

Dissolution Behavior of Lime with Different Properties into Converter Slag

Abstract
:1. Introduction
2. Experimental Procedure
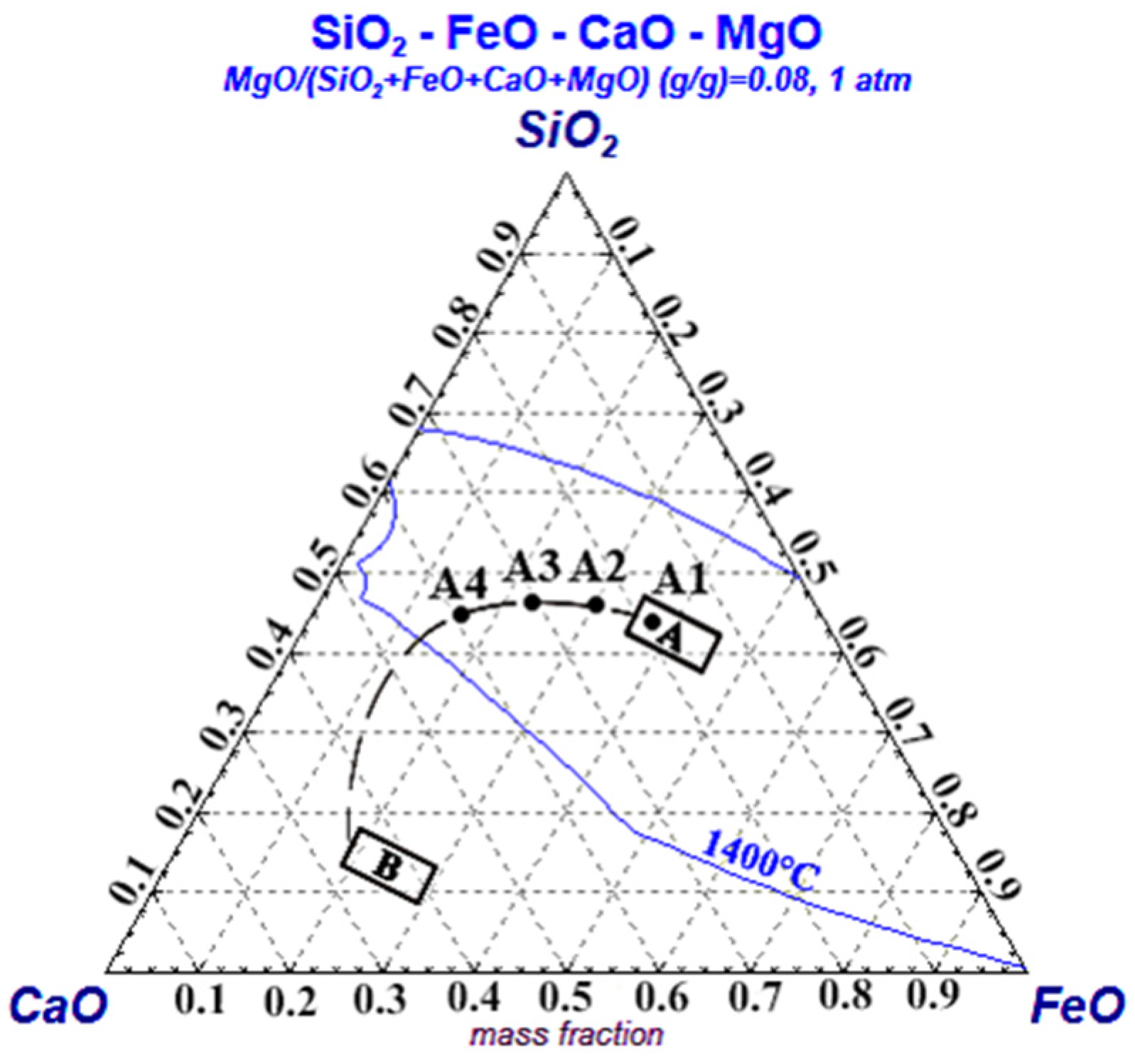
2.1. Raw Materials
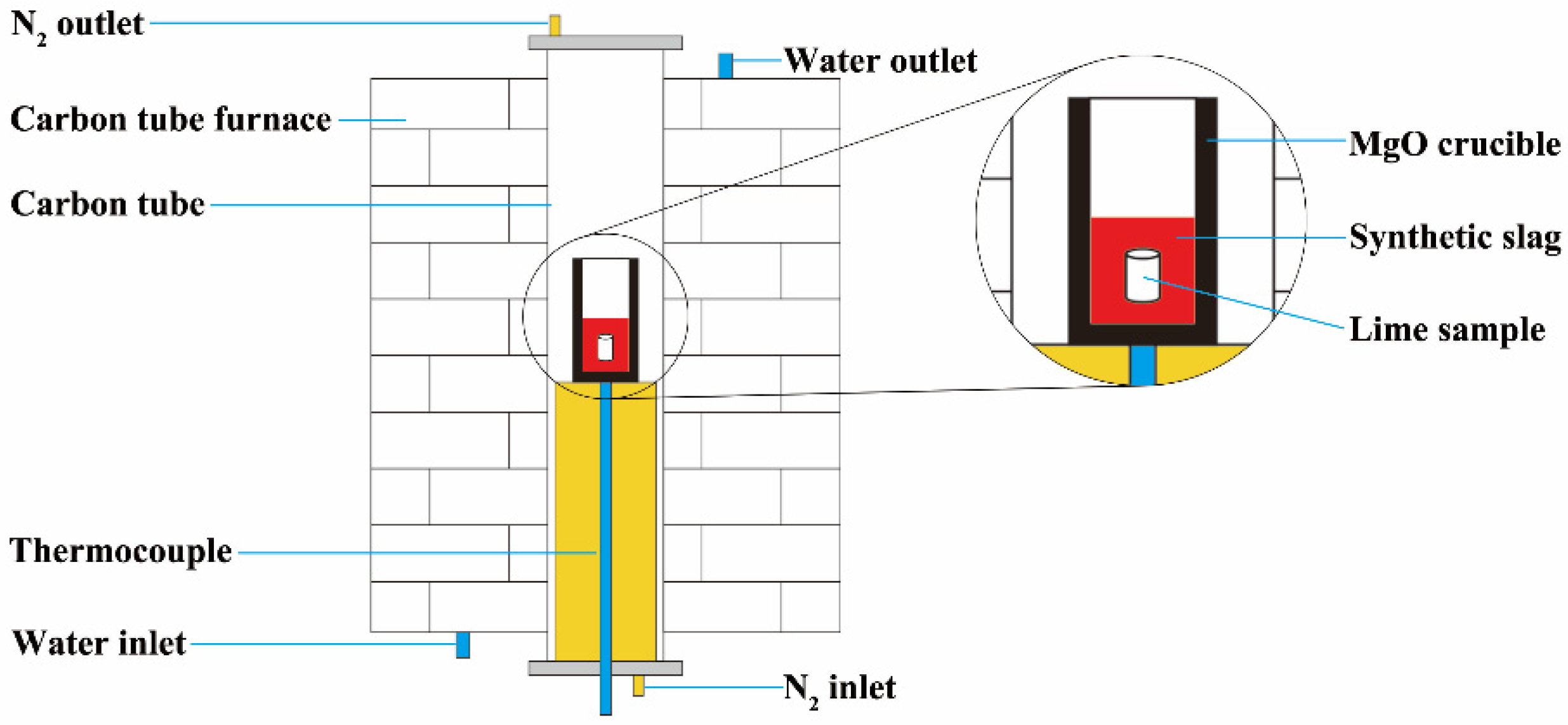
2.2. Experimental Procedure
3. Experimental Results
