
Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Electric Explosion Synthesis of Multimetallic Particles
2.2. Characterization of Powders
3. Results and Discussion
3.1. Electric Explosion Synthesis of W/Cu-Zn Powders
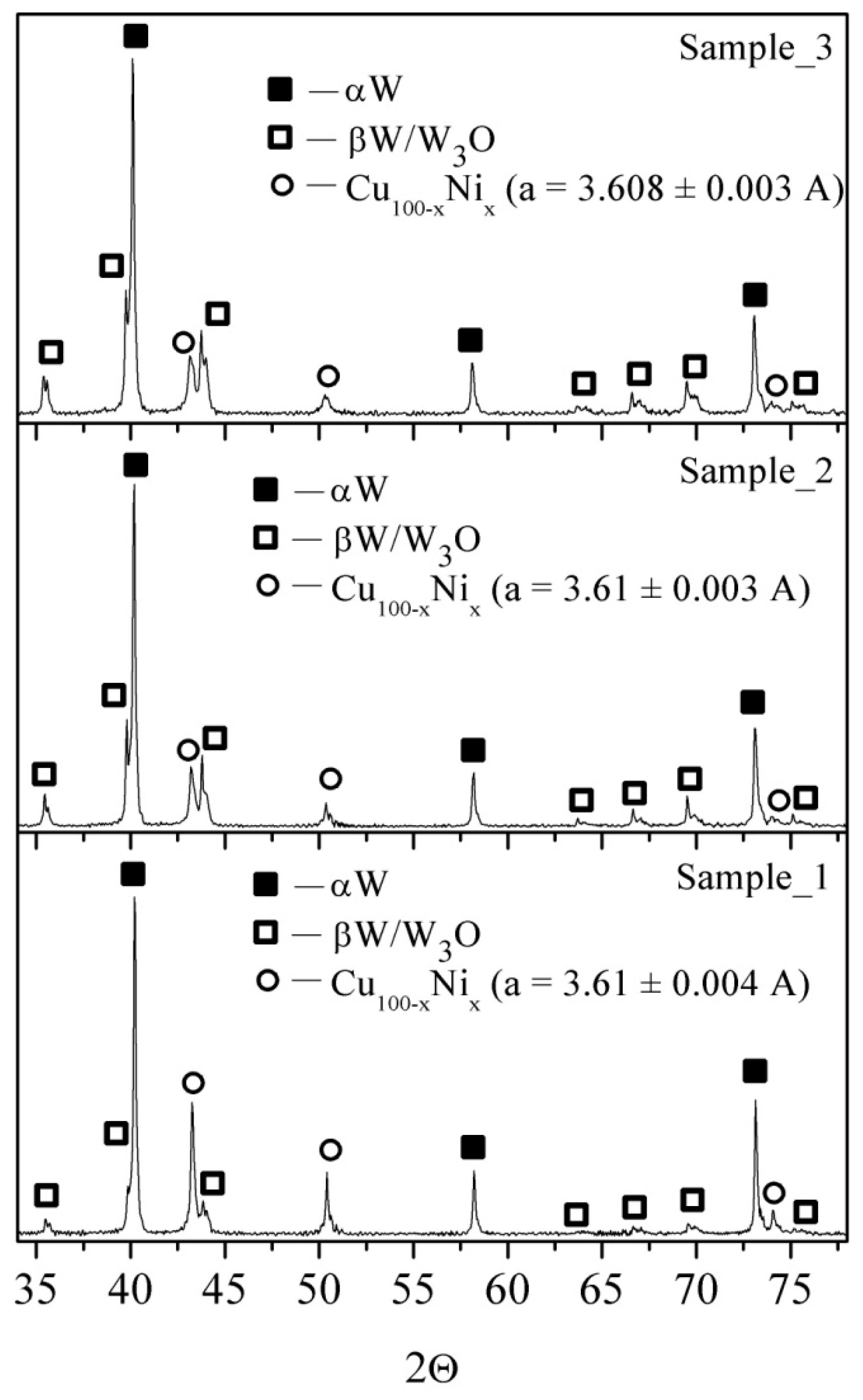
3.2. Electric Explosion Synthesis of W/Cu/Ni-Cr Powders
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Zhuo, L.; Yi, E. Progress, challenges and potentials/trends of tungsten-copper (W-Cu) composites/pseudo-alloys: Fabrication, regulation and application. Int. J. Refract. Met. Hard Mater. 2021, 100, 105648. [Google Scholar] [CrossRef]
- Hou, C.; Song, X.; Tang, F.; Li, Y.; Cao, L.; Wang, J.; Nie, Z. W–Cu composites with submicron- and nanostructures: Progress and challenges. NPG Asia Mater. 2019, 11, 74. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Hattar, K.; Chen, Y.; Shao, L.; Li, J.; Sun, C.; Yu, K.; Li, N.; Taheri, M.L.; Wang, H.; et al. Radiation damage in nanostructured materials. Prog. Mater. Sci. 2018, 96, 217–321. [Google Scholar] [CrossRef]
- Aboud, T.; Weiss, B.-Z.; Chaim, R. Mechanical alloying of the immiscible system W-Cu. Nano Struct. Mater. 1995, 6, 405–408. [Google Scholar] [CrossRef]
- Guo, Y.; Guo, H.; Gao, B.; Wang, X.; Hu, Y.; Shi, Z. Rapid consolidation of ultrafine grained W-30 wt.% Cu composites by field assisted sintering from the sol-gel prepared nanopowders. J. Alloys Compd. 2017, 724, 155–162. [Google Scholar] [CrossRef]
- Wang, X.; Wei, S.; Xu, L.; Li, J.; Li, X.; Shan, K. Preparation of W–Cu nano-composite powders with high copper content using a chemical co-deposition technique. Adv. Powder Technol. 2018, 29, 1323–1330. [Google Scholar] [CrossRef]
- Li, X.; Hu, P.; Wang, J.; Chen, S.; Zhou, W. In situ synthesis of core-shell W-Cu nanopowders for fabricating full-densified and fine-grained alloys with dramatically improved performance. J. Alloy. Compd. 2021, 853, 156958. [Google Scholar] [CrossRef]
- Oh, J.-W.; Na, H.; Cho, Y.S.; Choi, H. In Situ Synthesis of Bimetallic Tungsten-Copper Nanoparticles via Reactive RadioFrequency (RF) Thermal Plasma. Nanoscale Res. Lett. 2018, 13, 220. [Google Scholar] [CrossRef] [Green Version]
- Kotov, Y.A. The electrical explosion of wire: A method for the synthesis of weakly aggregated nanopowders. Nanotechnologies Russ. 2009, 4, 415–424. [Google Scholar] [CrossRef]
