
Development of Lightweight Mortars Using Sustainable Low-Density Glass Aggregates from Secondary Raw Materials

 ,
,  ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Lightweight Expanded Glass Aggregate Manufacture
2.2. Lightweight Mortar Manufacture
2.3. Material Characterisation
3. Results and Discussion
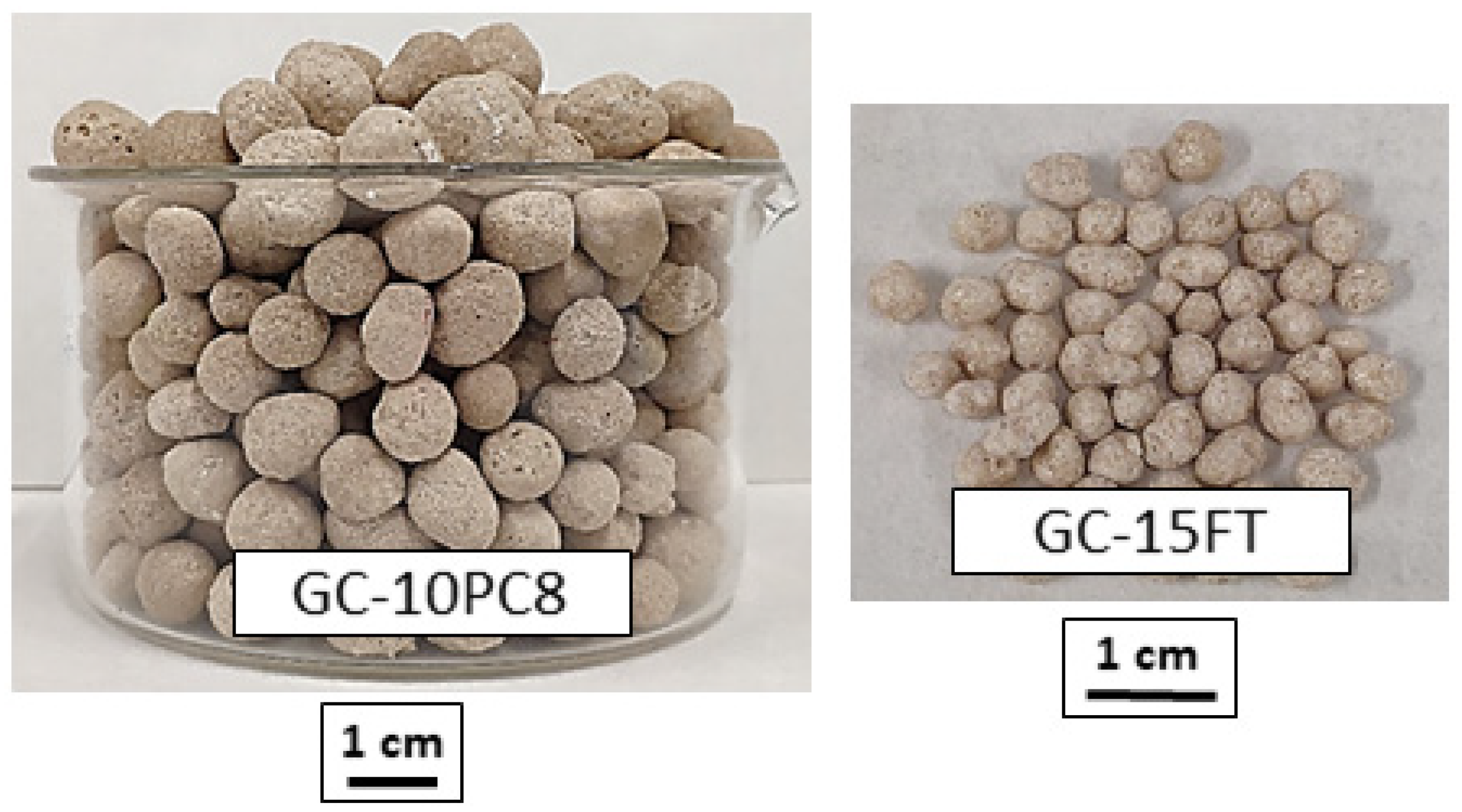
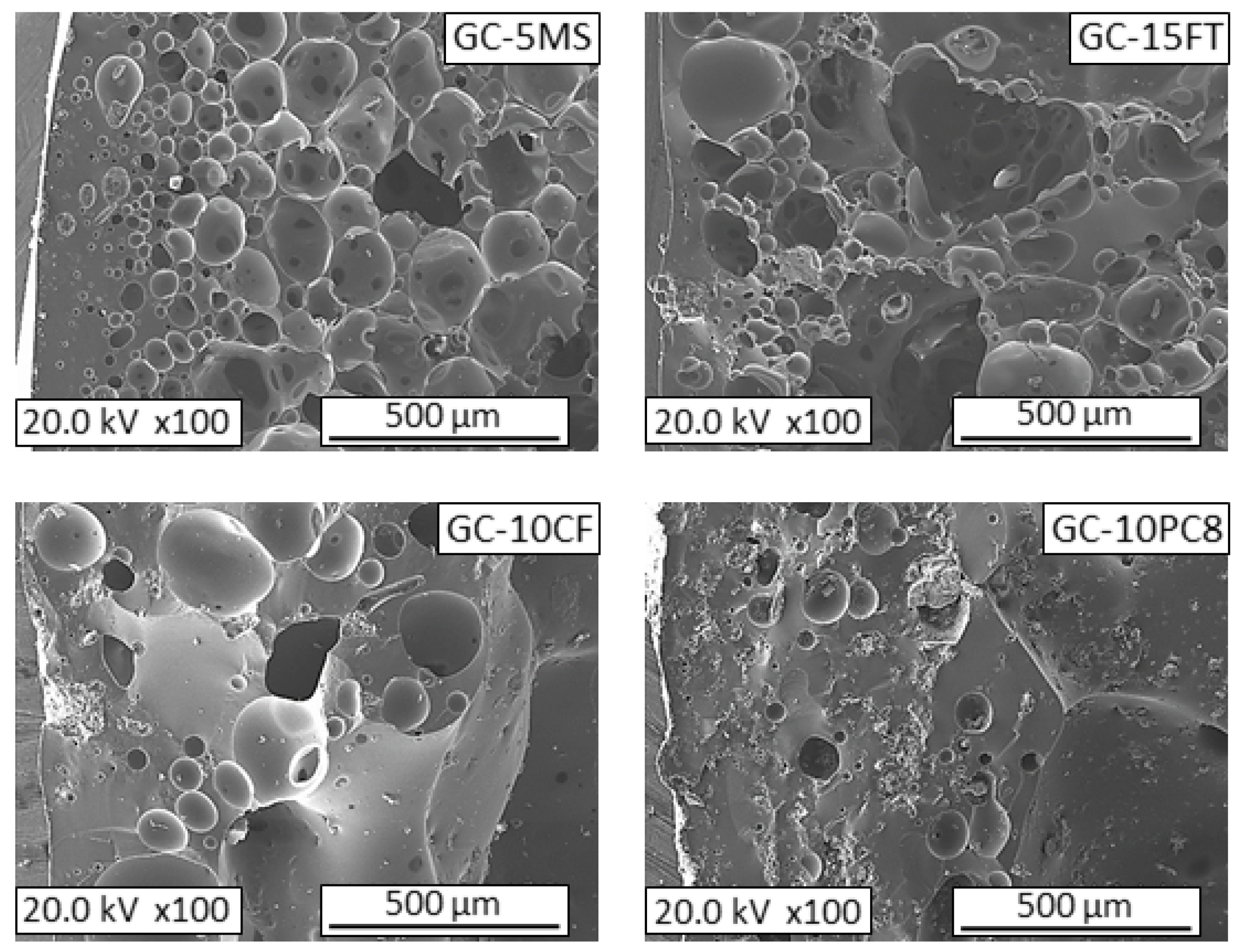
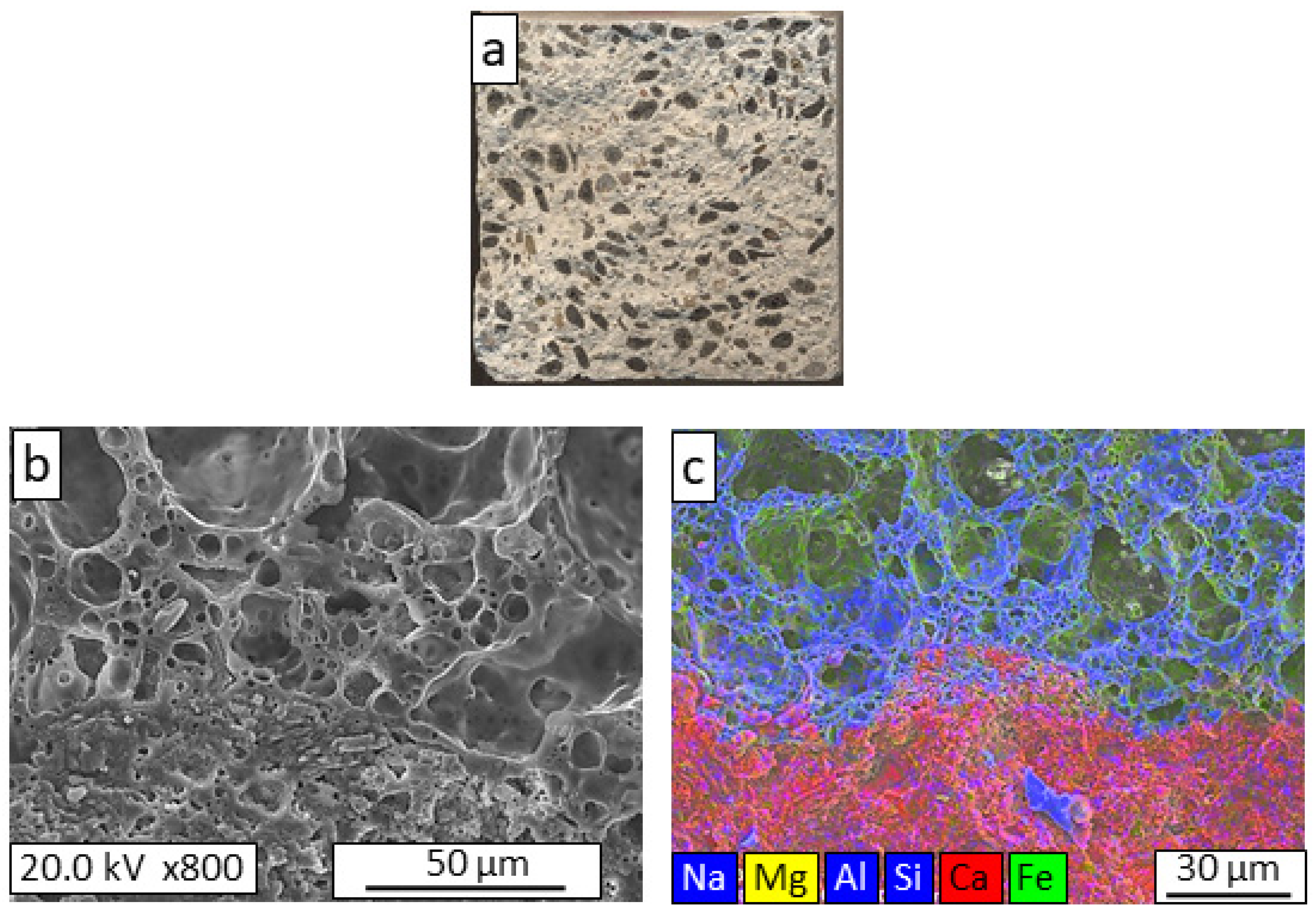
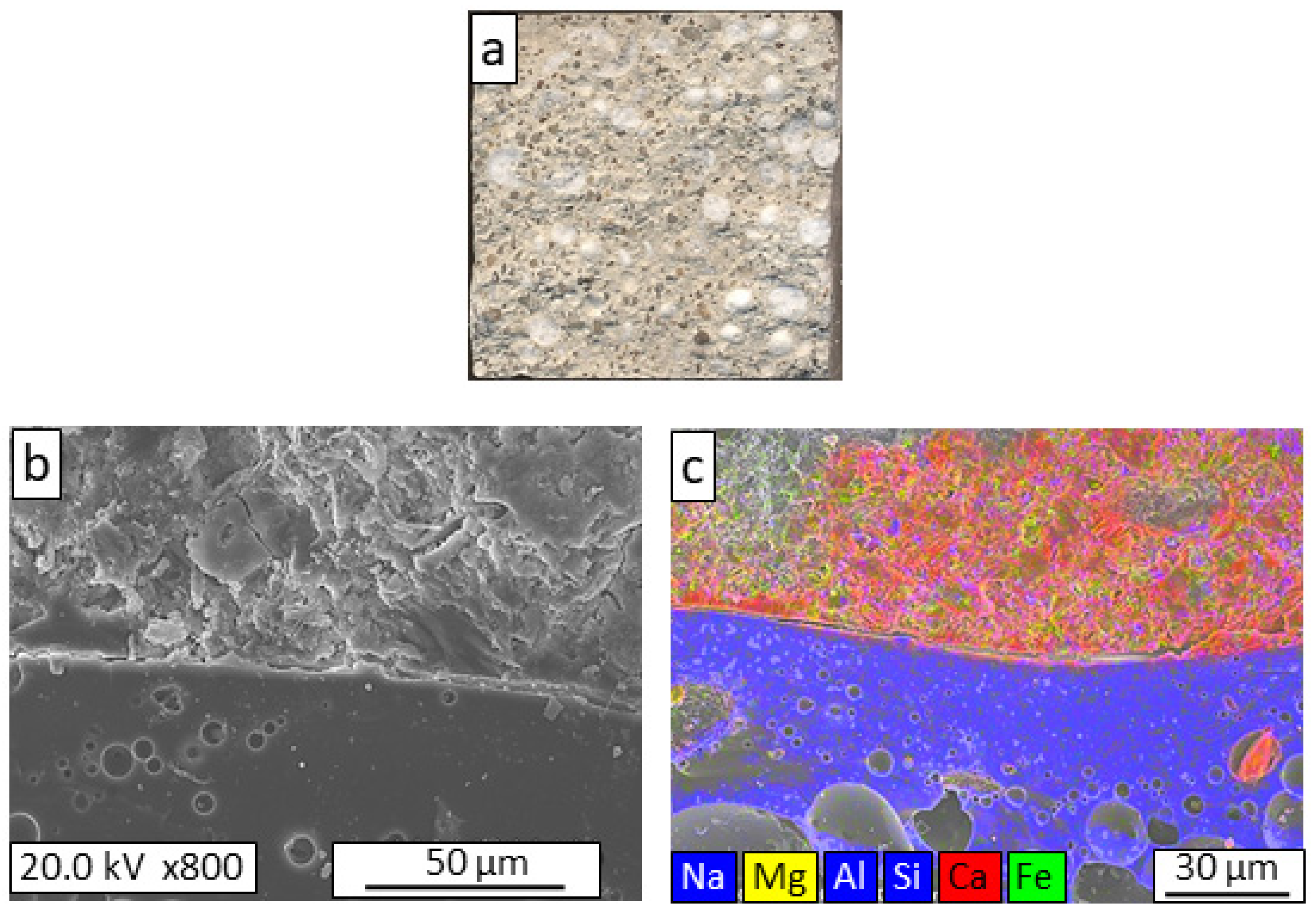
3.1. Lightweight Expanded Glass Aggregates
3.2. Lightweight Mortar Characterisation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The European Green Deal. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en (accessed on 4 July 2023).
- A New Circular Economy Action Plan. Available online: https://www.un.org/sustainabledevelopment/sustainable-consumption-production/ (accessed on 4 July 2023).
- Cement Production Worldwide from 1995 to 2022. Available online: https://www--statista--com.csic.debiblio.com/statistics/1087115/global-cement-production-volume/?locale=en (accessed on 4 July 2023).
- Production Volume of Ceramic Tiles Worldwide from 2018 to 2021. Available online: https://www--statista--com.csic.debiblio.com/statistics/1275511/global-ceramic-tile-production-volume/?locale=en (accessed on 4 July 2023).
