
Achieving High Strength and Creep Resistance in Inconel 740H Superalloy through Wire-Arc Additive Manufacturing and Thermodynamic-Guided Heat Treatment



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Details
2.2. Computational Details
3. Results and Discussion
3.1. As-Built WAAM Inconel 740H Superalloy
3.2. Post-Heat Treatment Design for WAAM Inconel 740H Superalloy
3.2.1. Homogenization
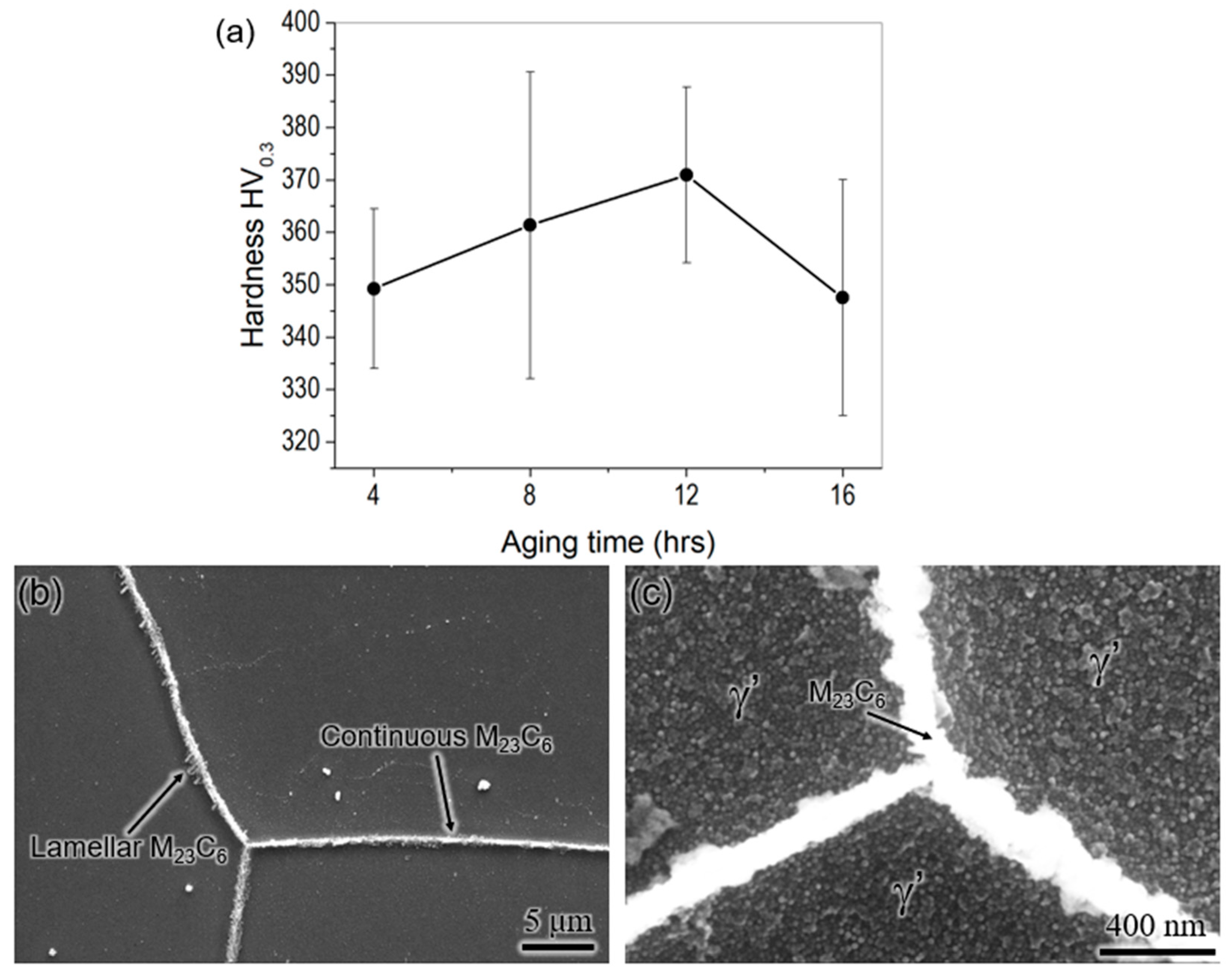
3.2.2. Aging
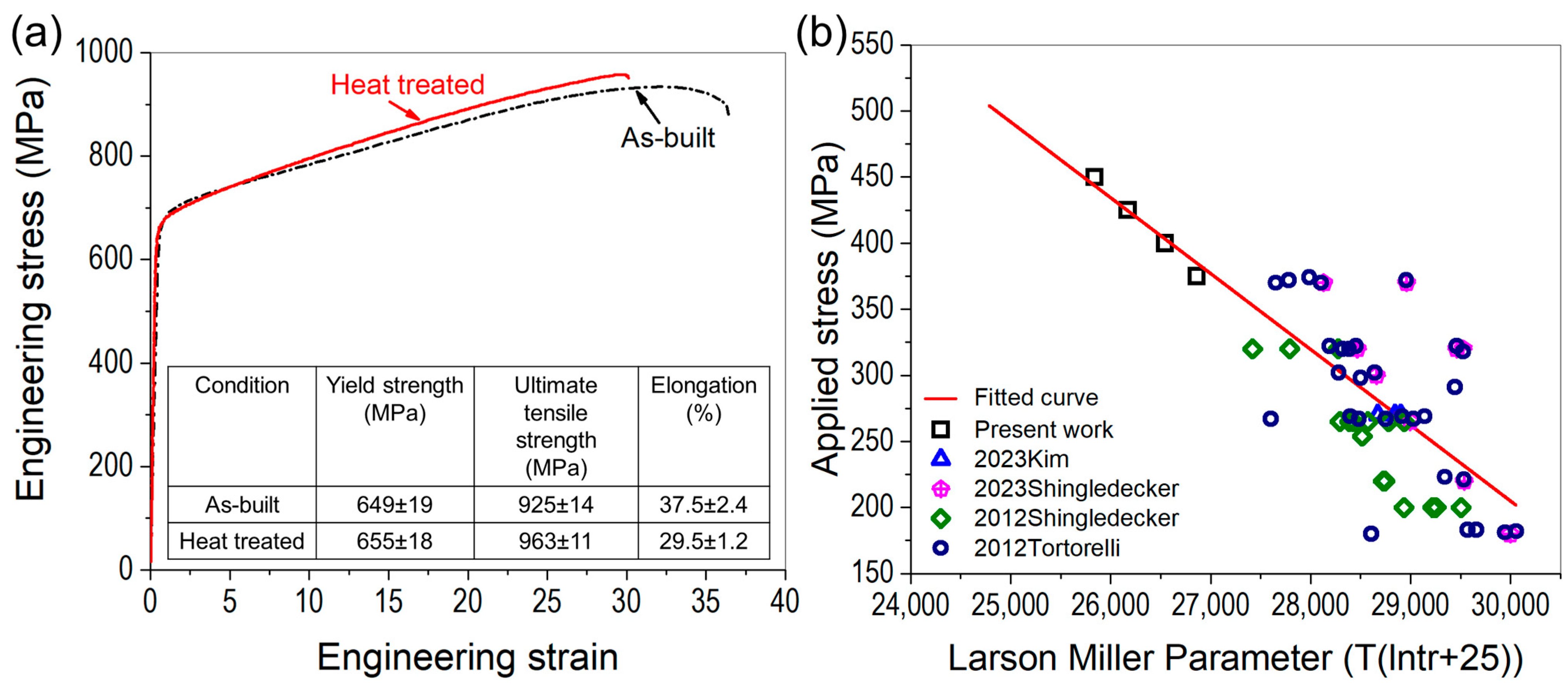
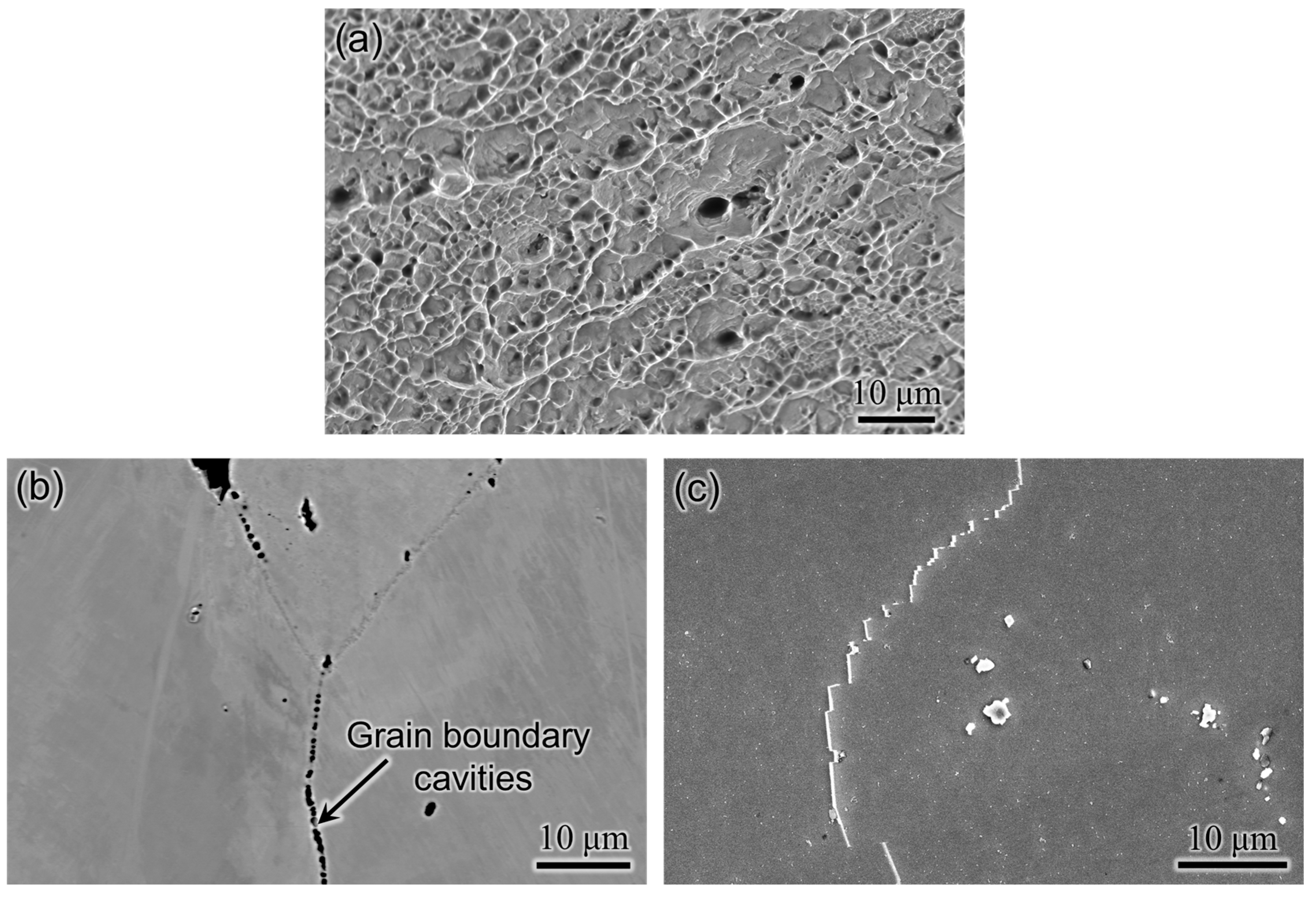
3.3. Mechanical Properties of WAAM Inconel 740H Superalloy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Disclaimer
References
- De Barbadillo, J.J. INCONEL alloy 740H. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 469–510. [Google Scholar]
- Brittan, A.M.; Mahaffey, J.; Anderson, M.; Sridharan, K. Effect of supercritical CO2 on the performance of 740H fusion welds. Mater. Sci. Eng. A 2019, 742, 414–422. [Google Scholar] [CrossRef]
- Chong, Y.; Liu, Z.D.; Godfrey, A.; Wang, L.; Liu, W.; Weng, Y.Q. Heat Treatment of a Candidate Material for 700 °C A-USC Power Plants. J. Iron Steel Res. Int. 2015, 22, 150–156. [Google Scholar] [CrossRef]
- Ye, J.S.; Dong, J.X.; Zhang, M.C.; Yao, Z.H.; Zheng, L. Microstructure characteristics of TIG welding joint of 740H pipe for ultra-supercritical power plant boilers. Mater. Sci. Forum 2015, 816, 662–668. [Google Scholar] [CrossRef]
- Xiao, B.; Zhang, N.; Li, K.; Zhu, Z.; Zhang, T.; Zhou, M. Corrosion behaviour of Ni-based alloy Inconel 740H in supercritical carbon dioxide at 650–700 °C. Corros. Eng. Sci. Technol. 2023, 58, 180–189. [Google Scholar] [CrossRef]
- Gore, P.; Singh, M.P.; Suryateja, D.; Basu, B.; Chattopadhyay, K. Early-stage corrosion of IN 740H alloy in eutectic NaCl-KCl molten salt at high temperatures. Sol. Energy 2023, 252, 330–341. [Google Scholar] [CrossRef]
