
The Effect of the Cu Interlayer on the Interfacial Microstructure and Mechanical Properties of Al/Fe Bimetal by Compound Casting


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Al/Fe Bimetal with Cu Coating
2.3. Characterizations
2.4. Simulation Method for Interfacial Diffusion Processes
3. Results and Discussion
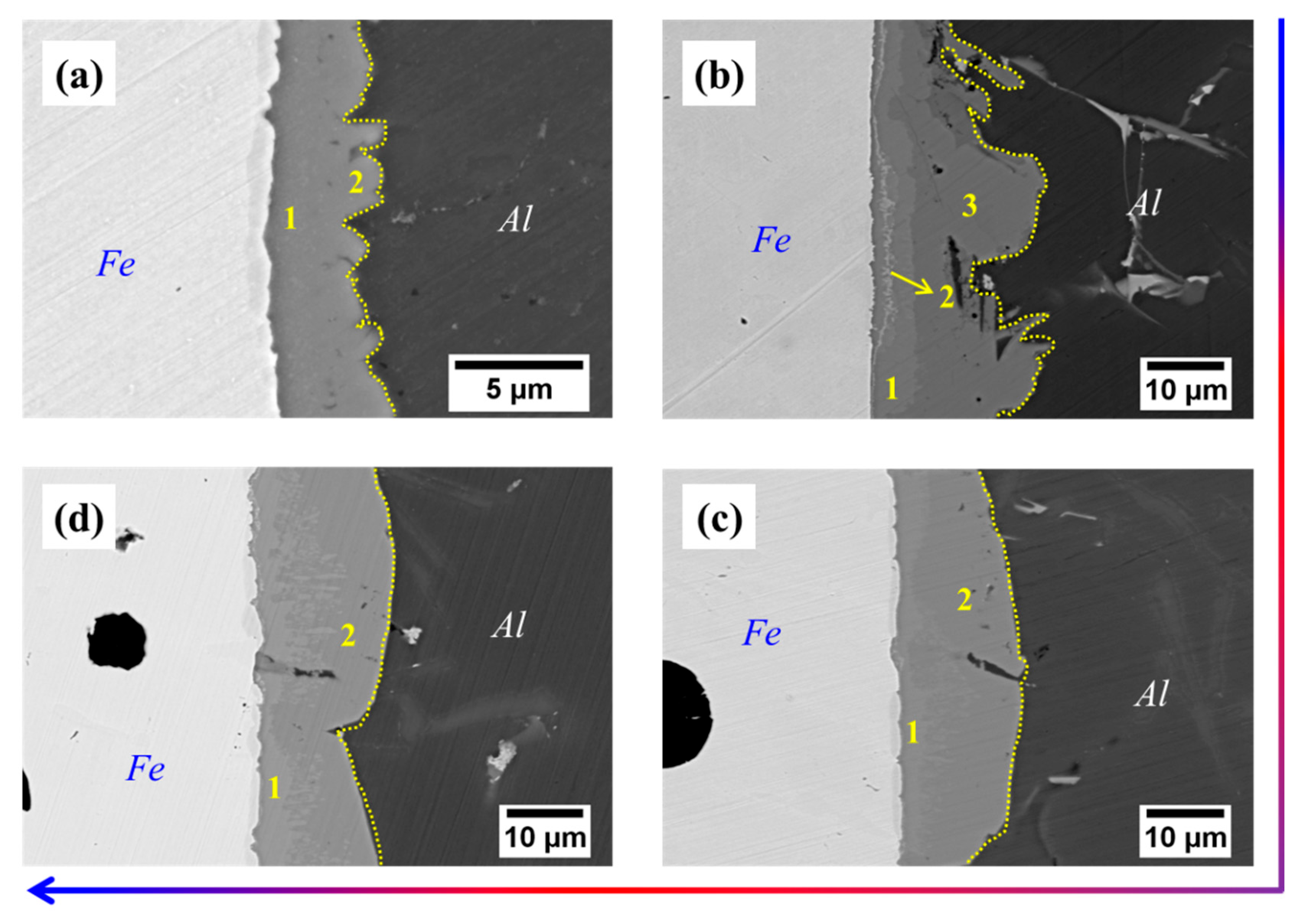
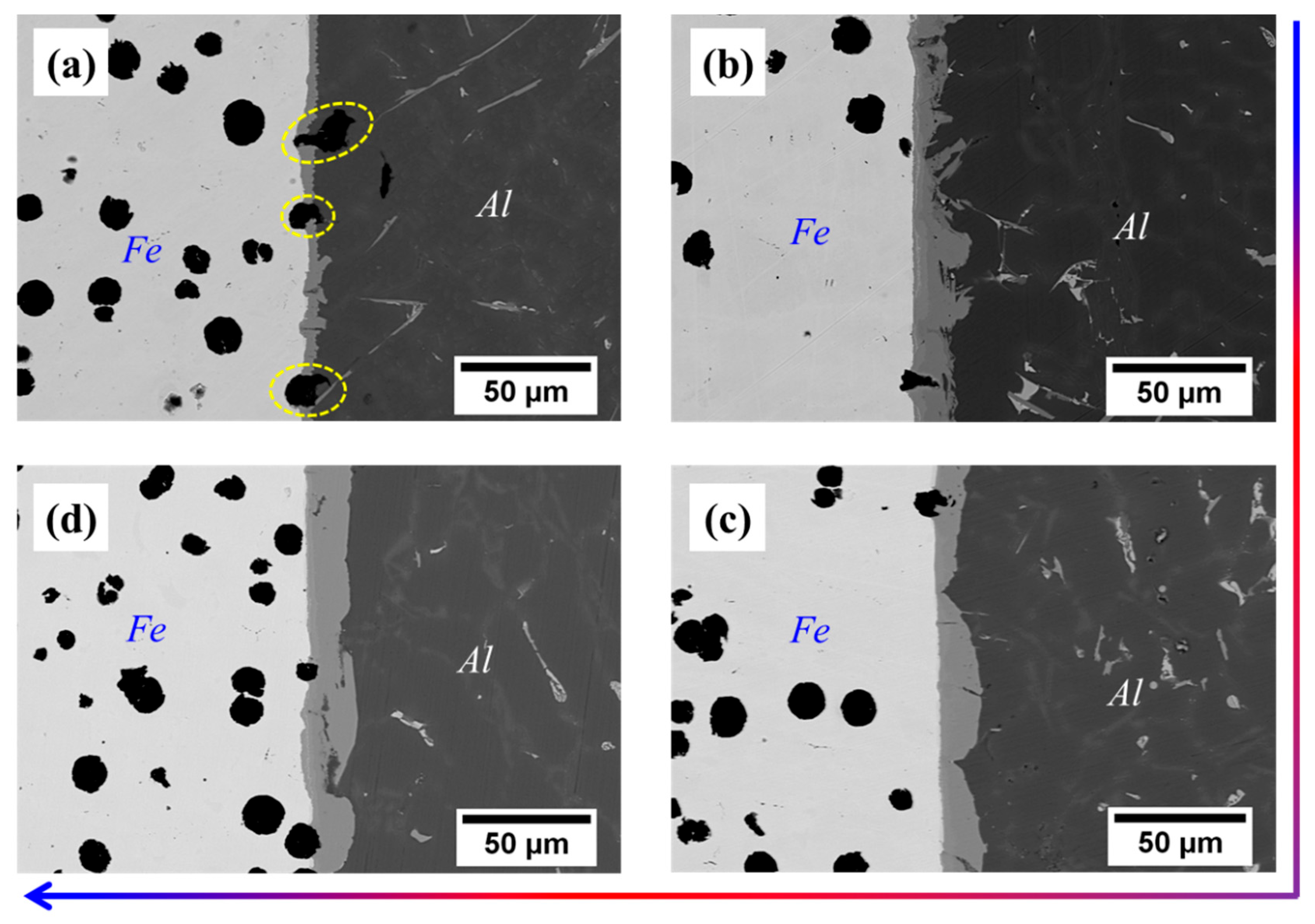
3.1. Interfacial Microstructure
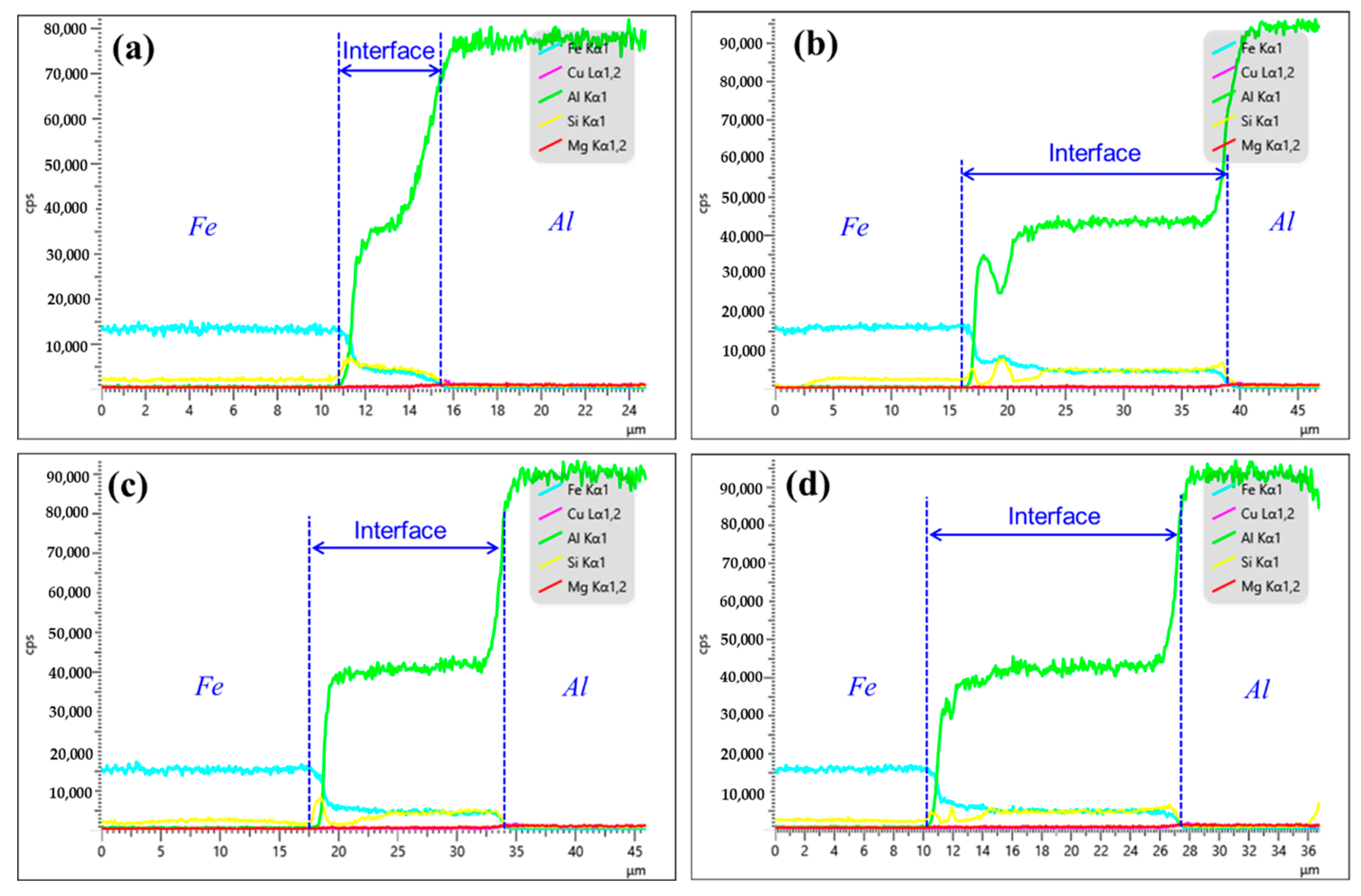
3.2. Diffusion Behavior of Atoms at the Interface
3.3. Mechanical Property
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Cheng, J.; Zhao, J.H.; Wang, C.; Shangguan, J.J.; Gu, C.; Wang, Y.J. Effect of HEA/Al composite interlayer on microstructure and mechanical property of Ti/Mg bimetal composite by solid-liquid compound casting. China Foundry 2023, 20, 1–11. [Google Scholar]
- Li, G.; Jiang, W.; Guan, F.; Zhu, J.; Yu, Y.; Fan, Z. Improving mechanical properties of AZ91D magnesium/A356 aluminum bimetal prepared by compound casting via a high velocity oxygen fuel sprayed Ni coating. J. Magnes. Alloys 2021, 10, 1075–1085. [Google Scholar] [CrossRef]
- Shin, J.; Kim, T.; Lim, K.; Cho, H.; Yang, D.; Jeong, C.; Yi, S. Effects of steel type and sandblasting pretreatment on the solid-liquid compound casting characteristics of zinc-coated steel/aluminum bimetals. J. Alloys Compd. 2019, 778, 170–185. [Google Scholar]
- Papis, K.J.M.; Hallstedt, B.; Lffler, J.F.; Uggowitzer, P.J. Interface formation in aluminium-aluminium compound casting. Acta Mater. 2008, 56, 3036–3043. [Google Scholar] [CrossRef]
- Liu, Y.; Bian, X.; Yang, J.; Zhang, K.; Yang, L.F.C. An investigation of metallurgical bonding in Al/gray iron bimetal composites. J. Mater. Res. 2013, 28, 3190–3198. [Google Scholar] [CrossRef]