- Enriquez, M.; Tobon, J.; Ramirez, J. Use of industrial wastes for the synthesis of belite clinker. Mater. Constr. 2020, 70, 226. [Google Scholar] [CrossRef]
- Clavier, K.; Ferraro, C.; Townsend, T. Pilot-scale cement production using treated waste incineration bottom ash: Physical and environmental performance. Resour. Conserv. Recycl. 2021, 175, 105862. [Google Scholar] [CrossRef]
- Czop, M.; Lazniewska-Piekarczyk, B.; Kajda-Szczesniak, M. Analysis of the possibility of using slags from the thermal treatment of municipal waste as potential component of cement—Case study. Materials 2021, 14, 6491. [Google Scholar] [CrossRef]
- Gomes-Pimentel, M.; da Silva, M.; Picanco, M. Manganese mining waste as a novel supplementary material in Portland cement. Mater. Lett. 2022, 309, 131459. [Google Scholar] [CrossRef]
- Feijoo, B.; Tobon, J.; Restrepo-Baena, O.; Tobón, J. Substitution of aggregates by waste foundry sand: Effects on physical properties of mortars. Mater. Constr. 2021, 71, e251. [Google Scholar] [CrossRef]
- Fernández, Á.; Lothenbach, B.; Alonso, M.C.; García Calvo, J.L. Influence of the synergy between mineral additions and Portland cement in the physical-mechanical properties of ternary binders. Mater. Constr. 2016, 66, e097. [Google Scholar] [CrossRef]
- García Calvo, J.L.; Carballosa, P.; Castillo, Á.; Revuelta, D.; Gutiérrez, J.P.; Castellote, M. Expansive concretes with photocatalytic activity for pavements: Enhanced performance and modifications of the expansive hydrates. Constr. Build. Mater. 2019, 218, 394–403. [Google Scholar] [CrossRef]
- Faneca, G.; Ikumi, T.; Segura, I.; Torrents, J.M.; Aguado, A. Conductive concrete made from recycled carbon fibres for self-heating and de-icing applications in urban furniture. Mater. Constr. 2020, 70, e223. [Google Scholar] [CrossRef]
- Raza, A.; Ali, B.; Haq, F.U.; Awais, M.; Jameel, M.S. Influence of fly ash, glass fibers and wastewater on production of recycled aggregate concrete. Mater. Constr. 2021, 71, e253. [Google Scholar] [CrossRef]
- Istuque, D.; Soriano, L.; Tashima, M.; Borrachero, M.; Payá, J.; Akasaki, J.; Melges, J. Evaluation of the long-term compressive strength development of the sewage sludge ash/metakaolin-based geopolymer. Mater. Constr. 2021, 71, e254. [Google Scholar] [CrossRef]
- Mejia-Arcila, J.; Valencia-Saavedra, W.; de Gutierrez, R. Eco-efficient alkaline activated binders for manufacturing blocks and pedestrian pavers with low carbon footprint: Mechanical properties and LCA assessment. Mater. Constr. 2020, 70, e232. [Google Scholar] [CrossRef]
- Gencel, O.; Erdugmus, E.; Oren, O. Effects of concrete waste on characteristics of structural fired clay bricks. Constr. Build. Mater. 2020, 255, 119362. [Google Scholar] [CrossRef]
- Mao, L.; Zhou, H.; Zhang, W. Effects of waste glass particle size on improving the property and environmental safety of fired brick containing electroplating sludge. Constr. Build. Mater. 2020, 257, 119583. [Google Scholar] [CrossRef]
- Maza-Ignacio, O.; Jimenez-Quero, V.; Montes-Garcia, P. Recycling untreated sugarcane bagasse ash and industrial wastes for the preparation of resistant, lightweight and ecological fired bricks. Constr. Build. Mater. 2020, 234, 117314. [Google Scholar] [CrossRef]
- Thalmaier, G.; Cobirzan, N.; Neamtu, B.; Balog, A.A.; Constantinescu, H.; Streza, M.; Nasui, M.; Neamtu, B. Influence of sawdust particle size on fired clay brick properties. Mater. Constr. 2020, 70, 215. [Google Scholar] [CrossRef]
