
Validation of the Manufacturing Methodology of Prestressed Fiber-Reinforced Polymer Concrete by the Variation of Process Parameters
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
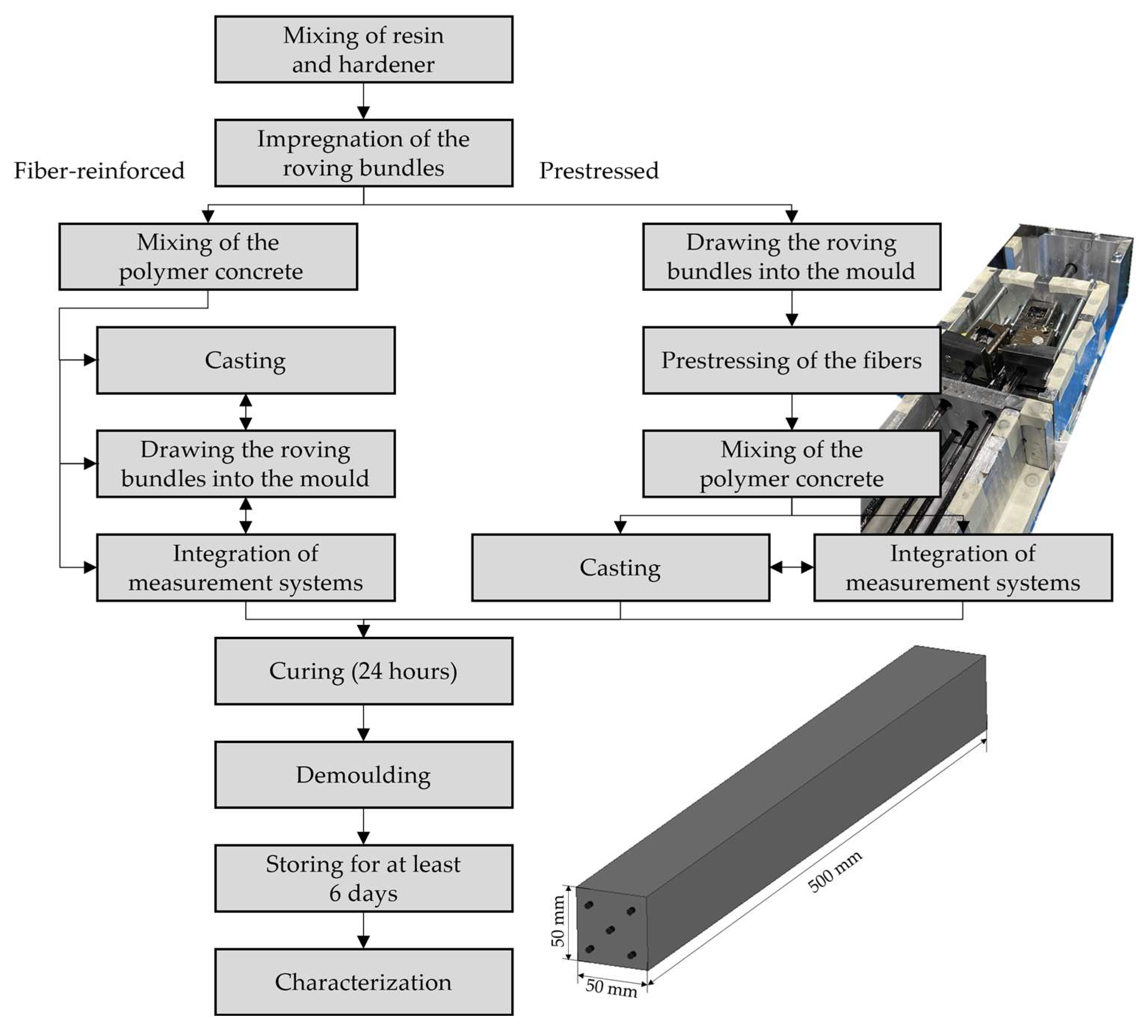
2.1. Sample Preparation
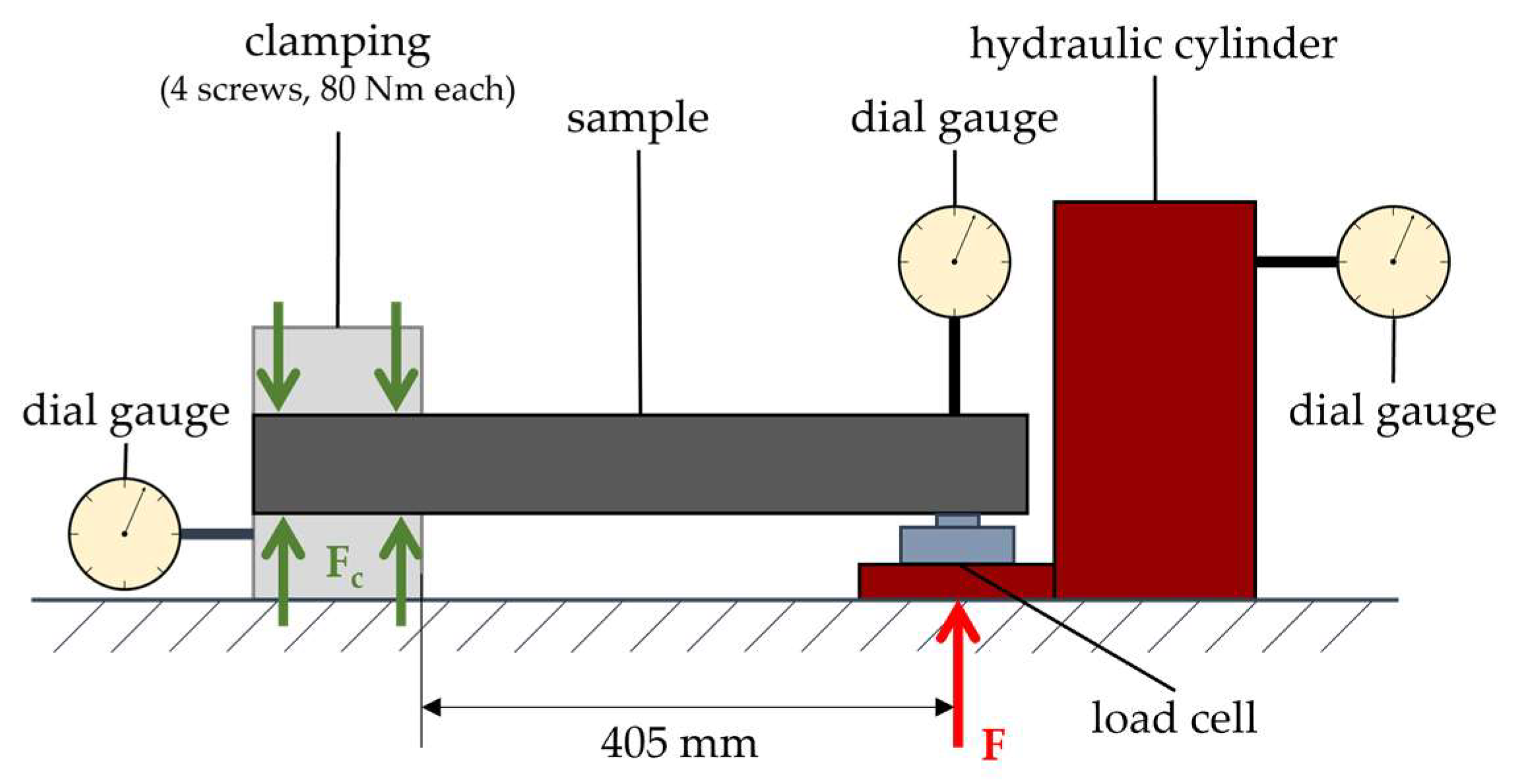
2.2. Experimental Set-Up
