
Potential of New Sustainable Green Geopolymer Metal Composite (GGMC) Material as Mould Insert for Rapid Tooling (RT) in Injection Moulding Process

 ,
, 
 , ,
, , 
Abstract
:1. Introduction
2. Injection Moulding Process
2.1. Important Processing Parameters in the Injection Moulding Process
2.1.1. Melt Temperature
2.1.2. Cooling Time
2.1.3. Packing Pressure
2.1.4. Mould Temperature
2.1.5. Packing Time
2.2. Mould Base Material
Selecting Mould Base Material
2.3. Mould Insert Material
2.3.1. Alternative Materials for the Mould Insert
2.3.2. Rapid Tooling (RT) Mould Inserts
2.4. Geopolymer
2.4.1. Effect of Different Geopolymer Precursors on Mechanical Properties of Geopolymer
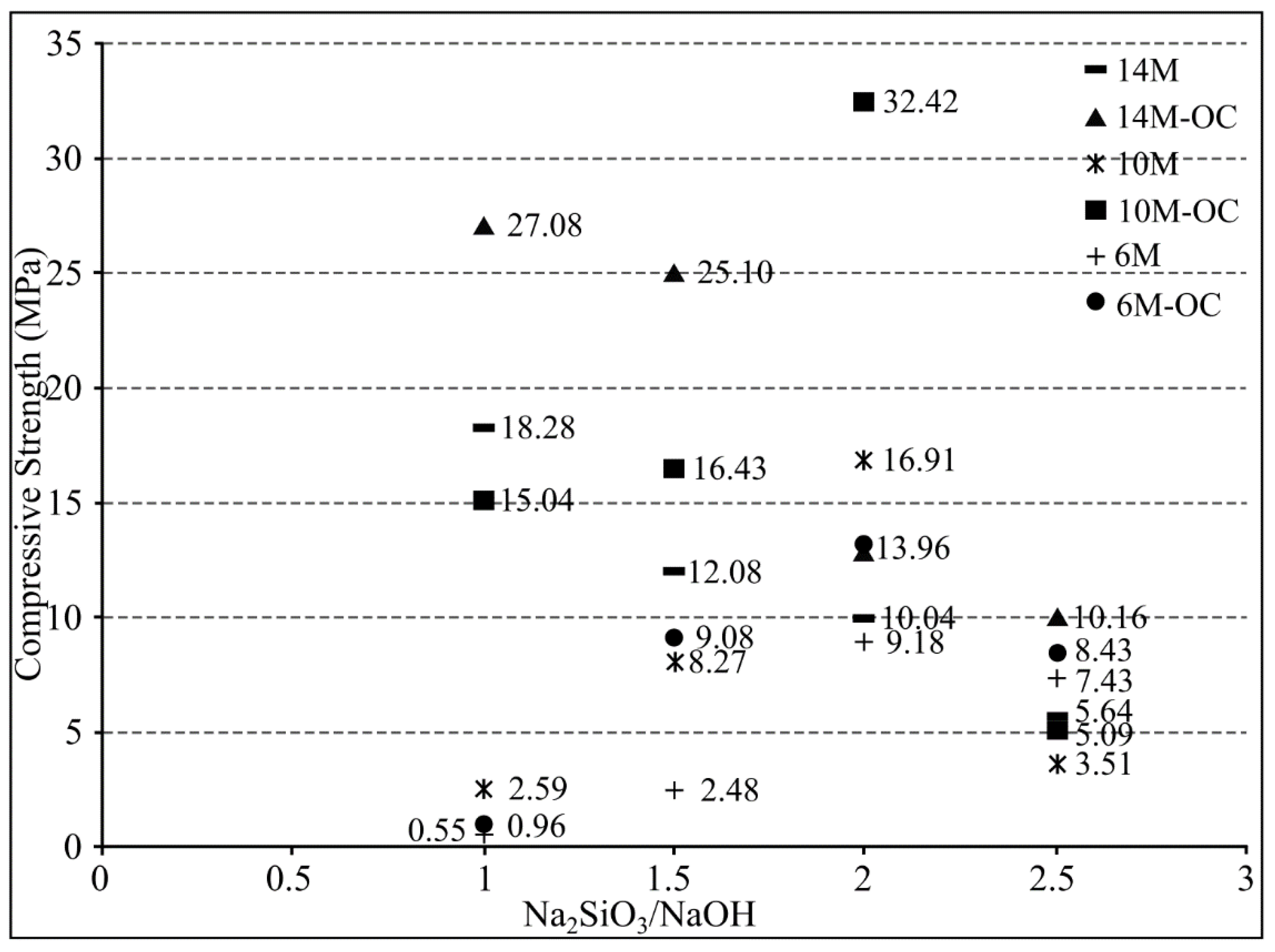
