
The Fatal Defects in Cast Al-Si Alloys Due to Sn Addition

 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
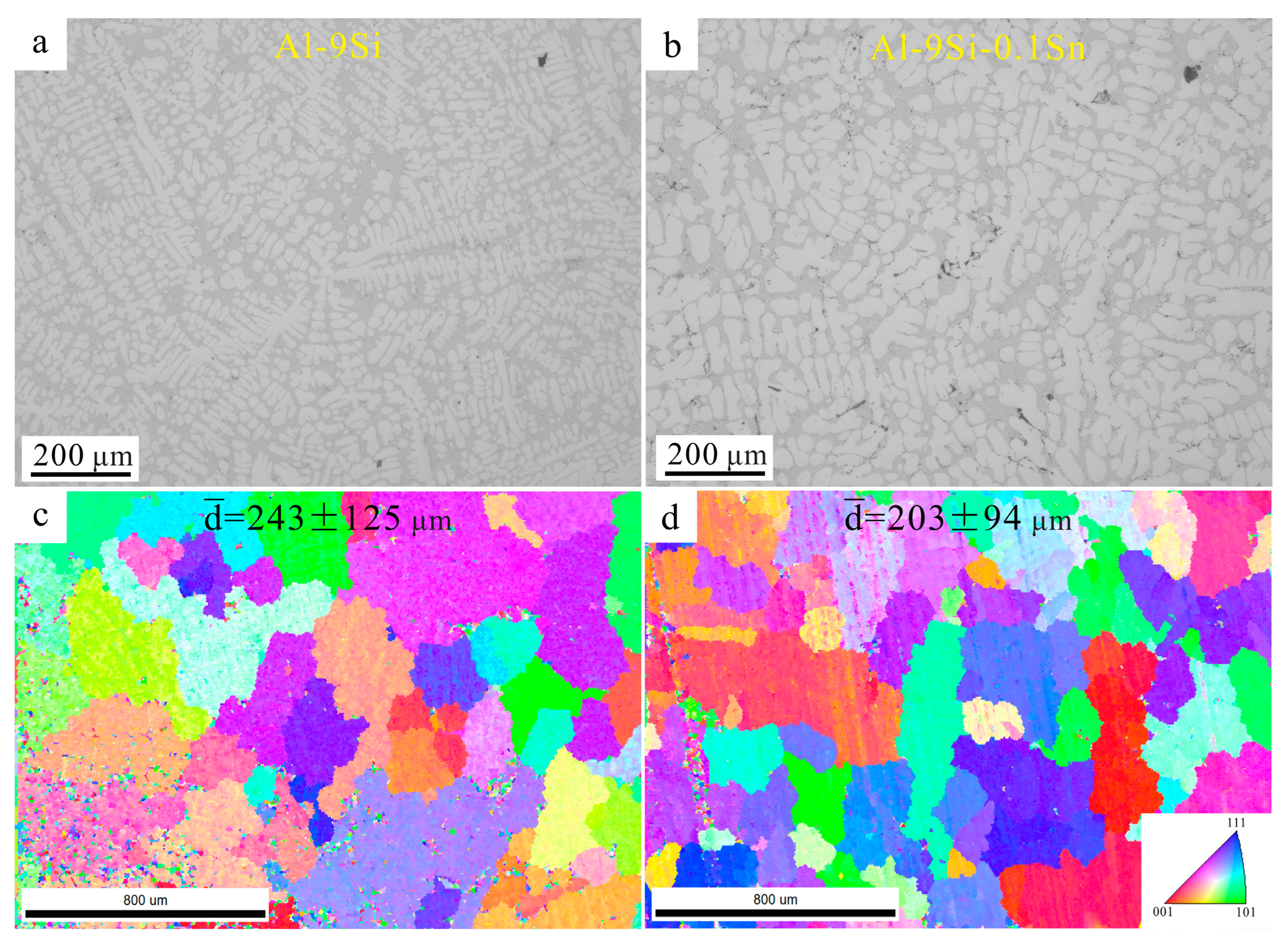