- Mondal, B.; Gao, M.; Palmer, T.A.; DebRoy, T. Solidification cracking of a nickel alloy during high-power keyhole mode laser welding. J. Mater. Process. Technol. 2022, 305, 117576. [Google Scholar] [CrossRef]
- Kopec, M.; Gorniewicz, D.; Kukla, D.; Barwinska, I.; Jóźwiak, S.; Sitek, R.; Kowalewski, Z.L. Effect of plasma nitriding process on the fatigue and high temperature corrosion resistance of Inconel 740H nickel alloy. Arch. Civ. Mech. Eng. 2022, 22, 57. [Google Scholar] [CrossRef]
- Shingledecker, J.; de Barbadillo, J.; Gollihue, R.; Griscom, E.; Purdy, D.; Bridges, A. Development and performance of INCONEL® alloy 740H® seam-welded piping. Int. J. Press. Vessel. Pip. 2023, 202, 104875. [Google Scholar] [CrossRef]
- Gore, P.; Gosain, O.P.; Singh, M.P.; Basu, B.; Chattopadhyay, K. Towards Understanding the Oxide Evolution in Inconel 740H and Haynes 282 in Ambient Pressure Steam Oxidation. Oxid. Met. 2022, 97, 509–525. [Google Scholar] [CrossRef]
- Ali, Y.; Henckell, P.; Hildebrand, J.; Reimann, J.; Bergmann, J.P.; Barnikol-Oettler, S. Wire arc additive manufacturing of hot work tool steel with CMT process. J. Mater. Process. Technol. 2019, 269, 109–116. [Google Scholar] [CrossRef]
- Rozman, K.A.; Detrois, M.; Jablonski, P.D.; Hawk, J.A. Mechanical performance of various INCONEL® 740/740H alloy compositions for use in A-USC castings. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, The Minerals, Metals & Materials Series; Springer International Publishing: Cham, Switzerland, 2018; pp. 611–627. [Google Scholar]
- Zhao, Y.; Li, K.; Gargani, M.; Xiong, W. A comparative analysis of Inconel 718 made by additive manufacturing and suction casting: Microstructure evolution in homogenization. Addit. Manuf. 2020, 36, 101404. [Google Scholar] [CrossRef]