- Tavassoli, S.; Abbasi, M.; Tahavvori, R. Controlling of IMCs layers formation sequence, bond strength and electrical resistance in Al-Cu bimetal compound casting process. Mater. Des. 2016, 108, 343–353. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic interactions between solid iron and molten aluminium. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar]
- Raja, V.; Kavitha, M.; Chokkalingam, B.; Ashraya, T.S. Effect of interlayers on mechanical properties of aluminium casting over stainless steel pipe for heat exchanger applications. Trans. Indian Inst. Met. 2020, 73, 1555–1560. [Google Scholar]
- Tavakoli, A.M.; Nami, B.; Malekan, M.; Khoubrou, I. Influences of coating type on microstructure and strength of aluminum–steel bimetal composite interface. Int. J. Met. 2021, 16, 689–698. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Li, G.; Liu, X.; Liu, F. Effects of hot-dip galvanizing and aluminizing on interfacial microstructures and mechanical properties of aluminum/iron bimetallic composites. J. Alloys Compd. 2016, 688, 742–751. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, G.; Yu, H.; Lv, W.; Wen, K.; Xu, H. Controlling interfacial composition and improvement in bonding strength of compound casted Al/steel bimetal via Cr interlayer. J. Mater. Res. Technol. 2023, 23, 4385–4395. [Google Scholar]
- Li, G.; Jiang, W.; Guan, F.; Zhu, J.; Yu, Y.; Fan, Z. Effect of different Ni interlayers on interfacial microstructure and bonding properties of Al/Mg bimetal using a novel compound casting. J. Manuf. Process. 2020, 50, 614–628. [Google Scholar] [CrossRef]