3.1. Grain Size
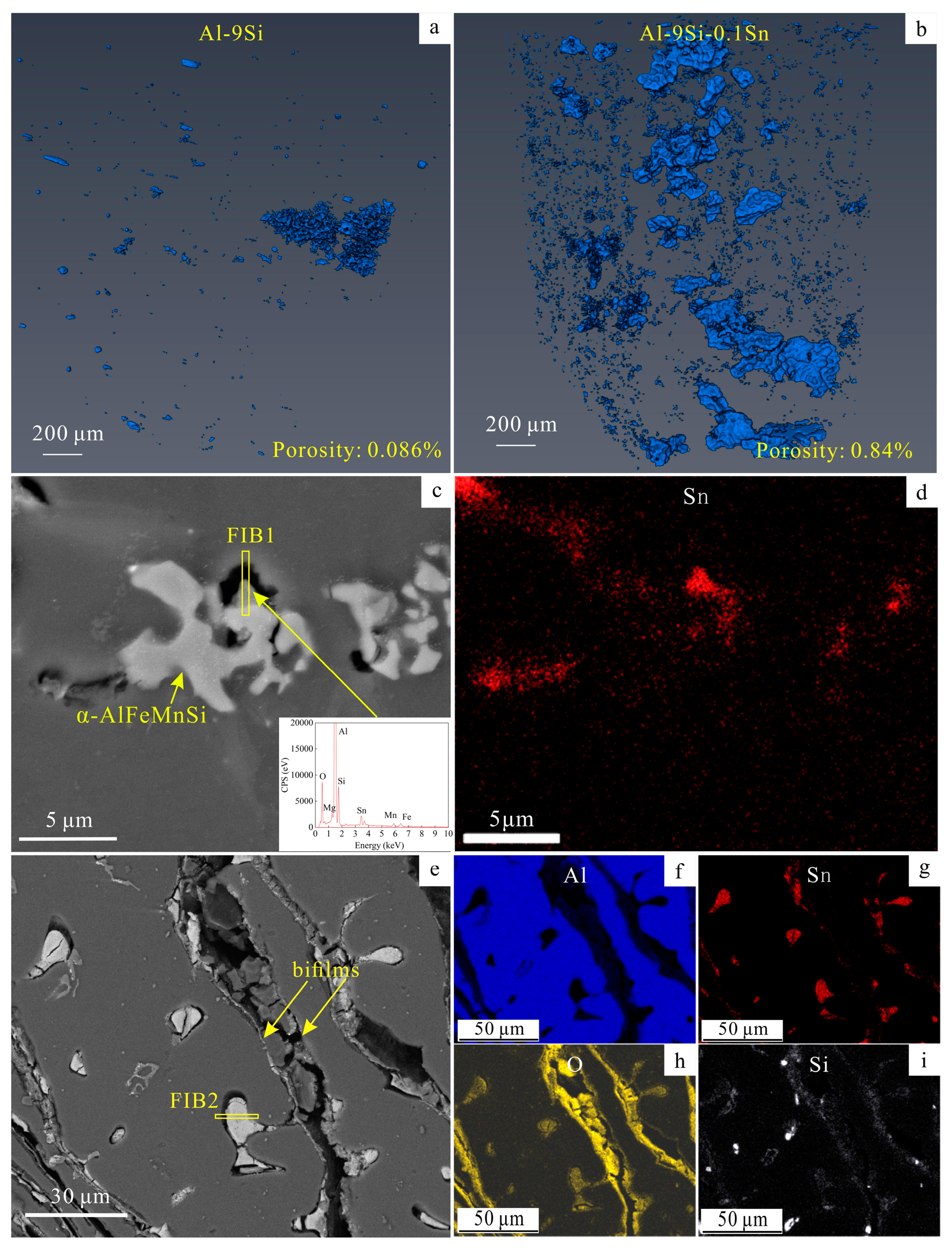
3.2. Pores and Other Cast Defects Caused by Sn
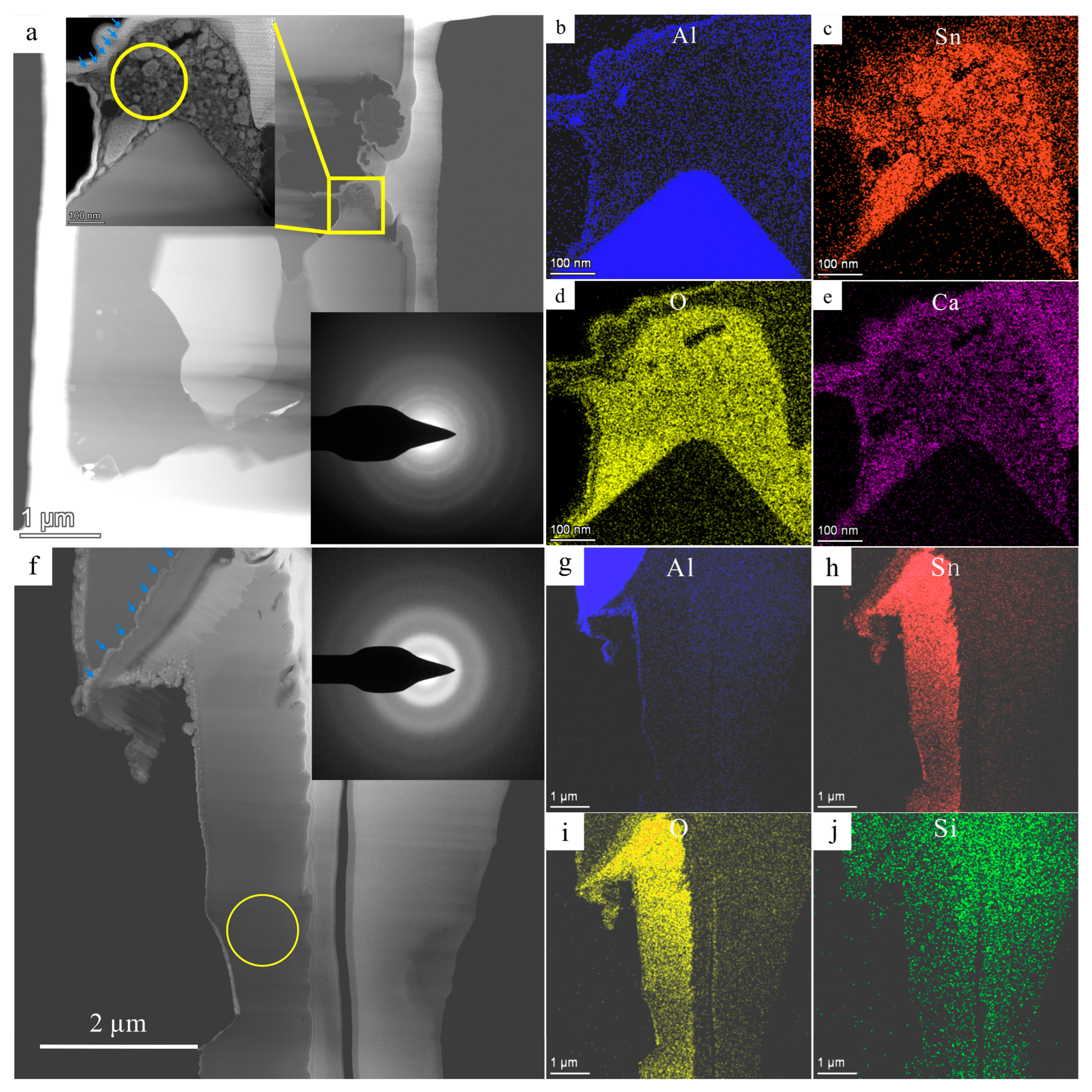