- Li, K.; Sridar, S.; Tan, S.; Xiong, W. Effect of homogenization on precipitation behavior and strengthening of 17-4PH stainless steel fabricated using laser powder bed fusion. arXiv 2021, arXiv:2112.06289. [Google Scholar]
- Olson, G.B. Computational Design of Hierarchically Structured Materials. Science 1997, 277, 1237–1242. [Google Scholar] [CrossRef]
- De Barbadillo, J.J.; Baker, B.A.; Gollihue, R.D.; Patel, S.J. Alloy 740H Component Manufacturing Development. In Proceedings of the Energy Materials 2014: Conference Proceedings, Xi’an, China, 4–6 November 2014; pp. 203–210. [Google Scholar]
- ASTM E8/E8M22; Standard Test Methods for Tension Testing of Metallic Materials-Designation. American Society for Testing and Materials: West Conshohocken, PA, USA, 2004.
- Sridar, S.; Zhao, Y.; Xiong, W. Phase Transformations During Homogenization of Inconel 718 Alloy Fabricated by Suction Casting and Laser Powder Bed Fusion: A CALPHAD Case Study Evaluating Different Homogenization Models. J. Phase Equilibria Diffus. 2021, 42, 28–41. [Google Scholar] [CrossRef]
- Hassel, T.; Carstensen, T. Properties and anisotropy behaviour of a nickel base alloy material produced by robot-based wire and arc additive manufacturing. Weld. World 2020, 64, 1921–1931. [Google Scholar] [CrossRef]
- Zuback, J.S.; DebRoy, T. The hardness of additively manufactured alloys. Materials 2018, 11, 2070. [Google Scholar] [CrossRef]
- Hirsch, S.J.; Winter, L.; Grund, T.; Lampke, T. Heat Treatment Influencing Porosity and Tensile Properties of Field Assisted Sintered AlSi7Mg0.6. Materials 2022, 15, 2503. [Google Scholar] [CrossRef]
- Sridar, S.; Zhao, Y.; Li, K.; Wang, X.; Xiong, W. Post-heat treatment design for high-strength low-alloy steels processed by laser powder bed fusion. Mater. Sci. Eng. A 2020, 788, 139531. [Google Scholar] [CrossRef]
- Kumar, A.Y.; Bai, Y.; Eklund, A.; Williams, C.B. The effects of Hot Isostatic Pressing on parts fabricated by binder jetting additive manufacturing. Addit. Manuf. 2018, 24, 115–124. [Google Scholar]
