
Influence of Density Gradient on the Compression of Functionally Graded BCC Lattice Structure


Abstract
:1. Introduction
2. Material and Methods
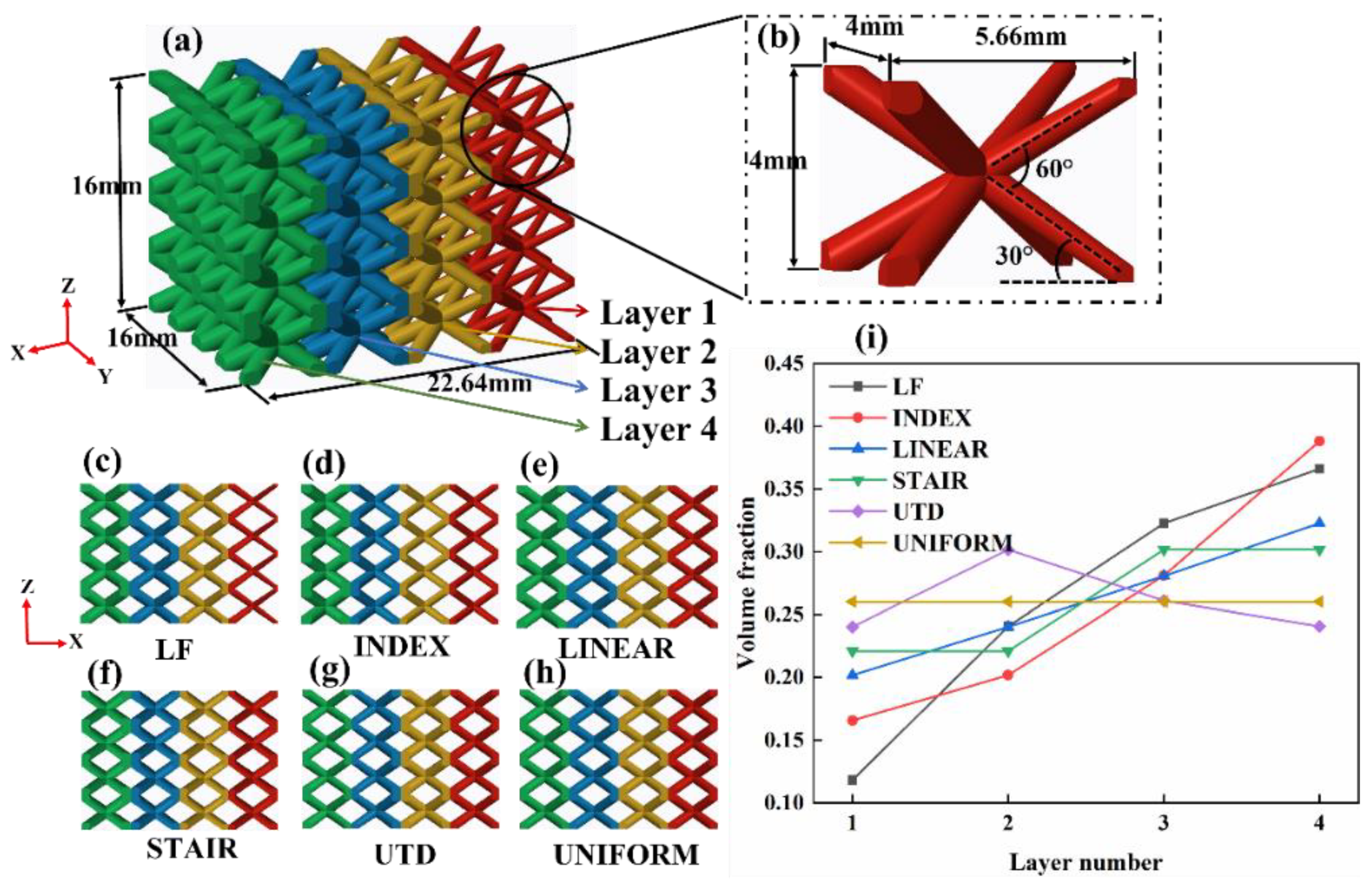
2.1. Model Design and Manufacturing
2.2. Density Measurement and Morphology Characterization
2.3. Quasi-Static Experimental Testing
2.4. Statistical Analysis
3. Results and Discussion
3.1. Surface Morphologies of the As-Built Lattice Structure
3.2. Quasi-Static Mechanical Test
3.2.1. Mechanical Properties
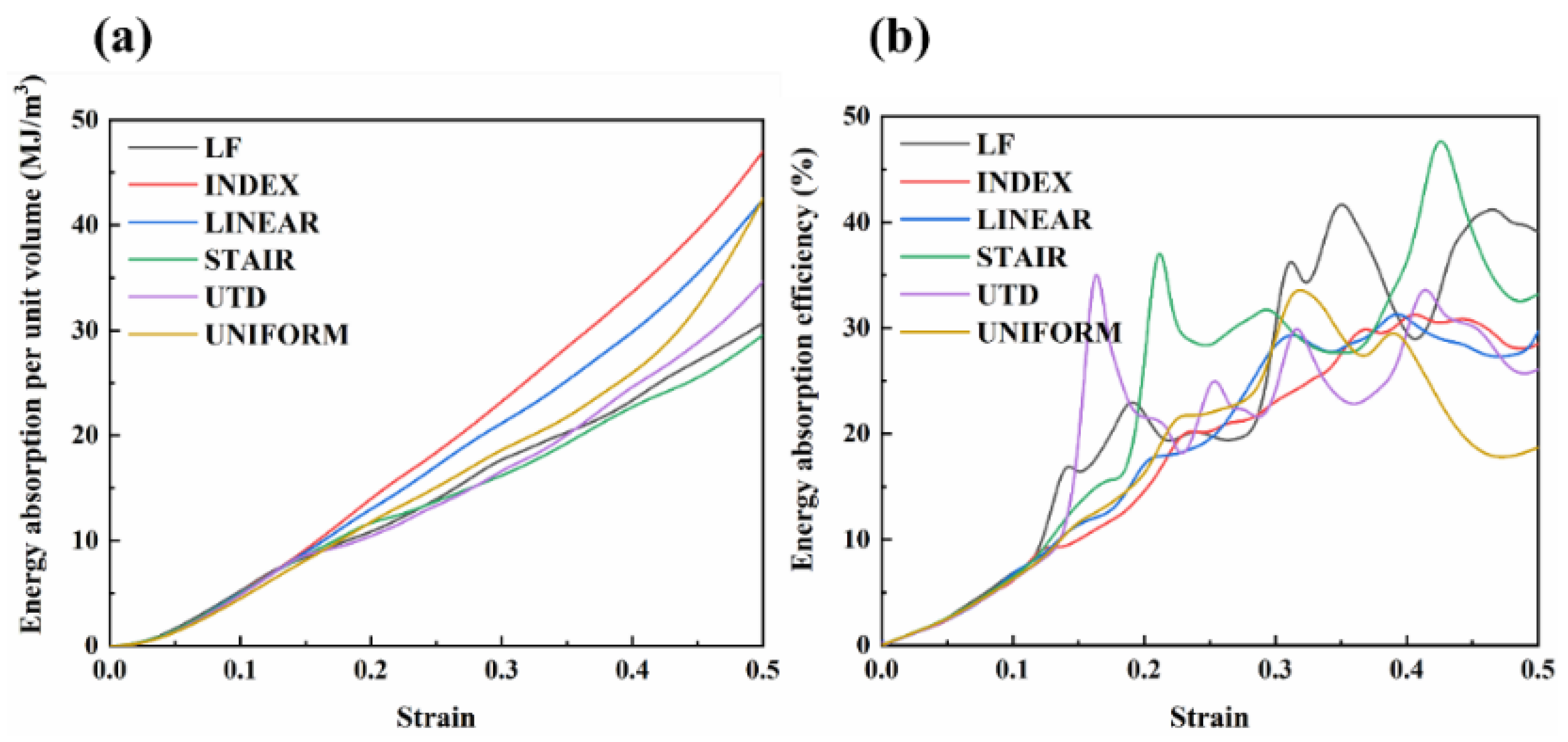
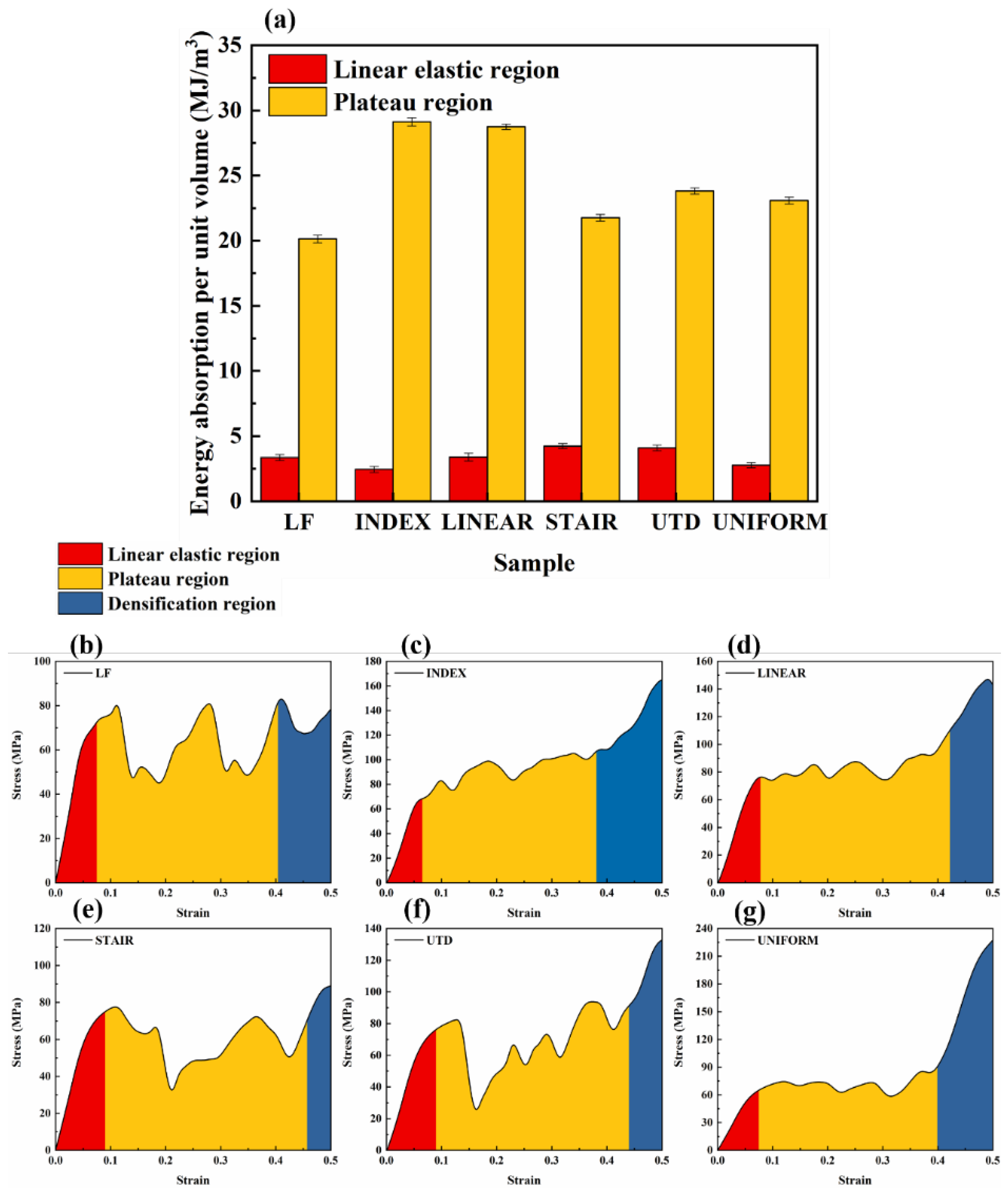
3.2.2. Energy Absorption
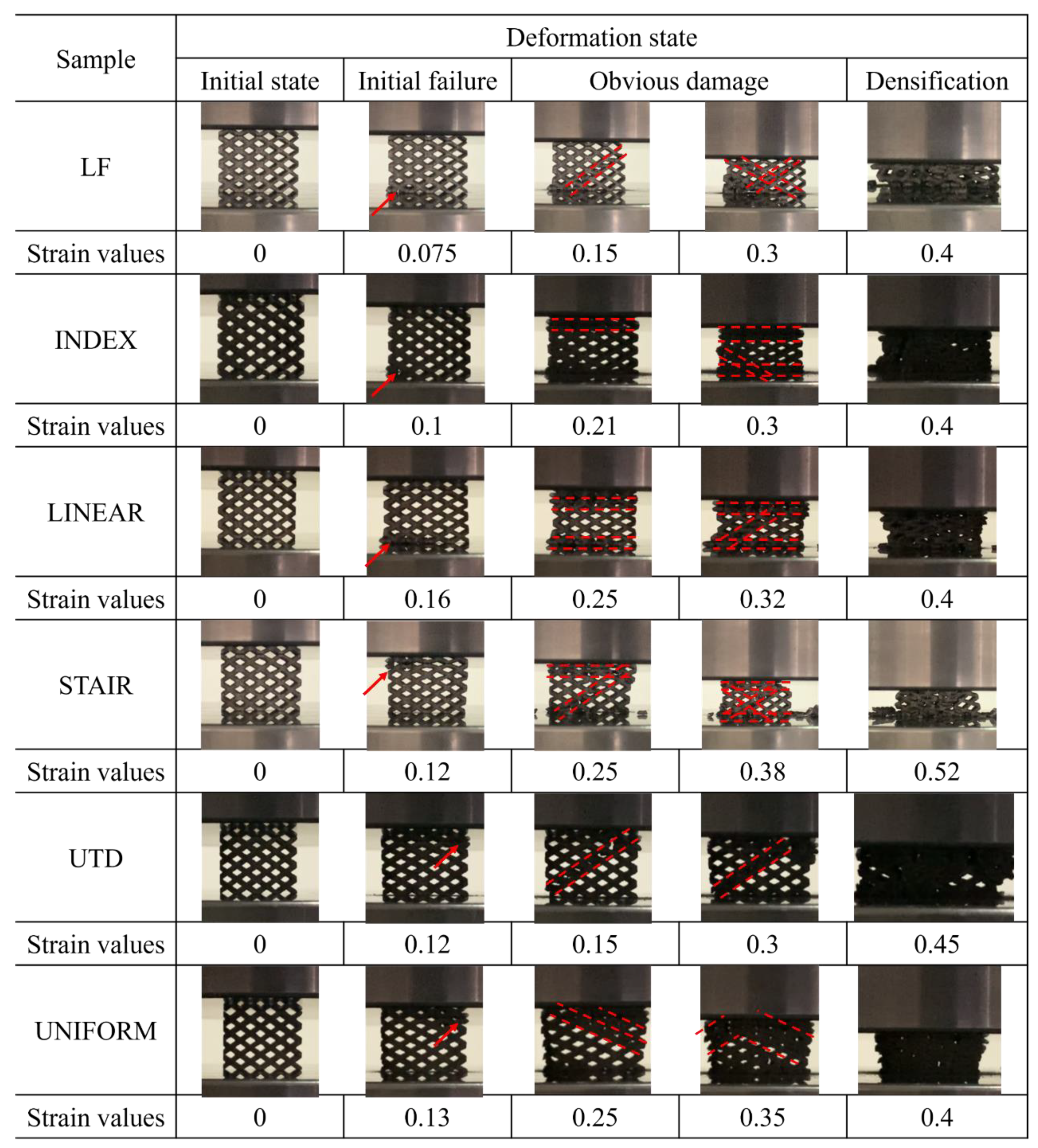
3.2.3. Deformation Behavior under Quasi-Static Mechanical Test
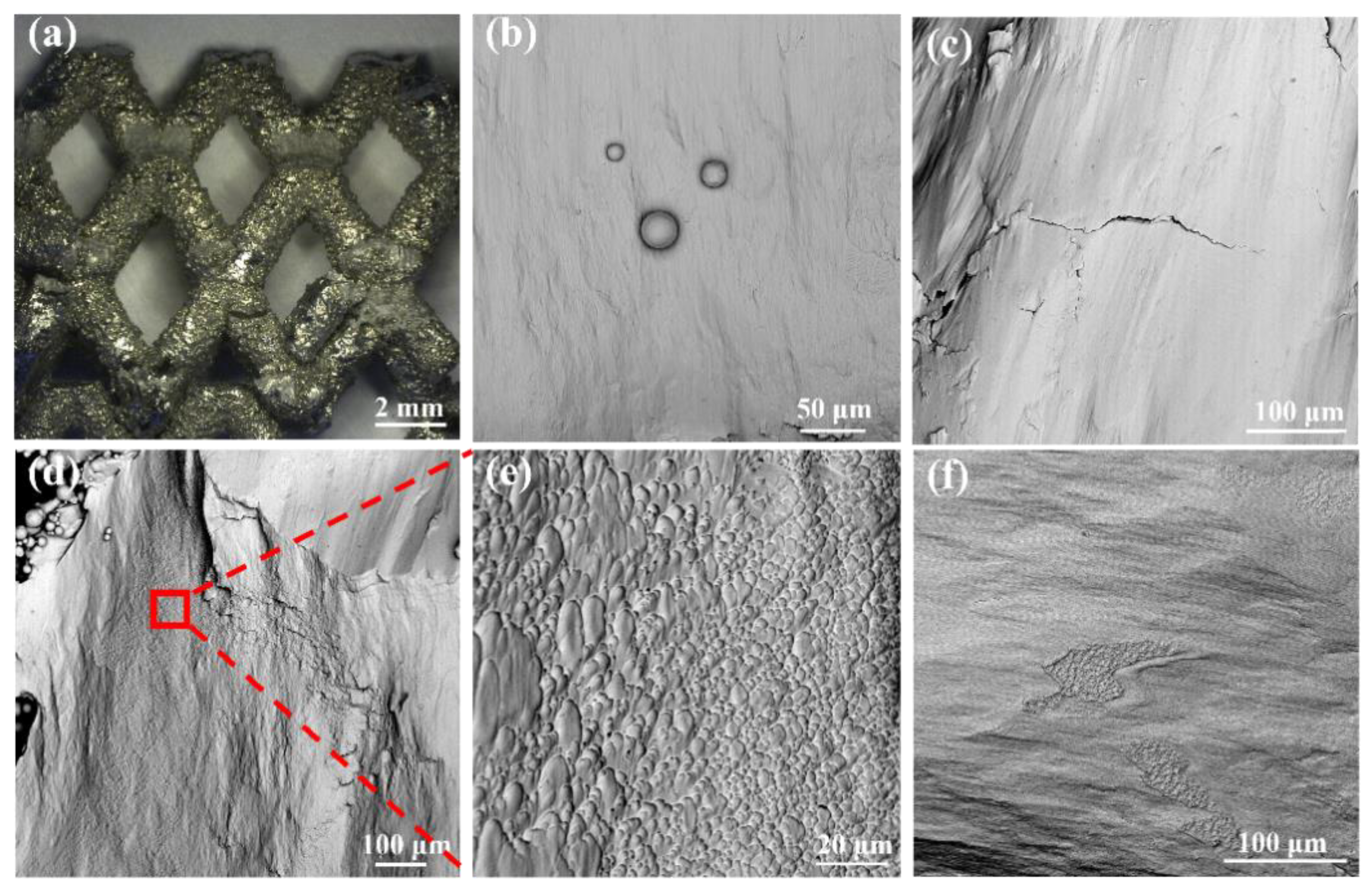
3.3. Fracture Surface Characteristics
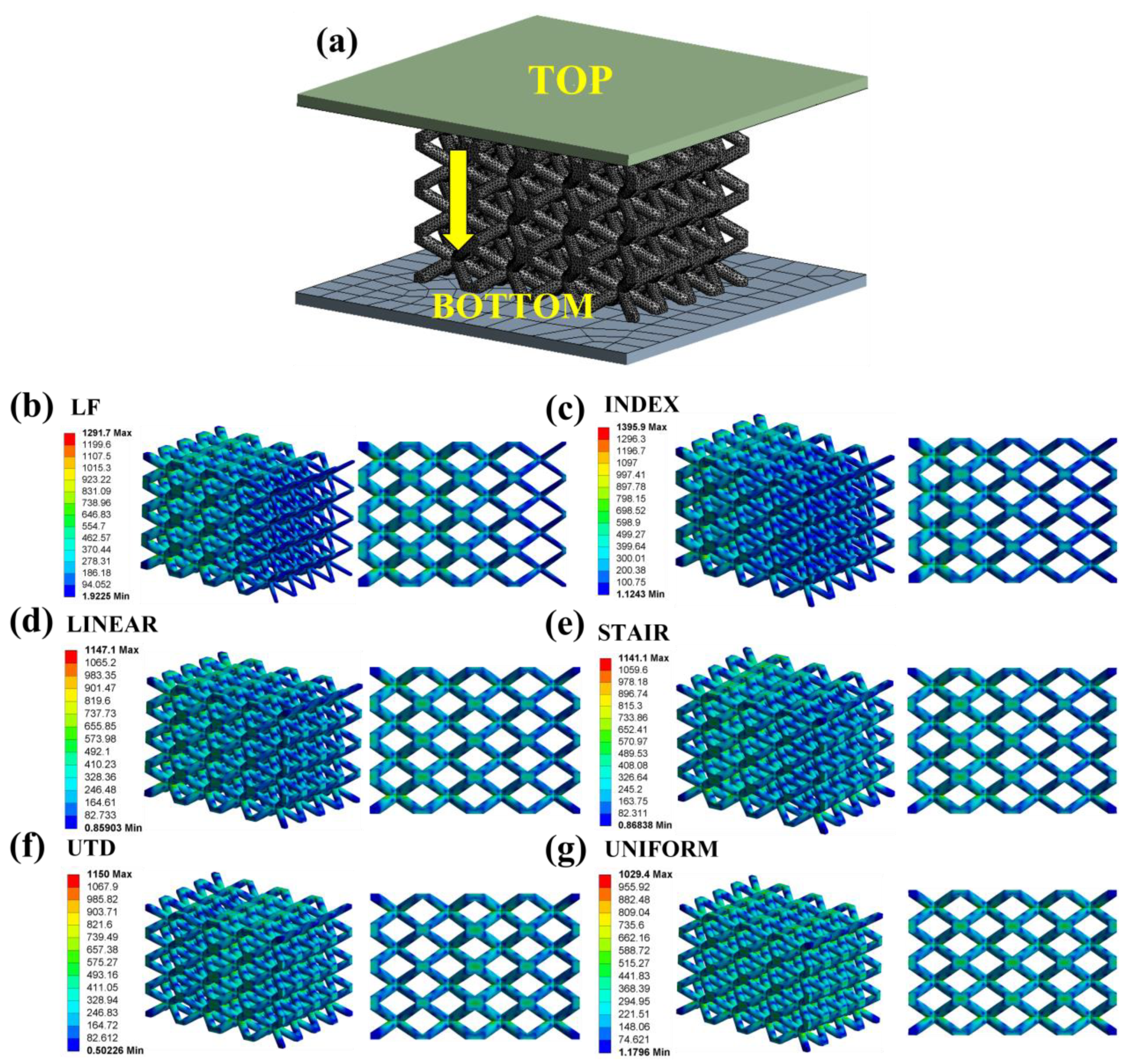
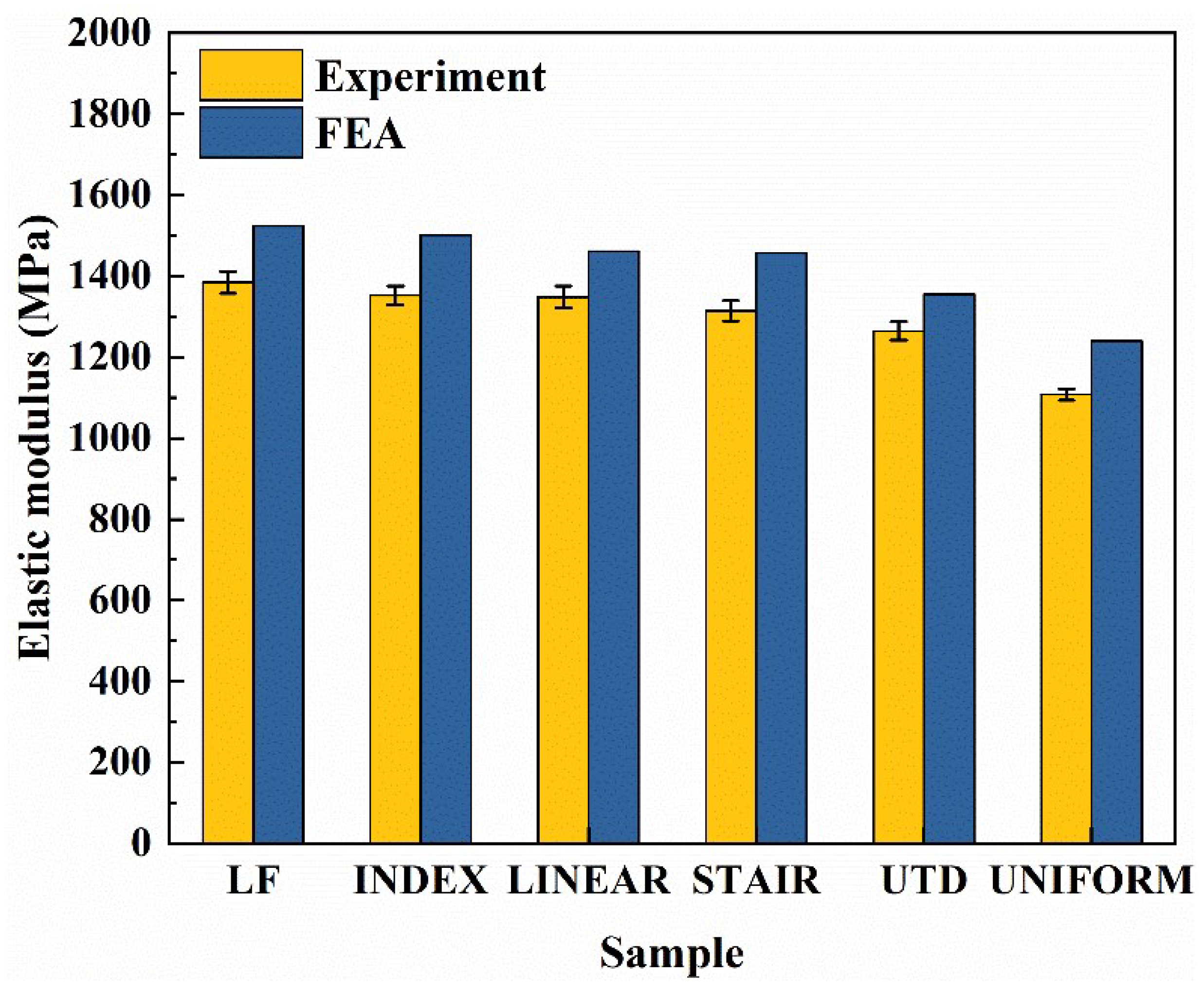
3.4. Finite Element Analysis
4. Conclusions
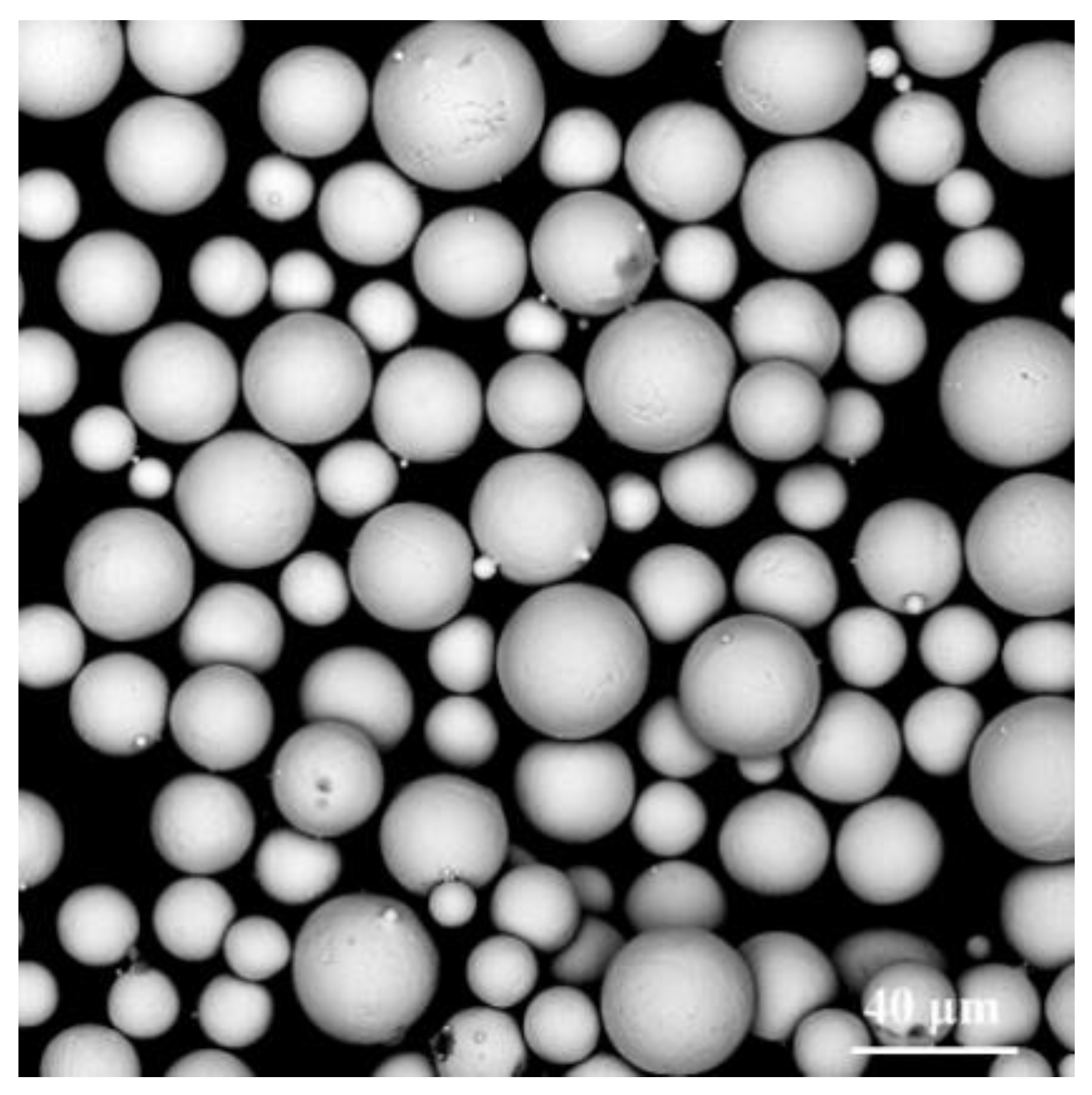
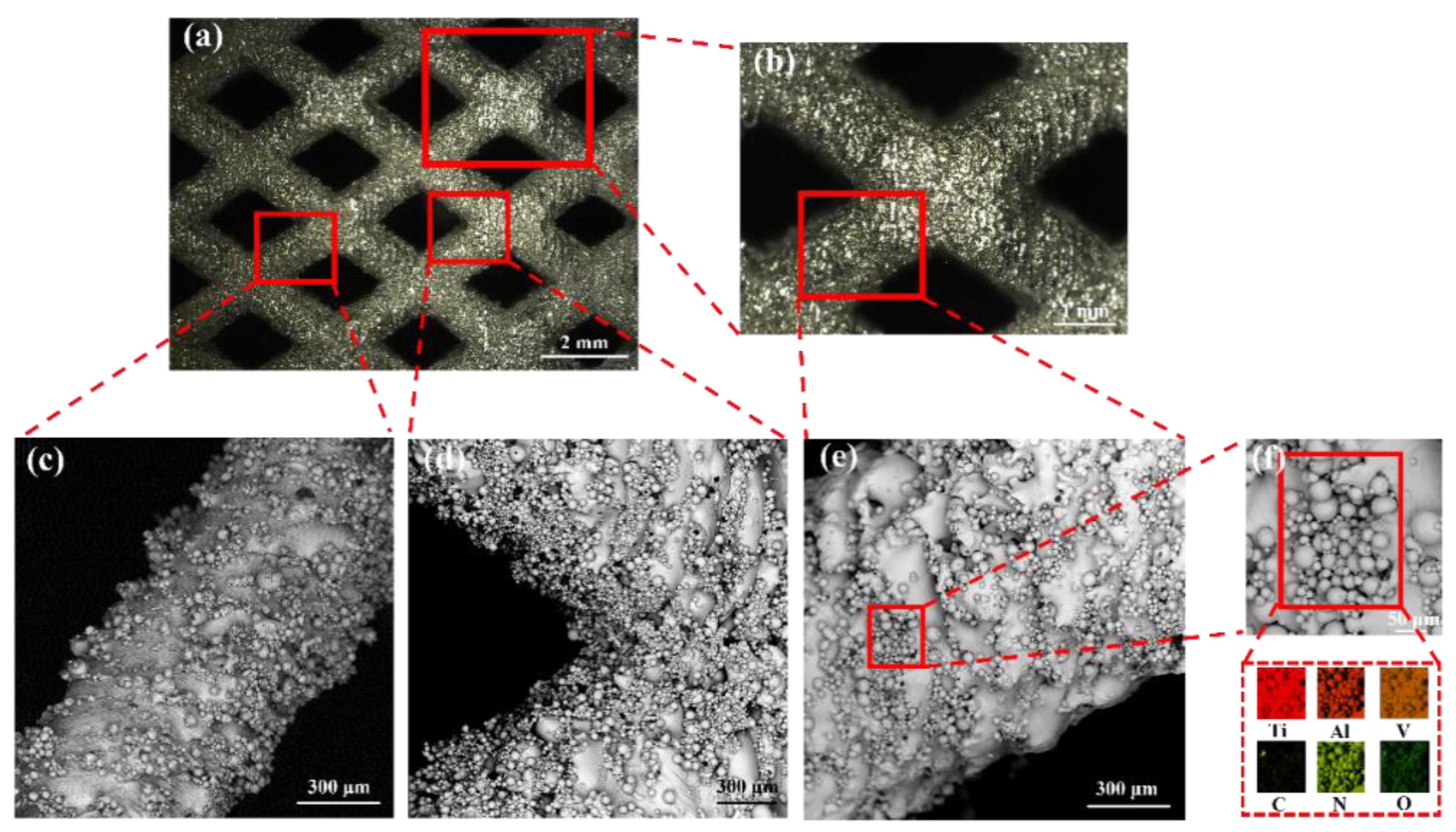
- The SEM and OM images clearly show that the BCC lattice structures with different density gradients can be fabricated by the adopted parameters. The surface morphology study shows that the large number of spherical particles attached to the lattice structure struts and the characteristics of the SLM fabrication process led to the increase in the strut diameter of the lattice structure, which results in the error between the actual relative density of the lattice structure and the designed relative density, but the maximum error does not exceed 2.88%;
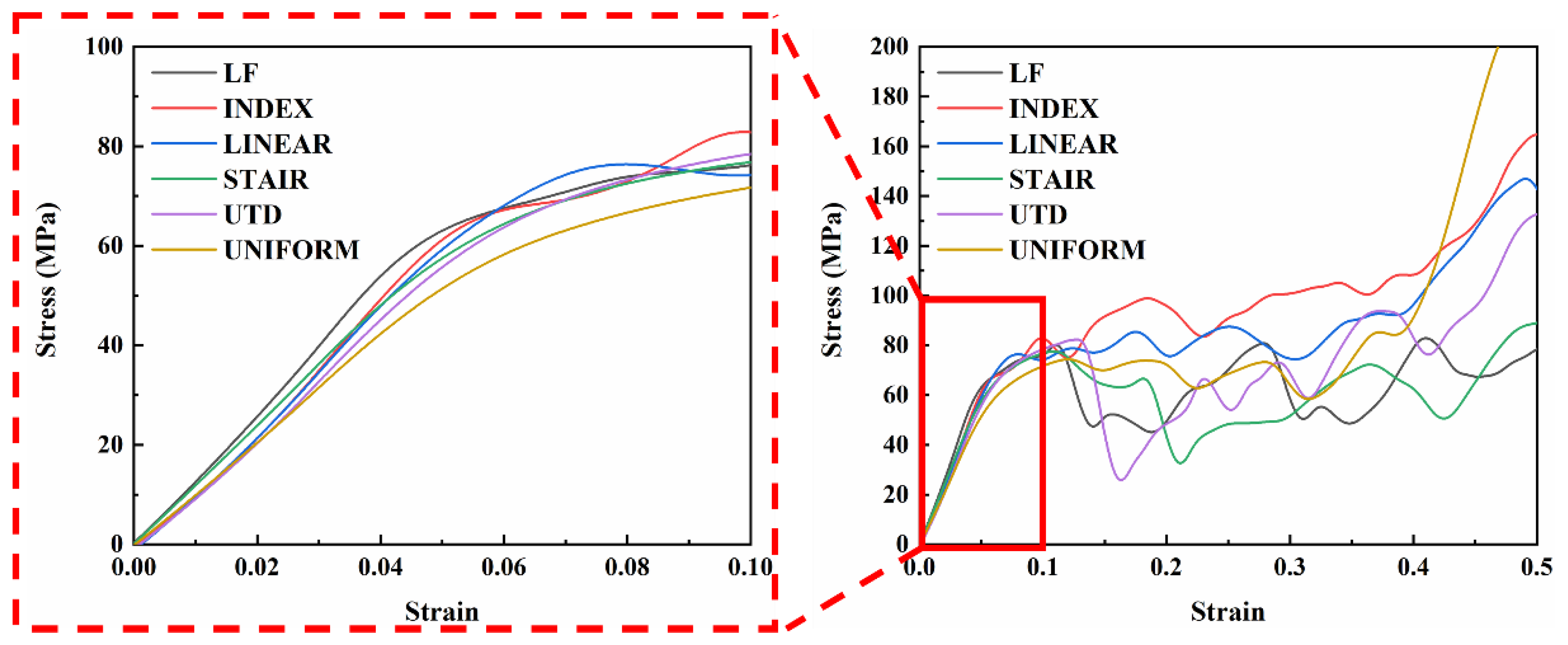
- Compression experiments show that the strength of lattice structures with gradients perpendicular to the loading direction is better than that of the uniform lattice structure. In particular, the elastic modulus of LF, the yield strength of LINEAR, and the first maximum compression strength of UTD are 29.25%, 17.45%, and 14.90% higher, respectively, than that of the UNIFORM. The energy absorption of the gradient lattice structure with exponentially increasing volume fraction (INDEX) is 45.74% higher than that of the uniform lattice structure;