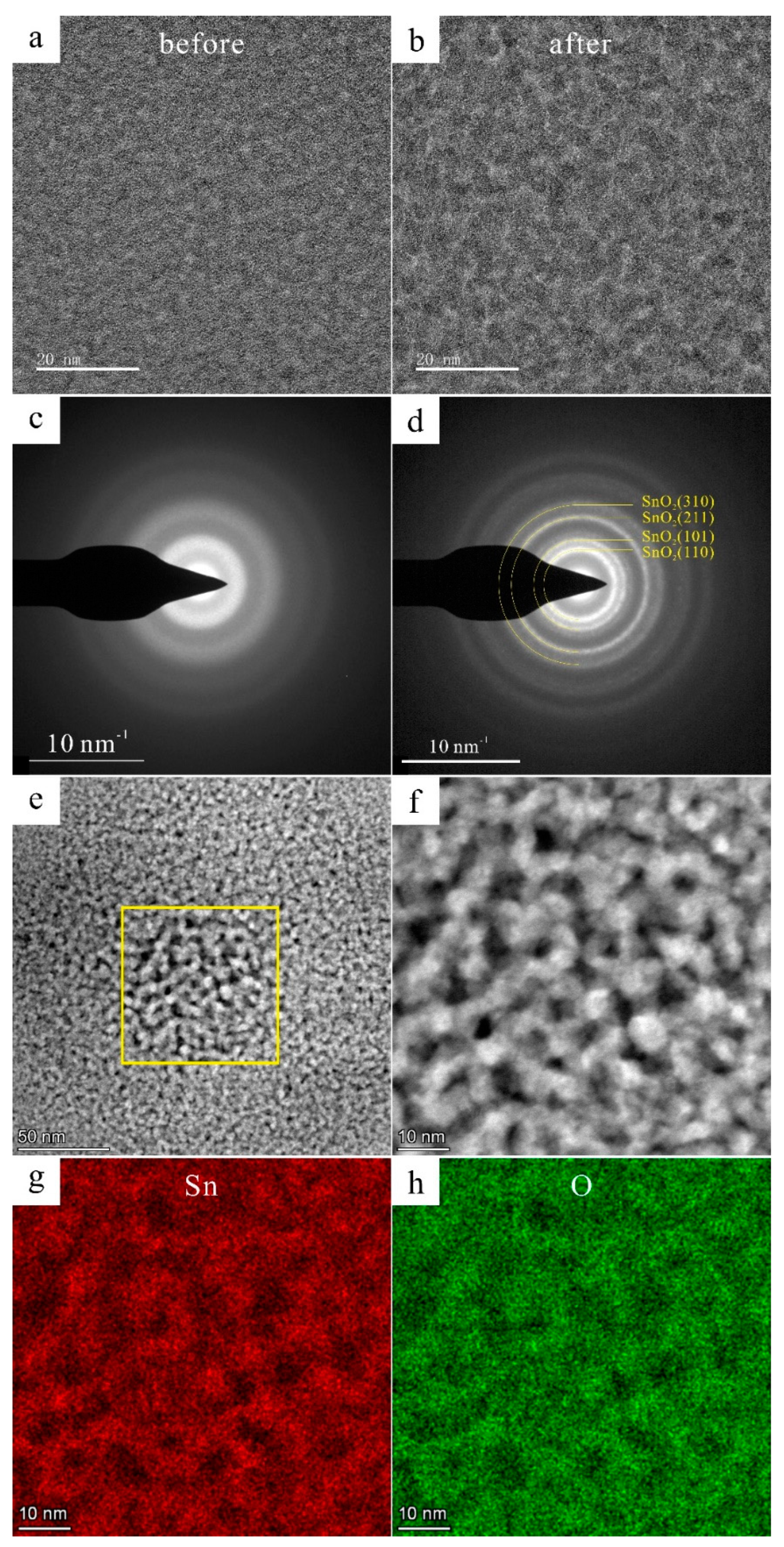
3.3. The Structure and the Composition of the Sn-Containing Particles
