

Mechanisms of Gravitational Influence on Weld Pool Behavior and Weld Bead Performance in Variable Polarity Plasma Arc Welding across Different Welding Position


Abstract
:1. Introduction
2. Materials and Methods
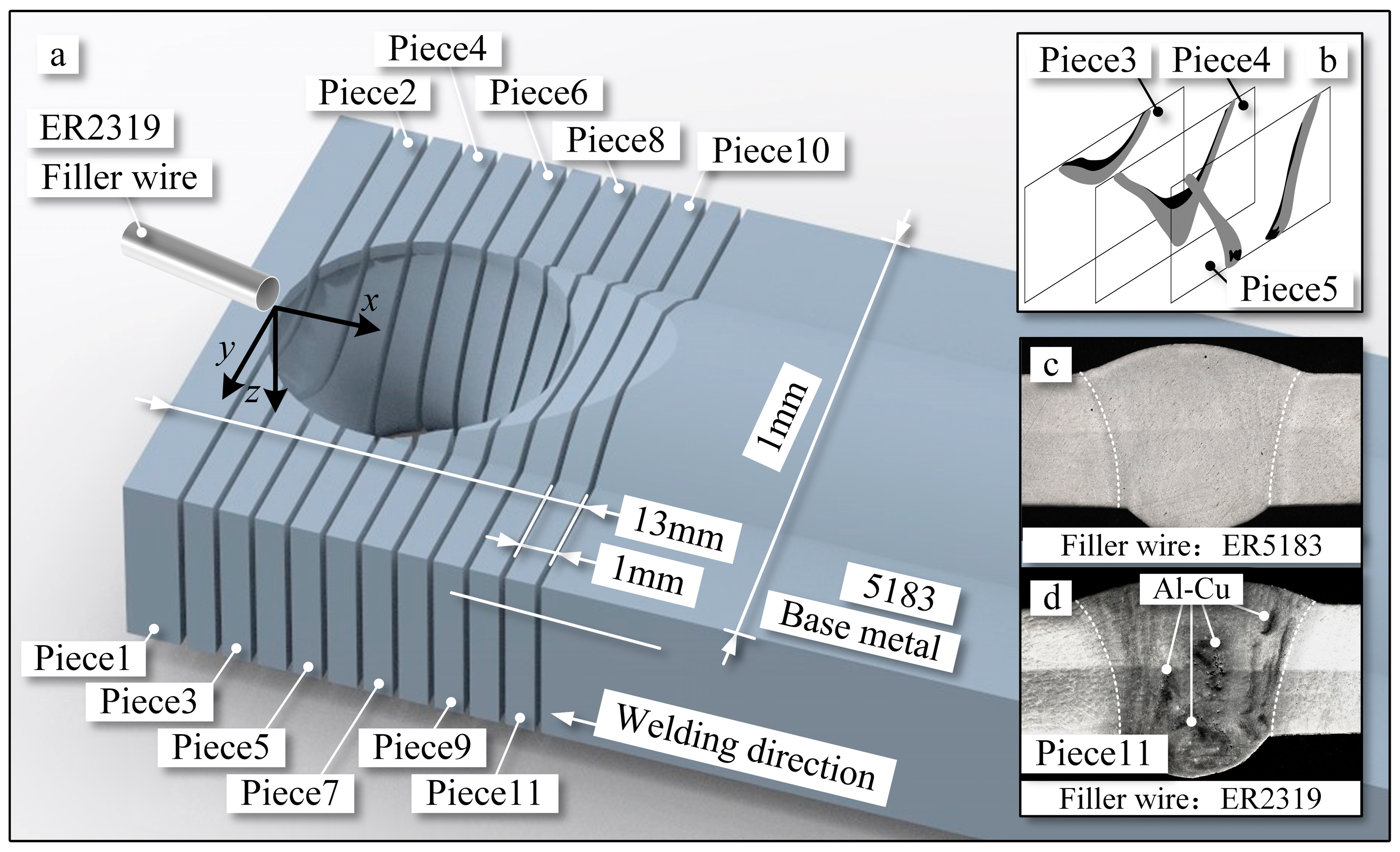