- The typical diagonal shear failure occurs for each lattice structure, and, compared to the uniform lattice structure, the INDEX, LINEAR, and STAIR lattice structures show crushing in both the top and bottom layers before diagonal shear failure occurs. Therefore, the INDEX, LINEAR, and STAIR lattice structures have better energy absorption capacity than the UNIFORM lattice structure. In general, the fracture morphologies of the lattice structures all exhibit dimples and smooth planes, indicating that the lattice structures exhibit a mixed brittle and ductile failure mechanism under compressive loading;
- The results of finite element analysis show that in the lattice structure with a density gradient, the part with a higher density is the main bearing part. The larger the density difference between the two ends of the lattice structure, the larger the elastic modulus. In general, the stress is mainly concentrated at the joint of the struts, regardless of whether there is a difference in the density of the layer at both ends of the lattice structure. The inconsistency between the experimental results and the finite element prediction results can be attributed to the defects in the lattice structure caused by the forming characteristics of SLM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xiong, Y.-Z.; Gao, R.-N.; Zhang, H.; Dong, L.-L.; Li, J.-T.; Li, X. Rationally Designed Functionally Graded Porous Ti6Al4V Scaffolds with High Strength and Toughness Built via Selective Laser Melting for Load-Bearing Orthopedic Applications. J. Mech. Behav. Biomed. Mater. 2020, 104, 103673. [Google Scholar] [CrossRef] [PubMed]
- Pham, M.-S.; Liu, C.; Todd, I.; Lertthanasarn, J. Damage-Tolerant Architected Materials Inspired by Crystal Microstructure. Nature 2019, 565, 305–311. [Google Scholar] [CrossRef] [PubMed]
- Zhou, M.; Xiong, P.; Jia, Z.; Tan, J.; Cheng, Y.; Liu, X.; Cai, H.; Zheng, Y. Improved the in Vitro Cell Compatibility and Apatite Formation of Porous Ti6Al4V Alloy with Magnesium by Plasma Immersion Ion Implantation. Mater. Lett. 2017, 202, 9–12. [Google Scholar] [CrossRef]
- Hanks, B.; Berthel, J.; Frecker, M.; Simpson, T.W. Mechanical Properties of Additively Manufactured Metal Lattice Structures: Data Review and Design Interface. Addit. Manuf. 2020, 35, 101301. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Functionally Graded Metal Syntactic Foam: Fabrication and Mechanical Properties. Mater. Des. 2019, 168, 107652. [Google Scholar] [CrossRef]