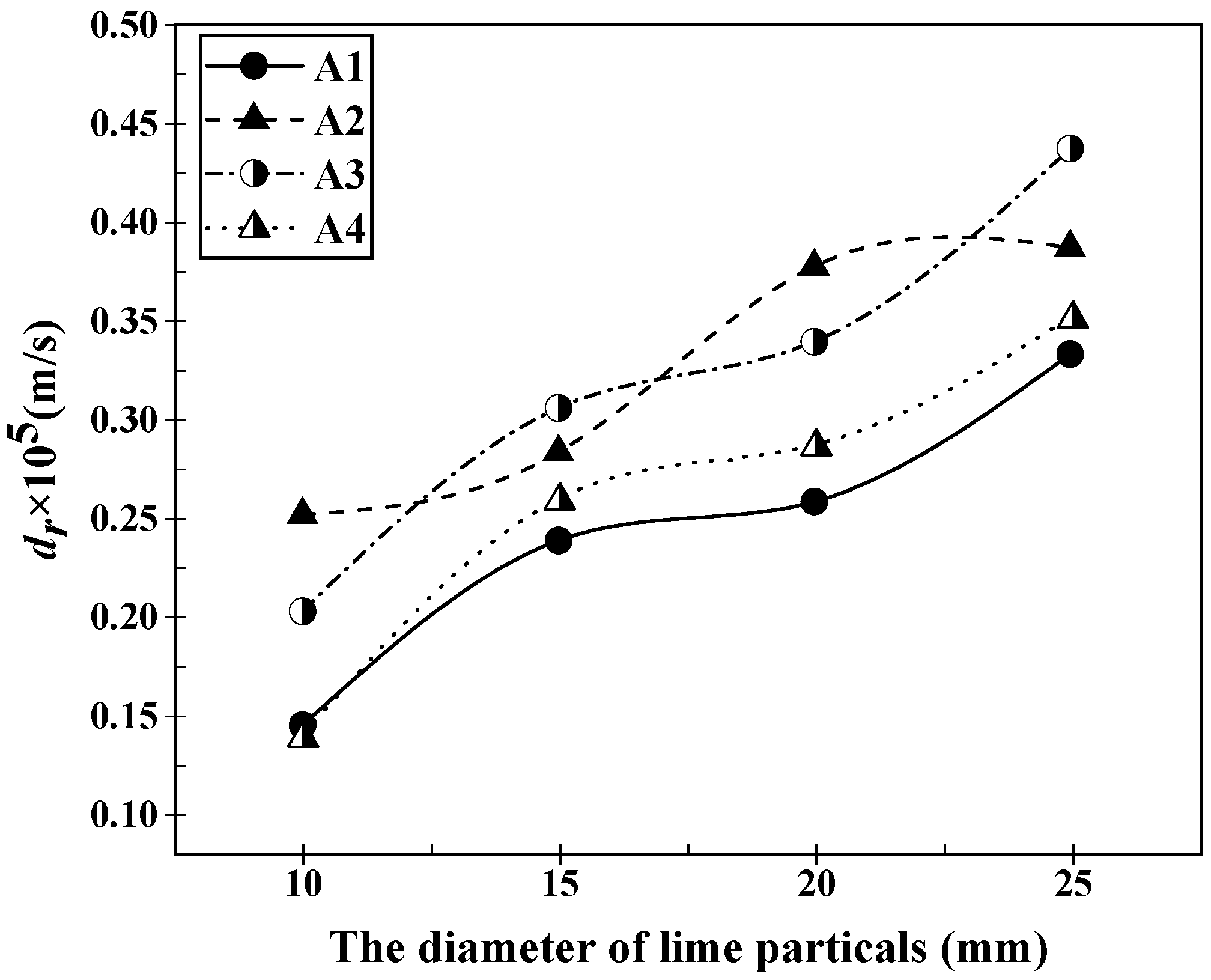
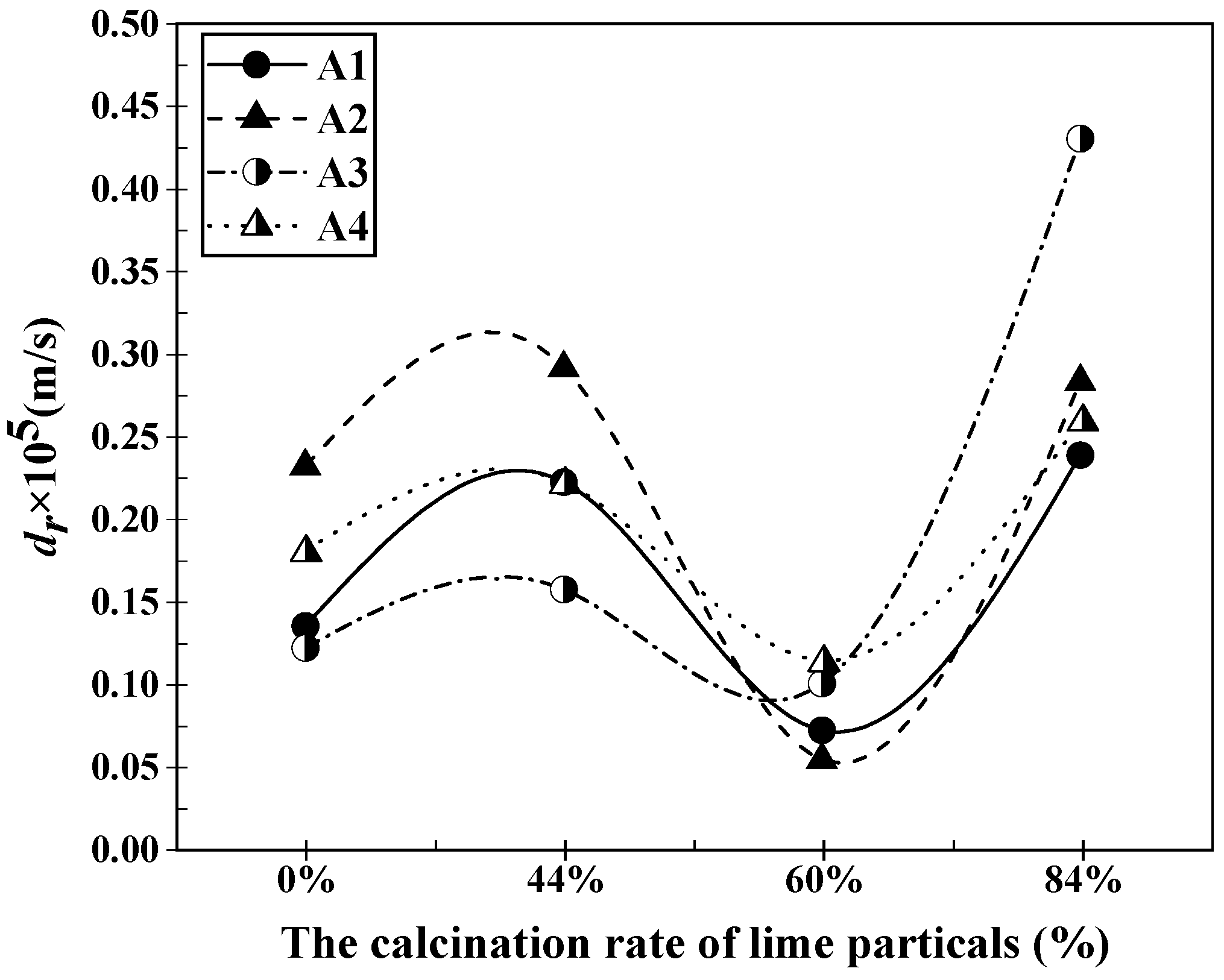
3.1. Variation in Lime Particle Diameter after Dissolution in Slag for Different Particle Sizes and Calcination Rates
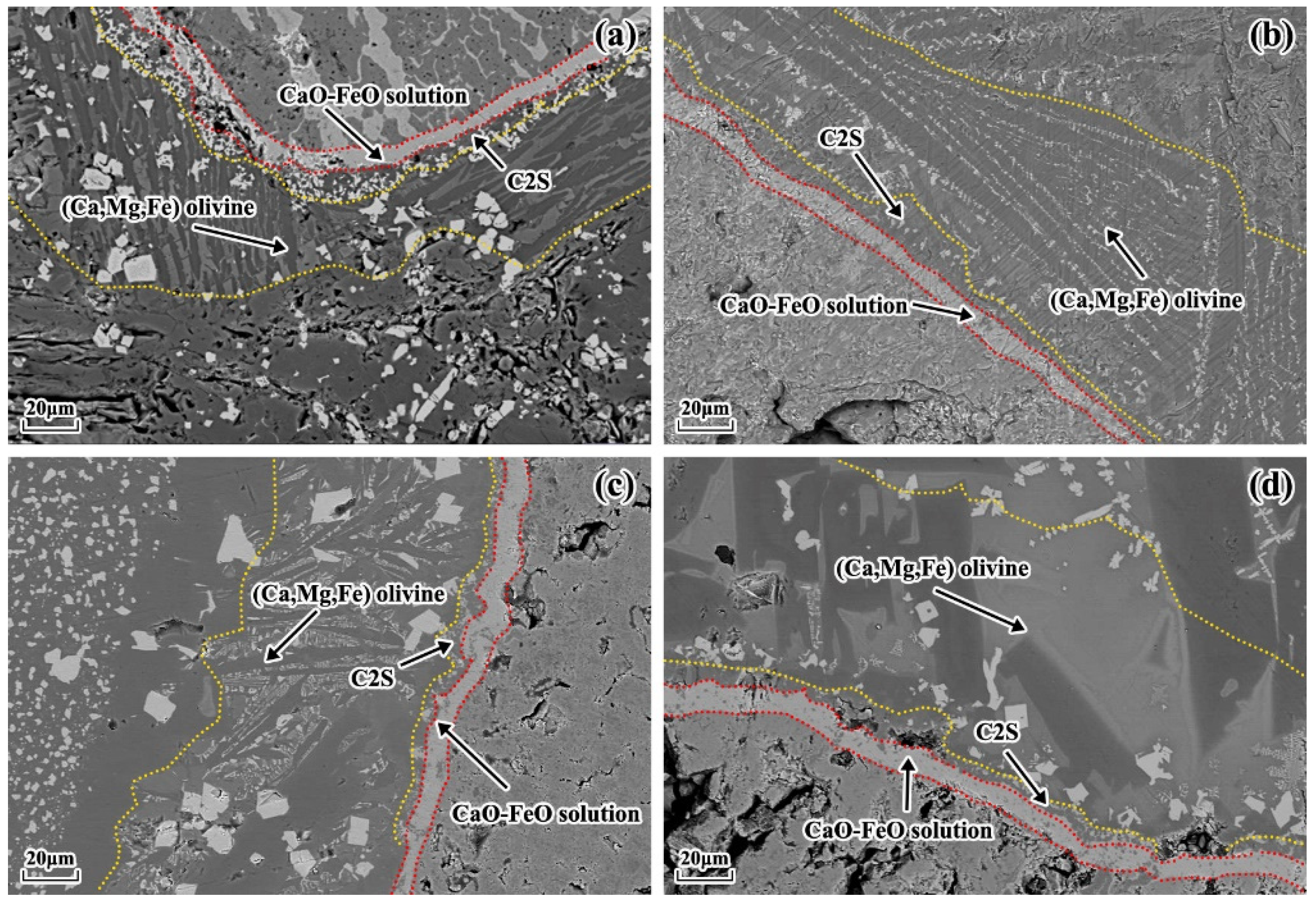
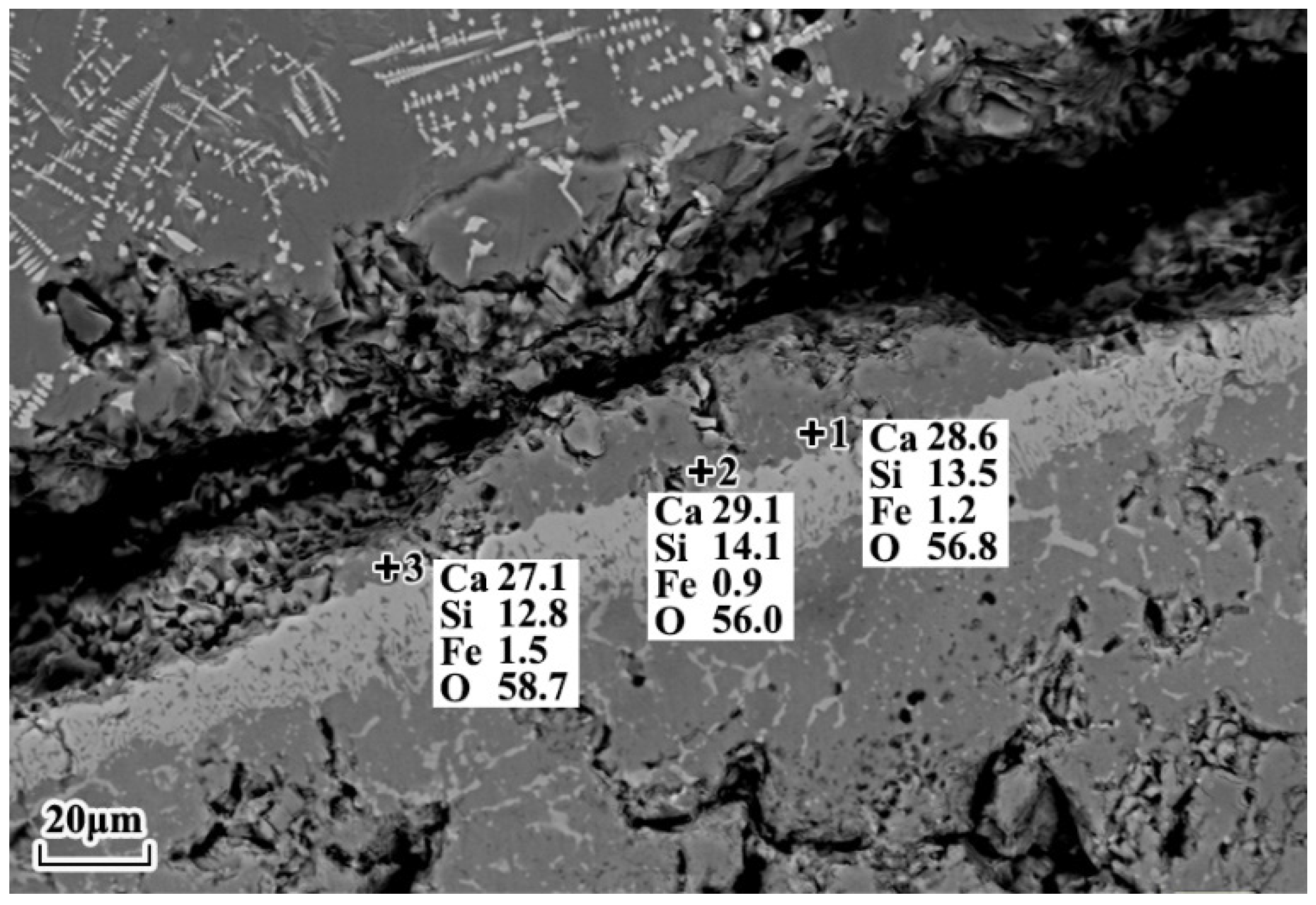
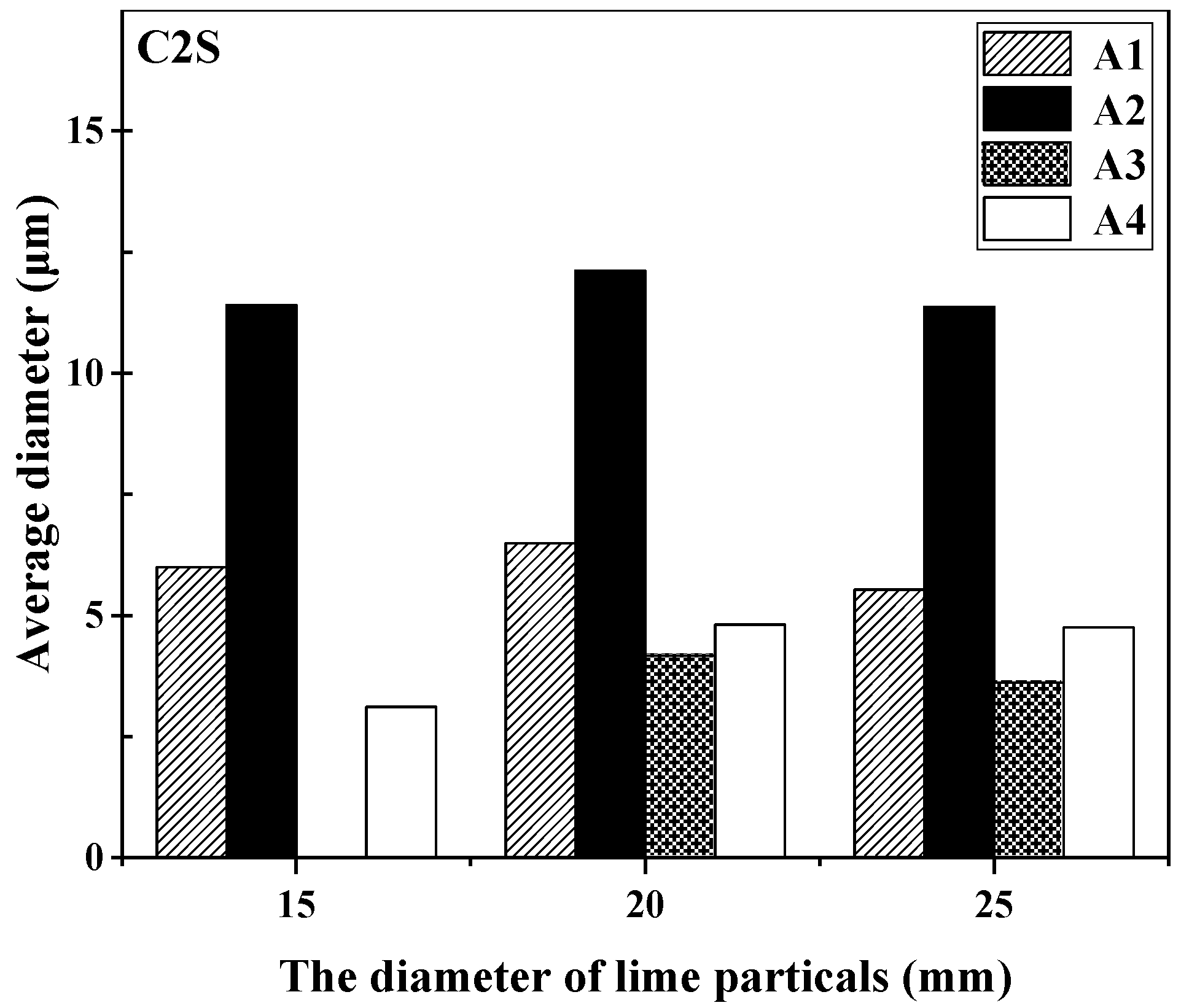