2.1. Common Experimental Setup and Welding Conditions
2.2. Mechanical Properties of Welding Bead
2.3. Measurement of Molten Metal Flow in the Weld Pool
2.4. Measurement of Temperature Distribution in the Weld Pool
3. Results
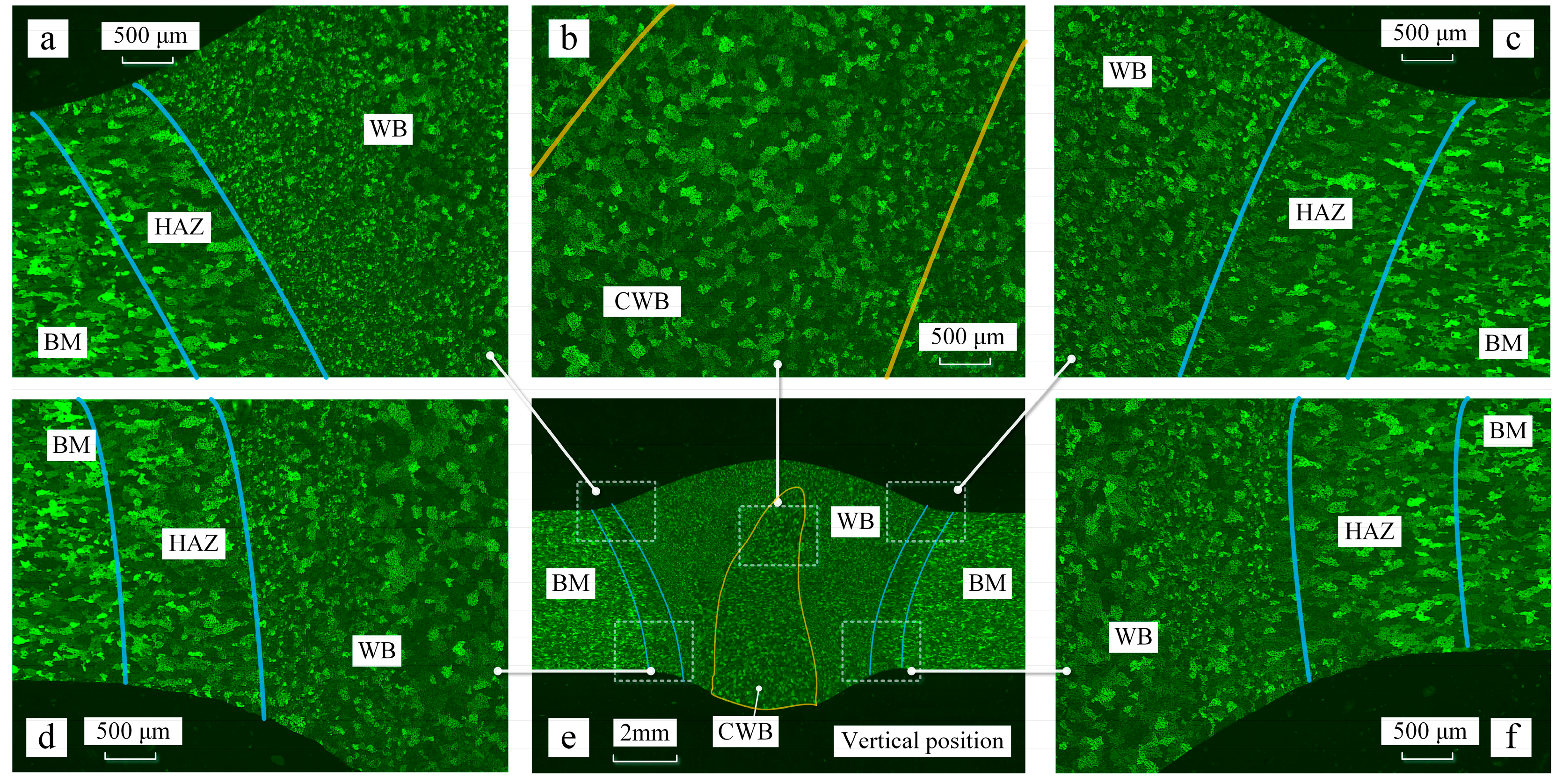
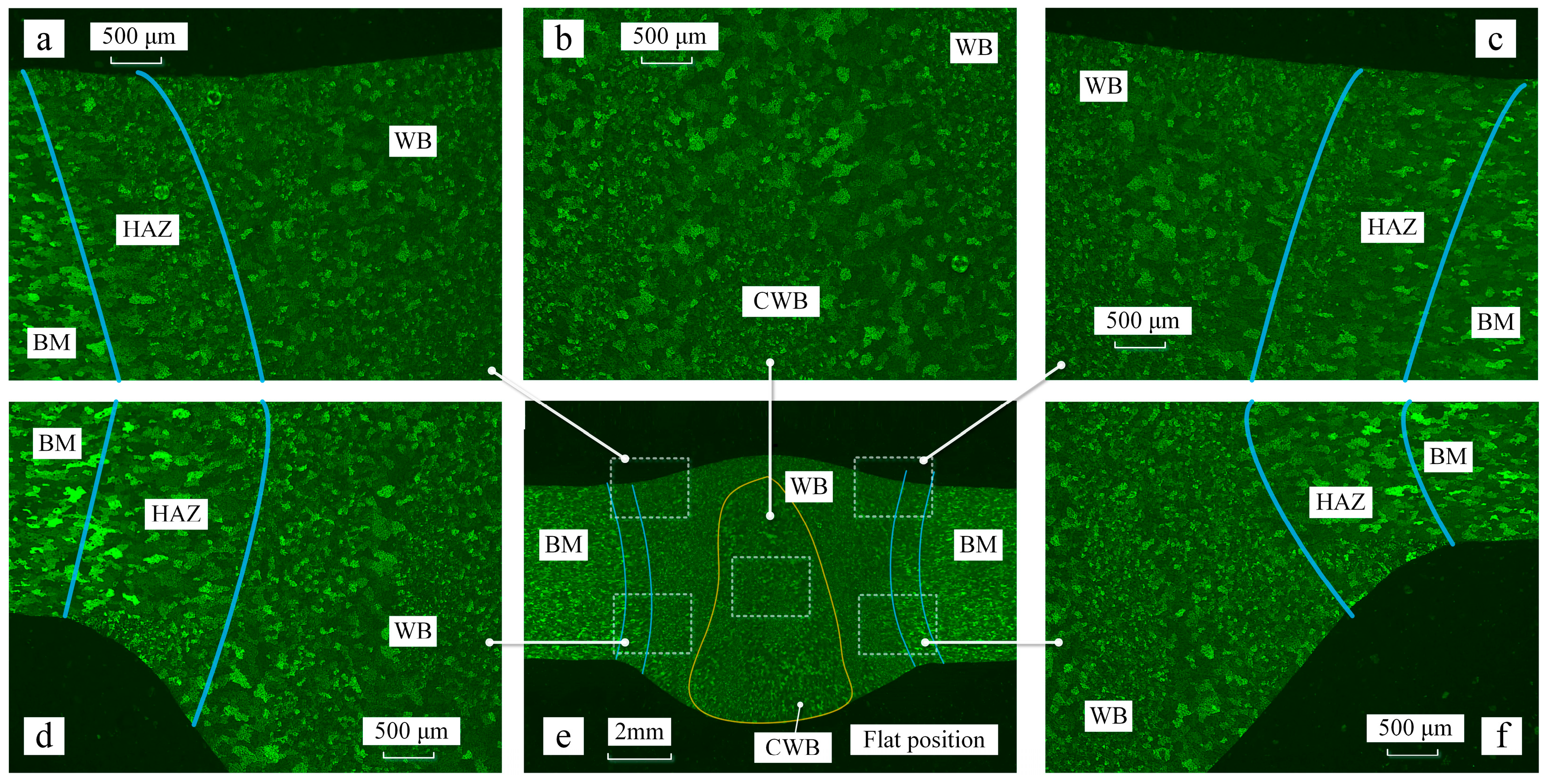