- Movahedi, N.; Conway, S.; Belova, I.V.; Murch, G.E.; Fiedler, T. Influence of Particle Arrangement on the Compression of Functionally Graded Metal Syntactic Foams. Mater. Sci. Eng. A 2019, 764, 138242. [Google Scholar] [CrossRef]
- Movahedi, N.; Fiedler, T.; Taşdemirci, A.; Murch, G.E.; Belova, I.V.; Güden, M. Impact Loading of Functionally Graded Metal Syntactic Foams. Mater. Sci. Eng. A 2022, 839, 142831. [Google Scholar] [CrossRef]
- Linul, E.; Movahedi, N.; Marsavina, L. The Temperature and Anisotropy Effect on Compressive Behavior of Cylindrical Closed-Cell Aluminum-Alloy Foams. J. Alloys Compd. 2018, 740, 1172–1179. [Google Scholar] [CrossRef]
- Movahedi, N.; Linul, E.; Marsavina, L. The Temperature Effect on the Compressive Behavior of Closed-Cell Aluminum-Alloy Foams. J. Mater. Eng. Perform. 2017, 27, 99–108. [Google Scholar] [CrossRef]
- Movahedi, N.; Habibolahzadeh, A. Effect of Plasma Electrolytic Oxidation Treatment on Corrosion Behavior of Closed-Cell Al-A356 Alloy Foam. Mater. Lett. 2016, 164, 558–561. [Google Scholar] [CrossRef]
- Dawson, M.A.; Germaine, J.T.; Gibson, L.J. Permeability of Open-Cell Foams under Compressive Strain. Int. J. Solids Struct. 2007, 44, 5133–5145. [Google Scholar] [CrossRef] [Green Version]
- Banhart, J. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Hass, D.D.; Sypeck, D.J.; Wadley, H.N.G. Synthesis of Open-Cell Metal Foams by Templated Directed Vapor Deposition. J. Mater. Res. 2001, 16, 1028–1036. [Google Scholar] [CrossRef] [Green Version]
- Zok, F.W.; Waltner, S.A.; Wei, Z.; Rathbun, H.J.; McMeeking, R.M.; Evans, A.G. A Protocol for Characterizing the Structural Performance of Metallic Sandwich Panels: Application to Pyramidal Truss Cores. Int. J. Solids Struct. 2004, 41, 6249–6271. [Google Scholar] [CrossRef]
- Smith, M.; Guan, Z.; Cantwell, W.J. Finite Element Modelling of the Compressive Response of Lattice Structures Manufactured Using the Selective Laser Melting Technique. Int. J. Mech. Sci. 2013, 67, 28–41. [Google Scholar] [CrossRef]
