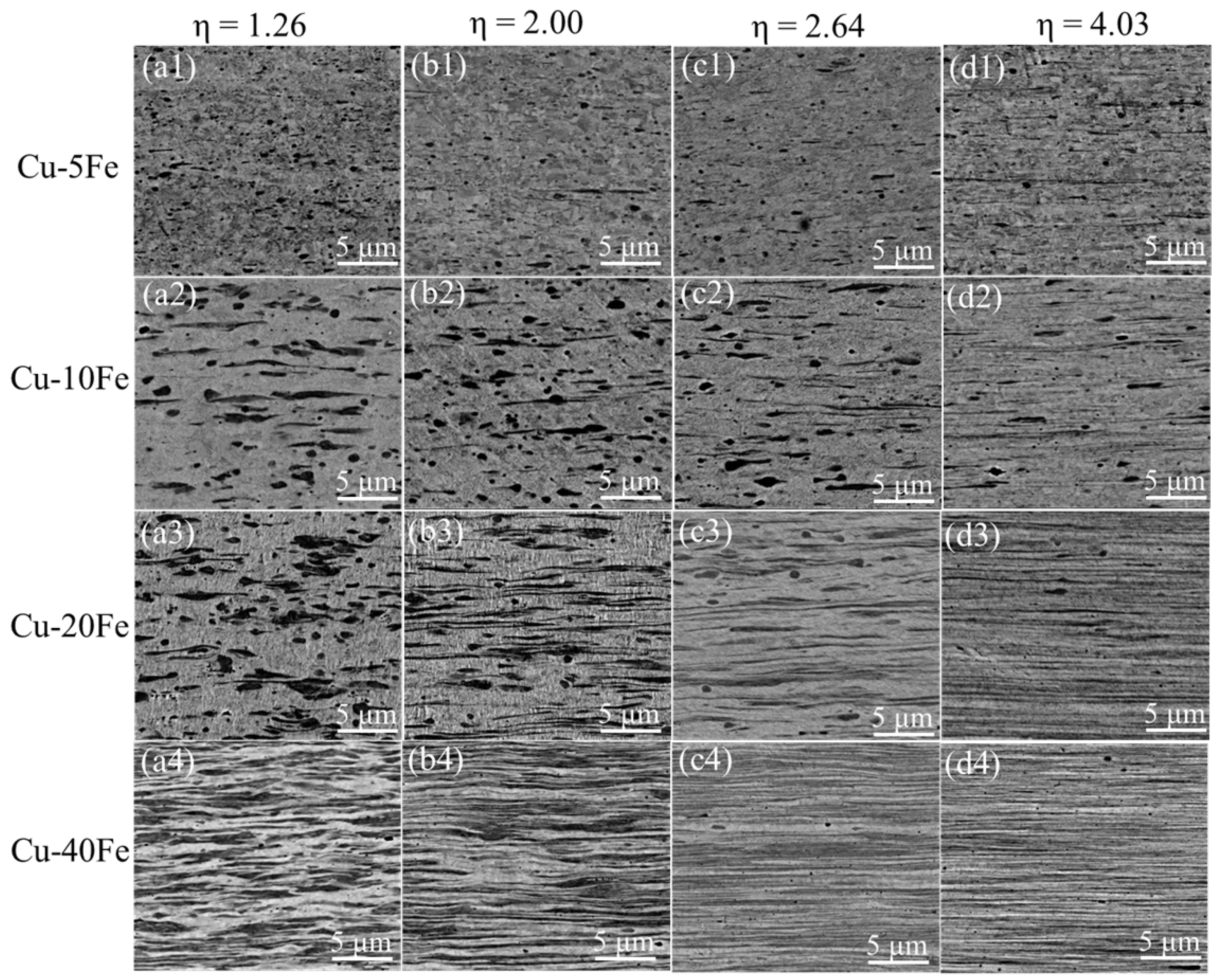
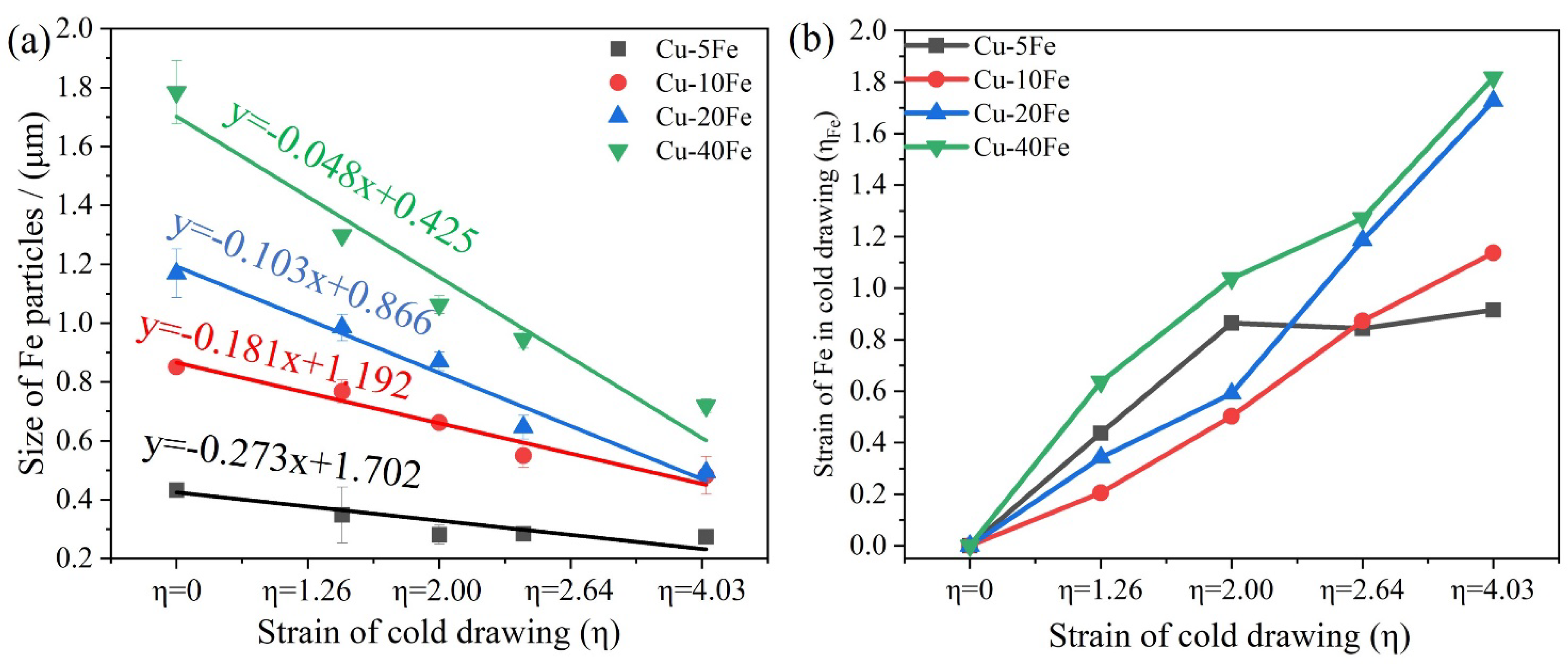
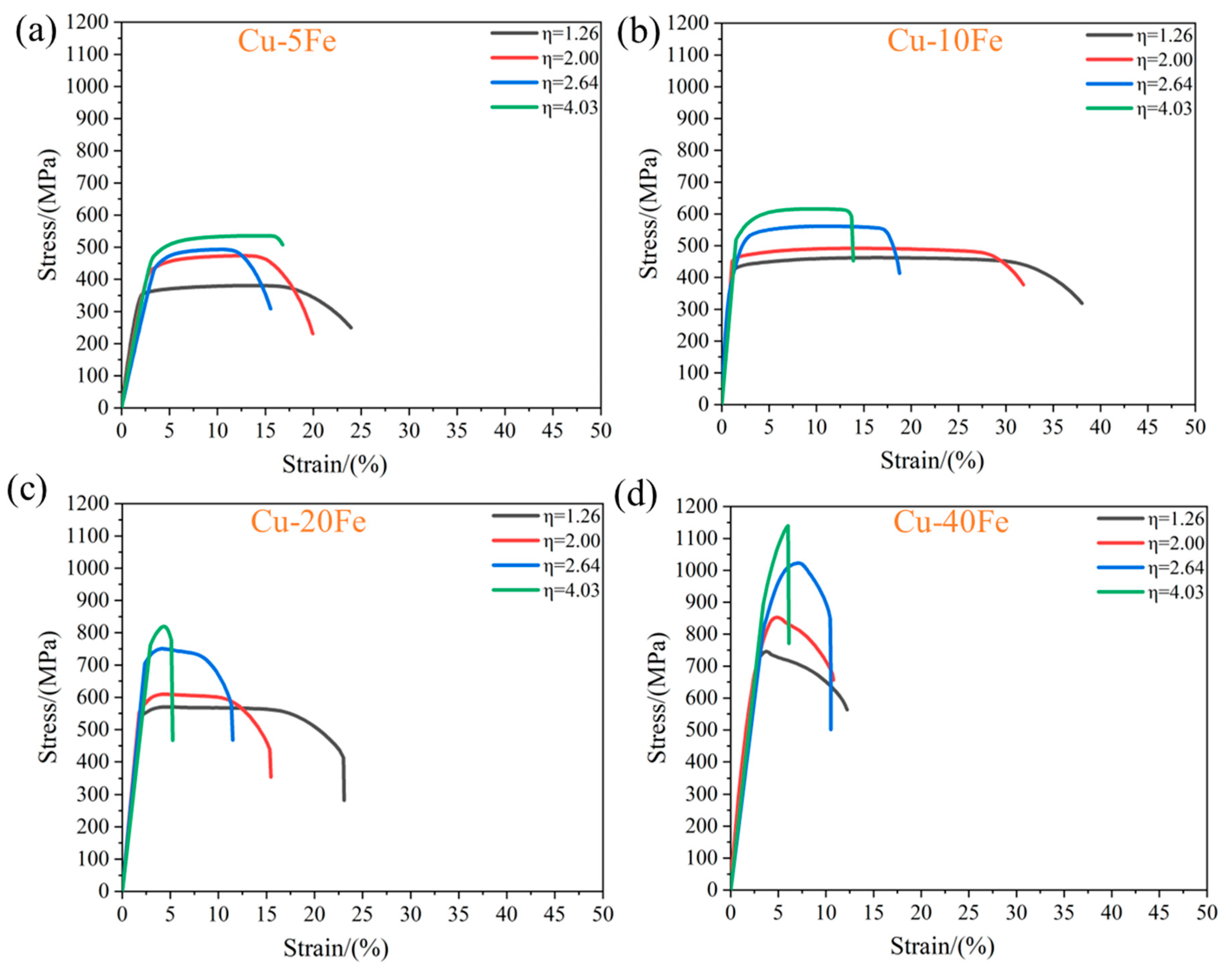
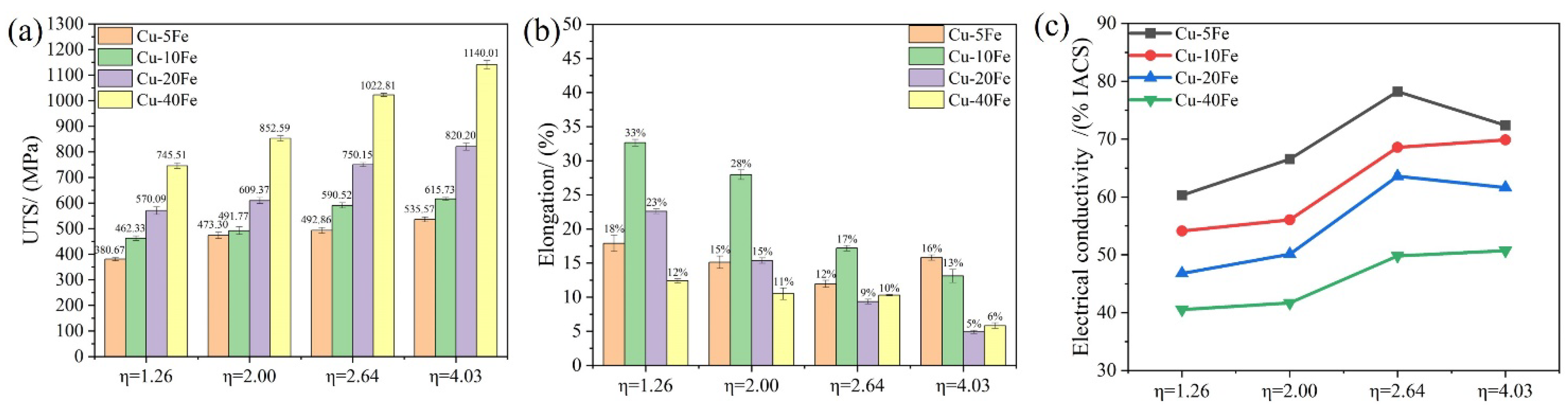
- During the cold drawing, the major deformation mechanism of the Fe phase is plastic deformation for Cu-Fe alloys with a low Fe content, while the combination of plastic and fracture deformations should be the dominant mechanism of the Fe phase for Cu-Fe alloys with a high Fe content. As the cold drawing strain increases, the Fe phase spacing is reduced and the Fe phase size is gradually refined, leading to the gradually enhanced mechanical strength of the alloy.