- Moreno-Maroto, J.M.; González-Corrochano, B.; Alonso-Azcárate, J.; Martínez-García, C. Sintering of sepiolite-rich by-products for the manufacture of lightweight aggregates: Technological properties, thermal behavior and mineralogical changes. Mater. Constr. 2021, 71, e241. [Google Scholar] [CrossRef]
- Miguel Jordan, M.; Adriana Montero, M.; Pardo-Fabregat, F. Technological behaviour and leaching tests in ceramic tile bodies obtained by recycling of copper slag and MSW fly ash wastes. J. Mater. Cycles Waste Manag. 2021, 23, 707–716. [Google Scholar] [CrossRef]
- Zanelli, C.; Conte, S.; Dondi, M. Waste recycling in ceramic tiles: A technological outlook. Resour. Conserv. Recycl. 2021, 168, 105289. [Google Scholar] [CrossRef]
- Maciel, L.; Maciel, F.; Holanda, J. Thermal and gas emission analysis of ceramic roofing tile pastes containing cigarette butt waste. J. Aust. Ceram. Soc. 2021, 57, 1275–1284. [Google Scholar] [CrossRef]
- Simao, F.; Chambart, H.; Cappuyns, V. Incorporation of sulphidic mining waste material in ceramic roof tiles and blocks. J. Geochem. Explor. 2021, 225, 106741. [Google Scholar] [CrossRef]
- Clarke, J.L. Structural Lightweight Aggregate Concrete; Taylor & Francis e-Library: Abingdon, UK, 2005. [Google Scholar] [CrossRef]
- Balog, A.-A.; Cobîrzan, N.; Aciu, C.; Iluţiu-Varvara, D.A. Valorification of volcanic tuff in constructions and materials manufacturingindustry Procedia Technology. In Proceedings of the 7th International Conference Interdisciplinarity in Engineering, Tirgu Mureș, Romania, 10–11 October 2013; Volume 12, pp. 323–328. [Google Scholar]
- Chandra, S.; Berntsson, L. Lightweight Aggregate Concrete: Science, Technology, and Applications; Noyes Publications: Norwich, UK, 2003. [Google Scholar]
- Kayali, O. Fly ash lightweight aggregates in high performance concrete. Constr. Build. Mater. 2008, 22, 2393–2399. [Google Scholar] [CrossRef]
- Camurlu, H.E.; Kockal, N.U. Lightweight pumice mortars with polypropylene fiber reinforcement. Arab. J. Sci. Eng. 2020, 45, 8087–8097. [Google Scholar] [CrossRef]
- Dener, M.; Karatas, M.; Mohabbi, M. Sulfate resistance of alkali-activated slag/Portland cement mortar produced with lightweight pumice aggregate. Constr. Build. Mater. 2021, 304, 124671. [Google Scholar] [CrossRef]
- Etli, S.; Cemalgil, S.; Onat, O. Effect of pumice powder and artificial lightweight fine aggregate on self-compacting mortar. Comput. Concr. 2021, 27, 241–252. [Google Scholar] [CrossRef]
- Muñoz-Ruiperez, C.; Rodríguez, A.; Gutiérrez-González, S.; Calderón, V. Lightweight masonry mortars made with expanded clay and recycled aggregates. Constr. Build. Mater. 2016, 118, 139–145. [Google Scholar] [CrossRef]
- Kadhim, S.; Çevik, A.; Niş, A.; Bakbak, D.; Aljanabi, M. Mechanical behavior of fiber reinforced slag-based geopolymer mortars incorporating artificial lightweight aggregate exposed to elevated temperatures. Constr. Build. Mater. 2022, 315, 125766. [Google Scholar] [CrossRef]
- Risdanareni, P.; van den Heede, P.; Wang, J.; de Belie, N. The durability of mortar containing alkali activated fly ash-based lightweight aggregate. Materials 2021, 14, 3741. [Google Scholar] [CrossRef]
- Maljaee, H.; Madadi, R.; Ferreira, V.; Paiva, H.; Tarelho, L.; Morais, M. Sustainable lightweight mortar using biochar as sand replacement. Eur. J. Environ. Civ. Eng. 2022, 26, 8263–8279. [Google Scholar] [CrossRef]
- Saavedra, L.; Zeng, M.; Dubey, B.K.; Sarmah, A.K.; Praneeth, S. Biochar admixtured lightweight, porous and tougher cement mortars: Mechanical, durability and micro computed tomography analysis. Sci. Total Environ. 2021, 750, 142327. [Google Scholar] [CrossRef]