- Yang, L.; Mertens, R.; Ferrucci, M.; Yan, C.; Shi, Y.; Yang, S. Continuous Graded Gyroid Cellular Structures Fabricated by Selective Laser Melting: Design, Manufacturing and Mechanical Properties. Mater. Des. 2019, 162, 394–404. [Google Scholar] [CrossRef]
- Choy, S.Y.; Sun, C.-N.; Leong, K.F.; Wei, J. Compressive Properties of Functionally Graded Lattice Structures Manufactured by Selective Laser Melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical Properties and Energy Absorption Capability of Functionally Graded F2BCC Lattice Fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of Density and Unit Cell Size Grading on the Stiffness and Energy Absorption of Short Fibre-Reinforced Functionally Graded Lattice Structures. Addit. Manuf. 2020, 33, 101171. [Google Scholar] [CrossRef]
- Liu, F.; Mao, Z.; Zhang, P.; Zhang, D.Z.; Jiang, J.; Ma, Z. Functionally Graded Porous Scaffolds in Multiple Patterns: New Design Method, Physical and Mechanical Properties. Mater. Des. 2018, 160, 849–860. [Google Scholar] [CrossRef]
- Liu, F.; Ran, Q.; Zhao, M.; Zhang, T.; Zhang, D.Z.; Su, Z. Additively Manufactured Continuous Cell-Size Gradient Porous Scaffolds: Pore Characteristics, Mechanical Properties and Biological Responses In Vitro. Materials 2020, 13, 2589. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Zhao, S.; Hou, W.; Teng, C.; Hao, Y.; Li, Y.; Yang, R.; Misra, R.D.K. Functionally Graded Ti-6Al-4V Meshes with High Strength and Energy Absorption. Adv. Eng. Mater. 2015, 18, 34–38. [Google Scholar] [CrossRef]
- Maskery, I.; Aremu, A.O.; Parry, L.; Wildman, R.D.; Tuck, C.J.; Ashcroft, I.A. Effective Design and Simulation of Surface-Based Lattice Structures Featuring Volume Fraction and Cell Type Grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Xu, Y.; Zhang, W.; Zhu, J. Compressive Behavior and Energy Absorption of Polymeric Lattice Structures Made by Additive Manufacturing. Front. Mech. Eng. 2019, 15, 319–327. [Google Scholar] [CrossRef]
- Bai, L.; Yi, C.; Chen, X.; Sun, Y.; Zhang, J. Effective Design of the Graded Strut of BCC Lattice Structure for Improving Mechanical Properties. Materials 2019, 12, 2192. [Google Scholar] [CrossRef] [Green Version]