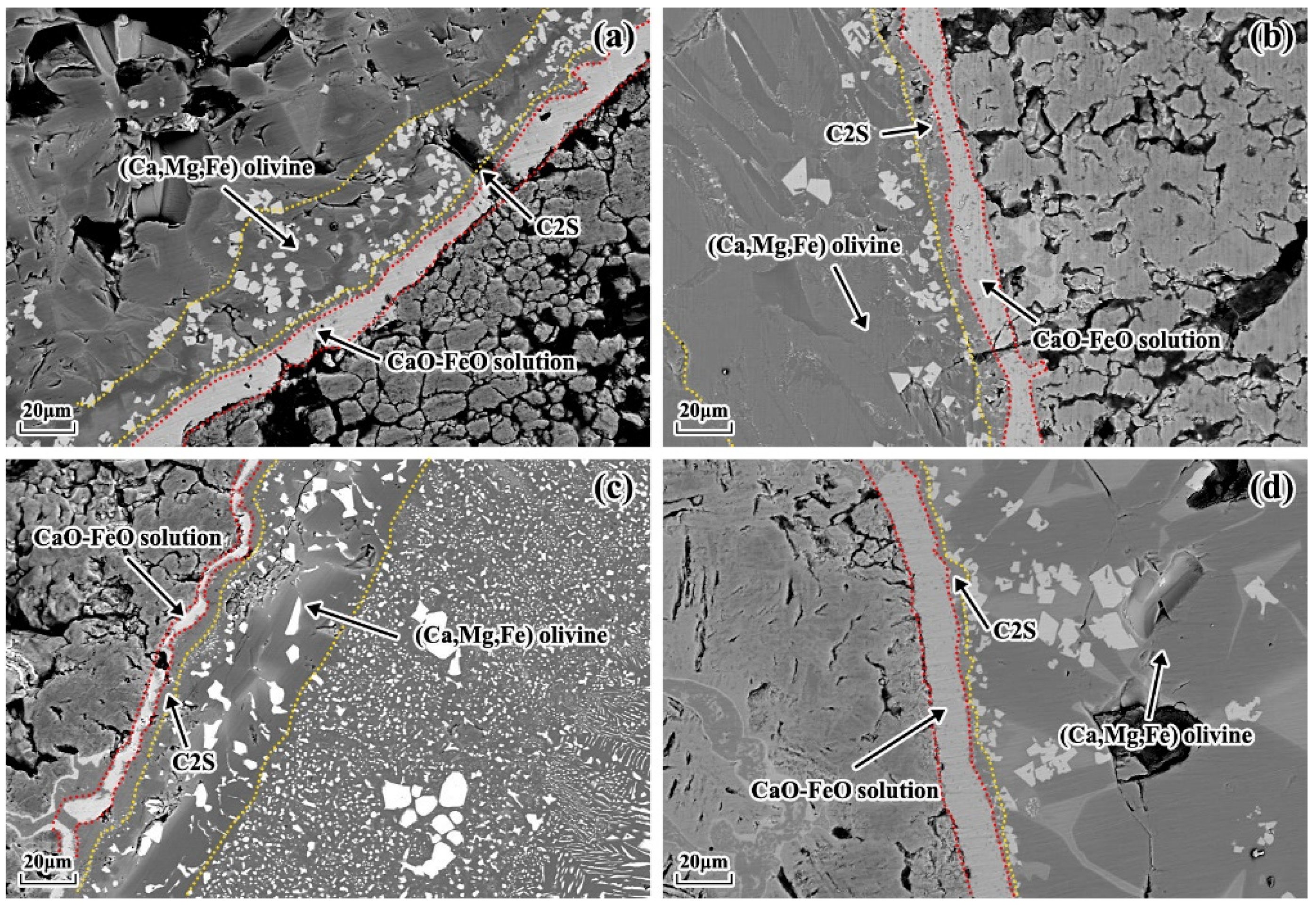
3.2. Evolution of the Reaction Interface between Lime and Slag during Static Dissolution with Different Particle Sizes
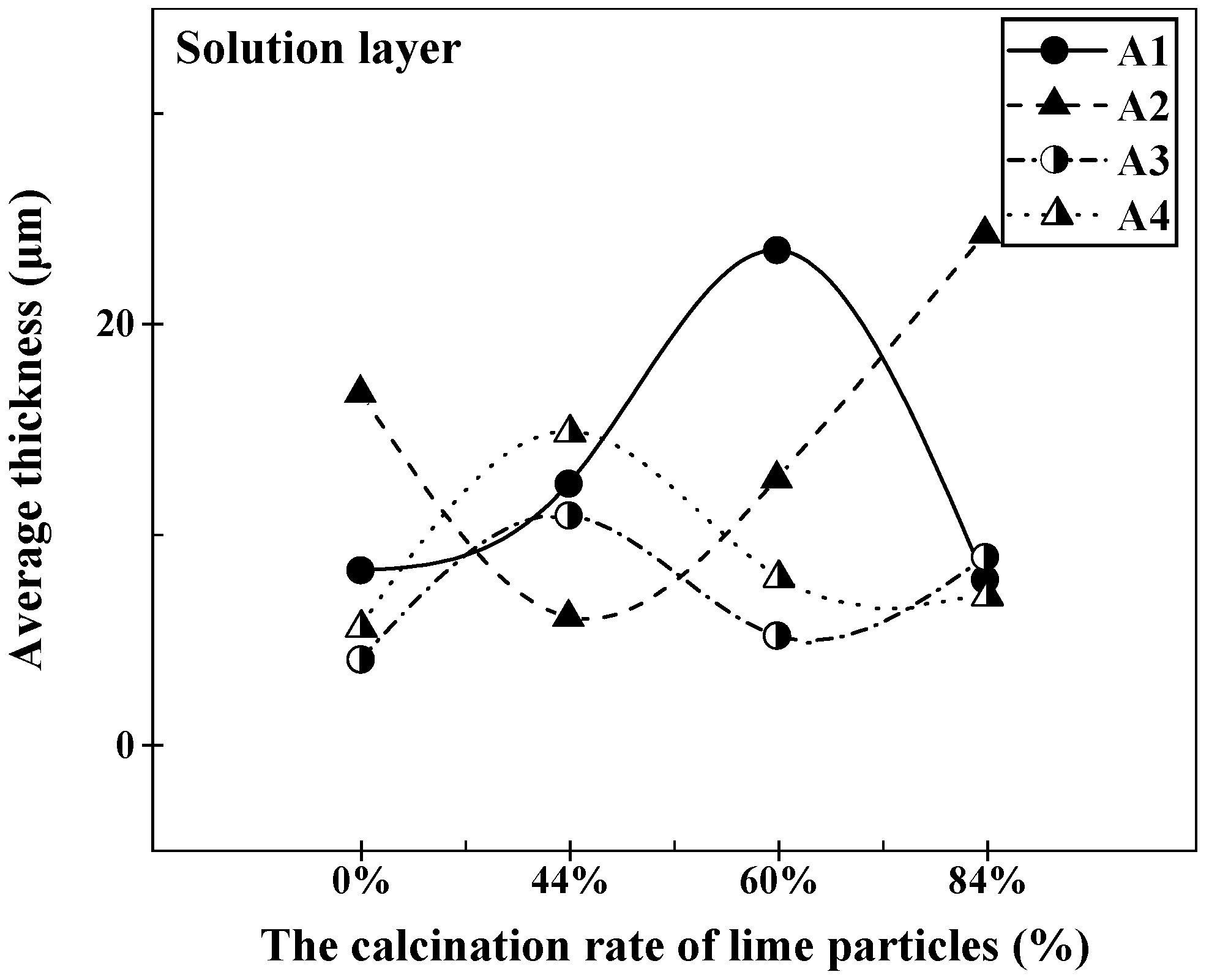
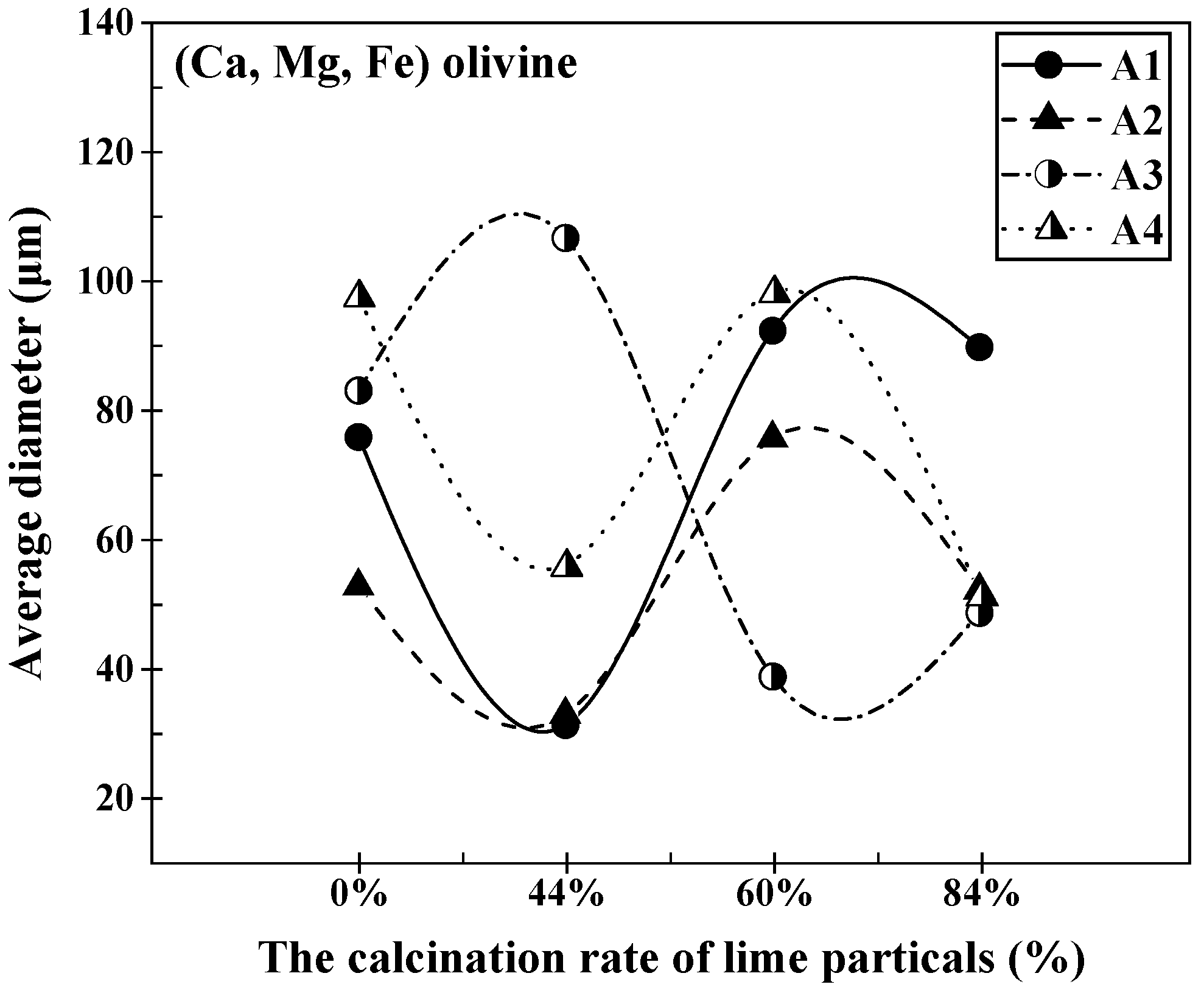
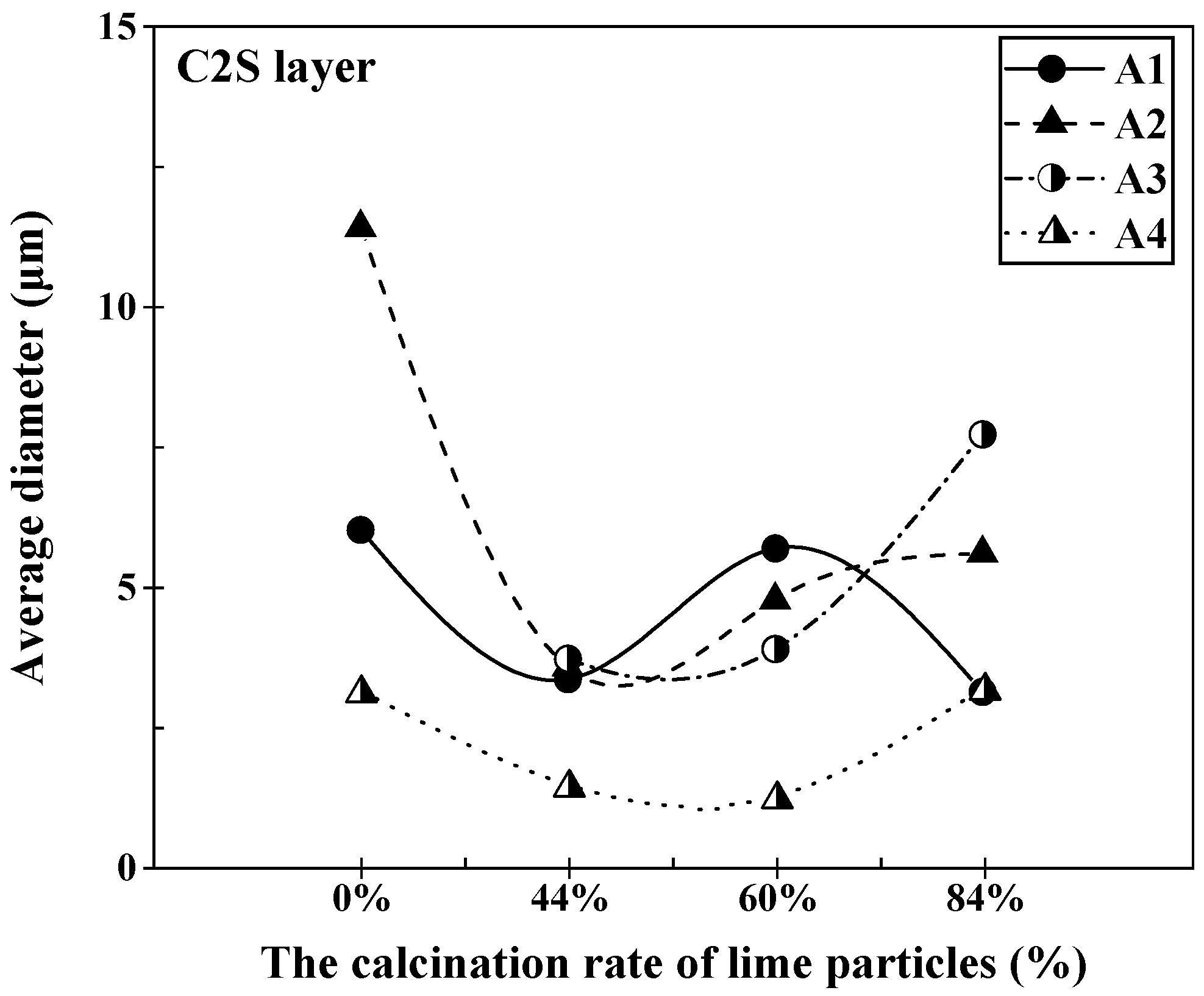