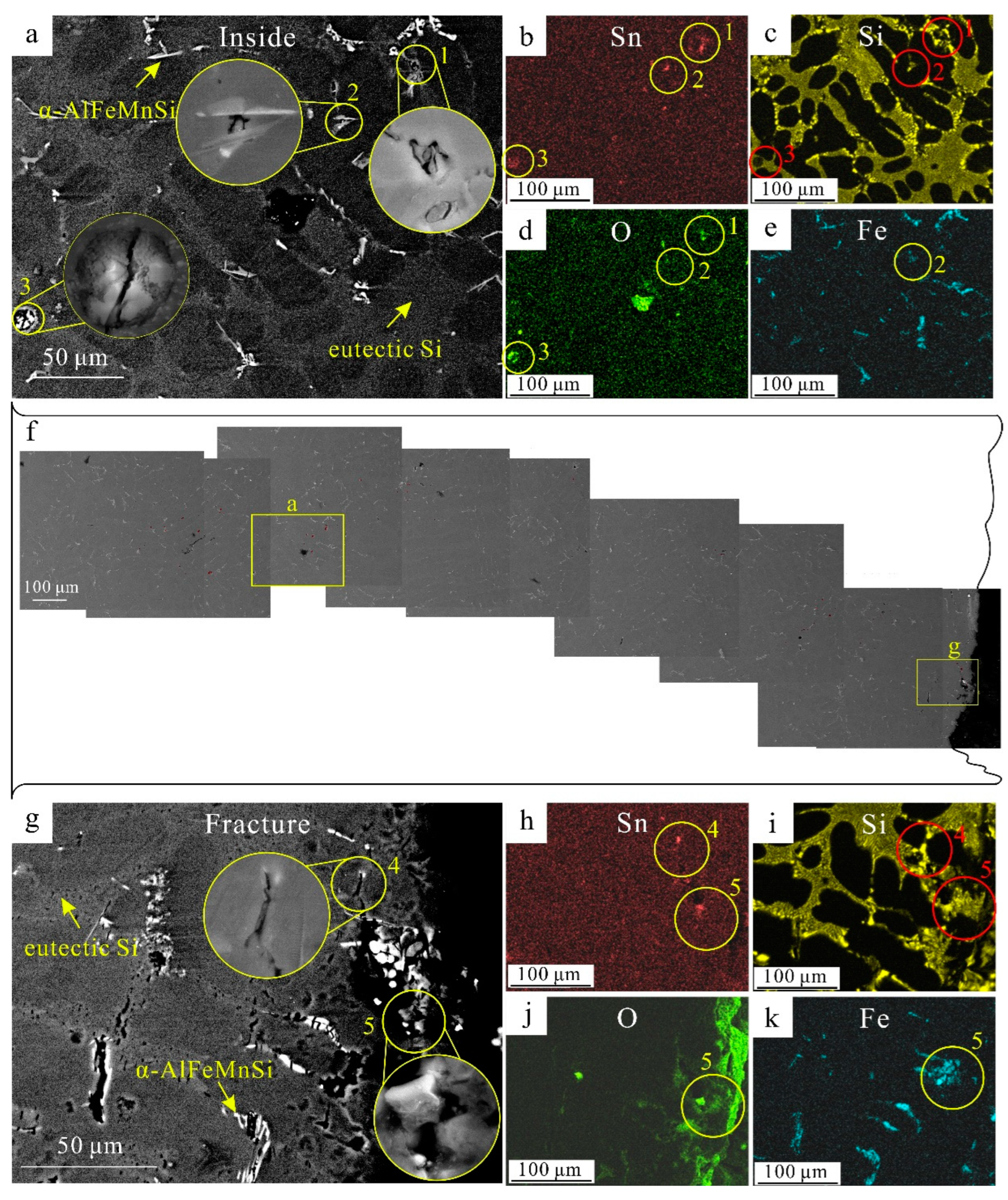
3.4. The Mechanical Behavior of the Casting Defects
4. Conclusions
- (1)
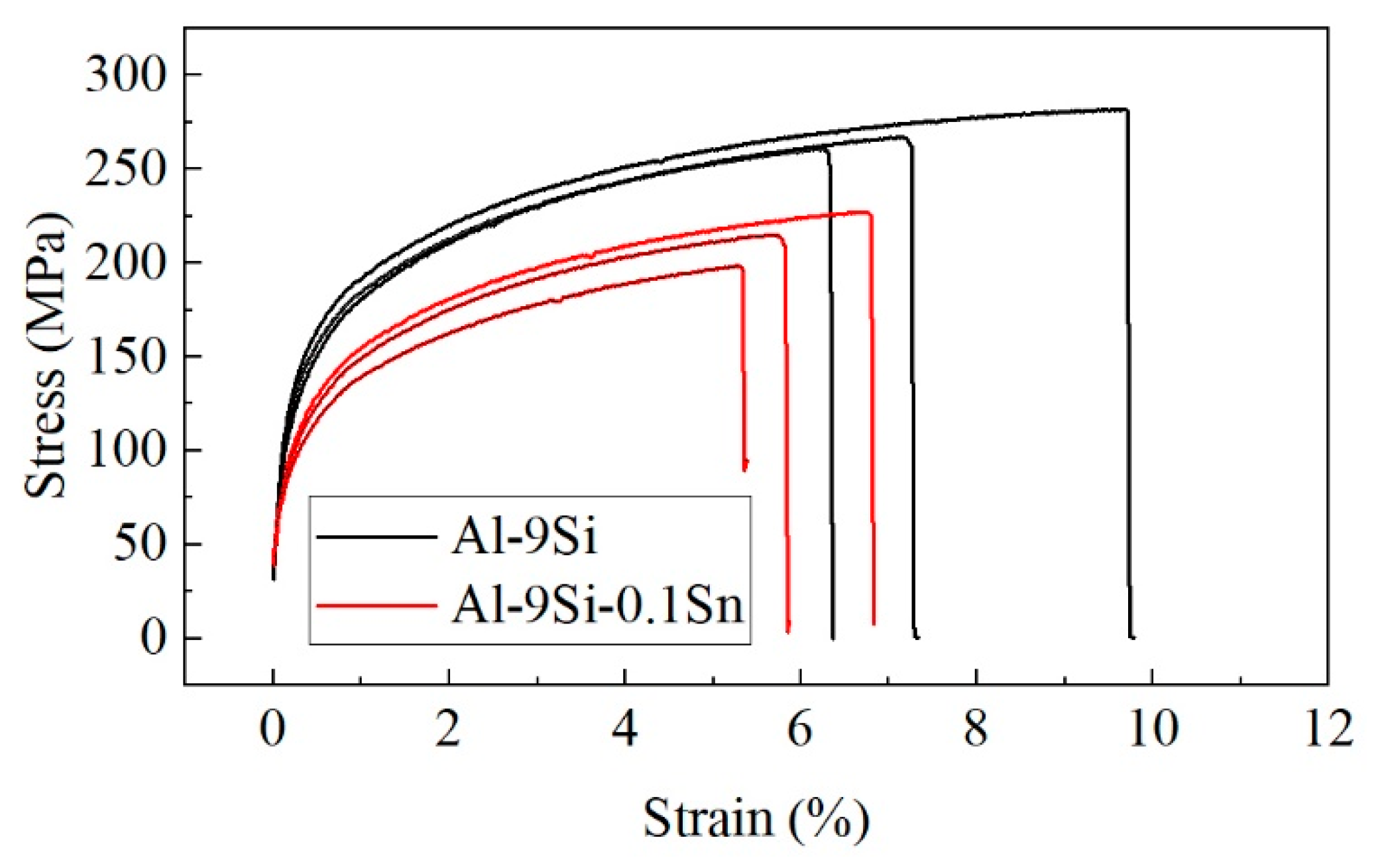
- Sn can significantly deteriorate both strength and elongation as it obviously increases porosity despite slightly refining the grain size.