2.3. Manufacturing Influences on the Mechanical Properties of Polymer Concrete
3. Results
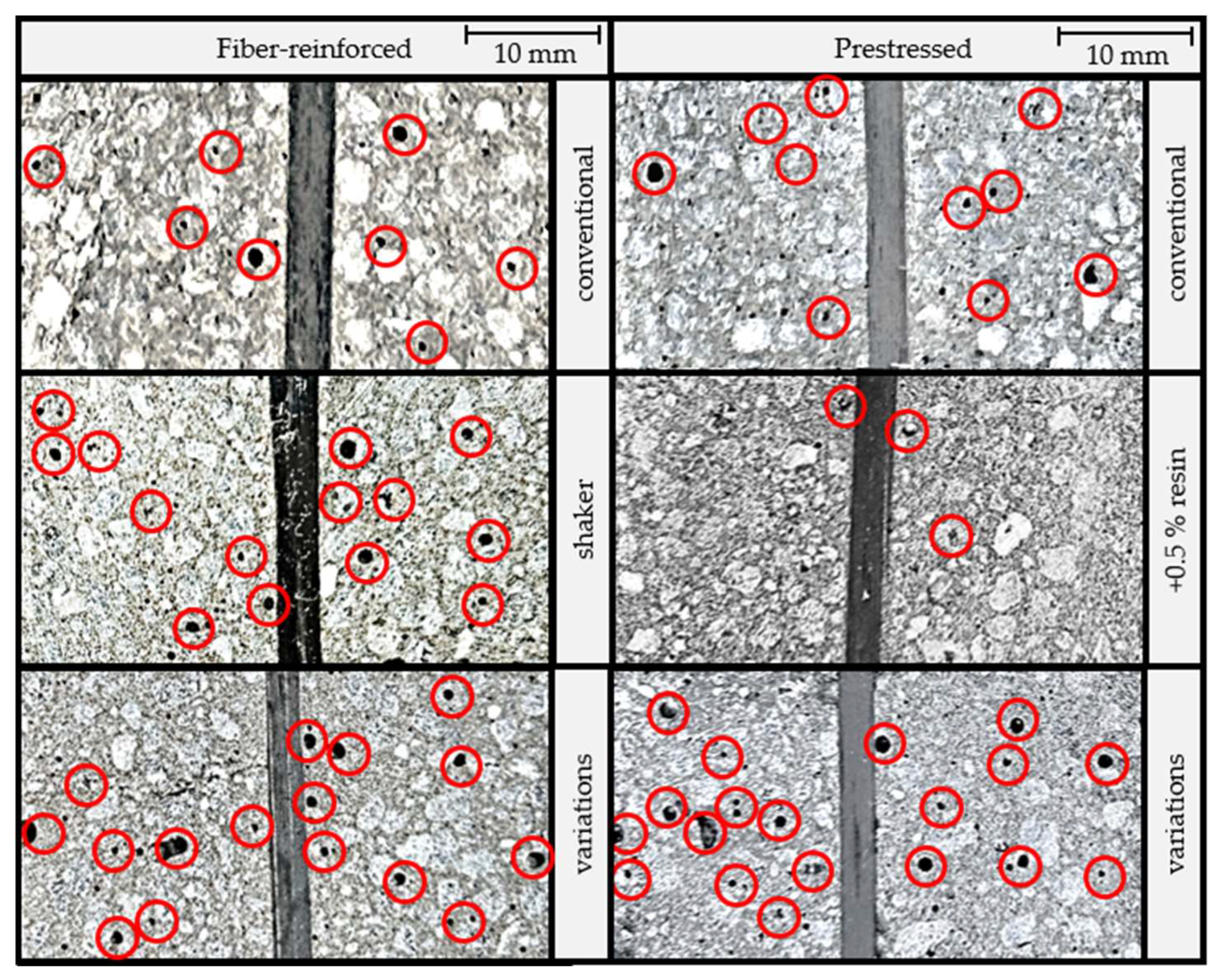
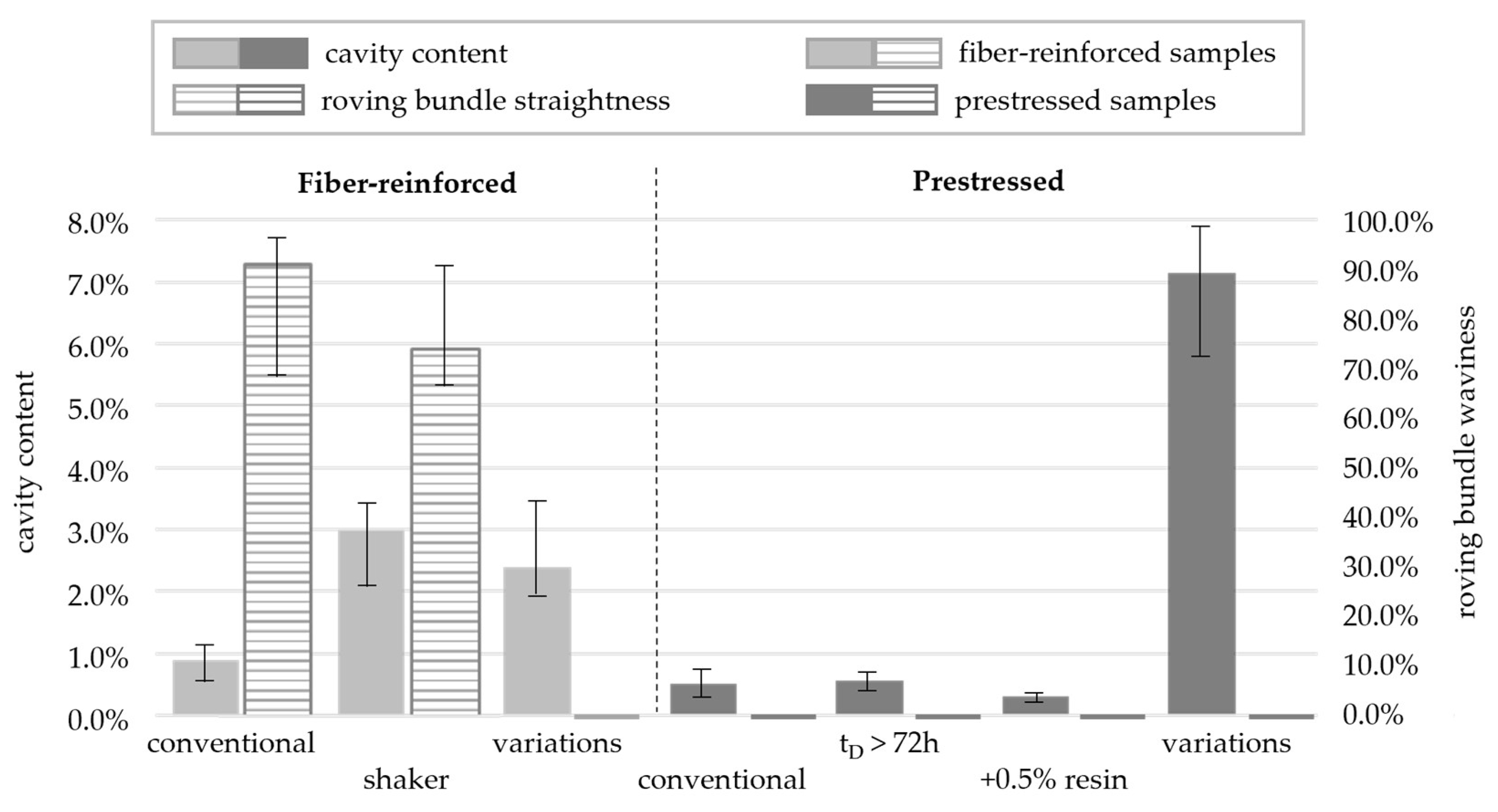
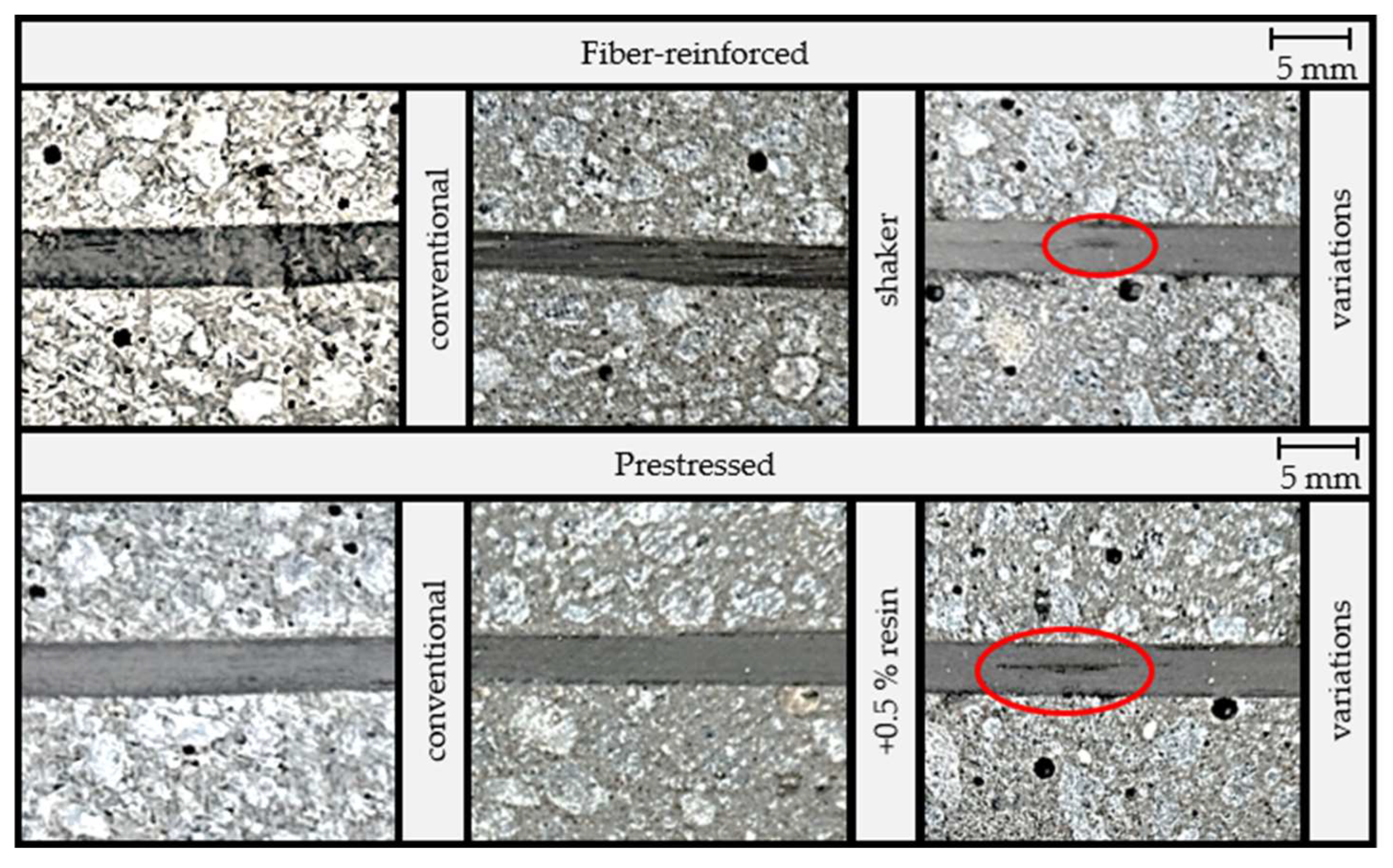
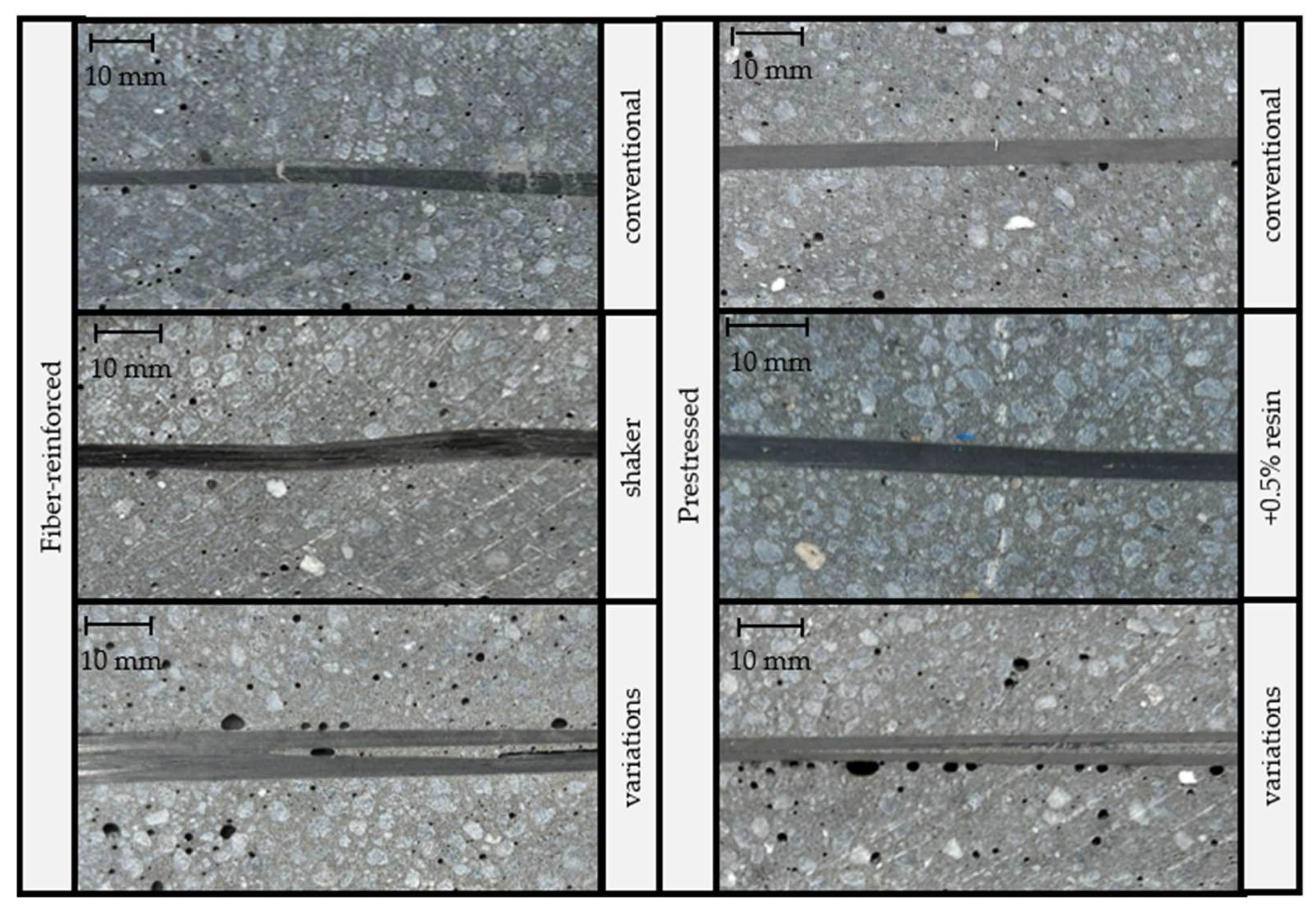
3.1. Assessment of Roving Bundle Straightness, Cavities, and Impregnation Condition
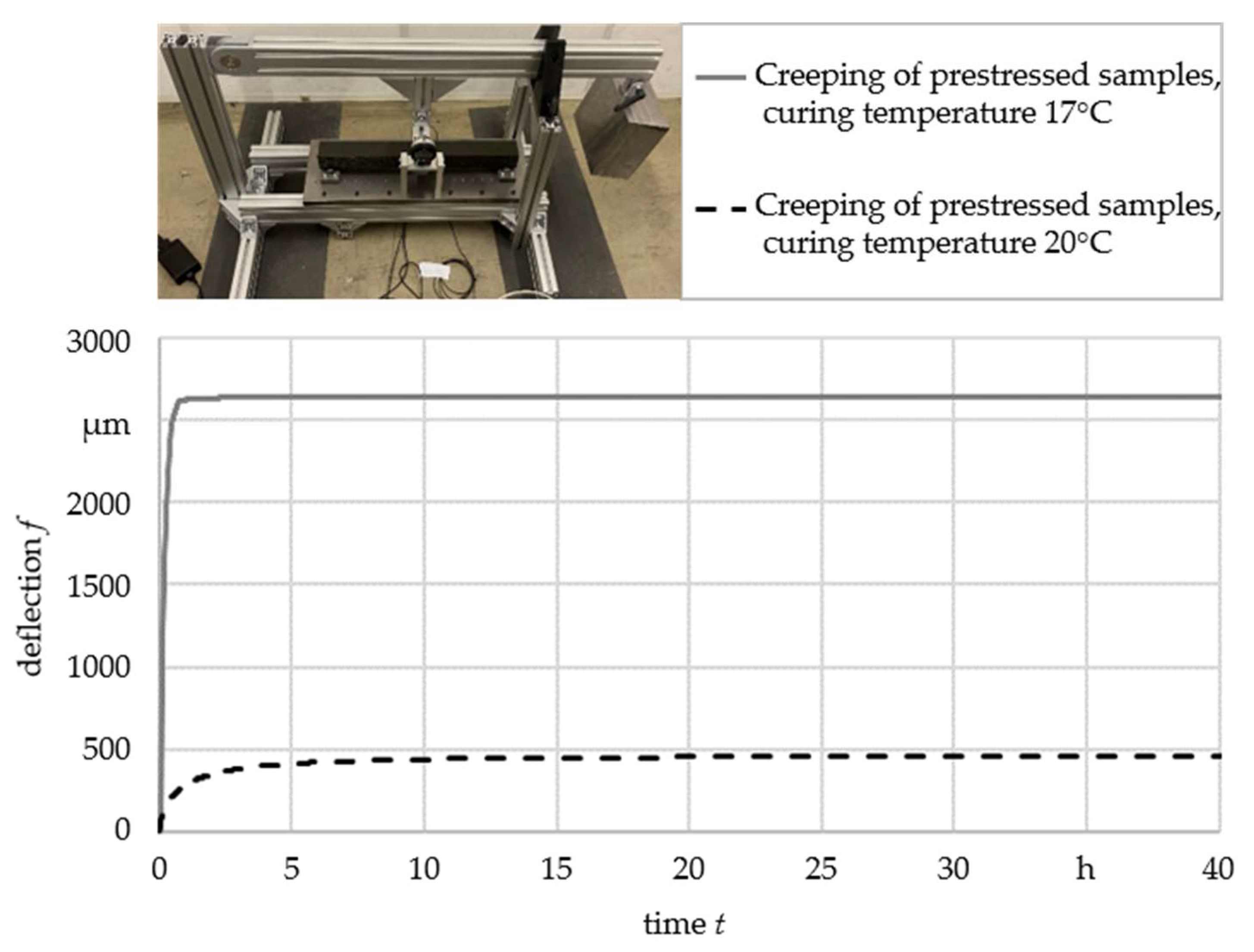