- Changyong, L.; Xiaoyan, Z.; Bingxin, Z.; Yunfei, T.; Fenglan, L. Reuse of sintered sludge from municipal sewage treatment plants for the production of lightweight aggregate building mortar. Crystals 2021, 11, 999. [Google Scholar] [CrossRef]
- Orak, P.G.; Postawa, P.; Trusilewicz, L.N.; Kalwik, A. Cementitious eco-composites and their physicochemical/mechanical properties in Portland cement-based mortars with a lightweight aggregate manufactured by upcycling waste by-products. J. Clean Prod. 2021, 289, 125156. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Mazzoli, A.; Siddique, R. Characterization of lightweight mortars containing wood processing by-products waste. Constr. Build. Mater. 2016, 123, 281–289. [Google Scholar] [CrossRef]
- Alducin-Ochoa, J.M.; Martín-del-Río, J.J.; Torres-González, M.; Flores-Alés, V.; Hernández-Cruz, D. Performance of mortars based on recycled glass as aggregate by accelerated decay tests (ADT). Constr. Build. Mater. 2021, 300, 124057. [Google Scholar] [CrossRef]
- Flores-Alés, V.; Alducin-Ochoa, J.M.; Martín-del-Río, J.J.; Torres-González, M.; Jiménez-Bayarri, V. Physical-mechanical behaviour and transformations at high temperature in a cement mortar with waste glass as aggregate. J. Build. Eng. 2020, 29, 101158. [Google Scholar] [CrossRef]
- Flores-Alés, V.; Martín-del-Río, J.J.; Alducin-Ochoa, J.M.; Torres-González, M. Rehydration on high temperature-mortars based on recycled glass as aggregate. J. Clean Prod. 2020, 275, 124139. [Google Scholar] [CrossRef]
- Lu, J.X.; Shen, P.; Zheng, H.; Zhan, B.; Ali, H.A.; He, P.; Poon, C.S. Synergetic recycling of waste glass and recycled aggregates in cement mortars: Physical, durability and microstructure performance. Cem. Concr. Compos. 2020, 113, 103632. [Google Scholar] [CrossRef]
- Dal Poggetto, G.; D’Angelo, A.; Catauro, M. FT-IR study, thermal analysis, and evaluation of the antibacterial activity of a MK-geopolymer mortar using glass waste as fine aggregate. Polymers 2021, 13, 2970. [Google Scholar] [CrossRef]
- He, P.; Zhang, B.; Lu, J.X.; Poon, C.S. ASR expansion of alkali-activated cement glass aggregate mortars. Constr. Build. Mater. 2020, 261, 119925. [Google Scholar] [CrossRef]
- Khan, M.N.N.; Sarker, P.K. Effect of waste glass fine aggregate on the strength, durability and high temperature resistance of alkali-activated fly ash and GGBFS blended mortar. Constr. Build. Mater. 2020, 263, 120177. [Google Scholar] [CrossRef]
- Rashidian-Dezfouli, H.; Rangaraju, P.R. Study on the effect of selected parameters on the alkali-silica reaction of aggregate in ground glass fiber and fly ash-based geopolymer mortars. Constr. Build. Mater. 2021, 271, 121549. [Google Scholar] [CrossRef]
- Saccani, A.; Manzi, S.; Lancellotti, I.; Barbieri, L. Manufacturing and durability of alkali activated mortars containing different types of glass waste as aggregates valorisation. Constr. Build. Mater. 2020, 237, 117733. [Google Scholar] [CrossRef]
- Padilla, I.; López-Delgado, A.; Romero, M. Glass lightweight aggregates from glass cullet and mining and food industry carbonate waste. Materials 2022, 15, 1223. [Google Scholar] [CrossRef]
- Siddika, A.; Hajimohammadi, A.; Sahajwalla, V. Stabilisation of pores in glass foam by using a modified curing-sintering process: Sustainable recycling of automotive vehicles’ waste glass. Resour. Conserv. Recycl. 2022, 179, 106145. [Google Scholar] [CrossRef]
- Gorospe, K.; Booya, E.; Ghaednia, H.; Das, S. Effect of various glass aggregates on the shrinkage and expansion of cement mortar. Constr. Build. Mater. 2019, 210, 301–311. [Google Scholar] [CrossRef]
- UNE-EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. UNE Standards: Madrid, Spain, 2018.