- Romanova, V.; Ivanenkov, G.; Mingaleev, A.; Ter-Oganesyan, A.; Shelkovenko, T.; Pikuz, S. Electric explosion of fine wires: Three groups of materials. Plasma Phys. Rep. 2015, 41, 617–636. [Google Scholar] [CrossRef]
- Sarkisov, G.S.; Sasorov, P.V.; Struve, K.W.; McDaniel, D.H. State of the metal core in nanosecond exploding wires and related phenomena. J. Appl. Phys. 2004, 96, 1674. [Google Scholar] [CrossRef]
- Lv, F.; Liu, P.; Qi, H.; Liu, J.; Sun, R.; Wang, W. The early stage of the thermal pulse explosions of aluminum nanowires under different energy deposition levels. Comput. Mater. Sci. 2019, 170, 109142. [Google Scholar] [CrossRef]
- Shi, H.; Wu, J.; Li, X.; Murphy, A.; Li, X.; Li, C.; Li, P. Understanding the nanoparticle formation during electrical wire explosion using a modified moment model. Plasma Sources Sci. Technol. 2019, 28, 085010. [Google Scholar] [CrossRef]
- Pervikov; Toropkov, N.; Kazantsev, S.; Bakina, O.; Glazkova, E.; Lerner, M. Preparation of Nano/Micro Bimodal Aluminum Powder by Electrical Explosion of Wires. Materials 2021, 14, 6602. [Google Scholar] [CrossRef] [PubMed]
- Krinitcyn, M.; Toropkov, N.; Pervikov, A.; Glazkova, E.; Lerner, M. Characterization of nano/micro bimodal 316L SS powder obtained by electrical explosion of wire for feedstock application in powder injection molding. Powder Technol. 2021, 394, 225–233. [Google Scholar] [CrossRef]
- Oh, J.W.; Ryu, S.K.; Lee, W.S.; Park, S.J. Analysis of compaction and sintering behavior of 316L stainless steel nano/micro bimodal powder. Powder Technol. 2017, 322, 1–8. [Google Scholar] [CrossRef]
- Pervikov, A.; Pustovalov, A.; Afonnikova, S.; Bauman, Y.; Mishakov, I.; Vedyagin, A. Synthesis and structure of NiCu and NiAl electroexplosive nanoparticles for production of carbon nanofibers. Powder Technol. 2023, 415, 118164. [Google Scholar] [CrossRef]
- Pervikov, A.; Suliz, K.; Kazantsev, S.; Rodkevich, N.; Tarasov, S.; Lerner, M. Preparation of nano/micro-bimodal Ti/Al/(Mo, W, Cu) powders by simultaneous electrical explosion of dissimilar metal wires. Powder Technol. 2022, 397, 117093. [Google Scholar] [CrossRef]