3.3. Evolution of the Reaction Interface between Lime and Slag during Static Dissolution with Different Calcination Rates
4. Discussion
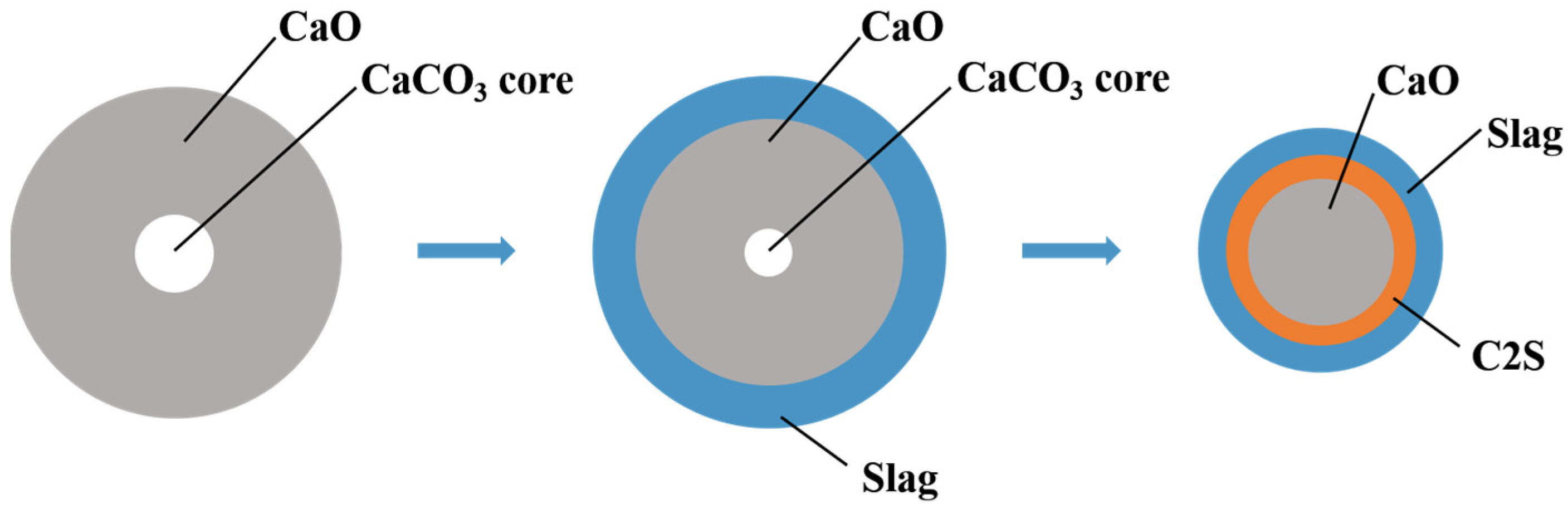
4.1. Analysis of the Dissolution Mechanism of Quicklime in Slag
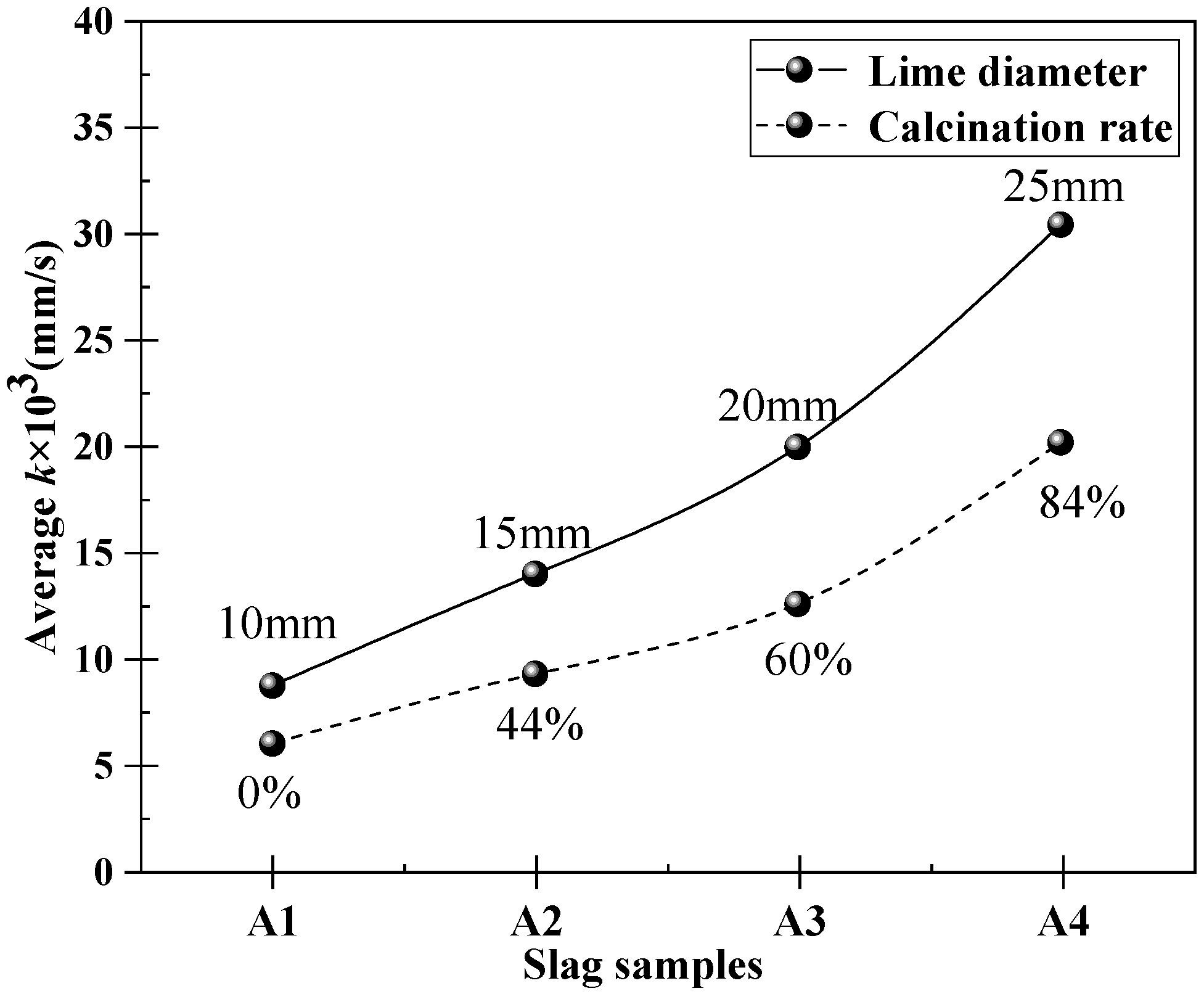
4.2. Analysis of Lime Dissolution Kinetics
5. Conclusions
- (1)
- In the course of the reaction between quicklime and slag, several key transformations take place. These include the development of a CaO-FeO solid solution, the formation of (Ca, Mg, Fe) olivine, and the generation of low-melting-point calcium–magnesium silicate minerals containing MgO. As the FeO content in the system diminishes, CaO engages in reactions with the (Ca, Mg, Fe) olivine, leading to the creation of a high-melting-point and compact C2S layer. This C2S layer effectively acts as a barrier, preventing the further dissolution of lime.