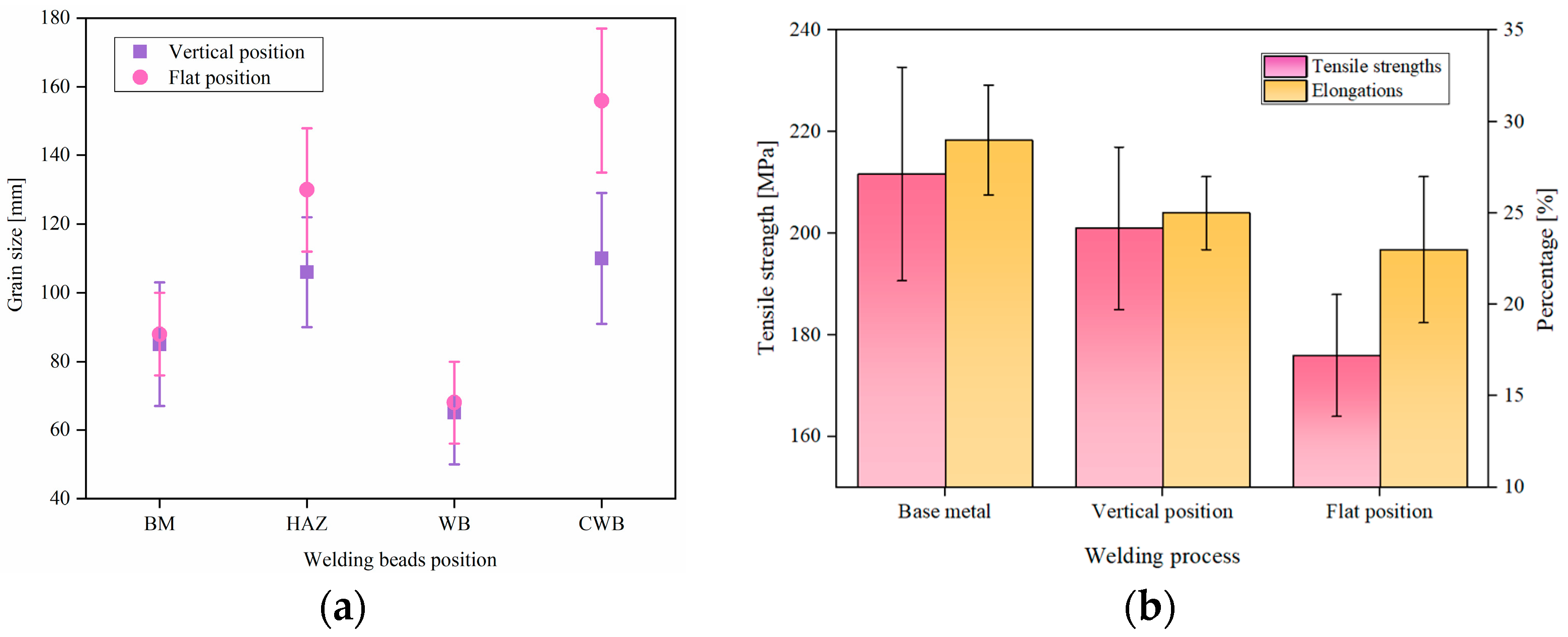
3.1. Properties of Welding Bead
3.2. Internal Flow Behavior within the Weld Pool
3.3. Temperature Distributions on the Weld Pool Surfaces
4. Discussion
5. Conclusions
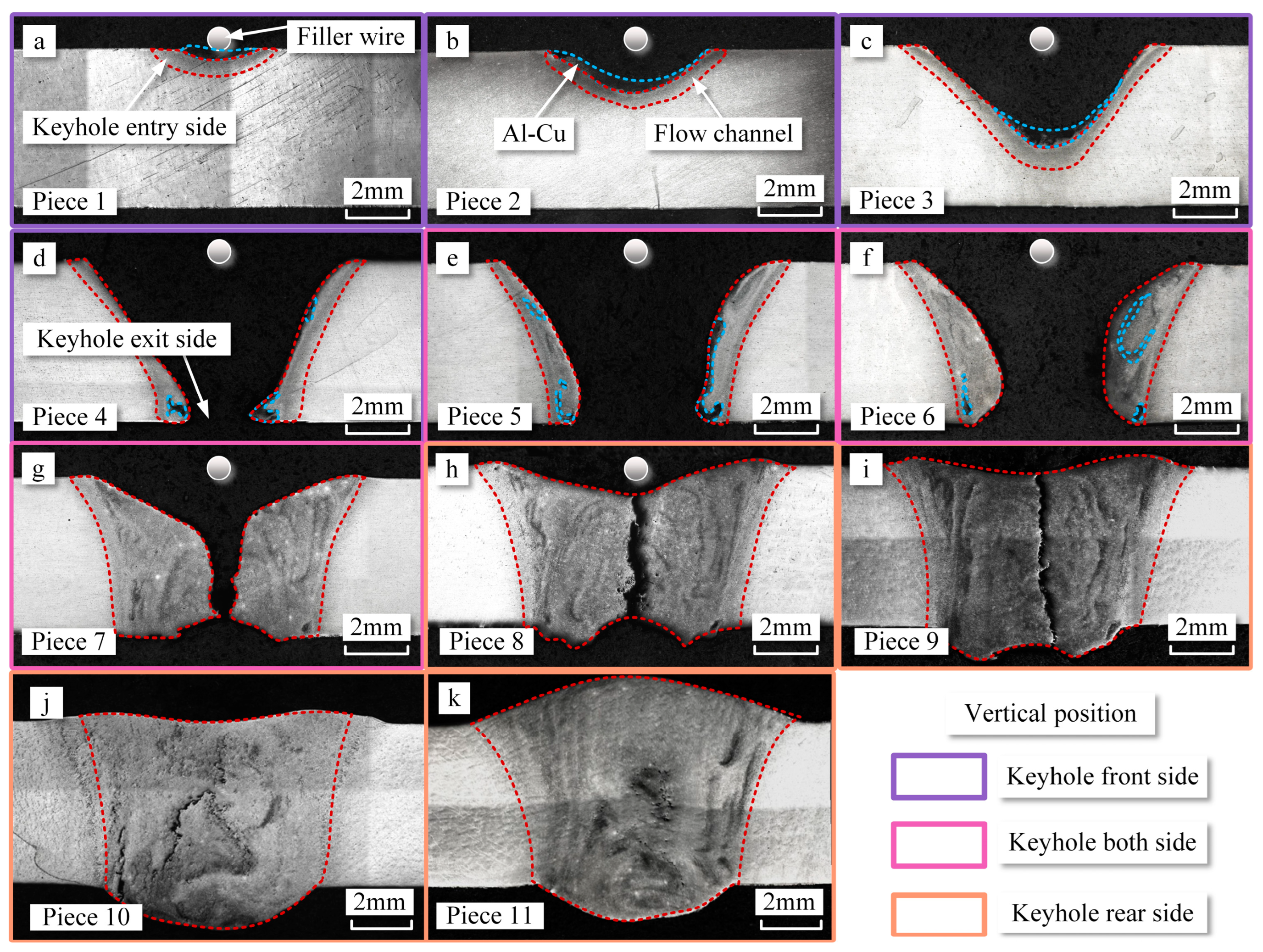
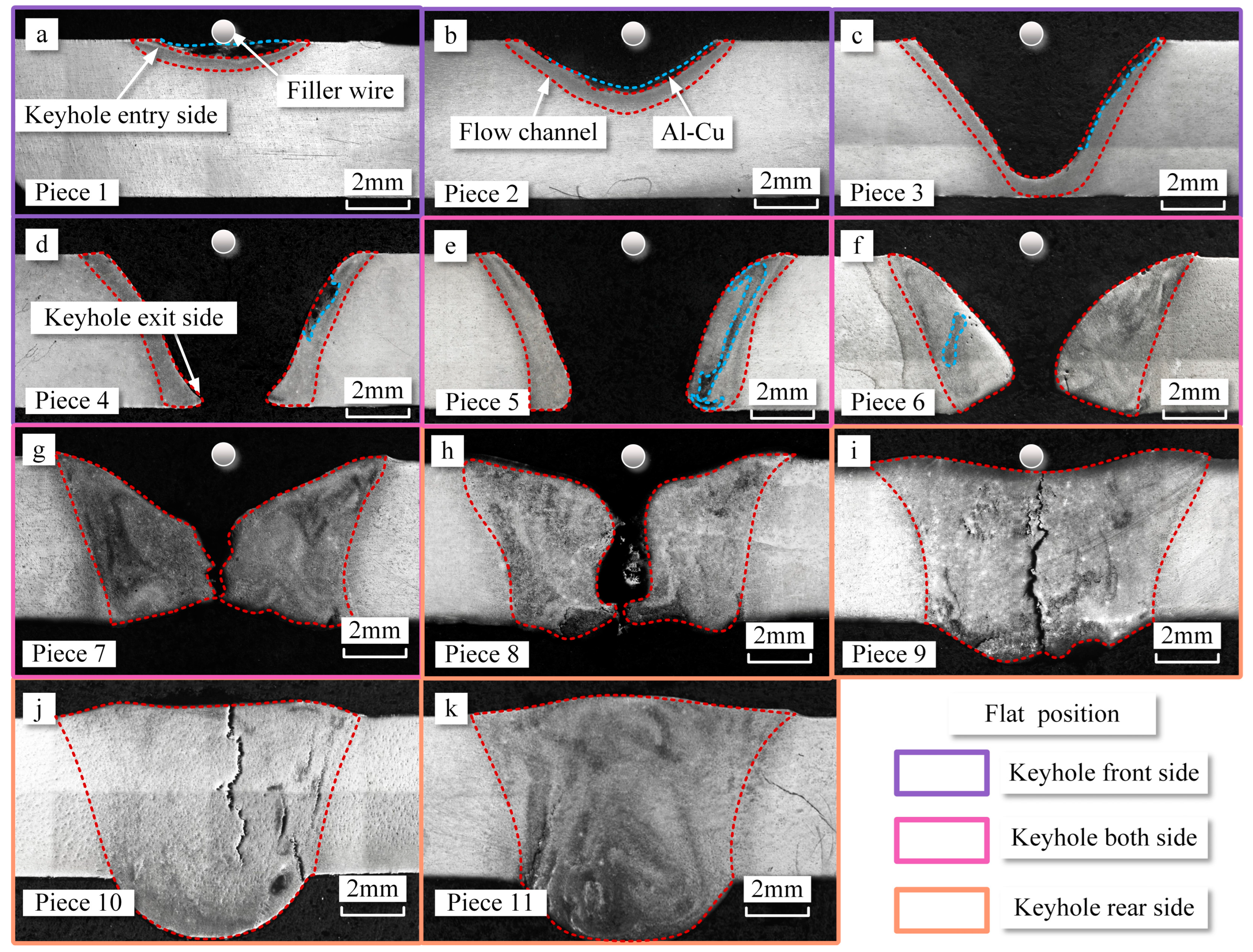