- (3)
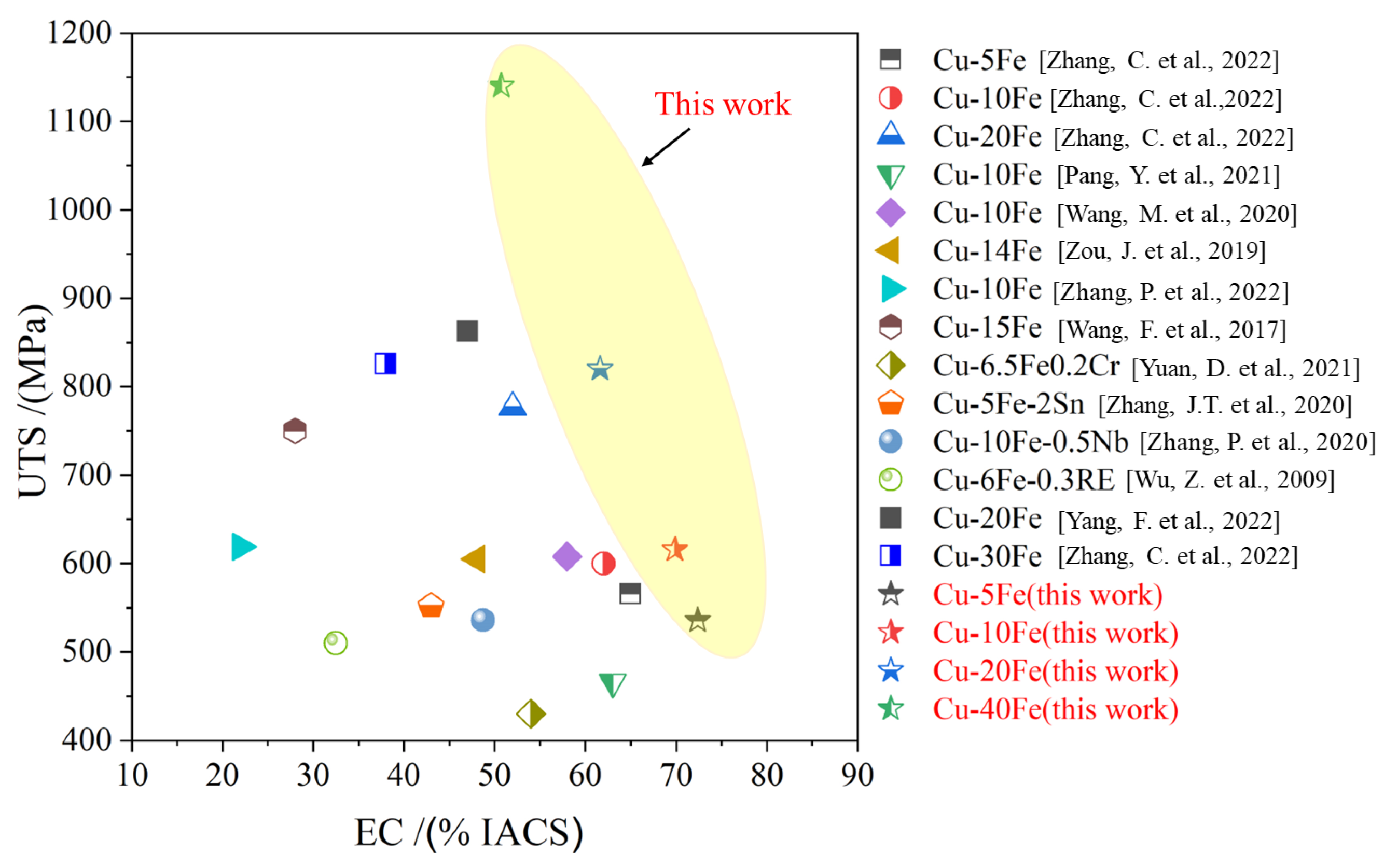
- The combination of the powder metallurgy technique, hot extrusion, cold drawing, and annealing treatments achieves the synchronous improvement in electrical conductivity and mechanical strength of Cu-Fe alloys, which are superior to other reported Cu-Fe alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, S.; Jie, J.; Guo, Z.; Yue, S.; Li, T. A comprehensive investigation on microstructure and magnetic properties of immiscible Cu-Fe alloys with variation of Fe content. Mater. Chem. Phys. 2019, 238, 121909. [Google Scholar] [CrossRef]
- Wang, M.; Yang, Q.-R.; Jiang, Y.-B.; Li, Z.; Xiao, Z.; Gong, S.; Wang, Y.-R.; Guo, C.-L.; Wei, H.-G. Effects of Fe content on microstructure and properties of Cu-Fe alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 3039–3049. [Google Scholar] [CrossRef]
- Biselli, C.; Morris, D. Microstructure and strength of Cu-Fe in Situ composites after very high drawing strains. Acta Mater. 1996, 44, 493–504. [Google Scholar] [CrossRef]
- Verhoeven, J.D.; Chueh, S.C.; Gibson, E.D. Strength and conductivity ofin situ Cu-Fe alloys. J. Mater. Sci. 1989, 24, 1748–1752. [Google Scholar] [CrossRef]
- Jerman, G.A.; Anderson, I.E.; Verhoeven, J.D. Strength and electrical conductivity of deformation-processed Cu-15 Vol Pct Fe alloys produced by powder metallurgy techniques. Met. Trans. A 1993, 24, 35–42. [Google Scholar] [CrossRef]
- Zhang, P.; Lei, Q.; Yuan, X.; Sheng, X.; Jiang, D.; Li, Y.; Li, Z. Microstructure and mechanical properties of a Cu-Fe-Nb alloy with a high product of the strength times the elongation. Mater. Today Commun. 2020, 25, 101353. [Google Scholar] [CrossRef]
- Pang, Y.; Chao, G.; Luan, T.; Gong, S.; Wang, Y.; Jiang, Z.; Xiao, Z.; Jiang, Y.; Li, Z. Microstructure and properties of high strength, high conductivity and magnetic Cu-10Fe-0.4Si alloy. Mater. Sci. Eng. A 2021, 826, 142012. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, R.; Xiao, Z.; Gong, S.; Jiang, Y.; Li, Z. Microstructure and properties of Cu-10 wt%Fe alloy produced by double melt mixed casting and multi-stage thermomechanical treatment. J. Alloys Compd. 2020, 820, 153323. [Google Scholar] [CrossRef]
- Li, Y.; Yuan, X.; Yang, B.; Ye, X.; Zhang, P.; Lang, H.; Lei, Q.; Liu, J.; Li, Y. Hierarchical microstructure and strengthening mechanism of Cu-36.8Fe alloy manufactured by selective laser melting. J. Alloys Compd. 2022, 895, 162701. [Google Scholar] [CrossRef]
- Ratke, L.; Diefenbach, S. Liquid immiscible alloys. Mater. Sci. Eng. R Rep. 1995, 15, 263–347. [Google Scholar] [CrossRef]