- Gussev, M.N.; Sridharan, N.; Thompson, Z.; Terrani, K.A.; Babu, S.S. Influence of hot isostatic pressing on the performance of aluminum alloy fabricated by ultrasonic additive manufacturing. Scr. Mater. 2018, 145, 33–36. [Google Scholar] [CrossRef]
- Duarte, V.R.; Rodrigues, T.A.; Schell, N.; Miranda, R.M.; Oliveira, J.P.; Santos, T.G. Hot forging wire and arc additive manufacturing (HF-WAAM). Addit. Manuf. 2020, 35, 101193. [Google Scholar] [CrossRef]
- Kim, D.M.; Kim, C.; Yang, C.H.; Park, J.U.; Jeong, H.W.; Yim, K.H.; Hong, H.U. Heat treatment design of Inconel 740H superalloy for microstructure stability and enhanced creep properties. J. Alloys Compd. 2023, 946, 169341. [Google Scholar] [CrossRef]
- Shingledecker, J.P.; Pharr, G.M. The role of eta phase formation on the creep strength and ductility of inconel alloy 740 at 1023 k (750 °C). Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2012, 43, 1902–1910. [Google Scholar] [CrossRef]
- Shingledecker, J.; Griscom, E.; Bridges, A. Relationship between Grain Size and Sample Thickness on the Creep-Rupture Performance of Thin Metallic Sheets of INCONEL Alloy 740H. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Tortorelli, P.F.; Yamamoto, Y.; Maziasz, P.J.; Moser, J.L.; Stevens, C.O.; Santella, M.L.; Shingledecker, J.P. Materials for Advanced Ultra-Supercritical (A-USC) Steam Boilers. In Proceedings of the 26th Annual Conference on Fossil Energy Materials, Oak Ridge, TN, USA, 17–19 April 2012. [Google Scholar]
- Tortorelli, P.F.; Wang, H.; Unocic, K.A.; Santella, M.L.; Shingledecker, J.P.; Cedro, I.V. Long-Term creep-rupture behavior of Inconel 740 and Haynes 282. In Proceedings of the ASME Symposium on Elevated Temperature Application of Materials for Fossil, Nuclear, and Petrochemical Industries, Seattle, WA, USA, 25–27 March 2014; pp. 1–8. [Google Scholar]