- (2)
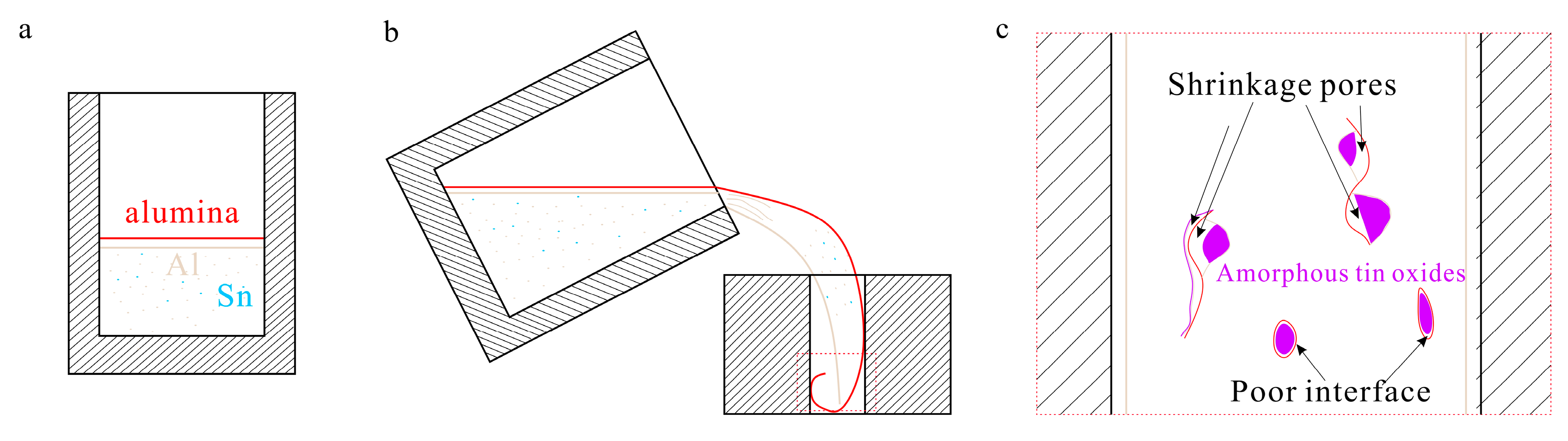
- During casting, melt with high Sn solution was trapped in the enclosures. Shrinkage pores were then formed when cooling and amorphous tin oxides were generated near the alumina films.
- (3)
- These casting defects including the pores and brittle amorphous tin oxides initiated cracks during tensile deformation.
- (4)
- Our work suggests not adding Sn to various cast Al alloys without heat treatments as these fatal casting defects do not depend on any third element.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kallas, M.K. Multi-Directional Unibody Casting Machine for a Vehicle Frame and Associated Methods. U.S. Patent 20190217380A1, 18 July 2019. [Google Scholar]
- Ye, H. An Overview of the Development of Al-Si-Alloy Based Material for Engine Applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Wang, J.; Xiao, X. Thermodynamic and Kinetic Calculation of High Strength Aluminum-Lithium Alloy. Crystals 2022, 12, 472. [Google Scholar] [CrossRef]
- Wang, J.; Xiao, X. Thermodynamic, kinetic and strength calculation of high zinc containing Al-Zn-Mg-Cu alloys. Crystals 2022, 12, 181. [Google Scholar] [CrossRef]
- Wen, M.-C.; Hsu, Y.-D.; Chen, M.-C.; Yang, W.-C.; Lee, S.-L. Effects of Heterogenization Treatment on the Hot-Working Temperature and Mechanical Properties of Al-Cu-Mg-Mn-(Zr) Alloys. Materials 2023, 16, 4256. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.S. Kinetic and Strength Calculation of Age-Hardening Phases in Heat-Resistant Aluminum Alloys with Silver. Mater. Sci. Forum 2020, 993, 1051–1056. [Google Scholar] [CrossRef]
- Becker, H.; Bergh, T.; Vullum, P.E.; Leineweber, A.; Li, Y. Effect of Mn and cooling rates on α-, β-and δ-Al–Fe–Si intermetallic phase formation in a secondary Al–Si alloy. Materialia 2019, 5, 100198. [Google Scholar] [CrossRef]
- Kowalczyk, W.; Dańko, R.; Górny, M.; Kawalec, M.; Burbelko, A. Influence of High-Pressure Die Casting Parameters on the Cooling Rate and the Structure of EN-AC 46000 Alloy. Materials 2022, 15, 5702. [Google Scholar] [CrossRef]
- Mikolajczak, P. Distribution and Morphology of α-Al, Si and Fe-Rich Phases in Al–Si–Fe Alloys under an Electromagnetic Field. Materials 2023, 16, 3304. [Google Scholar] [CrossRef]
- Roy, N.; Samuel, A.; Samuel, F. Porosity formation in Al-9wt% Si-3wt% Cu alloy systems: Metallographic observation. Metall. Mater. Trans. A 1996, 27, 415–429. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, J.; Damoah, L.N.W.; Robertson, D.G. Removal of iron from aluminum: A review. Miner. Process. Extr. Metall. Rev. 2012, 33, 99–157. [Google Scholar] [CrossRef]
- Shen, X.; Liu, S.; Wang, X.; Cui, C.; Gong, P.; Zhao, L.; Han, X.; Li, Z. Effect of cooling rate on the microstructure evolution and mechanical properties of Iron-Rich Al–Si Alloy. Materials 2022, 15, 411. [Google Scholar] [CrossRef] [PubMed]
- Seifeddine, S.; Johansson, S.; Svensson, I.L. The influence of cooling rate and manganese content on the β-Al5FeSi phase formation and mechanical properties of Al–Si-based alloys. Mater. Sci. Eng. A 2008, 490, 385–390. [Google Scholar] [CrossRef]
- Zedan, Y.; Garza-Elizondo, G.H.; Tash, M.; Samuel, A.M.; Doty, H.W.; Songmene, V.; Samuel, F.H. Effect of intermetallics and drill materials on the machinability of Al-Si cast alloys. Materials 2022, 15, 916. [Google Scholar] [CrossRef] [PubMed]