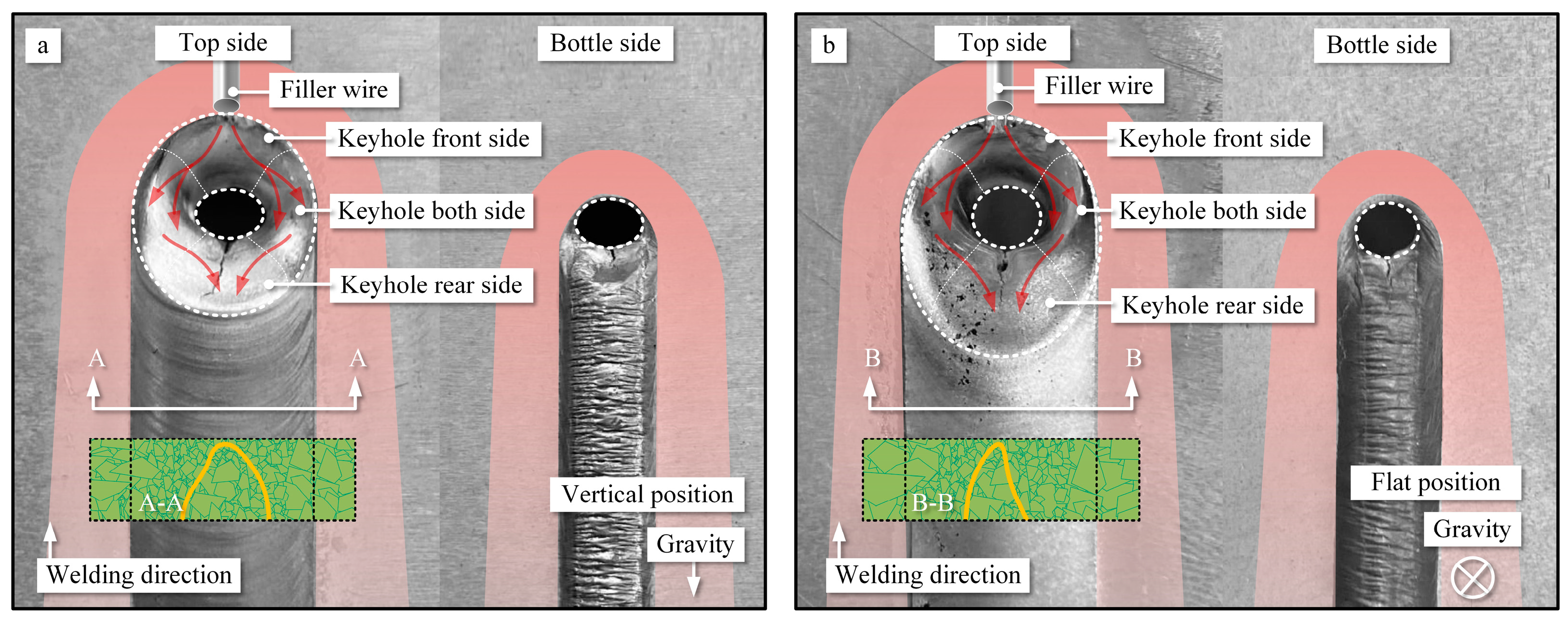
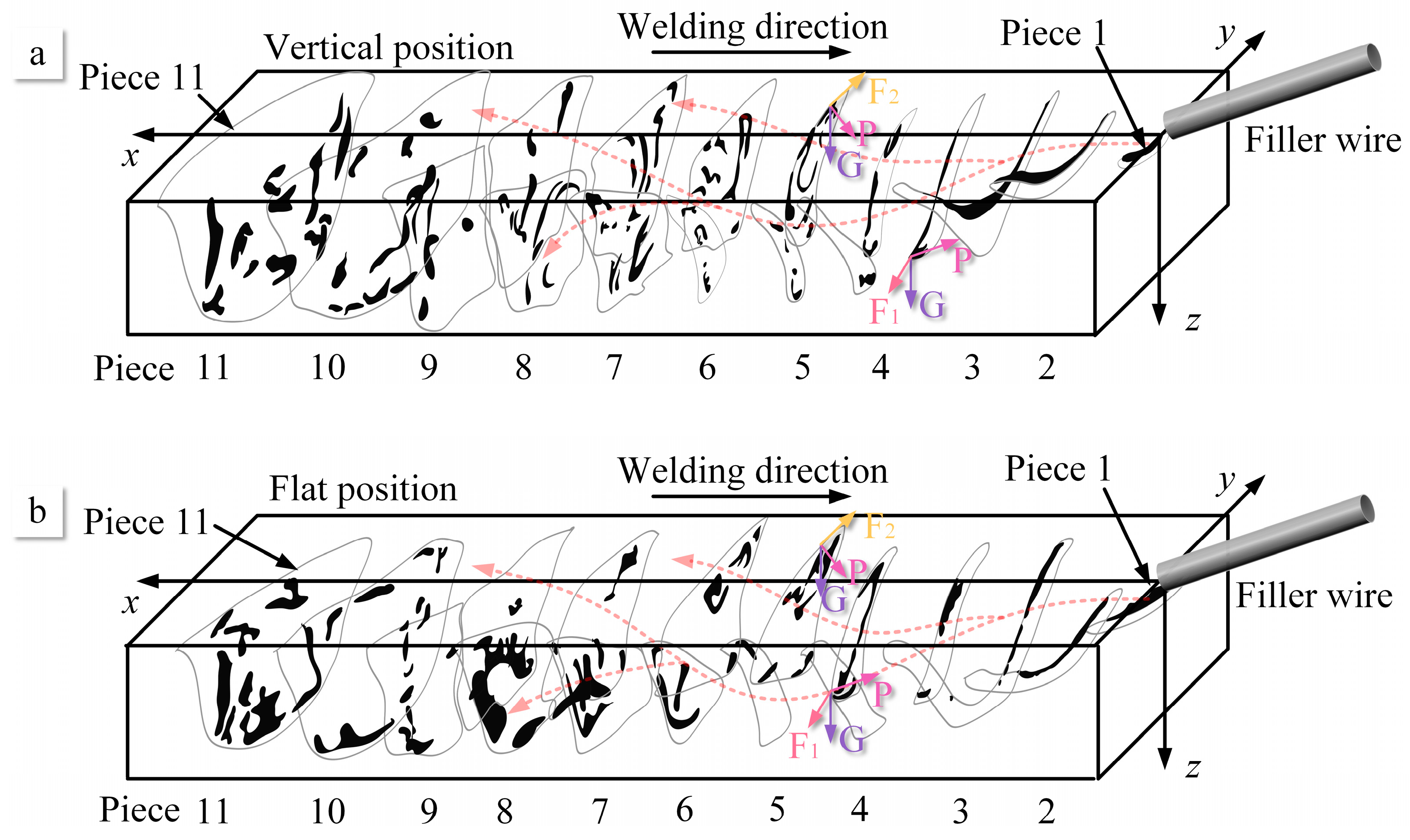
- Within the weld pool, two types of vortex currents exist: one along the direction of welding and the other directed towards the base metal zone inside the weld pool. The presence of these vortex currents ensures thorough mixing of the molten metal within the pool, contributing to improved mechanical properties. This phenomenon is induced by the shear force, arc pressure, and gravity. Gravity can exacerbate the buildup of molten metal on the keyhole exit side.