- Shingledecker, J.P.; Evans, N.D.; Pharr, G.M. Influences of composition and grain size on creep–rupture behavior of Inconel alloy 740. Mater. Sci. Eng. A 2013, 578, 277–286. [Google Scholar] [CrossRef]
- Bechetti, D.H.; DuPont, J.N.; de Barbadillo, J.J.; Baker, B.A.; Watanabe, M. Microstructural Evolution of Inconel Alloy 740H Fusion Welds During Creep. Metall. Mater. Trans. A 2015, 46, 739–755. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | C | Co | Cr | Cu | Fe | Mn | Mo | Nb | Si | Ti | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.4 | 0.03 | 20.3 | 24.6 | 0.02 | 0.2 | 0.24 | 0.5 | 1.49 | 0.1 | 1.5 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sridar, S.; Ladinos Pizano, L.F.; Klecka, M.A.; Xiong, W. Achieving High Strength and Creep Resistance in Inconel 740H Superalloy through Wire-Arc Additive Manufacturing and Thermodynamic-Guided Heat Treatment. Materials 2023, 16, 6388. https://doi.org/10.3390/ma16196388
Sridar S, Ladinos Pizano LF, Klecka MA, Xiong W. Achieving High Strength and Creep Resistance in Inconel 740H Superalloy through Wire-Arc Additive Manufacturing and Thermodynamic-Guided Heat Treatment. Materials. 2023; 16(19):6388. https://doi.org/10.3390/ma16196388
Chicago/Turabian StyleSridar, Soumya, Luis Fernando Ladinos Pizano, Michael A. Klecka, and Wei Xiong. 2023. "Achieving High Strength and Creep Resistance in Inconel 740H Superalloy through Wire-Arc Additive Manufacturing and Thermodynamic-Guided Heat Treatment" Materials 16, no. 19: 6388. https://doi.org/10.3390/ma16196388
APA StyleSridar, S., Ladinos Pizano, L. F., Klecka, M. A., & Xiong, W. (2023). Achieving High Strength and Creep Resistance in Inconel 740H Superalloy through Wire-Arc Additive Manufacturing and Thermodynamic-Guided Heat Treatment. Materials, 16(19), 6388. https://doi.org/10.3390/ma16196388