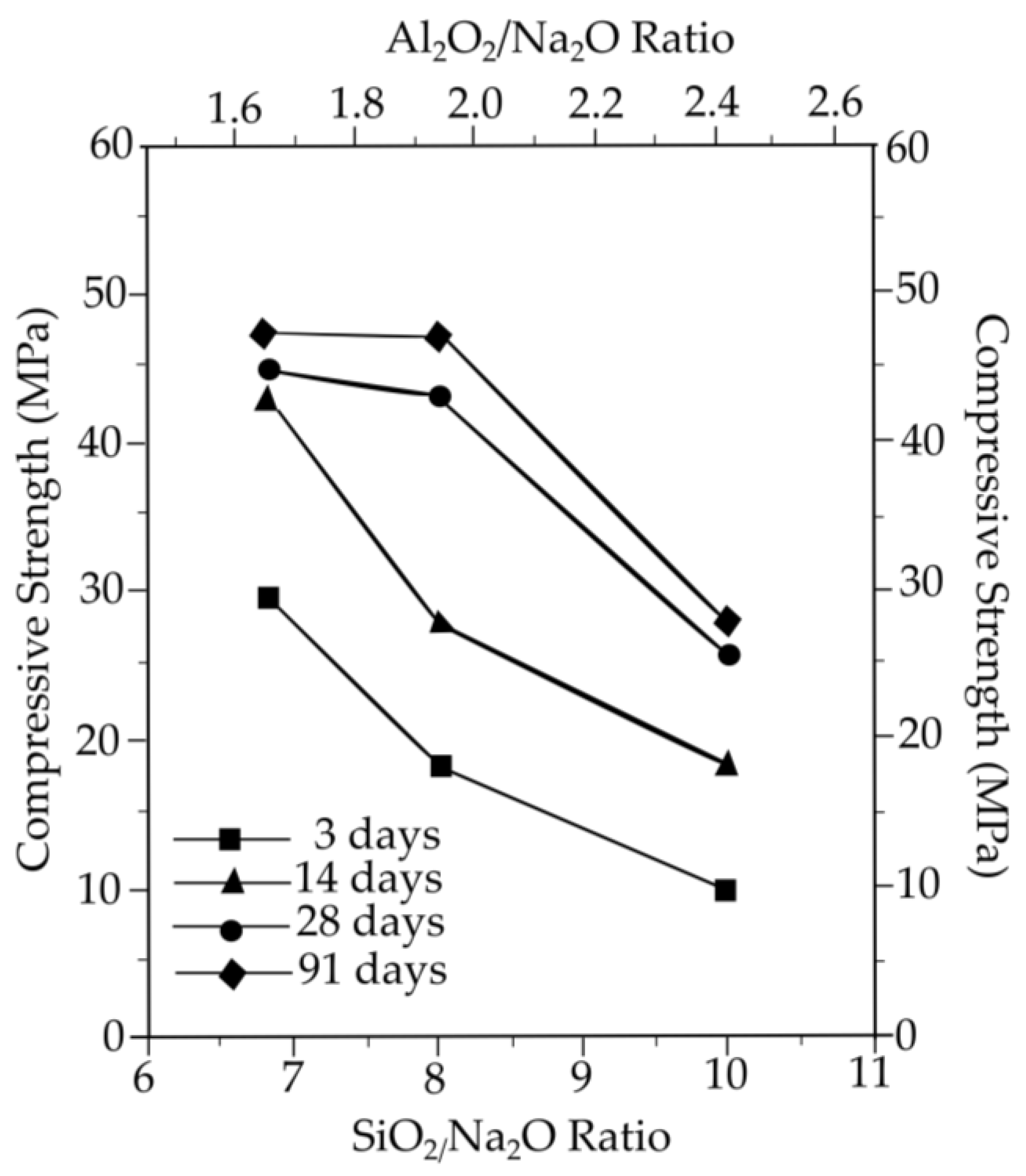
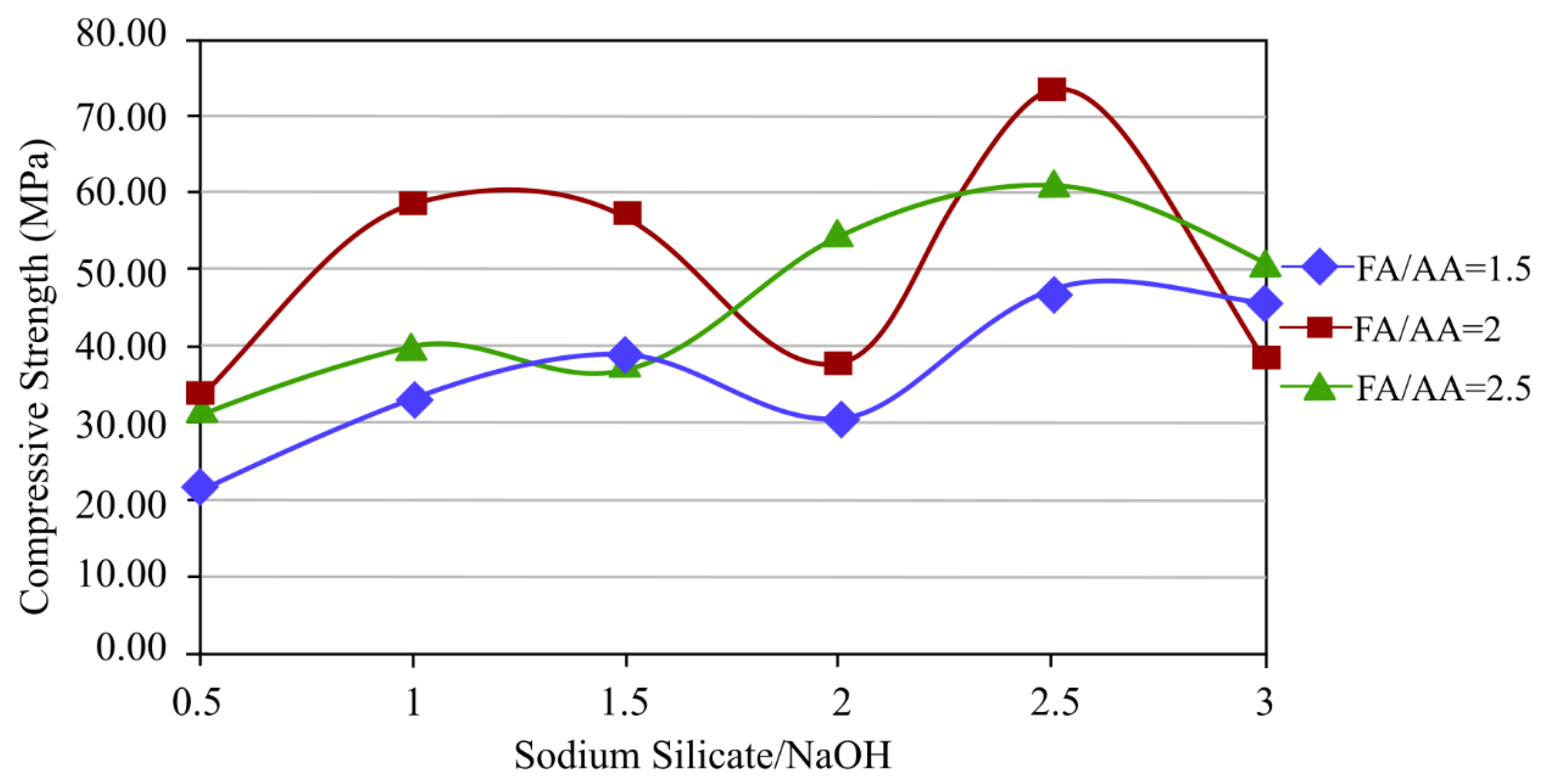
2.4.2. Effect of Different Ratios of Sodium Silicate/Sodium Hydroxide and Fly Ash/Alkaline Activators on the Mechanical Properties of Geopolymer
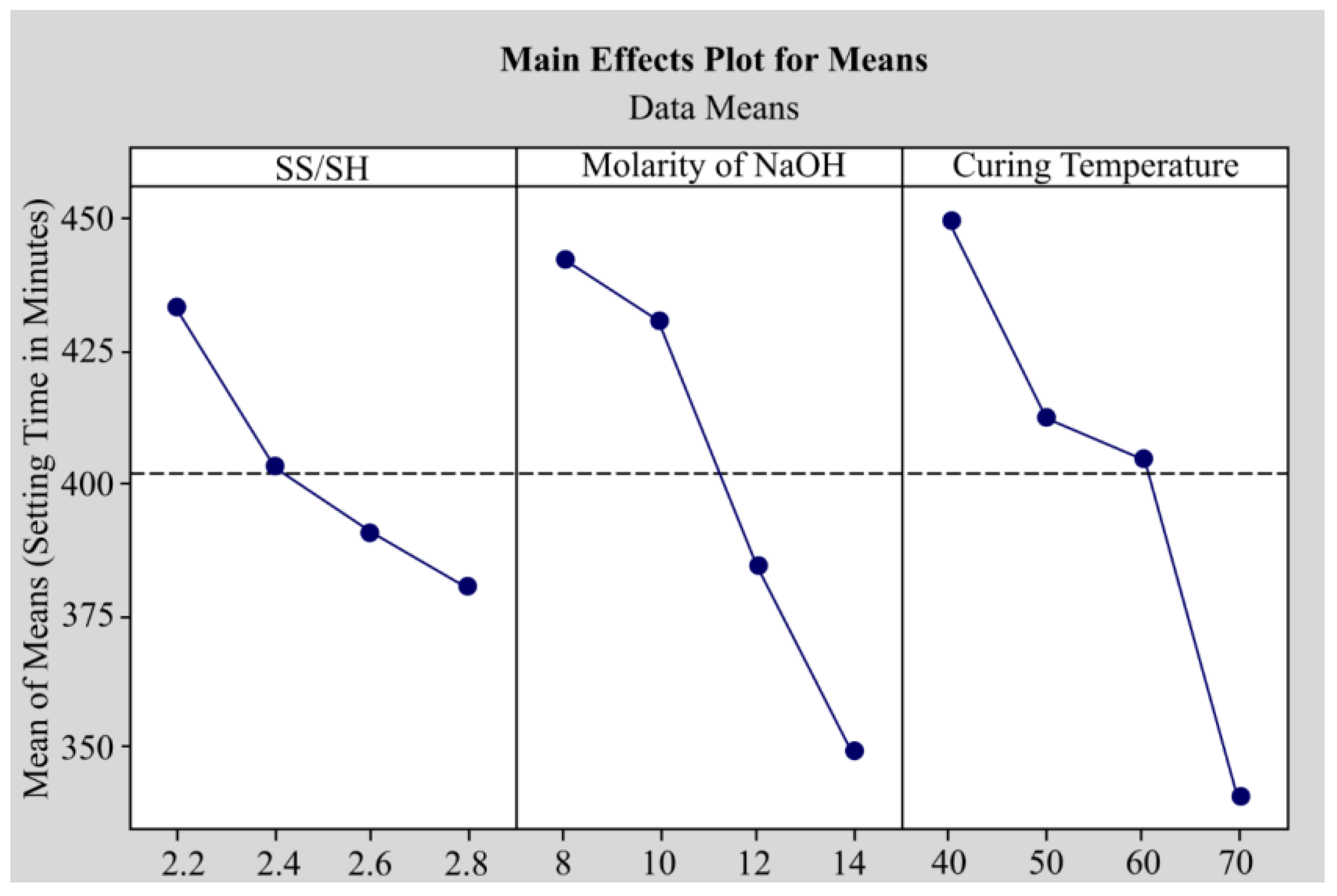
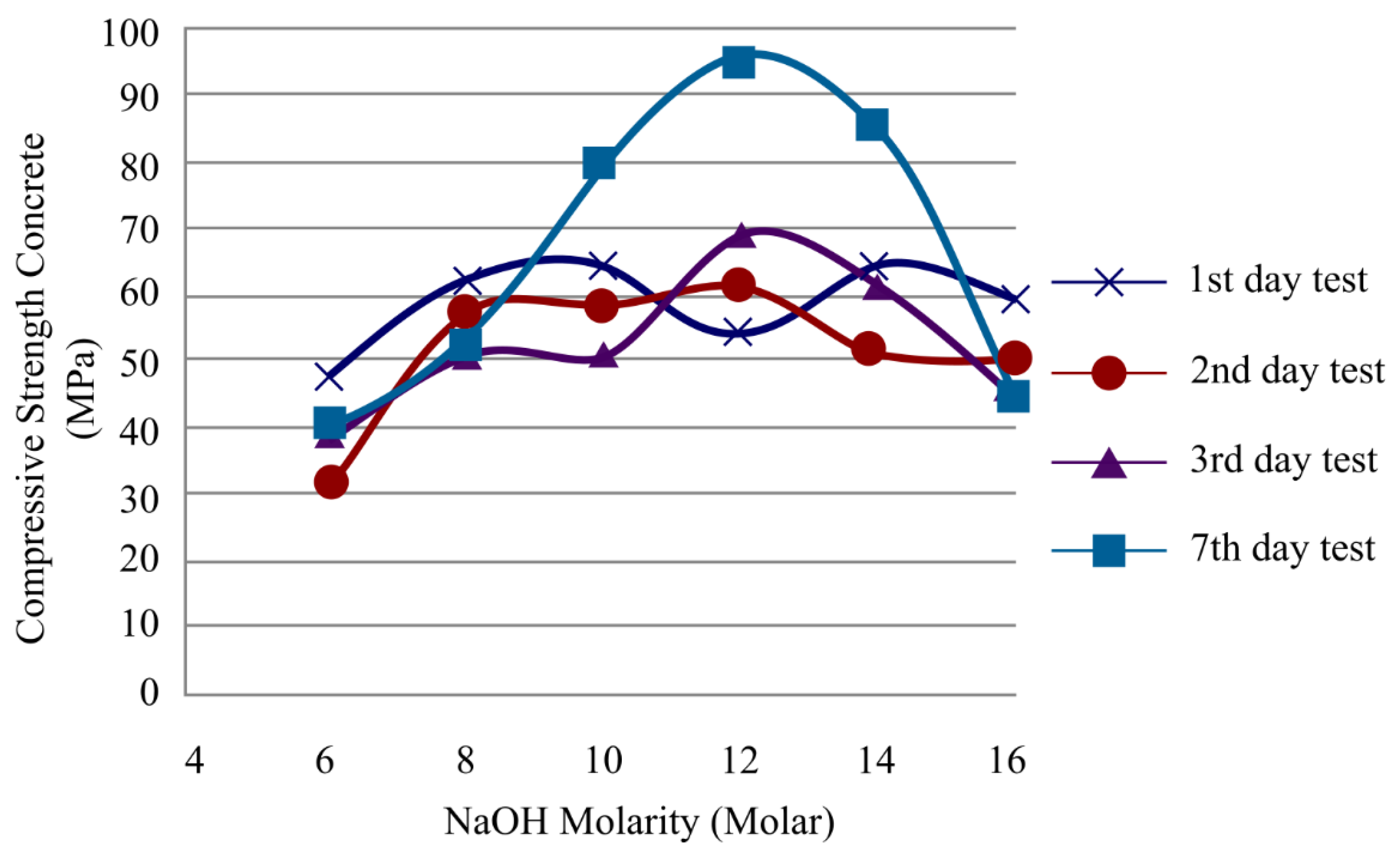
2.4.3. Effect of Sodium Hydroxide Molarity on the Mechanical Properties of Geopolymer
3. Summary and Future Works
- i.
- The mechanical and metallurgical properties of GGMC mould inserts should be evaluated to provide significant information and benefits to mould-making and rapid tooling industries.
- ii.
- The size precision and surface integrity of the GGMC mould inserts after the casting process should be evaluated accordingly and compared to the GGMC mould inserts after machining in order to produce precision plastic product with a high-quality surface finish.
- iii.
- To enhance the qualities of the outcomes, various geopolymers filled with scrap metal fillers should be mixed to increase thermal conductivity, or two or more kinds of filler materials can be added to improve thermal conductivity.
- iv.
