

Experimental Measurement of the Thermal Conductivity of Fused Deposition Modeling Materials with a DTC-25 Conductivity Meter

Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Bench
2.2. Materials
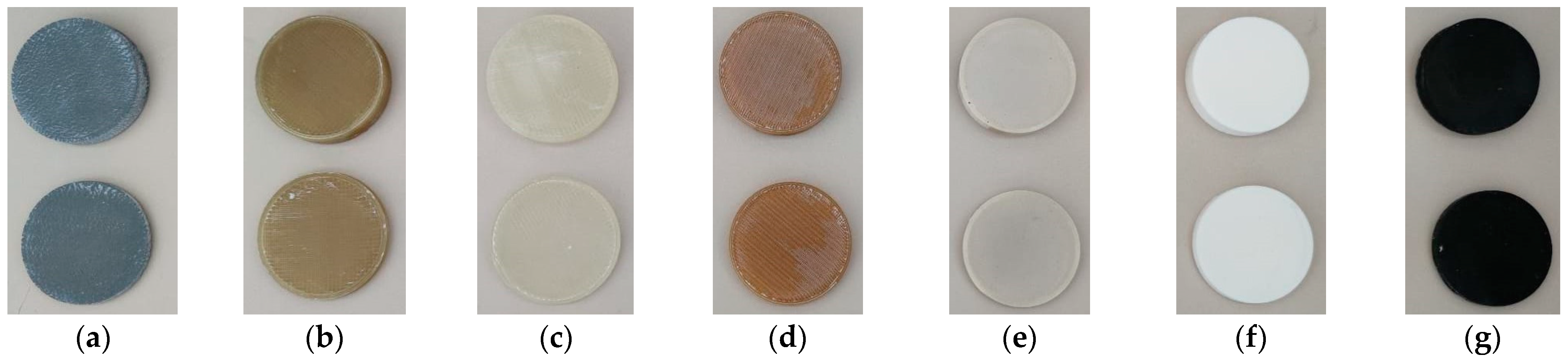
2.3. Samples
Geometry
3. Results and Discussion
3.1. Hardness Tests
3.2. Data Acquisition
3.2.1. Stability Criterion
3.2.2. Uncertainty
3.3. Thermal Conductivity Tests
3.4. Discussion of Results
3.5. Results’ Limitations
3.6. Potential Applications
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Laureto, J.; Tomasi, J.; King, J.A.; Pearce, J.M. Thermal properties of 3-D printed polylactic acid-metal composites. Prog. Addit. Manuf. 2017, 2, 57–71. [Google Scholar] [CrossRef]
- Vu, M.C.; Jeong, T.H.; Kim, J.B.; Choi, W.K.; Kim, D.H.; Kim, S.R. 3D printing of copper particles and poly (methyl methacrylate) beads containing poly (lactic acid) composites for enhancing thermomechanical properties. J. Appl. Polym. Sci. 2021, 138, 49776. [Google Scholar] [CrossRef]
- Zmeskal, O.; Marackova, L.; Lapcikova, T.; Mencik, P.; Prikryl, R. Thermal properties of samples prepared from polylactic acid by 3D printing. In AIP Conference Proceedings; AIP Publishing: College Park, ML, USA, 2020; Volume 2305. [Google Scholar]
- Ibrahim, Y.; Elkholy, A.; Schofield, J.S.; Melenka, G.W.; Kempers, R. Effective thermal conductivity of 3D-printed continuous fiber polymer composites. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 17–28. [Google Scholar] [CrossRef]
- Shemelya, C.; De La Rosa, A.; Torrado, A.R.; Yu, K.; Domanowski, J.; Bonacuse, P.J.; Martin, R.E.; Juhasz, M.; Hurwitz, F.; Wicker, R.B.; et al. Anisotropy of thermal conductivity in 3D printed polymer matrix composites for space based cube satellites. Addit. Manuf. 2017, 16, 186–196. [Google Scholar] [CrossRef]
- Smith, M.; Kim, S.; Lambert, A.; Walde, M.; Bougher, T.; Hasser, A.A.; Lindahl, J.; Mungale, K.; Kunc, V. Maximizing the Performance of a 3D Printed Heat Sink by Accounting for Anisotropic Thermal Conductivity During Filament Deposition. In Proceedings of the 18th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 28–31 May 2019. [Google Scholar]
- Prajapati, H.; Ravoori, D.; Woods, R.L.; Jain, A. Measurement of anisotropic thermal conductivity and inter-layer thermal contact resistance in polymer fused deposition modeling (FDM). Addit. Manuf. 2018, 21, 84–90. [Google Scholar] [CrossRef]
- Ebrahimi, N.D.; Ju, Y.S. Thermal conductivity of sintered copper samples prepared using 3D printing-compatible polymer composite filaments. Addit. Manuf. 2018, 24, 479–485. [Google Scholar]
- Singh, G.; Singh, J.; Singh, N.; Farina, I.; Colangelo, F.; Pandey, P.M. Effect of unit cell shape and structure volume fraction on the mechanical and vibration properties of 3D printed lattice structures. J. Thermoplast. Compos. Mater. 2023. [Google Scholar] [CrossRef]