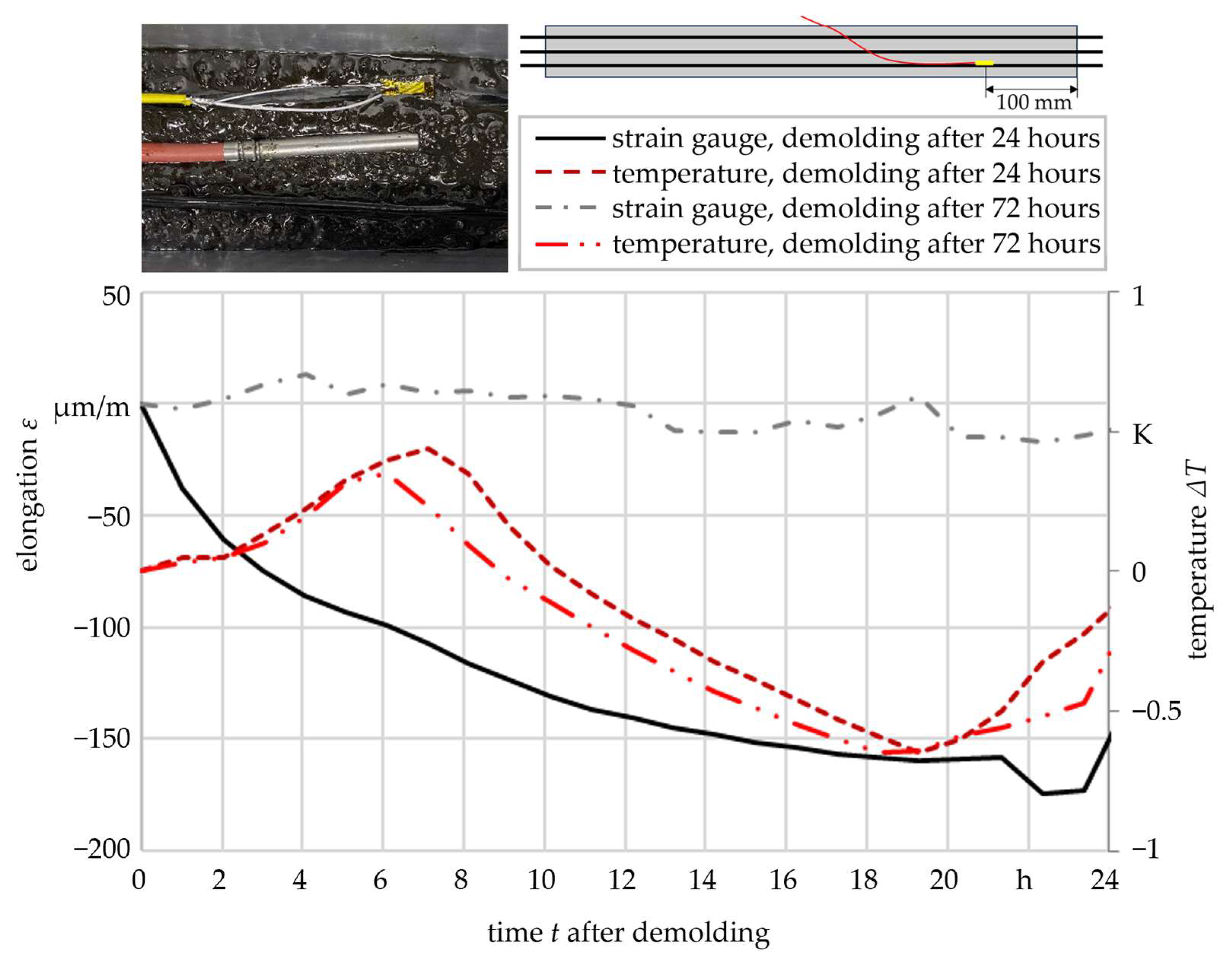
3.2. Influence of Dwell Time in the Mold on Residual Stress Formation
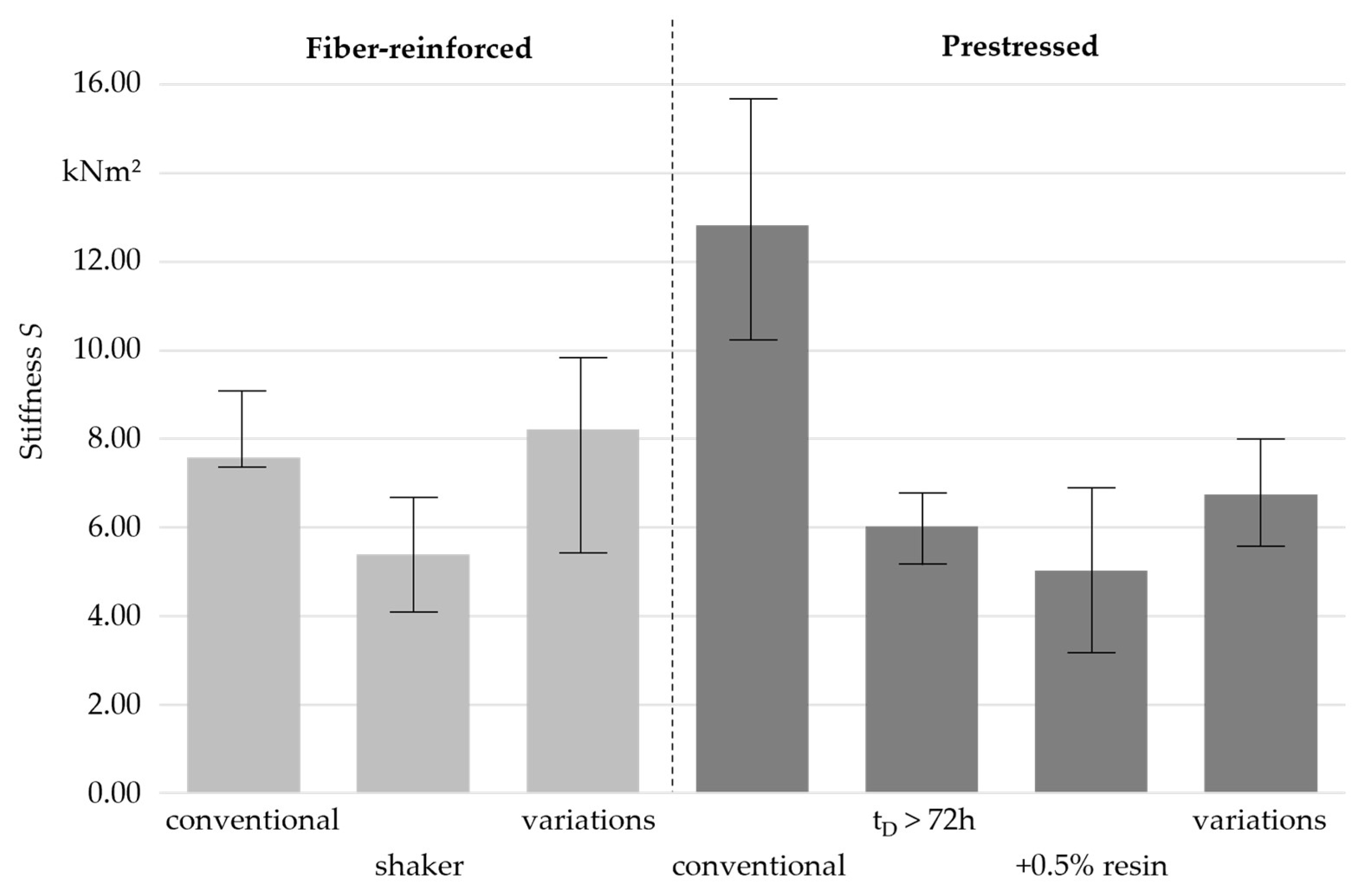
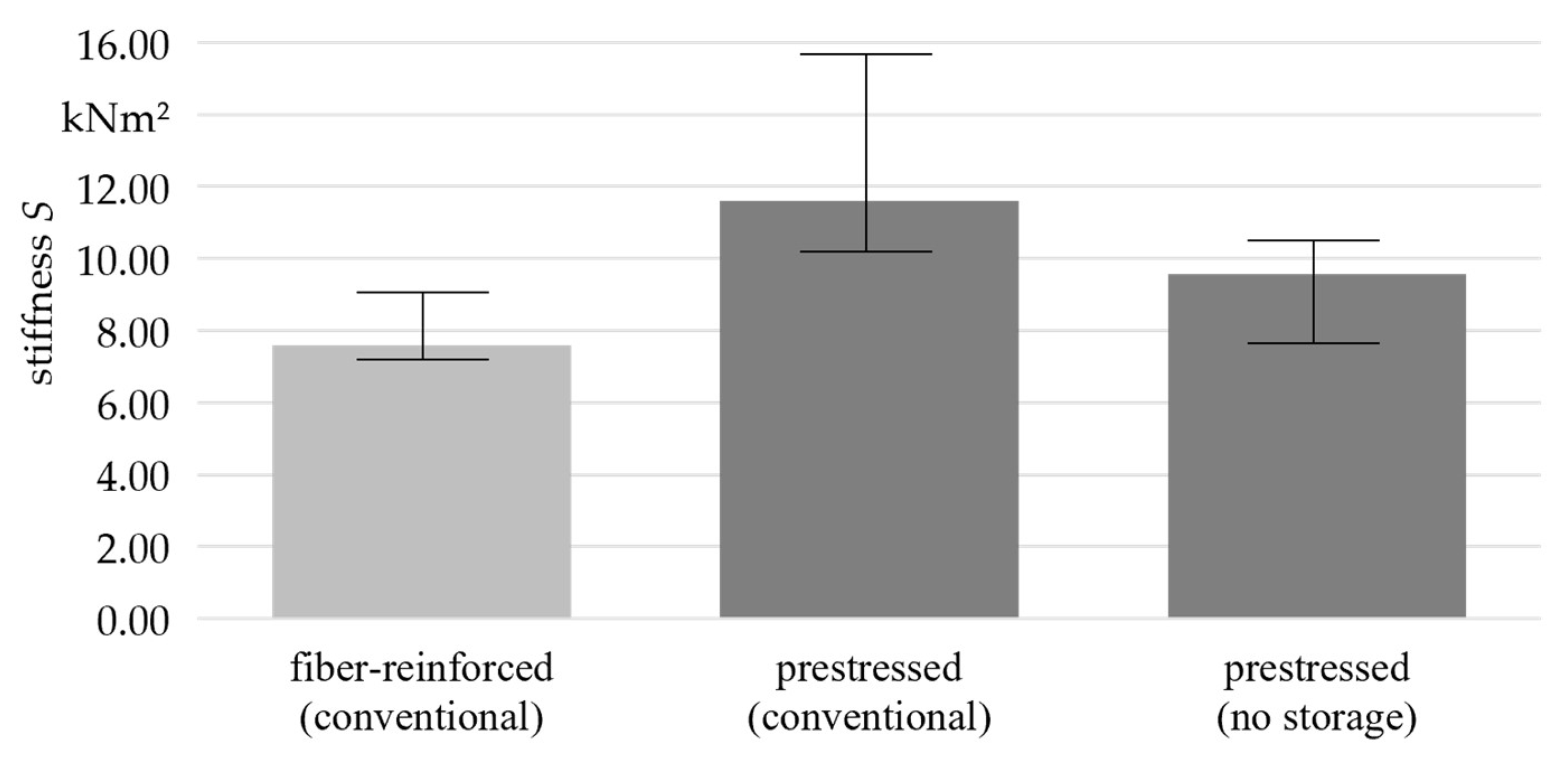
3.3. Assessment of the Bending Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Möhring, H.