- The purpose of carrying out RT before production tooling for mass production is to evaluate the part performance and mostly requires modification of the mould inserts. Thus, an investigation on the effects of dimensional accuracy and surface quality in the machining process is definitely required.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shamsaei, E.; Bolt, O.; de Souza, F.B.; Benhelal, E.; Sagoe-Crentsil, K.; Sanjayan, J. Pathways to commercialisation for brown coal fly ash-based geopolymer concrete in Australia. Sustainability 2021, 13, 4350. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Jumaat, M.Z.; Bashar, I.I.; Kabir, S.A. Engineering properties and carbon footprint of ground granulated blast-furnace slag-palm oil fuel ash-based structural geopolymer concrete. Constr. Build. Mater. 2015, 101, 503–521. [Google Scholar] [CrossRef]
- Malenab, R.A.J.; Ngo, J.P.S.; Promentilla, M.A.B. Chemical treatment of waste abaca for natural fibre-reinforced geopolymer composite. Materials 2017, 10, 579. [Google Scholar] [CrossRef] [Green Version]
- Costabile, G.; Fera, M.; Fruggiero, F.; Lambiase, A.; Pham, D. Cost models of additive manufacturing: A literature review. Int. J. Ind. Eng. Comput. 2016, 8, 263–282. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Li, M.-R. Development of sheet metal forming dies with excellent mechanical properties using additive manufacturing and rapid tooling technologies. Int. J. Adv. Manuf. Technol. 2017, 90, 21–25. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K.; Shamim, M. Rapid tooling: A major shift in tooling practice. Manuf. Ind. Eng. 2015, 14, 3–4. [Google Scholar] [CrossRef] [Green Version]
- Nee, A.Y.C. Handbook of Manufacturing Engineering and Technology; Springer: London, UK, 2015. [Google Scholar]
- Huzaim, N.H.M.; Rahim, S.Z.A.; Musa, L.; Abdellah, A.E.-H.; Abdullah, M.M.A.B.; Rennie, A.; Rahman, R.; Garus, S.; Błoch, K.; Sandu, A.V.; et al. Potential of Rapid Tooling in Rapid Heat Cycle Moulding: A Review. Materials 2022, 15, 3725. [Google Scholar] [CrossRef]
- Afonso, D.; Pires, L.; de Sousa, R.A.; Torcato, R. Direct rapid tooling for polymer processing using sheet metal tools. Procedia Manuf. 2017, 13, 102–108. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Change 2016, 102, 214–224. [Google Scholar] [CrossRef] [Green Version]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Achillas, C.; Aidonis, D.; Iakovou, E.; Thymianidis, M.; Tzetzis, D. A methodological framework for the inclusion of modern additive manufacturing into the production portfolio of a focused factory. J. Manuf. Syst. 2015, 37, 328–339. [Google Scholar] [CrossRef]
- Ciurana, J. Designing, prototyping and manufacturing medical devices: An overview. Int. J. Comput. Integr. Manuf. 2014, 27, 901–918. [Google Scholar] [CrossRef]
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33. [Google Scholar] [CrossRef] [Green Version]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Mendible, G.A.; Rulander, J.A.; Johnston, S.P. Comparative study of rapid and conventional tooling for plastics injection moulding. Rapid Prototyp. J. 2017, 23, 344–352. [Google Scholar] [CrossRef]
- Altaf, K.; Rani, A.A.M.; Ahmad, F.; Baharom, M.; Raghavan, V.R. Determining the effects of thermal conductivity on epoxy moulds using profiled cooling channels with metal inserts. J. Mech. Sci. Technol. 2016, 30, 4901–4907. [Google Scholar] [CrossRef]
- Altaf, K.; Qayyum, J.A.; Rani, A.M.A.; Ahmad, F.; Megat-Yusoff, P.S.M.; Baharom, M.; Aziz, A.R.A.; Jahanzaib, M.; German, R.M. Performance analysis of enhanced 3D printed polymer moulds for metal injection moulding process. Metals 2018, 8, 433. [Google Scholar] [CrossRef] [Green Version]
- Jain, P.; Kuthe, A. Feasibility study of manufacturing using rapid prototyping: FDM approach. Procedia Eng. 2013, 63, 4–11. [Google Scholar] [CrossRef] [Green Version]
- Thomas, P.A.; Aahlada, P.K.; Kiran, N.S.; Ivvala, J. A Review on Transition in the Manufacturing of Mechanical Components from Conventional Techniques to Rapid Casting Using Rapid Prototyping. Mater. Today Proc. 2018, 5, 11990–12002. [Google Scholar] [CrossRef]