- Mostafa, K.G.; Momesso, G.A.; Li, X.; Nobes, D.S.; Qureshi, A.J. Dual Graded Lattice Structures: Generation Framework and Mechanical Properties Characterization. Polymers 2021, 13, 1528. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A Mechanical Property Evaluation of Graded Density Al-Si10-Mg Lattice Structures Manufactured by Selective Laser Melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef] [Green Version]
- Maskery, I.; Hussey, A.; Panesar, A.; Aremu, A.; Tuck, C.; Ashcroft, I.; Hague, R. An Investigation into Reinforced and Functionally Graded Lattice Structures. J. Cell. Plast. 2016, 53, 151–165. [Google Scholar] [CrossRef] [Green Version]
- Mahmoud, D.; Elbestawi, M.A. Selective Laser Melting of Porosity Graded Lattice Structures for Bone Implants. Int. J. Adv. Manuf. Technol. 2018, 100, 2915–2927. [Google Scholar] [CrossRef]
- Han, C.; Li, Y.; Wang, Q.; Wen, S.; Wei, Q.; Yan, C.; Hao, L.; Liu, J.; Shi, Y. Continuous Functionally Graded Porous Titanium Scaffolds Manufactured by Selective Laser Melting for Bone Implants. J. Mech. Behav. Biomed. Mater. 2018, 80, 119–127. [Google Scholar] [CrossRef]
- Niknam, H.; Akbarzadeh, A.H. Graded Lattice Structures: Simultaneous Enhancement in Stiffness and Energy Absorption. Mater. Des. 2020, 196, 109129. [Google Scholar] [CrossRef]
- Shi, W.; Li, J.; Jing, Y.; Liu, Y.; Lin, Y.; Han, Y. Combination of Scanning Strategies and Optimization Experiments for Laser Beam Powder Bed Fusion of Ti-6Al-4V Titanium Alloys. Appl. Sci. 2022, 12, 6653. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, Y.; Shi, W.; Han, J.; Ye, D.; Han, Y. Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting. Materials 2022, 15, 6408. [Google Scholar] [CrossRef] [PubMed]
- Shi, W.; Han, Y.; Li, J.; Liu, Y.; Zhou, Y.; Lin, Y. Investigation of the Scanning Strategy on the Microstructure and Tensile Property of Ti6Al4V Alloy Fabricated by Selective Laser Melting. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 237, 148–159. [Google Scholar] [CrossRef]