-C.; Brecher, C.; Abele, E.; Fleischer, J.; Bleicher, F. Materials in machine tool structures. CIRP Ann.—Manuf. Technol. 2015, 64, 725–748. [Google Scholar] [CrossRef]
- Werkle, K.T.; Engert, M.; Möhring, H.-C. CO2 Footprint of Machine Elements Made of Fiber-Reinforced Polymer Concrete Compared to Steel Components. In Proceedings of the 18th Global Conference on Sustainable Manufacturing, Berlin, Germany, 5–7 October 2022; pp. 240–248. [Google Scholar]
- Möhring, H.-C.; Wiederkehr, P.; Baumann, J.; König, A.; Spieker, C.; Müller, M. Intelligent hybrid material slide component for machine tools. J. Mach. Eng. 2017, 17, 17–30. [Google Scholar]
- Möhring, H.-C.; Gessler, W.; König, A.; Nguyen, L.T.; Nguyen, Q.P. Modular intelligent fixture system for flexible clamping of large parts. J. Mach. Eng. 2017, 4, 29–39. [Google Scholar] [CrossRef]
- Ciupan, M.; Ciupan, E. Comparison of machine-tool structures made of cast iron or mineral casting. In Proceedings of the 2016 International Conference on Production Research—Africa, Europe and the Middle East 4th International Conference on Quality and Innovation in Engineering and Management, Cluj-Napoca, Romania, 25–30 July 2016. [Google Scholar]
- RAMPF Machine Systems GmbH & Co. KG: EPUMENT130/3 A3 Technical Data Sheet. 2017. Available online: https://www.rampf-group.com/en/download-center/rid-7732/ (accessed on 22 November 2023).