- Khrustalev, A.; Pervikov, A.; Chumaevskii, A.; Suliz, K.; Vorozhtsov, A.; Lerner, M. Physical and mechanical properties of Cu-20wt.%W composites synthesized by explosive compaction of bimetallic nanoparticles. Russ. Phys. J. 2020, 62, 1822–1830. [Google Scholar] [CrossRef]
- Pervikov, A.; Filippov, A.; Mironov, Y.; Kalashnikov, M.; Krinitcyn, M.; Eskin, D.; Lerner, M.; Tarasov, S. Microstructure and properties of a nanostructured W-31 wt% Cu composite produced by magnetic pulse compaction of bimetallic nanoparticles. Int. J. Refract. Met. Hard Mater. 2022, 103, 105735. [Google Scholar] [CrossRef]
- Krinitcyn, M.; Svarovskaya, N.; Lerner, M. The effect of low-temperature auto-ignition of W–Cu2O nanopowders with core-shell structure. Vacuum 2022, 197, 110837. [Google Scholar] [CrossRef]
- Yabuki, A.; Tanaka, S. Oxidation behavior of copper nanoparticles at low temperature. Mater. Res. Bull. 2011, 46, 2323–2327. [Google Scholar] [CrossRef]
- Kawamura, G.; Alvarez, S.; Stewart, I.; Catenacci, M.; Chen, Z.; Ha, Y.-C. Production of oxidation-resistant Cu-based nanoparticles by wire explosion. Sci. Rep. 2015, 5, 18333. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, L.; Hou, C.; Tang, F.; Han, T.; Huang, X.; Li, Y.; Wu, G.; Liu, C.; Liang, S.; Luan, J.; et al. Wear-resistance enhancement of nanostructured W-Cu-Cr composites. Int. J. Refract. Met. Hard Mater. 2021, 101, 105673. [Google Scholar] [CrossRef]
- Lozhkomoev, A.S.; Pervikov, A.V.; Kazantsev, S.O.; Sharipova, A.F.; Rodkevich, N.G.; Toropkov, N.E.; Suliz, K.V.; Svarovskaya, N.V.; Kondranova, A.M.; Lerner, M.I. Synthesis of Fe/Fe3O4 core-shell nanoparticles by electrical explosion of the iron wire in an oxygen-containing atmosphere. J. Nanopart. Res. 2021, 23, 73. [Google Scholar] [CrossRef]
- Romanova, V.; Ivanenkov, G.; Mingaleev, A.; Ter-Oganesyan, A.; Tilikin, I.; Shelkovenko, T.; Pikuz, S.A. On the phase state of thin silver wire cores during a fast electric explosion. Phys. Plasmas 2018, 25, 112704. [Google Scholar] [CrossRef]
- Kvartskhava, I.; Bondarenko, V.; Pliutto, A.; Chernov, A. Oscillographic determination of energy of electric explosion of wires. J. Exp. Theor. Phys. 1956, 31, 745–775. Available online: http://jetp.ras.ru/cgi-bin/dn/e_004_05_0623.pdf (accessed on 13 January 2023).