- Song, D.; Jia, Y.; Li, Q.; Zhao, Y.; Zhang, W. Effect of initial Fe content on microstructure and mechanical properties of recycled Al-7.0 Si-Fe-Mn alloys with constant Mn/Fe ratio. Materials 2022, 15, 1618. [Google Scholar] [CrossRef] [PubMed]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium–silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Denton, J.; Spittle, J. Solidification and susceptibility to hydrogen absorption of Al–Si alloys containing strontium. Mater. Sci. Technol. 1985, 1, 305–311. [Google Scholar] [CrossRef]
- Lu, G.; Sun, B.; Wang, J.; Liu, Y.; Liu, C. High-temperature age-hardening behavior of Al–Mg–Si alloys with varying Sn contents. J. Mater. Res. Technol. 2021, 14, 2165–2173. [Google Scholar] [CrossRef]
- Banerjee, S.; Robi, P.; Srinivasan, A.; Lakavath, P.K. Effect of trace additions of Sn on microstructure and mechanical properties of Al–Cu–Mg alloys. Mater. Des. 2010, 31, 4007–4015. [Google Scholar] [CrossRef]
- Lotter, F.; Petschke, D.; De Geuser, F.; Elsayed, M.; Sextl, G.; Staab, T.E. In situ natural ageing of Al-Cu-(Mg) alloys: The effect of In and Sn on the very early stages of decomposition. Scr. Mater. 2019, 168, 104–107. [Google Scholar] [CrossRef]
- Lotter, F.; Petschke, D.; Staab, T.E.; Rohrmann, U.; Schubert, T.; Sextl, G.; Kieback, B. The influence of trace elements (In, Sn) on the hardening process of Al–Cu alloys. Phys. Status Solidi A 2018, 215, 1800038. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, X.; Körner, B.; Elsayed, M.; Liang, Z.; Leyvraz, D.; Banhart, J. Effect of Sn and In on the natural ageing kinetics of Al–Mg–Si alloys. Materialia 2019, 6, 100261. [Google Scholar] [CrossRef]
- Lin, Q.; Zhong, W.; Li, F.; Yu, W. Reactive wetting of tin/steel and tin/aluminum at 350–450 °C. J. Alloys Compd. 2017, 716, 73–80. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Belov, N.A.; Letyagin, N.V. Effect of trace addition of Sn on the precipitation hardening in Al-Si-Cu eutectic alloy. JOM 2019, 71, 1768–1775. [Google Scholar] [CrossRef]
- Elsayed, M.; Staab, T.E.; Čížek, J.; Krause-Rehberg, R. On the interaction of solute atoms with vacancies in diluted Al-alloys: A paradigmatic experimental and ab-initio study on indium and tin. Acta Mater. 2021, 219, 117228. [Google Scholar] [CrossRef]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of additives on the microstructure and tensile properties of Al–Si alloys. J. Mater. Res. Technol. 2019, 8, 2255–2268. [Google Scholar] [CrossRef]
- Kozana, J.; Piękoś, M.; Garbacz-Klempka, A.; Perek-Nowak, M. The Effect of Tin on Microstructure and Properties of the Al-10 wt.% Si Alloy. Materials 2022, 15, 6350. [Google Scholar] [CrossRef]
- Ke, Q.; Wang, R.-C.; Peng, C.-q.; Wang, N.-G.; Cai, Z.-y.; Zhang, C. Effect of individual and combined additions of Al–5Ti–B, Mn and Sn on sliding wear behavior of A356 alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 3886–3892. [Google Scholar]
- Huihui, Z.; Ningyuan, Y.; Zhihao, Z. Effect of Rare Earth La and Sn on Structure, Mechanical and Damping Properties of Cast Aluminum Alloy. Rare Metal Mater. Eng. 2021, 50, 932–938. [Google Scholar]