- Heinl, P.; Müller, L.; Körner, C.; Singer, R.F.; Müller, F.A. Cellular Ti–6Al–4V Structures with Interconnected Macro Porosity for Bone Implants Fabricated by Selective Electron Beam Melting. Acta Biomater. 2008, 4, 1536–1544. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D Biomaterial Scaffolds and Osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Wally, Z.J.; Haque, A.M.; Feteira, A.; Claeyssens, F.; Goodall, R.; Reilly, G.C. Selective Laser Melting Processed Ti6Al4V Lattices with Graded Porosities for Dental Applications. J. Mech. Behav. Biomed. Mater. 2019, 90, 20–29. [Google Scholar] [CrossRef] [Green Version]
- British Standards Institution. Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals; British Standards Institution: London, UK, 2011. [Google Scholar]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the Build Orientation on the Mechanical Properties and Fracture Modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Gümrük, R.; Mines, R.A.W.; Karadeniz, S. Static Mechanical Behaviours of Stainless Steel Micro-Lattice Structures under Different Loading Conditions. Mater. Sci. Eng. A 2013, 586, 392–406. [Google Scholar] [CrossRef]
- Zhao, M.; Liu, F.; Fu, G.; Zhang, D.; Zhang, T.; Zhou, H. Improved Mechanical Properties and Energy Absorption of BCC Lattice Structures with Triply Periodic Minimal Surfaces Fabricated by SLM. Materials 2018, 11, 2411. [Google Scholar] [CrossRef]
- Qiu, C.; Yue, S.; Adkins, N.J.E.; Ward, M.; Hassanin, H.; Lee, P.D.; Withers, P.J.; Attallah, M.M. Influence of Processing Conditions on Strut Structure and Compressive Properties of Cellular Lattice Structures Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2015, 628, 188–197. [Google Scholar] [CrossRef]
- Ataee, A.; Li, Y.; Brandt, M.; Wen, C. Ultrahigh-Strength Titanium Gyroid Scaffolds Manufactured by Selective Laser Melting (SLM) for Bone Implant Applications. Acta Mater. 2018, 158, 354–368. [Google Scholar] [CrossRef]
- Ge, J.; Huang, J.; Lei, Y.; O’Reilly, P.; Ahmed, M.; Zhang, C.; Yan, X.; Yin, S. Microstructural Features and Compressive Properties of SLM Ti6Al4V Lattice Structures. Surf. Coat. Technol. 2020, 403, 126419. [Google Scholar] [CrossRef]
- De Pasquale, G.; Sibona, S. Hybrid Materials Based on Polymers-Filled AM Steel Lattices with Energy Absorption Capabilities. Mech. Adv. Mater. Struct. 2021, 29, 2570–2580. [Google Scholar] [CrossRef]
- Li, Q.M.; Magkiriadis, I.; Harrigan, J.J. Compressive Strain at the Onset of Densification of Cellular Solids. J. Cell. Plast. 2006, 42, 371–392. [Google Scholar] [CrossRef]