- Li, G.; Jiang, W.; Guan, F.; Zhu, J.; Zhang, Z.; Fan, Z. Microstructure, mechanical properties and corrosion resistance of A356 aluminum/AZ91D magnesium bimetal prepared by a compound casting combined with a novel Ni-Cu composite interlayer. J. Mater. Process. Technol. 2021, 288, 116874. [Google Scholar] [CrossRef]
- Aliyu, A.; Srivastava, C. Microstructure-corrosion property correlation in electrodeposited AlCrFeCoNiCu high entropy alloys-graphene oxide composite coatings. Thin Solid Film. 2019, 686, 137434. [Google Scholar] [CrossRef]
- Salimi, M.; Malekan, M.; Nami, B.; Hoseiny, H. Microstructure characteristics and mechanical properties of the interface layer of coated steel insert-aluminum bimetals. J. Mater. Res. 2017, 32, 874–882. [Google Scholar] [CrossRef]
- Segall, M.D.; Lindan, P.J.D.; Probert, M.J.; Pickard, C.J.; Hasnip, P.J.; Clark, S.J.; Payne, M.C. First-principles simulation: Ideas, illustrations and the CASTEP code. J. Phys. Condens. Matter 2002, 14, 2717–2744. [Google Scholar] [CrossRef]
- Clark, S.J.; Segall, M.D.; Pickard, C.J.; Hasnip, P.J.; Probert, M.I.; Refson, K.; Payne, M.C. First principles methods using CASTEP. Z. Für Krist.-Cryst. Mater. 2005, 220, 567–570. [Google Scholar]
- Laasonen, K.; Pasquarello, A.; Car, R.; Lee, C.; Vanderbilt, D. Car-Parrinello molecular dynamics with Vanderbilt ultrasoft pseudopotentials. Phys. Rev. B 1993, 47, 10142. [Google Scholar] [CrossRef]
- Perdew, J.P.; Burke, K.; Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 1996, 77, 3865. [Google Scholar] [CrossRef] [Green Version]
- Plimpton, S. Fast parallel algorithms for short-range molecular dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Jelinek, B.; Houze, J.; Groh, S.; Kim, S.G.; Horstemeyer, M.F.; Wagner, G.; Baskes, M. MEAM potential for Al, Si, Mg, Cu, and Fe alloys. APS Southeast. Sect. Meet. Abstr. 2010, 77, MB-003. [Google Scholar]