- NurFarrahain, N.A.; Yew, H.W.; Nik, N.; Ghazali, N. A systematic review of fused deposition modeling process parameters. Soft Sci. 2022, 2. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Part strength evolution with bonding between filaments in fused deposition modelling: This paper studies how coalescence of filaments contributes to the strength of final FDM part. Virtual Phys. Prototyp. 2014, 9, 141–149. [Google Scholar] [CrossRef]
- Huang, B.; Singamneni, S. Raster angle mechanics in fused deposition modelling. J. Compos. Mater. 2015, 49, 363–383. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: A review. J. Inst. Eng. India Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Khelladi, S.; Tcharkhtchi, A. Roadmap: Numerical-Experimental Investigation and Optimization of 3D-Printed Parts Using Response Surface Methodology. Materials 2022, 15, 7193. [Google Scholar] [CrossRef] [PubMed]
- Chohan, J.S.; Singh, R. Pre and post processing techniques to improve surface characteristics of FDM parts: A state of art review and future applications. Rapid Prototyp. J. 2017, 23, 495–513. [Google Scholar] [CrossRef]
- Hashmi, A.W.; Mali, H.S.; Meena, A. The surface quality improvement methods for FDM printed parts: A review. Fused Depos. Model. Based 3D Print. 2021, 167–194. [Google Scholar]
- Lalegani, D.M.; Mohd Ariffin, M.K.A.; Baharuddin, B.T.H.T. Experimental study of drilling 3D printed polylactic acid (PLA) in FDM Process. Fused Depos. Model. Based 3D Print. 2021, 85–106. [Google Scholar]
- Žigon, J.; Kariž, M.; Pavlič, M. Surface finishing of 3D-printed polymers with selected coatings. Polymers 2020, 12, 2797. [Google Scholar] [CrossRef]
- Chamil, A.; Pimpisut, S.A.; Anura, F. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Lightweight Mater. Manuf. 2020, 3, 284–297. [Google Scholar]
- Verstraete, G.; Samaro, A.; Grymonpré, W.; Vanhoorne, V.; Van Snick, B.; Boone, M.N.; Hellemans, T.; Van Hoorebeke, L.; Remon, J.P.; Vervaet, C. 3D printing of high drug loaded dosage forms using thermoplastic polyurethanes. Int. J. Pharm. 2018, 536, 318–325. [Google Scholar] [CrossRef]
- Peng, W.; Bin, Z.; Hongchuan, X.; Shouling, D.; Chuanzhen, H. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar]
- Shouling, D.; Bin, Z.; Peng, W.; Hongjian, D. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar]
- Heat, G.; Test, F. Dtc-300 Thermal Conductivity Meter; TA Instruments: New Castle, DE, USA, 2011. [Google Scholar]
- ASTM E1530-19; Standard Test Method for Evaluating the Resistance to Thermal Transmission by the Guarded Heat Flow Meter Technique. ASTM International: West Conshohocken, PA, USA, 2019.