- Miltz, J.; Ramon, O. Energy absorption characteristics of polymeric foams used as cushioning materials. Polym. Eng. Sci. 1990, 30, 129–133. [Google Scholar] [CrossRef]
- Traxel, K.D.; Groden, C.; Valladares, J.; Bandyopadhyay, A. Mechanical Properties of Additively Manufactured Variable Lattice Structures of Ti6Al4V. Mater. Sci. Eng. A 2021, 809, 140925. [Google Scholar] [CrossRef]
- Mehboob, H.; Tarlochan, F.; Mehboob, A.; Chang, S.-H. Finite Element Modelling and Characterization of 3D Cellular Microstructures for the Design of a Cementless Biomimetic Porous Hip Stem. Mater. Des. 2018, 149, 101–112. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent Research and Development Status of Laser Cladding: A Review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Wang, S.; Ning, J.; Zhu, L.; Yang, Z.; Yan, W.; Dun, Y.; Xue, P.; Xu, P.; Bose, S.; Bandyopadhyay, A. Role of Porosity Defects in Metal 3D Printing: Formation Mechanisms, Impacts on Properties and Mitigation Strategies. Mater. Today 2022, 59, 133–160. [Google Scholar] [CrossRef]
- Shi, W.; Li, J.; Liu, Y.; Liu, S.; Lin, Y.; Han, Y. Experimental Study on Mechanism of Influence of Laser Energy Density on Surface Quality of Ti-6Al-4V Alloy in Selective Laser Melting. J. Cent. South Univ. 2022, 29, 3447–3462. [Google Scholar] [CrossRef]
- Shi, W.; Li, J.; Yuan, M.; Li, Q.; Liu, Y.; Lin, Y. Experimental Study on the Influence Mechanism of Micro-Abrasive Air Jet Machining on the Surface Quality of Ti-6Al-4V Titanium Alloy Formed by Selective Laser Melting. Mater. Today Commun. 2022, 33, 104429. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, S.; Pan, H.; Yuan, C.; Chen, X. Research on Remanufacturing Strategy for 45 Steel Gear Using H13 Steel Powder Based on Laser Cladding Technology. J. Manuf. Process. 2020, 49, 344–354. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|---|
| wt.% | Balance | 5.5~6.5 | 3.5~4.5 | 0.25 | 0.08 | 0.03 | 0.0125 | 0.13 |
| Sample | Relative Density (%) | Relative Error (%) | |
|---|---|---|---|
| Designed | Fabricated | ||
| LF | 26.195 | 26.777 ± 4.287 | 2.363 ± 1.639 |
| INDEX | 25.921 | 26.659 ± 3.512 | 2.876 ± 0.451 |
| LINEAR | 26.141 | 26.536 ± 4.381 | 1.512 ± 0.321 |