- Hall, E. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Petch, N. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Gopalan, R.; Prabhu, N.K. Oxide bifilms in aluminium alloy castings–a review. Mater. Sci. Technol. 2011, 27, 1757–1769. [Google Scholar] [CrossRef]
- Jeurgens, L.; Sloof, W.; Tichelaar, F.; Mittemeijer, E. Growth kinetics and mechanisms of aluminum-oxide films formed by thermal oxidation of aluminum. J. Appl. Phys. 2002, 92, 1649–1656. [Google Scholar] [CrossRef]
- Wang, B.; Yang, Y.; Yang, G. Electron-beam irradiation induced shape transformation of Sn–SnO2 nanocables. Nanotechnology 2006, 17, 5916. [Google Scholar] [CrossRef]
- Bernard, M.; Pateloup, V.; Passerieux, D.; Cros, D.; Madrangeas, V.; Chartier, T. Feasibility of manufacturing of Al2O3–Mo HTCC by hybrid additive process. Ceram. Int. 2022, 48, 14993–15005. [Google Scholar] [CrossRef]
- Takayama, S. Amorphous structures and their formation and stability. J. Mater. Sci. 1976, 11, 164–185. [Google Scholar] [CrossRef]
- Collins, G.; Kachnowski, T.; Benczer-Koller, N.; Pasternak, M. Application of the Mössbauer effect to the characterization of an amorphous tin-oxide system. Phys. Rev. B 1979, 19, 1369. [Google Scholar] [CrossRef]
- Nagase, T.; Umakoshi, Y. Phase stability of amorphous and crystalline phases in melt-spun Zr66. 7Cu33. 3 alloy under electron irradiation. Scr. Mater. 2003, 48, 1237–1242. [Google Scholar] [CrossRef]
- Qin, W.; Nagase, T.; Umakoshi, Y. Electron irradiation-induced nanocrystallization of amorphous Fe85B15 alloy: Evidence for athermal nature. Acta Mater. 2009, 57, 1300–1307. [Google Scholar] [CrossRef]
- Wondraczek, L. Overcoming glass brittleness. Science 2019, 366, 804–805. [Google Scholar] [CrossRef]
- Osán, J.; De Hoog, J.; Van Espen, P.; Szalóki, I.; Ro, C.U.; Van Grieken, R. Evaluation of energy-dispersive x-ray spectra of low-Z elements from electron-probe microanalysis of individual particles. X-ray Spectrom. Int. J. 2001, 30, 419–426. [Google Scholar]
- Carter, D.B.W.C.B. Transmission Electron Microscopy A Textbook for Materials Science; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Fe | Mn | Sr | Ti | Sn | Al |
|---|---|---|---|---|---|---|---|
| 9 | 0.22–0.26 | 0.09–0.15 | 0.17–0.24 | 0.011–0.024 | 0.05–0.14 | 0 or 0.1 | Bal. |
| Sample | UTS/MPa | YS/MPa | EL/% |
|---|---|---|---|
| Al-9Si | 270 ± 9 | 144 ± 6 | 8 ± 1 |
| Al-9Si-0.1Sn | 214 ± 12 | 113 ± 6 | 7 ± 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Wang, J.; Deng, Q.; Feng, L.; Peng, D.; Feng, H.; Li, K.; Du, Y. The Fatal Defects in Cast Al-Si Alloys Due to Sn Addition. Materials 2023, 16, 6020. https://doi.org/10.3390/ma16176020
Xiao Y, Wang J, Deng Q, Feng L, Peng D, Feng H, Li K, Du Y. The Fatal Defects in Cast Al-Si Alloys Due to Sn Addition. Materials. 2023; 16(17):6020. https://doi.org/10.3390/ma16176020
Chicago/Turabian StyleXiao, Yao, Jicheng Wang, Qianyu Deng, Li Feng, Dianming Peng, Hui Feng, Kai Li, and Yong Du. 2023. "The Fatal Defects in Cast Al-Si Alloys Due to Sn Addition" Materials 16, no. 17: 6020. https://doi.org/10.3390/ma16176020
APA StyleXiao, Y., Wang, J., Deng, Q., Feng, L., Peng, D., Feng, H., Li, K., & Du, Y. (2023). The Fatal Defects in Cast Al-Si Alloys Due to Sn Addition. Materials, 16(17), 6020. https://doi.org/10.3390/ma16176020