- Krizsma, S.; Kovács, N.; Kovács, J.; Suplicz, A. In-situ monitoring of deformation in rapid prototyped injection moulds. Addit. Manuf. 2021, 42, 102001. [Google Scholar] [CrossRef]
- Török, D.; Zink, B.; Ageyeva, T.; Hatos, I.; Zobač, M.; Fekete, I.; Boros, R.; Hargitai, H.; Kovács, J.G. Laser powder bed fusion and casting for an advanced hybrid prototype mould. J. Manuf. Process. 2022, 81, 748–758. [Google Scholar] [CrossRef]
- Krizsma, S.; Suplicz, A. Comprehensive in-mould state monitoring of Material Jetting additively manufactured and machined aluminium injection moulds. J. Manuf. Process. 2022, 84, 1298–1309. [Google Scholar] [CrossRef]
- Zakrzewski, T.; Kozak, J.; Witt, M.; Dębowska-Wąsak, M. Dimensional analysis of the effect of SLM parameters on surface roughness and material density. Procedia CIRP 2020, 95, 115–120. [Google Scholar] [CrossRef]
- Sarkar, P.; Modak, N.; Sahoo, P. Mechanical and Tribological Characteristics of Aluminium Powder filled Glass Epoxy Composites. Mater. Today Proc. 2018, 5, 5496–5505. [Google Scholar] [CrossRef]
- De Carvalho Fernandes, A.; De Souza, A.F.; Howarth, J.L.L. Mechanical and dimensional characterisation of polypropylene injection moulded parts in epoxy resin/aluminium inserts for rapid tooling. Int. J. Mater. Prod. Technol. 2016, 52, 37–52. [Google Scholar] [CrossRef]
- Srivastava, V.K.; Verma, A. Mechanical Behaviour of Copper and Aluminium Particles Reinforced Epoxy Resin Composites. Am. J. Mater. Sci. 2015, 5, 84–89. [Google Scholar] [CrossRef]
- Kalami, H.; Urbanic, R.J. Design and fabrication of a low-volume, high-temperature injection mould leveraging a ‘rapid tooling’ approach. Int. J. Adv. Manuf. Technol. 2019, 105, 3797–3813. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef] [Green Version]
- Enayati, M.H.; Bafandeh, M.R.; Nosohian, S. Ball milling of stainless steel scrap chips to produce nanocrystalline powder. J. Mater. Sci. 2007, 42, 2844–2848. [Google Scholar] [CrossRef]
- Radhwan, H.; Sharif, S.; Shayfull, Z.; Suhaimi, M.A.; l-hadj, A.; Khushairi, M.T.M. Thermal-Transient Analysis for Cooling Time on New Formulation of Metal Epoxy Composite (MEC) as Mould Inserts. Arab. J. Sci. Eng. 2021, 46, 7483–7494. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.; Kim, M. Characterization of municipal solid-waste incinerator fly ash, vitrified using only end-waste glass. J. Clean Prod. 2021, 318, 128557. [Google Scholar] [CrossRef]
- Jian, C.Y. The role of green manufacturing in reducing carbon dioxide emissions. In Proceedings of the 2013 5th Conference on Measuring Technology and Mechatronics Automation, ICMTMA, Hong Kong, China, 16–17 January 2013; Volume 2013, pp. 1223–1226. [Google Scholar] [CrossRef]
- Gilmer, E.L.; Miller, D.; Chatham, C.A.; Zawaski, C.; Fallon, J.J.; Pekkanen, A.; Long, T.E.; Williams, C.B.; Bortner, M.J. Model analysis of feedstock behavior in fused filament fabrication: Enabling rapid materials screening. Polymer 2018, 152, 51–61. [Google Scholar] [CrossRef]
- Colangelo, F.; Farina, I.; Travaglioni, M.; Salzano, C.; Cioffi, R.; Petrillo, A. Eco-efficient industrial waste recycling for the manufacturing of fibre reinforced innovative geopolymer mortars: Integrated waste management and green product devel-opment through LCA. J. Clean. Prod. 2021, 312, 127777. [Google Scholar] [CrossRef]
- Ahmad, A.; Leman, Z.; Azmir, M.; Muhamad, K.; Harun, W.; Juliawati, A.; Alias, A. Optimisation of warpage defect in in-jection moulding process using ABS material. In Proceedings of the 2009 3rd Asia International Conference on Modelling and Simulation, AMS, Bandung, Indonesia, 25–29 May 2009; Volume 2009, pp. 470–474. [Google Scholar] [CrossRef]
- Bajpai, R.; Choudhary, K.; Srivastava, A.; Sangwan, K.S.; Singh, M. Environmental impact assessment of fly ash and silica fume based geopolymer concrete. J. Clean. Prod. 2020, 254, 120147. [Google Scholar] [CrossRef]
- Hussin, R.; Sharif, S.; Nabiałek, M.; Rahim, S.Z.A.; Khushairi, M.; Suhaimi, M.; Abdullah, M.; Hanid, M.; Wysłocki, J.; Błoch, K. Hybrid mould: Comparative study of rapid and hard tooling for injection moulding application using metal epoxy composite (MEC). Materials 2021, 14, 665. [Google Scholar] [CrossRef]