- (2)
- The dissolution rate of lime with different particle sizes in slags A1 to A4 generally shows an increasing trend at 1400 °C, reaching the maximum dissolution rate in slag A4. However, the dissolution rate of lime with different calcination rates in slags A1 to A4 initially increases, then decreases, and finally increases again. Therefore, it is necessary to select lime with an appropriate particle size and combustion rate to complete a rapid dissolution before A4 to avoid residual CaO entering the slag.
- (3)
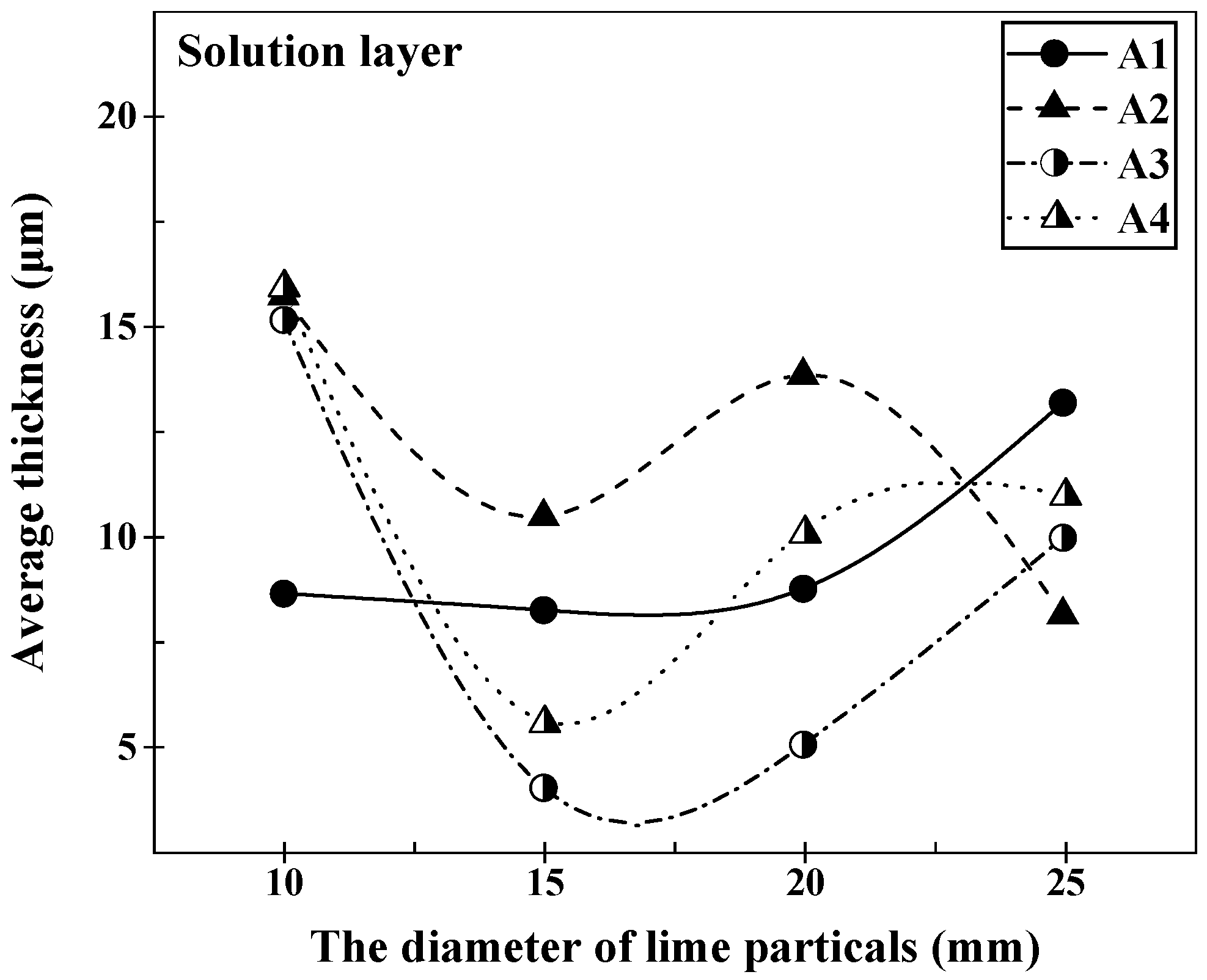
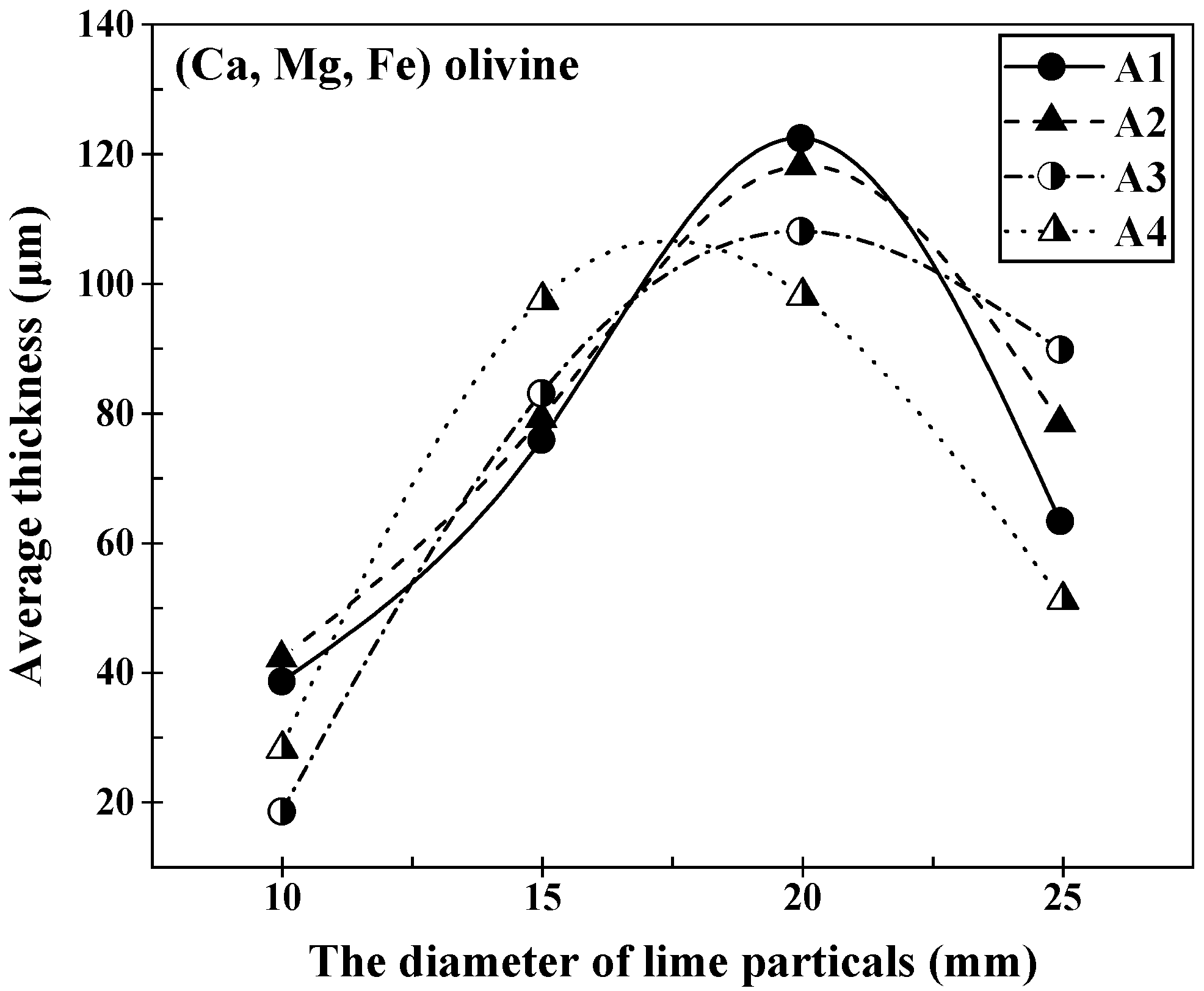
- At 1400 °C, lime with a particle size of 20 mm exhibits the maximum average thickness of the C2S layer during 120 s of dissolution in slag A2, which is 12.11 μm. Lime with a calcination rate of 0% shows the maximum thickness of the generated C2S layer, which is 11.41 μm, during 120 s of dissolution in slag A2.