- Ohnuma, I.; Saegusa, T.; Takaku, Y.; Wang, C.; Liu, X.; Kainuma, R.; Ishida, K. Microstructural Evolution of Alloy Powder for Electronic Materials with Liquid Miscibility Gap. J. Electron. Mater. 2009, 38, 2–9. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, F.; Huang, P. Enhanced Hall-Petch strengthening in graphene/Cu nanocomposites. J. Mater. Sci. Technol. 2021, 87, 176–183. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Huang, J.; Xiao, Z.; Dai, J.; Li, Z.; Jiang, H.; Wang, W.; Zhang, X. Microstructure and Properties of a Novel Cu-Ni-Co-Si-Mg Alloy with Super-high Strength and Conductivity. Mater. Sci. Eng. A 2019, 744, 754–763. [Google Scholar] [CrossRef]
- Li, Y.; Tao, N.; Lu, K. Microstructural evolution and nanostructure formation in copper during dynamic plastic deformation at cryogenic temperatures. Acta Mater. 2008, 56, 230–241. [Google Scholar] [CrossRef]
- Song, J.; Hong, S. Strength and electrical conductivity of Cu-9Fe-1.2Co filamentary microcomposite wires. J. Alloys Compd. 2000, 311, 265–269. [Google Scholar] [CrossRef]
- Hong, S.; Song, J.; Kim, H. Thermo-mechanical processing and properties of Cu-9Fe-1.2Co microcomposite wires. Scr. Mater. 2001, 45, 1295–1300. [Google Scholar] [CrossRef]
- Zou, J.; Lu, D.-P.; Fu, Q.-F.; Liu, K.-M.; Jiang, J. Microstructure and properties of Cu-Fe deformation processed in-situ composite. Vacuum 2019, 167, 54–58. [Google Scholar] [CrossRef]
- Wang, F.; Wakoh, K.; Li, Y.; Ito, S.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Study of microstructure evolution and properties of Cu-Fe microcomposites produced by a pre-alloyed powder method. Mater. Des. 2017, 126, 64–72. [Google Scholar] [CrossRef]
- Gao, H.; Wang, J.; Shu, D.; Sun, B. Effect of Ag on the microstructure and properties of Cu-Fe in situ composites. Scr. Mater. 2005, 53, 1105–1109. [Google Scholar] [CrossRef]
- Shi, R.; Wang, C.; Wheeler, D.; Liu, X.; Wang, Y. Formation mechanisms of self-organized core/shell and core/shell/corona microstructures in liquid droplets of immiscible alloys. Acta Mater. 2013, 61, 1229–1243. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, H.; Han, Y.; Dai, Y.; Wang, J.; Sun, B. First-principles study on the solubility of iron in dilute Cu-Fe-X alloys. J. Alloys Compd. 2017, 691, 992–996. [Google Scholar] [CrossRef]
- Liu, S.; Jie, J.; Dong, B.; Guo, Z.; Wang, T.; Li, T. Novel insight into evolution mechanism of second liquid-liquid phase separation in metastable immiscible Cu-Fe alloy. Mater. Des. 2018, 156, 71–81. [Google Scholar] [CrossRef]
- Yuan, D.; Zeng, H.; Xiao, X.; Wang, H.; Han, B.; Liu, B.; Yang, B. Effect of Mg addition on Fe phase morphology, distribution and aging kinetics of Cu-6.5Fe alloy. Mater. Sci. Eng. A 2021, 812, 141064. [Google Scholar] [CrossRef]