- Compared to the vertical position, flat position welding exhibits larger flow channels within the weld pool, especially along the sides of the keyhole. This results in more active internal vortex currents during flat welding. The increase in channel area during flat welding is attributed to heat accumulation.
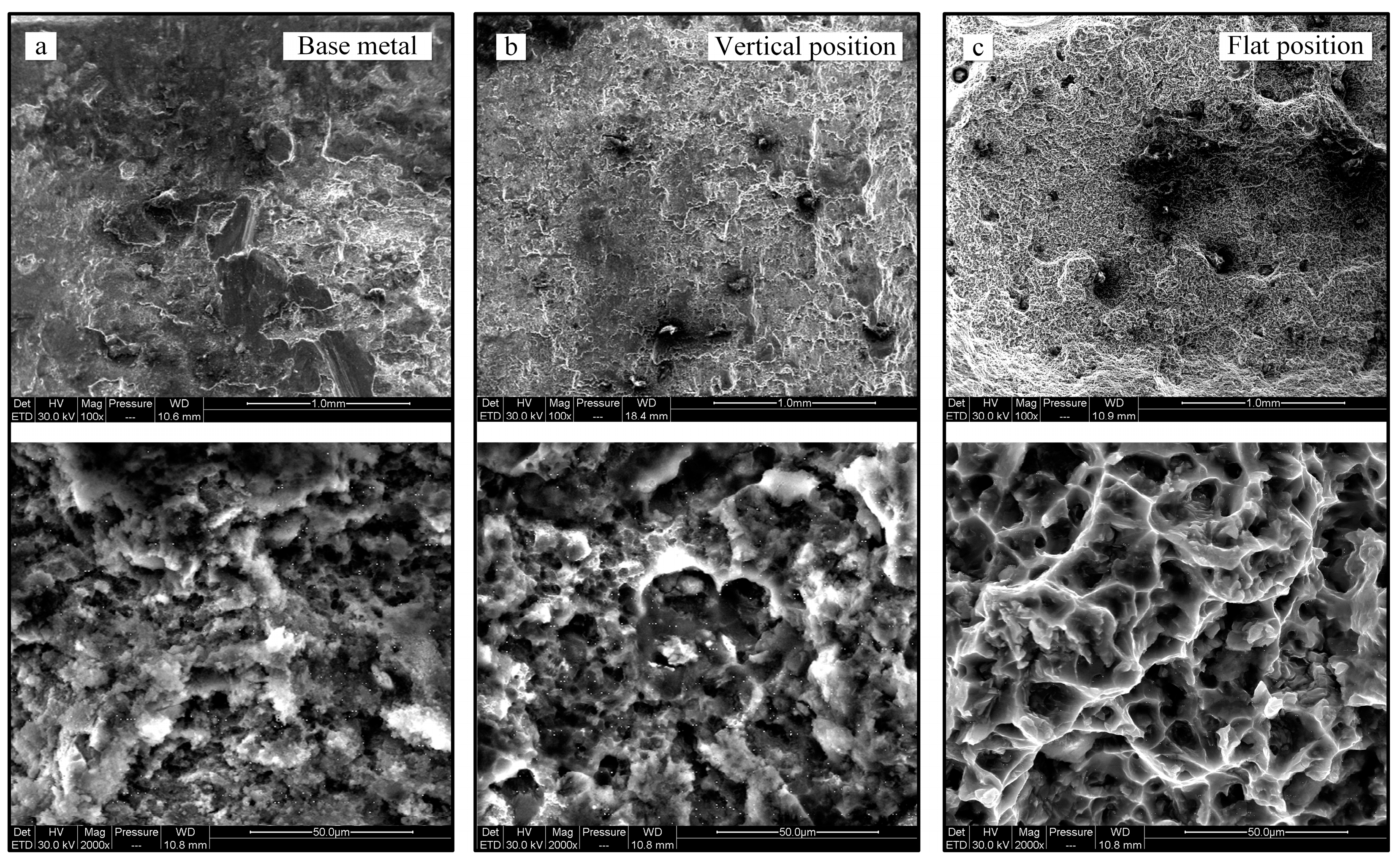
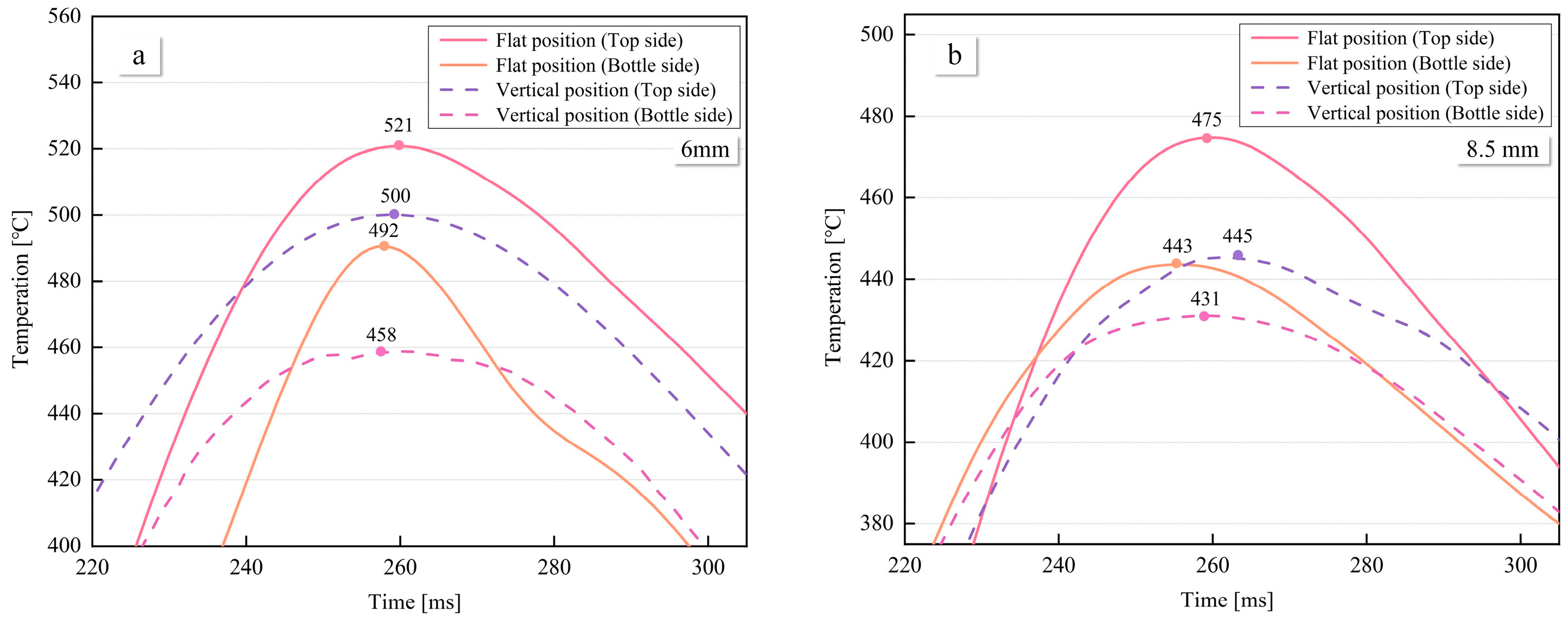
- During flat position, due to the influence of gravity, molten metal accumulates on one side of the keyhole exit, leading to elevated temperatures at the exit. This results in a larger zone with coarser grains on the exit side, consequently leading to inferior mechanical properties compared to the vertical welding position.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lang, R.; Han, Y.; Bai, X.; Hong, H. Prediction of the Weld Pool Stability by Material Flow Behavior of the Perforated Weld Pool. Materials 2020, 13, 303. [Google Scholar] [CrossRef]
- Wang, Y.; Cong, B.; Qi, B.; Chen, X.; Yin, Y.; Lin, S. Influence of low-pulsed frequency on arc profile and weld formation characteristics in double-pulsed VPTIG welding of aluminium alloys. J. Manuf. Process. 2020, 58, 1211–1220. [Google Scholar] [CrossRef]
- Wu, D.; Chen, H.; Huang, Y. Monitoring of weld joint penetration during variable polarity plasma arc welding based on the keyhole characteristics and PSO-ANFIS. Mater. Process. Technol. 2017, 239, 113–124. [Google Scholar] [CrossRef]
- Wu, D.; Ishida, K.; Tashiro, S.; Nomura, K.; Hua, X.; Ma, N.; Tanaka, M. Dynamic keyhole behaviors and element mixing in paraxial hybrid plasma-MIG welding with a gap. Int. J. Heat Mass Transf. 2023, 200, 123551–123562. [Google Scholar] [CrossRef]
- Liu, Z.; Cui, S.; Luo, Z.; Zhang, C.; Wang, Z.; Zhang, Y. Plasma arc welding: Process variants and its recent developments of sensing, controlling and modeling. J. Manuf. Process. 2016, 23, 315–327. [Google Scholar] [CrossRef]
- Wu, C.; Jia, C.; Chen, M. A control system for keyhole plasma arc welding of stainless-steel plates with medium thickness. Welding J. 2010, 89, 89–101. [Google Scholar]
- Sun, L.; Sun, X.; Guo, B.; Zhou, W.; Li, Z. Unified modeling and kinetic analysis of the near-cathode region and hot cathode in atmospheric-pressure arc discharges. Phys. Fluids 2022, 34, 067120. [Google Scholar] [CrossRef]
- Wu, D.; Chen, J.; Liu, H.; Zhang, S.; Chen, S. Weld penetration in situ prediction from keyhole dynamic behavior under time-varying VPPAW pools via the OS-ELM model. Int. J. Adv. Manuf. Technol. 2019, 104, 3929–3941. [Google Scholar] [CrossRef]
- Jiang, Y.; Xu, B.; L, Y.; Liu, C.; Liu, M. Experimental analysis on the variable polarity plasma arc pressure. Chin. J. Mech. Eng. 2011, 24, 607–611. [Google Scholar] [CrossRef]
- Kazuya, I.; Tashiro, S.; Nomura, K.; Wu, D.; Tanaka, M. Elucidation of arc coupling mechanism in plasma-MIG hybrid welding process through spectroscopic measurement of 3D distributions of plasma temperature and iron vapor concentration. J. Manuf. Process. 2022, 77, 743–753. [Google Scholar] [CrossRef]
- Wang, Y.; Cong, B.; Qi, B.; Yang, M.; Lin, S. Process characteristics and properties of AA2219 aluminum alloy welded by double pulsed VPTIG welding. J. Mater. Process. Technol. 2019, 266, 255–263. [Google Scholar] [CrossRef]