- Springer, H.; Kostka, A.; Payton, E.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Li, C. Improved steel/aluminum bonding in bimetallic castings by a compound casting process. J. Mater. Process. Technol. 2015, 226, 25–31. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, C.Z.; Zhang, H.X.; Li, H.; Yang, X.K. Microstructure and mechanical properties of Al/steel bimetal composite produced by compound casting. Int. J. Mater. Sci. Eng. 2019, 6, 72–79. [Google Scholar] [CrossRef]
- Takata, S.T.M. Crystallography of Fe2Al5 phase at the interface between solid Fe and liquid Al. Intermetallics 2015, 67, 1–11. [Google Scholar] [CrossRef]
- Zong, X.; Xia, R.; Zhang, Y.; Zhang, Y.; Zhu, Q. Boriding kinetics and mechanical properties of X65Cr14 martensitic stainless steel by pack method. J. Phys. Conf. Ser. 2022, 2368, 012008. [Google Scholar] [CrossRef]
- Azeem, M.M.; Wang, Q.; Zubair, M.; Zhang, Y. Effect of grain boundary on diffusion of P in alpha-Fe: A molecular dynamics study. Front. Phys. 2019, 7, 97. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | S | P | Mg | RE | Fe |
|---|---|---|---|---|---|---|---|---|
| Content | 3.6–3.8 | 2.5–2.9 | <0.6 | <0.025 | <0.08 | 0.03–0.05 | 0.03–0.05 | Else |
| Elements | Si | Mg | Cu | Mn | Ti | Fe | Sr | Al |
|---|---|---|---|---|---|---|---|---|
| Content | 6–8 | 0.25–0.5 | 1.2–1.8 | 0.1–0.25 | 0.1–0.2 | ≤0.15 | 0.01–0.06 | Else |
| Position-1 | Position-2 | Position-3 | Position-4 | Average | |
|---|---|---|---|---|---|
| Cu-5 min | 4.8 μm | 4.9 μm | 4.3 μm | 4.8 μm | 4.7 μm |
| Cu-10 min | 11.3 μm | 12.0 μm | 11.1 μm | 11.6 μm | 11.5 μm |
| Cu-15 min | 26.5 μm | 26.2 μm | 27.2 μm | 26.7 μm | 26.7 μm |
| Samples | Regions | Al | Fe | Si | Cu | Possible Phases |