- Zhang, P.; Yuan, X.; Li, Y.; Zhou, Y.; Lai, R.; Li, Y.; Lei, Q.; Chiba, A. Influence of minor Ag addition on the microstructure and properties of powder metallurgy Cu-10 wt% Fe alloy. J. Alloys Compd. 2022, 904, 163983. [Google Scholar] [CrossRef]
- Thanh, N.T.K.; Maclean, N.; Mahiddine, S. Mechanisms of Nucleation and Growth of Nanoparticles in Solution. Chem. Rev. 2014, 114, 7610–7630. [Google Scholar] [CrossRef]
- Bonvalet, M.; Sauvage, X.; Blavette, D. Intragranular nucleation of tetrahedral precipitates and discontinuous precipitation in Cu-5wt%Ag. Acta Mater. 2019, 164, 454–463. [Google Scholar] [CrossRef]
- Cahn, J.W. On spinodal decomposition. Acta Met. 1961, 9, 795–801. [Google Scholar] [CrossRef]
- Emo, J.; Pareige, C.; Saillet, S.; Domain, C.; Pareige, P. Kinetics of secondary phase precipitation during spinodal decomposition in duplex stainless steels: A kinetic Monte Carlo model—Comparison with atom probe tomography experiments. J. Nucl. Mater. 2014, 451, 361–365. [Google Scholar] [CrossRef]
- Stepanov, N.; Kuznetsov, A.; Salishchev, G.; Khlebova, N.; Pantsyrny, V. Evolution of microstructure and mechanical properties in Cu-14%Fe alloy during severe cold rolling. Mater. Sci. Eng. A 2013, 564, 264–272. [Google Scholar] [CrossRef]
- Guo, J.; Shao, Q.; Renk, O.; Li, L.; He, Y.; Zhang, Z.; Pippan, R. Combined Fe and O effects on microstructural evolution and strengthening in Cu-Fe nanocrystalline alloys. Mater. Sci. Eng. A 2020, 772, 138800. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, C.; Liu, X.; Yan, M.; Qi, M.; Li, X.; Li, Y.; Zhang, H.; Yang, F.; Wang, W.; et al. High strength and high electrical conductivity in Cu-Fe alloys with nano and micro Fe particles. Mater. Sci. Eng. A 2022, 855, 143948. [Google Scholar] [CrossRef]
- Niu, T.; Zhang, Y.; Cho, J.; Li, J.; Wang, H.; Zhang, X. Thermal stability of immiscible Cu-Ag/Fe triphase multilayers with triple junctions. Acta Mater. 2021, 208, 116679. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hirsch, P.B. The deformation of single crystals of copper and copper-zinc alloys containing alumina particles—II. Microstructure and dislocation-particle interactions. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1970, 318, 73–92. [Google Scholar] [CrossRef]
- Yu, Y.; Wang, C.; Liu, X.; Kainuma, R.; Ishida, K. Thermodynamics and kinetics in liquid immiscible Cu-Cr-Si ternary system. Mater. Chem. Phys. 2011, 127, 28–39. [Google Scholar] [CrossRef]