- Pan, J.; Yang, L.; Hu, S. Numerical analysis of keyhole formation and collapse in variable polarity plasma arc welding. Int. J. Heat Mass Transfer 2017, 109, 1218–1228. [Google Scholar] [CrossRef]
- Wu, D.; Nguyen, A.; Tashiro, S.; Hua, X.; Tanaka, M. Elucidation of the weld pool convection and keyhole formation mechanism in the keyhole plasma arc welding. Int. J. Heat Mass Transf. 2019, 131, 920–931. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Hua, X.; Tanaka, M. Coupled mechanisms of the keyhole, energy transfer and compositional change associated with the variable polarity plasma arc process. J. Phys. D Appl. Phys. 2021, 54, 115204–115214. [Google Scholar] [CrossRef]
- Sun, X.; Qi, B.; Jiang, Z.; Zeng, C.; Cong, N. Refined weld microstructure and enhanced joint mechanical property of 1460 Al-Li alloys via double-pulsed variable polarity TIG arc welding. J. Manuf. Process. 2022, 82, 738–749. [Google Scholar] [CrossRef]
- Cai, D.; Han, S.; Yan, D.; Luo, Z.; Wang, H.; Zhang, Y. Microstructure and fatigue behavior of variable polarity plasma arc welded Al-6.2Mg alloys. J. Mater. Process. Technol. 2019, 269, 128–134. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, S.; Jiang, F.; Zhang, W.; Huang, N. Study and optimization against the gravity effect on mechanical property of VPPA horizontal welding of aluminum alloys. J. Manuf. Process. 2019, 46, 109–117. [Google Scholar] [CrossRef]
- Wang, H.; Yang, C.; Wei, Y.; Lin, S.; Shen, H. Study of keyhole closure and analysis of microstructure and mechanical performance of weld joints for variable polarity vertical up plasma arc welding process. Sci. Technol. Weld. Join. 2006, 3, 315–340. [Google Scholar] [CrossRef]
- Lefebvre, F.; Ganguly, S.; Sinclair, I. Micromechanical aspects of fatigue in a MIG welded aluminium airframe alloy: Part 1. Microstructural characterization. Mater. Sci. Eng. A 2005, 397, 338–345. [Google Scholar] [CrossRef]
- Lefebvre, F.; Sinclai, I. Micromechanical aspects of fatigue in a MIG welded aluminium airframe alloy: Part 2. Mater. Sci. Eng. A 2005, 407, 265–272. [Google Scholar] [CrossRef]
- Xiao, L.; Fan, D.; Huang, J.; Tashiro, S.; Tanaka, M. 3D Numerical Study of External Axial Magnetic Field-Controlled High-Current GMAW Metal Transfer Behavior. Materials 2020, 13, 5792. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Babu, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The Effect of Groove Shape on Molten Metal Flow Behaviour in Gas Metal Arc Welding. Materials 2021, 14, 7444. [Google Scholar] [CrossRef]
- Pan, J.; Hu, S.; Yang, L.; Chen, S. Numerical analysis of the heat transfer and material flow during keyhole plasma arc welding using a fully coupled tungsten–plasma–anode model. Acta Mater. 2016, 118, 221–229. [Google Scholar] [CrossRef]
- Shoichi, M.; Yasushi, T. Effect of Magnetic Field on Flows and Temperature Distribution of Molten Pool in Electromagnetic Controlled Molten Pool Welding Process. J. Jpn. Weld. Soc. 2015, 84, 244–250. [Google Scholar] [CrossRef]
- Lu, H.; Xing, J.; Xing, L. Arc morphology and weld pool flowing in A-MAG welding process. Trans. China Weld. Inst. 2014, 10, 36–43. [Google Scholar]