- Filament2Print: Filament Aluminio 6061. Available online: https://filament2print.com/es/metalicos/1030-filamet-aluminio-6061.html (accessed on 20 October 2023).
- 3DXTECH Advanced Materialsxtech.com: ThermaXTM PEEK 3D Printing Filament Physical. Available online: https://www.3dxtech.com/product/thermax-peek/?attribute_pa_diameter=1-75mm&attribute_pa_weight=250g&attribute_pa_color=natural (accessed on 20 October 2023).
- Smart Materials. 3D Innovatefil: TPU Hardness. Available online: https://www.smartmaterials3d.com/innovatefil-tpu-hardness#/2-tamano-m_750g/11-color-true_black/26-diametro-175_mm (accessed on 20 October 2023).
- Fillamentum Manufacturing Czech s.r.o.: ABS Extrafill. Available online: https://fillamentum.com/collections/abs-extrafill-filament/ (accessed on 20 October 2023).
- Fillamentum Manufacturing Czech s.r.o.: PLA Extrafill. Available online: https://fillamentum.com/collections/pla-extrafill-filament/ (accessed on 20 October 2023).
- Stratasys: ULTEM 1010 Resin. Available online: https://www.stratasys.com/en/stratasysdirect/materials/thermoplastics/ultem/ultem-1010-resin/ (accessed on 20 October 2023).
- Stratasys: UltemTM 9085. Available online: https://www.stratasys.com/en/materials/materials-catalog/fdm-materials/ultem-9085/ (accessed on 20 October 2023).
- Böğrekci, İ.; Demircioğlu, P.; Sucuoğlu, H.S.; Turhanlar, O. The Effect of the Infill Type and Density on Hardness of 3d Printed Parts. Int. J. 3D Print. Technol. Digit. Ind. 2019, 3, 212–219. [Google Scholar]
- Chaidas, D.; Kitsakis, K.; Kechagias, J.; Maropoulos, S. The Impact of Temperature Changing on Surface Roughness of FFF Process. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 20th Innovative Manufacturing Engineering and Energy Conference (IManEE 2016), Kozani, Greece, 23–25 September 2016; IOP Publishing: Bristol, UK, 2016; Volume 161. [Google Scholar]
- Hanon, M.M.; Dobos, J.; Zsidai, L. The influence of 3D printing process parameters on the mechanical performance of PLA polymer and its correlation with hardness. Procedia Manuf. 2020, 54, 244–249. [Google Scholar] [CrossRef]
- Si, H.; Yang, P. Uncertainty analysis of linear vertical bending moment in model tests and numerical prediction. Mech. Syst. Sygnal Process. 2022, 178, 109331. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Guarded Heat Flow Meter |
|---|---|
| Standard Test Method | ASTM E1530 |
| Sample Compatibility | Solids, pastes, liquids, thin films |
| Temperature Range | Near ambient |
| Thermal Conductivity Range | 0.1 to 20 W/m·K |
| Thermal Resistance Range | 0.0004 to 0.012 m2 K/W |
| Accuracy | ±3% |
| Reproducibility | ±2% |
| Material | Key Properties | Key Applications |
|---|---|---|
| Aluminum (≈65%) | Excellent joining characteristics, good acceptance of applied coatings. Combines relatively high strength, good workability, and high resistance to corrosion. Widely available. | Aircraft fittings, camera lens mounts, electrical fittings and connectors, hinge pins, magneto parts, brake and hydraulic pistons, appliance fittings, valve parts. |
| PEEK | High-performance engineering thermoplastic that belongs to the family of polyketones. Exceptional mechanical, thermal, and chemical properties | Automotive, aerospace, medical and healthcare, electrical and electronic. |