- Li, Y.; Yang, B.; Zhang, P.; Nie, Y.; Yuan, X.; Lei, Q.; Li, Y. Cu-Cr-Mg alloy with both high strength and high electrical conductivity manufactured by powder metallurgy process. Mater. Today Commun. 2021, 27, 102266. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, C.; Li, P.; Yan, M.; Qin, Q.; Yang, F.; Wang, W.; Guo, Z.; Volinsky, A.A. Microstructure and properties evolution of rolled powder metallurgy Cu-30Fe alloy. J. Alloys Compd. 2022, 909, 164761. [Google Scholar] [CrossRef]
- Wang, M.; Jiang, Y.; Li, Z.; Xiao, Z.; Gong, S.; Qiu, W.; Lei, Q. Microstructure evolution and deformation behaviour of Cu-10 wt%Fe alloy during cold rolling. Mater. Sci. Eng. A 2020, 801, 140379. [Google Scholar] [CrossRef]
- Yuan, D.; Xiao, X.; Chen, J.; Han, B.; Huang, H.; Yang, B. Influence of Ag addition on the microstructure and properties of Cu-6.5Fe-0.2Cr alloy prepared by upward continuous casting. J. Alloys Compd. 2021, 887, 161458. [Google Scholar] [CrossRef]
- Yang, F.; Dong, L.; Zhou, L.; Zhang, N.; Zhou, X.; Zhang, X.; Fang, F. Excellent strength and electrical conductivity achieved by optimizing the dual-phase structure in Cu-Fe wires. Mater. Sci. Eng. A 2022, 849, 143484. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, J.; Chen, Y.; Meng, L. Effect of rare earth addition on microstructural, mechanical and electrical characteristics of Cu-6%Fe microcomposites. J. Rare Earths 2009, 27, 87–91. [Google Scholar] [CrossRef]
- Zhang, J.T.; Lin, J.; Wang, Q.; Du, X.L.; Wang, Y.H. Recrystallization behaviour during annealing of cold-rolled Cu-5Fe-2Sn alloy. Mater. Sci. Technol. 2020, 36, 1162–1168. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, X.; Zhang, P.; Wang, J.; Yang, B.; Li, Y. Influences of Fe Content and Cold Drawing Strain on the Microstructure and Properties of Powder Metallurgy Cu-Fe Alloy Wire. Materials 2023, 16, 5180. https://doi.org/10.3390/ma16145180
Yuan X, Zhang P, Wang J, Yang B, Li Y. Influences of Fe Content and Cold Drawing Strain on the Microstructure and Properties of Powder Metallurgy Cu-Fe Alloy Wire. Materials. 2023; 16(14):5180. https://doi.org/10.3390/ma16145180
Chicago/Turabian StyleYuan, Xiaobo, Ping Zhang, Jianxiang Wang, Biaobiao Yang, and Yunping Li. 2023. "Influences of Fe Content and Cold Drawing Strain on the Microstructure and Properties of Powder Metallurgy Cu-Fe Alloy Wire" Materials 16, no. 14: 5180. https://doi.org/10.3390/ma16145180
APA StyleYuan, X., Zhang, P., Wang, J., Yang, B., & Li, Y. (2023). Influences of Fe Content and Cold Drawing Strain on the Microstructure and Properties of Powder Metallurgy Cu-Fe Alloy Wire. Materials, 16(14), 5180. https://doi.org/10.3390/ma16145180