- Haynes, W.M. CRC Handbook of Chemistry and Physics, 97th ed.; CRC Press: Boca Raton, FL, USA, 2017; p. 2643. [Google Scholar]
- Ishihara, S.; Koishi, T.; Orikawa, T.; Suematsu, H.; Nakayama, T.; Suzuki, T.; Niihara, K. Synthesis of intermetallic NiAl compound nanoparticles by pulsed wire discharge of twisted Ni and Al wires. Intermetallics 2012, 23, 134–142. [Google Scholar] [CrossRef]
- Dinnebier, R.; Billinge, S. Powder Diffraction Theory and Practice; RSC Publishing: Oxfordshire, UK, 2008; p. 582. [Google Scholar]
- Wang, Q.; Yang, H.; Shi, J.; Zou, G. Preparation and characterization of nanocrystalline powders of Cu–Zn alloy by wire electrical explosion method. Mater. Sci. Eng. A 2001, 307, 190–194. [Google Scholar] [CrossRef]
- Sarkisov, G.S. Anomalous transparency at 1064 nm of a freely expanding gas cylinder in vacuum during fast electric explosion of thin metal wires. J. Appl. Phys. 2022, 131, 105904. [Google Scholar] [CrossRef]
- Pikuz, S.; Shelkovenko, T.; Sinars, D.; Greenly, J.; Dimant, Y.; Hammer, D. Multiphase Foamlike Structure of Exploding Wire Cores. Phys. Rev. Lett. 1999, 83, 4313. [Google Scholar] [CrossRef]
- Han, R.; Wu, J.; Zhou, H.; Ding, W.; Qiu, A.; Clayson, T.; Wang, Y.; Ren, H. Characteristics of exploding metal wires in water with three discharge types. J. Appl. Phys. 2017, 122, 033302. [Google Scholar] [CrossRef]
- Apollonov, V.V.; Pletnev, N.V. Formation of Extended Directional Breakdown Channels Produced by a Copper Wire Exploding in the Atmosphere. Tech.Phys. 2013, 58, 1770–1782. [Google Scholar] [CrossRef]
- Han, R.; Zhu, W.; Wu, J.; Li, C.; Zhang, C.; Cui, R.; He, F.; Ouyang, J.; Wang, Y.; Ding, W. Spatial–temporal evolution of plasma radiation in electrical wire explosion: A morphological observation. J. Phys. D Appl. Phys. 2020, 53, 345201. [Google Scholar] [CrossRef]
- Lee, G.-J.; Lee, J.-H.; Lee, D.; Park, K.-I.; Jeong, C.K.; Park, J.-J.; Lee, M.-K. Synthesis and characterization of carbon-coated Cu-Ni alloy nanoparticles and their application in conductive films. Appl. Surf. Sci. 2021, 566, 150672. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Wire Diameter, mm | Wire Length, mm | C, μF | U0, kV | ΣEs, J | P, MPa | ||
|---|---|---|---|---|---|---|---|---|
| W | Cu63Zn37 | - | ||||||
| W/Cu/Zn | 0.24 | 0.22 | - | 70 | 1.26 | 17 | 261 | 0.3 |
| 22 | ||||||||
| 27 | ||||||||
| W/Cu/Ni/Cr | W | Cu | Ni79Cr21 | |||||
| 0.24 | 0.20 | 0.1 | 70 | 1.26 | 18 | 310 | 0.3 | |
| Phase | Sample_1 | Sample_2 | Sample_3 | |||
|---|---|---|---|---|---|---|
| dcsr, nm | Δd/d | dcsr, nm | Δd/d | dcsr, nm | Δd/d | |
| α-Cu(Zn) | 58 ± 14 | 0.129 ± 0.018 | 27 ± 5 | 0.069 ± 0.024 | 34 ± 5 | 0.026 ± 0.020 |
| α-W | 174 ± 53 | 0.083 ± 0.021 | 48 ± 2 | 0.012 ± 0.005 | 46 ± 2 | 0.012 ± 0.006 |
| β-W/W3O | 56 ± 8 | 0.199 ± 0.102 | 48 ± 4 | 0.030 ± 0.008 | 35 ± 6 | 0.042 ± 0.036 |
| Phase | Sample_1 | Sample_2 | Sample_3 | |||
|---|---|---|---|---|---|---|
| dcsr, nm | Δd/d | dcsr, nm | Δd/d | dcsr, nm | Δd/d | |
| α-Cu(Ni) | 4721 | 0.089 ± 0.022 | 22 ± 9 | 0.084 ± 0.018 | 20 ± 15 | 0.055 ± 0.034 |
| α-W | 237 ± 22 | 0.048 ± 0.023 | 123 ± 31 | 0.037 ± 0.012 | 69 ± 12 | 0.032 ± 0.011 |
| β-W/W3O | 35 ± 12 | 0.137 ± 0.072 | 26 ± 11 | 0.077 ± 0.038 | 27 ± 13 | 0.068 ± 0.041 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lerner, M.; Suliz, K.; Pervikov, A.; Tarasov, S. Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock. Materials 2023, 16, 955. https://doi.org/10.3390/ma16030955
Lerner M, Suliz K, Pervikov A, Tarasov S. Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock. Materials. 2023; 16(3):955. https://doi.org/10.3390/ma16030955
Chicago/Turabian StyleLerner, Marat, Konstantin Suliz, Aleksandr Pervikov, and Sergei Tarasov. 2023. "Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock" Materials 16, no. 3: 955. https://doi.org/10.3390/ma16030955
APA StyleLerner, M., Suliz, K., Pervikov, A., & Tarasov, S. (2023). Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock. Materials, 16(3), 955. https://doi.org/10.3390/ma16030955