- Wu, D.; Tashiro, S.; Hua, X.; Tanaka, M. Analysis of the energy propagation in the keyhole plasma arc welding using a novel fully coupled plasma arc-keyhole-weld pool model. Int. J. Heat Mass Transf. 2019, 141, 604–614. [Google Scholar] [CrossRef]
- Liu, J.; Jiang, F.; Xu, B.; Zhang, G.; Chen, S. Physical mechanism of material flow and temperature distribution in keyhole plasma arc welding at initial unstable stage. Phys. Fluids 2023, 35, 033115. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Kawahito, Y.; Nakata, K.; Tanaka, M. Three-dimensional visualization of material flow during friction stir welding by two pairs of x-ray transmission systems. Scr. Mater. 2011, 65, 1085–1088. [Google Scholar] [CrossRef]
- Hemmesi, K.; Mallet, P.; Farajian, M. Numerical evaluation of surface welding residual stress behavior under multiaxial mechanical loading and experimental validations. Int. J. Mech. Sci. 2020, 168, 105127. [Google Scholar] [CrossRef]
- Mugada, K.; Adepu, K. Influence of ridges shoulder with polygonal pins on material flow and friction stir weld characteristics of 6082 aluminum alloy. J. Manuf. Process. 2018, 32, 625–634. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, S.; Jiang, F.; Huang, N.; Zhang, S. Material flow in variable polarity plasma arc keyhole welding of aluminum alloy. J. Manuf. Process. 2018, 36, 480–486. [Google Scholar] [CrossRef]
- Anh, N.; Tashiro, S.; Hanh, B.; Manabu, T. Experimental investigation on the weld pool formation process in plasma keyhole arc welding. J. Phys. D Appl. Phys. 2017, 51, 015204. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Wu, Z.; Nomura, K.; Hua, X.; Tanaka, M. Interactive phenomena in hybrid KPAW-PGMAW. Weld. J. 2019, 99, 5. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Mn | Cr | Si | Fe | Zn | Cu | Al |
|---|---|---|---|---|---|---|---|---|
| 5A06 | 5.80~6.80 | 0.50~0.80 | - | ≤0.40 | ≤0.40 | ≤0.20 | ≤0.10 | Bla. |
| ER5183 | 4.50 | 0.70 | 0.15 | ≤0.40 | ≤0.40 | ≤0.25 | ≤0.10 | Bla. |
| ER2319 | 0.02 | 0.20 | - | 0.20 | ≤0.40 | ≤0.10 | 5.80 | Bla. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Jiang, F.; Chen, S.; Xu, B.; Zhang, G.; Cheng, W.; Ma, X. Mechanisms of Gravitational Influence on Weld Pool Behavior and Weld Bead Performance in Variable Polarity Plasma Arc Welding across Different Welding Position. Materials 2023, 16, 6457. https://doi.org/10.3390/ma16196457
Liu J, Jiang F, Chen S, Xu B, Zhang G, Cheng W, Ma X. Mechanisms of Gravitational Influence on Weld Pool Behavior and Weld Bead Performance in Variable Polarity Plasma Arc Welding across Different Welding Position. Materials. 2023; 16(19):6457. https://doi.org/10.3390/ma16196457
Chicago/Turabian StyleLiu, Jingbo, Fan Jiang, Shujun Chen, Bin Xu, Guokai Zhang, Wei Cheng, and Xinqiang Ma. 2023. "Mechanisms of Gravitational Influence on Weld Pool Behavior and Weld Bead Performance in Variable Polarity Plasma Arc Welding across Different Welding Position" Materials 16, no. 19: 6457. https://doi.org/10.3390/ma16196457
APA StyleLiu, J., Jiang, F., Chen, S., Xu, B., Zhang, G., Cheng, W., & Ma, X. (2023). Mechanisms of Gravitational Influence on Weld Pool Behavior and Weld Bead Performance in Variable Polarity Plasma Arc Welding across Different Welding Position. Materials, 16(19), 6457. https://doi.org/10.3390/ma16196457