- UNE-EN 1097-6; Tests F or Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. UNE Standards: Madrid, Spain, 2014.
- UNE-EN 1015-6; Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar. UNE Standards: Madrid, Spain, 1999.
- UNE-EN 13055-1; Lightweight Aggregates—Part 1: Lightweight Aggregates for Concrete, Mortar and Grout. UNE Standards: Madrid, Spain, 2003.
- Safranski, D.L. Introduction to shape-memory polymers. In Shape-Memory Polymer Device Design; William Andrew Publishing: Norwich, NY, USA, 2017. [Google Scholar] [CrossRef]
- German, R.; Suri, P.; Park, S.; German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef]
- ASTM C567/C567M; Standard Test Method for Determining Density of Structural Lightweight Concrete. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content (g) | REF | GC-5MS | GC-15FT | GC-15FT-a | GC-10CF | GC-10PC8 |
|---|---|---|---|---|---|---|
| Cement | 550 | 550 | 550 | 550 | 550 | 550 |
| Water | 250 | 250 | 250 | 250 | 250 | 250 |
| Siliceous sand | 825 | 825 | 825 | 825 | 825 | 825 |
| Arlite | 255 | - | - | - | - | - |
| GC-5MS | - | 395 | - | - | - | - |
| GC-15FT | - | - | 330 | - | - | - |
| GC-115FT-a | - | - | - | 315 | - | - |
| GC-10CF | - | - | - | - | 550 | - |
| GC-10PC8 | - | - | - | - | - | 690 |
| Aggregate | Arlite | GC-5MS | GC-15FT | GC-15FT-a | GC-10CF | GC-10PC8 |
|---|---|---|---|---|---|---|
| Dry density (g/cm3) | 0.77 | 1.21 | 1.00 | 0.95 | 1.67 | 2.09 |
| Water absorption (%) | 1.7 | 4.4 | 18.5 | 24.9 | 3.6 | 2.8 |
| Saturated surface dry density (g/cm3) | 1.79 | 1.33 | 1.46 | 1.55 | 1.84 | 2.29 |
| Property | REF | GC-5MS | GC-15FT | GC-15FT-a | GC-10CF | GC-10PC8 |
|---|---|---|---|---|---|---|
| Fresh state density (g/cm3) | 1.81 | 1.92 | 1.91 | 1.87 | 2.08 | 2.07 |
| Flexural strength at 28 days (MPa) | 7.1 | 7.1 | 6.6 | 5.5 | 7.3 | 8.2 |
| Compressive strength at 28 days (MPa) | 31.7 | 31.4 | 28.1 | 29.7 | 47.6 | 43.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romero, M.; Padilla, I.; García Calvo, J.L.; Carballosa, P.; Pedrosa, F.; López-Delgado, A. Development of Lightweight Mortars Using Sustainable Low-Density Glass Aggregates from Secondary Raw Materials. Materials 2023, 16, 6281. https://doi.org/10.3390/ma16186281
Romero M, Padilla I, García Calvo JL, Carballosa P, Pedrosa F, López-Delgado A. Development of Lightweight Mortars Using Sustainable Low-Density Glass Aggregates from Secondary Raw Materials. Materials. 2023; 16(18):6281. https://doi.org/10.3390/ma16186281
Chicago/Turabian StyleRomero, Maximina, Isabel Padilla, José Luis García Calvo, Pedro Carballosa, Filipe Pedrosa, and Aurora López-Delgado. 2023. "Development of Lightweight Mortars Using Sustainable Low-Density Glass Aggregates from Secondary Raw Materials" Materials 16, no. 18: 6281. https://doi.org/10.3390/ma16186281
APA StyleRomero, M., Padilla, I., García Calvo, J. L., Carballosa, P., Pedrosa, F., & López-Delgado, A. (2023). Development of Lightweight Mortars Using Sustainable Low-Density Glass Aggregates from Secondary Raw Materials. Materials, 16(18), 6281. https://doi.org/10.3390/ma16186281