| TPU | It has the characteristics of both plastic and rubber. Exhibits durability, excellent tensile strength, high elongation at break, and good load-bearing capacity. | Agriculture, automotive, seals and gaskets, textile coatings, sports and leisure, tubes and hoses. |
| ABS | Impact-resistant engineering thermoplastic made of three monomers: acrylonitrile, butadiene, and styrene. It is the preferred choice for structural applications due to its physical properties: high rigidity, resistance to impact, abrasion, and strain. | Automotive parts, electrical and electronic, household products, pipe fittings, sports and leisure. |
| PLA | Rapidly growing concerns related to environmental health and safety, limiting dependence on petrochemical raw materials, and reducing carbon footprint. | Food contact packaging, healthcare and medical industry, high-end structural applications, fiber and textile industries. |
| ULTEM | Combination of outstanding thermal (high temperature resistance, thermo-oxidative stability), mechanical (high strength-to-weight ratio), and electrical properties. ULTEM polyetherimide has found its place in high-performance applications. | Automotive, aerospace, electrical and electronic, metal replacement for industrial applications, disposable and re-usable medical applications. |
| Material | Max Test Temp. (°C) |
|---|---|
| Aluminum (≈65%) [26] | 55 |
| PEEK [27] | 140 |
| TPU [28] | 164 |
| ABS [29] | 81 |
| PLA3080 [30] | 55 |
| ULTEM1010 [31] | 213 |
| ULTEM9085 [32] | 153 |
| Sample | Sample | Size | |
|---|---|---|---|
| Thickness (mm) | Diameter (mm) | ||
| Aluminum (≈65%) | 1 | 49.75 | 4.60 |
| 2 | 50.00 | 9.55 | |
| PEEK | 1 | 50.35 | 5.25 |
| 2 | 49.90 | 10.00 | |
| TPU | 1 | 50.35 | 5.05 |
| 2 | 50.10 | 10.00 | |
| ABS | 1 | 50.00 | 5.20 |
| 2 | 50.00 | 10.10 | |
| PLA3080 | 1 | 50.40 | 5.00 |
| 2 | 50.35 | 10.00 | |
| ULTEM1010 | 1 | 50.00 | 5.30 |
| 2 | 50.00 | 10.30 | |
| ULTEM9085 | 1 | 50.00 | 5.10 |
| 2 | 49.80 | 10.20 | |
| Thickness (mm) | Stabilization Time (h) |
|---|---|
| 5 | 3 |
| 10 | 3 |
| 15 | 4 |
| 20 | 5 |
| 25 | 6 |
| Material | k (W/K·m) |
|---|---|
| Aluminum | 0.40 ± 0.05 |
| PEEK | 0.25 ± 0.05 |
| TPU | 0.26 ± 0.05 |
| ABS | 0.22 ± 0.06 |
| PLA3080 | 0.22 ± 0.06 |
| ULTEM1010 | 0.20 ± 0.06 |
| ULTEM9085 | 0.20 ± 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez, A.; Fuertes, J.P.; Oval, A.; Perez-Artieda, G. Experimental Measurement of the Thermal Conductivity of Fused Deposition Modeling Materials with a DTC-25 Conductivity Meter. Materials 2023, 16, 7384. https://doi.org/10.3390/ma16237384
Rodriguez A, Fuertes JP, Oval A, Perez-Artieda G. Experimental Measurement of the Thermal Conductivity of Fused Deposition Modeling Materials with a DTC-25 Conductivity Meter. Materials. 2023; 16(23):7384. https://doi.org/10.3390/ma16237384
Chicago/Turabian StyleRodriguez, Antonio, Juan Pablo Fuertes, Añaterve Oval, and Gurutze Perez-Artieda. 2023. "Experimental Measurement of the Thermal Conductivity of Fused Deposition Modeling Materials with a DTC-25 Conductivity Meter" Materials 16, no. 23: 7384. https://doi.org/10.3390/ma16237384
APA StyleRodriguez, A., Fuertes, J. P., Oval, A., & Perez-Artieda, G. (2023). Experimental Measurement of the Thermal Conductivity of Fused Deposition Modeling Materials with a DTC-25 Conductivity Meter. Materials, 16(23), 7384. https://doi.org/10.3390/ma16237384