|---|---|---|---|---|---|---|
| Cu-1 | Spot 1 | 73.1 | 23.4 | 3.1 | 0.4 | Al3Fe + Al5Fe2 |
| Spot 2 | 69.5 | 18.0 | 12.1 | 0.4 | Al8Fe2Si | |
| Cu-2 | Spot 1 | 69.0 | 28.2 | 2.7 | 0.1 | Al5Fe2 |
| Spot 2 | 50.3 | 33.2 | 16.5 | - | Al2Fe3Si3 | |
| Spot 3 | 71.1 | 17.8 | 11.1 | - | Al8Fe2Si | |
| Cu-3 | Spot 1 | 70.7 | 25.9 | 3.2 | 0.2 | Al5Fe2 |
| Spot 2 | 70.0 | 18.8 | 11.1 | 0.1 | Al8Fe2Si | |
| Cu-4 | Spot 1 | 69.6 | 24.6 | 5.8 | - | Al5Fe2 |
| Spot 2 | 70.2 | 19.5 | 10.3 | - | Al8Fe2Si |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Xu, H.; Zhang, B.; Zhang, G.; Bai, L.; Song, H.; Zhang, D.; Chang, C.; Yu, H.; Yang, C. The Effect of the Cu Interlayer on the Interfacial Microstructure and Mechanical Properties of Al/Fe Bimetal by Compound Casting. Materials 2023, 16, 5469. https://doi.org/10.3390/ma16155469
Liu S, Xu H, Zhang B, Zhang G, Bai L, Song H, Zhang D, Chang C, Yu H, Yang C. The Effect of the Cu Interlayer on the Interfacial Microstructure and Mechanical Properties of Al/Fe Bimetal by Compound Casting. Materials. 2023; 16(15):5469. https://doi.org/10.3390/ma16155469
Chicago/Turabian StyleLiu, Shiyuan, Hong Xu, Baohong Zhang, Guowei Zhang, Long Bai, Heqian Song, Dan Zhang, Chao Chang, Huan Yu, and Chenglong Yang. 2023. "The Effect of the Cu Interlayer on the Interfacial Microstructure and Mechanical Properties of Al/Fe Bimetal by Compound Casting" Materials 16, no. 15: 5469. https://doi.org/10.3390/ma16155469
APA StyleLiu, S., Xu, H., Zhang, B., Zhang, G., Bai, L., Song, H., Zhang, D., Chang, C., Yu, H., & Yang, C. (2023). The Effect of the Cu Interlayer on the Interfacial Microstructure and Mechanical Properties of Al/Fe Bimetal by Compound Casting. Materials, 16(15), 5469. https://doi.org/10.3390/ma16155469