- Relea, E.; Pfyffer, B.; Weiss, L.; Wegener, K. Experimental comparative investigation on creep behavior of mineral cast, ultra-high-performance concrete, and natural stone for precision machinery structures. Int. J. Adv. Manuf. Technol. 2021, 117, 2073–2081. [Google Scholar] [CrossRef]
- Bedi, R.; Chandra, R.; Singh, S.P. Reviewing some properties of polymer concrete. Indian Concr. J. 2014, 88, 47–68. [Google Scholar]
- Bărbuţă, M.; Harja, M.; Baran, I. Comparison of Mechanical Properties for Polymer Concrete with Different Types of Filler. J. Mater. Civ. Eng. 2010, 22, 696–701. [Google Scholar] [CrossRef]
- Jo, B.-W.; Park, S.-K.; Park, J.-C. Mechanical properties of polymer concrete made with recycled PET and recycled concrete aggregates. Constr. Build. Mater. 2008, 22, 2281–2291. [Google Scholar] [CrossRef]
- Martínez-Cruz, E.; Martínez-Barrera, G.; Martínez-López, M. Polymer Concrete Reinforced with Recycled-Tire Fibers: Mechanical Properties. In IOP Conference Series: Materials Science and Engineering, Proceedings of the Third Congress on Materials Science and Engineering (CNCIM-Mexico 2012), Yucatan, Mexico, 27 February–2 March 2012; IOP Publishing: Bristol, UK, 2013; Volume 45, p. 45. [Google Scholar]
- Reis, J.M.L.; Ferreira, A.J.M. Assessment of fracture properties of epoxy polymer concrete reinforced with short carbon and glass fibers. Constr. Build. Mater. 2004, 18, 523–528. [Google Scholar] [CrossRef]
- Reis, J.M.L. Mechanical Characterization of Fiber Reinforced Polymer Concrete. Mater. Res. 2005, 8, 357–360. [Google Scholar] [CrossRef]
- Engert, M.; Werkle, K.T.; Möhring, H.-C. Determination of the Thermal Properties of Prestressed Fiber-Reinforced Polymer Concrete. In Proceedings of the 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023), Dresden, Germany, 21–23 March 2023; pp. 278–285. [Google Scholar]
- Engert, M.; Werkle, K.; Wegner, R.; Möhring, H.-C. Mechanisms for the Production of Prestressed Fiber-Reinforced Mineral Cast. In Production at the Leading Edge of Technology, Proceedings of the 12th Congress of the German Academic Association for Production Technology (WGP), Stuttgart, Germany, 11–13 October 2023; Springer: Berlin/Heidelberg, Germany, 2023; pp. 52–60. [Google Scholar]
- Vipulanandan, C.; Dharmarajan, N.; Ching, E. Mechanical behaviour of polymer concrete systems. Mater. Struct. 1988, 21, 268–277. [Google Scholar] [CrossRef]
- Ushaa, T.G.; Anuradha, R.; Venkatasubramani, G.S. Flexural Behavior of self compacting geopolymer concrete using GGBFS with various replacements of R-Sand and M-Sand. ARPN J. Eng. Appl. Sci. 2015, 10, 6157–6166. [Google Scholar]
- Abdel-Fattah, H.; El-Hawary, M.M. Flexural behaviour of polymer concrete. Constr. Build. Mater. 1999, 13, 253–262. [Google Scholar] [CrossRef]
- Brecher, C.; Sagmeister, B.; Fey, M.; Kneer, F. Materialauswahl für Maschinenbetten. MM Maschinenmarkt. 16 April 2018. Available online: https://www.maschinenmarkt.vogel.de/materialauswahl-fuer-maschinenbetten-a-706058/ (accessed on 24 November 2023).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Prestressing force (N) | Shaker usage | Resin content (wt%) | Dwell time in the mold (h) | Impregnation method for the roving | ||
| Fiber-reinforced samples | According to Figure 1 (“conventional”) | 0 | No | 10.8 | 24 | Dipping |
| With shaker (“shaker”) | 0 | Yes | 10.8 | 24 | Dipping | |
| Defined variations (“variations”) | 50 | Yes | 10.8 | 24 | Manual (brush) | |
| Prestressed samples | According to Figure 1 (“conventional”) | 3000 | No | 10.8 | 24 | Dipping |
| Higher resin percentage(“+0.5% resin”) | 3000 | No | 11.3 | 24 | Dipping | |
| Dwell time in the mold > 72 h (“tD > 72 h”) | 3000 | No | 10.8 | 72 | Dipping | |
| Defined variations (“variations”) | 2000 | Yes | 10.8 | 24 | Manual (brush) | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Engert, M.; Werkle, K.T.; Wegner, R.; Born, L.; Gresser, G.T.; Möhring, H.-C. Validation of the Manufacturing Methodology of Prestressed Fiber-Reinforced Polymer Concrete by the Variation of Process Parameters. Materials 2023, 16, 7377. https://doi.org/10.3390/ma16237377
Engert M, Werkle KT, Wegner R, Born L, Gresser GT, Möhring H-C. Validation of the Manufacturing Methodology of Prestressed Fiber-Reinforced Polymer Concrete by the Variation of Process Parameters. Materials. 2023; 16(23):7377. https://doi.org/10.3390/ma16237377
Chicago/Turabian StyleEngert, Michelle, Kim Torben Werkle, Robert Wegner, Larissa Born, Götz T. Gresser, and Hans-Christian Möhring. 2023. "Validation of the Manufacturing Methodology of Prestressed Fiber-Reinforced Polymer Concrete by the Variation of Process Parameters" Materials 16, no. 23: 7377. https://doi.org/10.3390/ma16237377
APA StyleEngert, M., Werkle, K. T., Wegner, R., Born, L., Gresser, G. T., & Möhring, H. -C. (2023). Validation of the Manufacturing Methodology of Prestressed Fiber-Reinforced Polymer Concrete by the Variation of Process Parameters. Materials, 16(23), 7377. https://doi.org/10.3390/ma16237377