- (4)
- The average mass transfer coefficient for lime with different particle sizes and calcination rates during dissolution in slags A1 to A4 at 1400 °C gradually increases. The maximum values are achieved with a particle size of 25 mm and a calcination rate of 84%, measuring 30.41 × 10−6 m/s and 20.15 × 10−6 m/s, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, R.; Zhang, Z.; Liu, X. Development Trend and Prospect of Low-Carbon Green Ironmaking Technology. Iron Steel 2022, 57, 1–10. [Google Scholar] [CrossRef]
- Shangguan, F.; Liu, Z.; Yin, R. Study on Implementation Path of “Carbon Peak” and “Carbon Neutrality” in Steel Industry in China. China Metall. 2021, 31, 15–20. [Google Scholar] [CrossRef]
- Matsuura, H.; Xiao, Y.; Li, G. Recycling of Ironmaking and Steelmaking Slags in Japan and China. Int. J. Miner. Metall. Mater. 2022, 29, 739–749. [Google Scholar] [CrossRef]
- Matsushima, M.; Yadoomaru, S.; Kawai, Y. A Fundamental Study on the Dissolution Rate of Solid Lime into Liquid Slag. Trans. Iron Steel Inst. Jpn. 1977, 17, 442–449. [Google Scholar] [CrossRef]
- Deng, T.; Gran, J.; Du, S. Dissolution of Lime in Synthetic ‘FeO’-SiO2 and CaO-‘FeO’-SiO2 Slags. Steel Res. Int. 2010, 81, 347–355. [Google Scholar] [CrossRef]
- Xia, Y.; Li, X.; Li, J. Dissolution Behavior of Lime Particles in CaO-FeO-SiO2-P2O5. Chin. J. Process Eng. 2017, 17, 1041–1046. [Google Scholar] [CrossRef]
- Vieira, L.M.; Oliveira, H.C.C.; Telles, V.B. Influence of Lime Particle and Slag Properties on Lime Dissolution in BOF Converter. J. Mater. Res. Technol. 2020, 9, 14878–14886. [Google Scholar] [CrossRef]
- Hamano, T.; Horibe, K.; Ito, K. The Dissolution Rate of Solid Lime into Molten Slag Used for Hot-metal Dephosphorization. ISIJ Int. 2004, 44, 263–267. [Google Scholar] [CrossRef]
- Tian, Y.; Liu, Y.; Li, G. Dissolution Behavior of Partially Calcined Limestone with Residual CO2 in Converter Slag. J. Mater. Res. Technol. 2022, 17, 2108–2117. [Google Scholar] [CrossRef]
- Kitamura, S.Y. Dissolution Behavior of Lime into Steelmaking Slag. ISIJ Int. 2017, 57, 1670–1676. [Google Scholar] [CrossRef]
- Tang, R.; Wang, Y.; Zhang, C. Dissolution Behaviour of Lime in Vanadium Extraction Slag. Ironmak. Steelmak. 2015, 42, 169–175. [Google Scholar] [CrossRef]
- Martinsson, J.; Glaser, B.; Du, S. Lime Dissolution in Foaming BOF Slag. Metall. Mater. Trans. B 2018, 49, 3164–3170. [Google Scholar] [CrossRef]
- Russell, R.O. Lime Reactivity and Solution Rates. JOM 1967, 19, 104–106. [Google Scholar] [CrossRef]
- Mao, W.; Li, C.; Lu, H. Limestone Dissolution and Decomposition in Steelmaking Slag. Ironmak. Steelmak. 2018, 45, 720–726. [Google Scholar] [CrossRef]
- Zhou, P.; Jiang, M.; Du, J. Study and Analysis of Lime Dissolution Mechanism in Converter. Appl. Technol. 2012, 40, 17–19. [Google Scholar]
- Zhang, M.; Li, J.; Xue, Z. Evolution of physicochemical properties of quick lime at converter-smelting temperature. High Temp. Mater. Process. 2021, 40, 32–39. [Google Scholar] [CrossRef]
- Zhang, M.; Li, J.; Li, S. Characterization of interfacial structure between quicklime and CaO-SiO2-FetO slag. Iron Steel 2023, 58, 53–60. [Google Scholar]
- Senk, D.; Gudenau, H.; Geimer, S. Dust Injection in Iron and Steel Metallurgy. ISIJ Int. 2006, 46, 1745–1751. [Google Scholar] [CrossRef]
- Yang, J.; Kuwabara, M.; Asano, T. Effect of Lime Particle Size on Melting Behavior of Lime-containing Flux. ISIJ Int. 2007, 47, 1401–1408. [Google Scholar] [CrossRef]
- Zhang, M.; Li, J.; Li, S. Evolution Behaviour of Interfacial Structure between Quicklime and Converter Slag: Slag-Forming Route Based on FetO Component. Ironmak. Steelmak. 2023, 50, 101–108. [Google Scholar] [CrossRef]
- Vaverka, J.; Sakurai, K. Quantitative Determination of Free Lime Amount in Steelmaking Slag by X-ray Diffraction. ISIJ Int. 2014, 54, 1334–1337. [Google Scholar] [CrossRef]
- Maruoka, N.; Nogami, H. Rapid Dissolution of Quicklime into Molten Slag by Internally Formed Gas. Metall. Mater. Trans. B 2017, 48, 113–118. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CaO | SiO2 | FetO | MgO | |
| A1 | 17 | 40 | 35 | 8 |
| A2 | 20 | 44 | 28 | 8 |
| A3 | 26 | 44 | 22 | 8 |
| A4 | 37 | 39 | 16 | 8 |
| Slag | A1 | A2 | A3 | A4 | |
| Size | |||||
| 10 mm | 3.46 | 6.03 | 4.85 | 3.34 | |
| 15 mm | 5.71 | 6.79 | 10.33 | 6.22 | |
| 20 mm | 6.19 | 9.06 | 8.14 | 6.88 | |
| 25 mm | 7.99 | 9.29 | 13.49 | 8.43 | |
| Slag | A1 | A2 | A3 | A4 | |
| Rate | |||||
| 0% | 5.71 | 6.79 | 10.33 | 6.22 | |
| 44% | 1.70 | 1.28 | 2.39 | 2.73 | |
| 60% | 5.32 | 6.99 | 1.76 | 5.31 | |
| 84% | - | 5.55 | 2.90 | 4.32 | |
| Slag | A1 | A2 | A3 | A4 | |
| Size | |||||
| 10 mm | 5.15 | 10.80 | 12.55 | 18.85 | |
| 15 mm | 8.50 | 12.15 | 16.22 | 35.14 | |
| 20 mm | 9.20 | 16.22 | 21.05 | 38.86 | |
| 25 mm | 11.89 | 16.63 | 27.15 | 47.64 | |
| Slag | A1 | A2 | A3 | A4 | |
| Rate | |||||
| 0% | 4.80 | 9.94 | 7.51 | 24.43 | |
| 44% | 7.92 | 12.51 | 9.73 | 30.03 | |
| 60% | 2.54 | 2.29 | 6.18 | 15.41 | |
| 84% | 8.50 | 12.15 | 26.72 | 35.15 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Li, J.; Jia, C.; Yu, Y. Dissolution Behavior of Lime with Different Properties into Converter Slag. Materials 2023, 16, 6487. https://doi.org/10.3390/ma16196487
Zhang M, Li J, Jia C, Yu Y. Dissolution Behavior of Lime with Different Properties into Converter Slag. Materials. 2023; 16(19):6487. https://doi.org/10.3390/ma16196487
Chicago/Turabian StyleZhang, Mengxu, Jianli Li, Cao Jia, and Yue Yu. 2023. "Dissolution Behavior of Lime with Different Properties into Converter Slag" Materials 16, no. 19: 6487. https://doi.org/10.3390/ma16196487
APA StyleZhang, M., Li, J., Jia, C., & Yu, Y. (2023). Dissolution Behavior of Lime with Different Properties into Converter Slag. Materials, 16(19), 6487. https://doi.org/10.3390/ma16196487