| STAIR | 26.134 | 26.635 ± 5.014 | 2.016 ± 0.173 |
| UTD | 26.095 | 26.518 ± 4.821 | 1.621 ± 0.851 |
| UNIFORM | 26.023 | 26.587 ± 3.906 | 2.170 ± 0.219 |
| Sample | First Maximum Compressive Strength (MPa) | Yield Strength (MPa) | Elastic Modulus (MPa) | Plateau Stress (MPa) | p Value |
|---|---|---|---|---|---|
| LF | 81.01 ± 1.64 | 70.17 ± 2.25 | 1383.92 ± 27.14 | 63.61 ± 2.08 | <0.001 |
| INDEX | 82.56 ± 1.59 | 68.70 ± 1.03 | 1352.57 ± 23.18 | 99.09 ± 2.13 | |
| LINEAR | 78.10 ± 1.52 | 71.51 ± 1.46 | 1348.27 ± 26.88 | 87.19 ± 2.66 | |
| STAIR | 78.32 ± 1.47 | 66.43 ± 2.41 | 1313.89 ± 25.05 | 55.14 ± 2.26 | |
| UTD | 81.76 ± 1.68 | 67.30 ± 1.57 | 1264.45 ± 23.16 | 72.20 ± 2.02 | |
| UNIFORM | 74.66 ± 1.14 | 63.78 ± 1.29 | 1107.79 ± 13.89 | 71.49 ± 1.10 |
| Sample | Densification Onset Strain | Energy Absorption per Unit Volume (MJ/m3) | Energy Absorption Efficiency (%) |
|---|---|---|---|
| LF | 0.408 ± 0.036 | 23.79 ± 1.34 | 29.57 ± 1.46 |
| INDEX | 0.387 ± 0.046 | 33.48 ± 1.28 | 33.15 ± 1.48 |
| LINEAR | 0.426 ± 0.028 | 34.62 ± 2.63 | 30.42 ± 2.16 |
| STAIR | 0.451 ± 0.021 | 25.97 ± 2.64 | 36.17 ± 1.48 |
| UTD | 0.443 ± 0.036 | 28.16 ± 1.80 | 30.97 ± 1.89 |
| UNIFORM | 0.403 ± 0.012 | 26.28 ± 1.16 | 29.24 ± 1.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.; Shi, W.; Sun, X.; Liu, S.; Li, J.; Zhou, Y.; Han, Y. Influence of Density Gradient on the Compression of Functionally Graded BCC Lattice Structure. Materials 2023, 16, 520. https://doi.org/10.3390/ma16020520
Lin Y, Shi W, Sun X, Liu S, Li J, Zhou Y, Han Y. Influence of Density Gradient on the Compression of Functionally Graded BCC Lattice Structure. Materials. 2023; 16(2):520. https://doi.org/10.3390/ma16020520
Chicago/Turabian StyleLin, Yuxiang, Wentian Shi, Xiaohong Sun, Shuai Liu, Jihang Li, Yusheng Zhou, and Yifan Han. 2023. "Influence of Density Gradient on the Compression of Functionally Graded BCC Lattice Structure" Materials 16, no. 2: 520. https://doi.org/10.3390/ma16020520
APA StyleLin, Y., Shi, W., Sun, X., Liu, S., Li, J., Zhou, Y., & Han, Y. (2023). Influence of Density Gradient on the Compression of Functionally Graded BCC Lattice Structure. Materials, 16(2), 520. https://doi.org/10.3390/ma16020520