- Altaf, K.; Rani, A.M.A.; Raghavan, V.R. Prototype production and experimental analysis for circular and profiled conformal cooling channels in aluminium filled epoxy injection mould tools. Rapid Prototyp. J. 2013, 19, 220–229. [Google Scholar] [CrossRef]
- Bin Hussin, R.; Bin Sharif, S.; Rahim, S.Z.B.A.; Bin Suhaimi, M.A.; Khushairi, M.T.B.M.; El-Hadj, A.A.; Bin Shuaib, N.A. The potential of metal epoxy composite (MEC) as hybrid mould inserts in rapid tooling application: A review. Rapid Prototyp. J. 2021, 27, 1069–1100. [Google Scholar] [CrossRef]
- Zulkifly, K.; Cheng-Yong, H.; Yun-Ming, L.; Abdullah, M.M.A.B.; Shee-Ween, O.; Bin Khalid, M.S. Effect of phosphate addition on room-temperature-cured fly ash-metakaolin blend geopolymers. Constr. Build. Mater. 2021, 270, 121486. [Google Scholar] [CrossRef]
- Söderholm, P.; Ekvall, T. Metal markets and recycling policies: Impacts and challenges. Miner. Econ. 2020, 33, 257–272. [Google Scholar] [CrossRef] [Green Version]
- Anderson, I.E.; White, E.M.; Dehoff, R. Feedstock powder processing research needs for additive manufacturing development. Curr. Opin. Solid State Mater. Sci. 2018, 22, 8–15. [Google Scholar] [CrossRef]
- Cacace, S.; Demir, A.G.; Semeraro, Q. Densification Mechanism for Different Types of Stainless Steel Powders in Selective Laser Melting. Procedia CIRP 2017, 62, 475–480. [Google Scholar] [CrossRef]
- Jacobson, L.A.; Mckittrick, J. A Review Journal Rapid solidification processing. Mater. Sci. Eng. R Rep. 1994, 11, 355–408. [Google Scholar] [CrossRef]
- Fullenwider, B.; Kiani, P.; Schoenung, J.; Ma, K. Two-stage ball milling of recycled machining chips to create an alternative feedstock powder for metal additive manufacturing. Powder Technol. 2019, 342, 562–571. [Google Scholar] [CrossRef]
- da Costa, C.E.; Zapata, W.C.; Parucker, M.L. Characterization of casting iron powder from recycled swarf. J. Mater. Process. Technol. 2003, 143–144, 138–143. [Google Scholar] [CrossRef]
- Afshari, E.; Ghambari, M. Characterization of pre-alloyed tin bronze powder prepared by recycling machining chips using jet milling. Mater. Des. 2016, 103, 201–208. [Google Scholar] [CrossRef]
- Witkin, D.; Lavernia, E. Synthesis and mechanical behavior of nanostructured materials via cryomilling. Prog. Mater. Sci. 2006, 51, 1–60. [Google Scholar] [CrossRef]
- Ma, K.; Smith, T.; Lavernia, E.J.; Schoenung, J.M. Environmental Sustainability of Laser Metal Deposition: The Role of Feedstock Powder and Feedstock Utilization Factor. Procedia Manuf. 2017, 7, 198–204. [Google Scholar] [CrossRef]
- Park, Y.; Abolmaali, A.; Kim, Y.H.; Ghahremannejad, M. Compressive strength of fly ash-based geopolymer concrete with crumb rubber partially replacing sand. Constr. Build. Mater. 2016, 118, 43–51. [Google Scholar] [CrossRef]
- Martinho, P.G.; Pouzada, A.S. Alternative materials in moulding elements of hybrid moulds: Structural integrity and tribo-logical aspects. Int. J. Adv. Manuf. Technol. 2021, 113, 351–363. [Google Scholar] [CrossRef]
- Skousen, J.; Ziemkiewicz, P.F.; Yang, J.E. Use of coal combustion by-products in mine reclamation:Review of case studies in the USA. Geosystem Eng. 2012, 15, 71–83. [Google Scholar] [CrossRef]
- Li, J.; Zhuang, X.; Leiva, C.; Cornejo, A.; Font, O.; Querol, X.; Moeno, N.; Arenas, C.; Fernández-Pereira, C. Potential utilization of FGD gypsum and fly ash from a Chinese power plant for manufacturing fire-resistant panels. Constr. Build. Mater. 2015, 95, 910–921. [Google Scholar] [CrossRef]
- Shrestha, P. Development of Geopolymer Concrete for Precast Structures. Master’s Theses, University of Texas Arlington, Arlington, TX, USA, 12 March 2014. [Google Scholar]
- Turan, C.; Javadi, A.A.; Vinai, R. Effects of Class C and Class F Fly Ash on Mechanical and Microstructural Behavior of Clay Soil—A Comparative Study. Materials 2022, 15, 1845. [Google Scholar] [CrossRef]
- Sun, X.; Li, J.; Zhao, X.; Zhu, B.; Zhang, G. A Review on the Management of Municipal Solid Waste Fly Ash in American. Procedia Environ. Sci. 2016, 31, 535–540. [Google Scholar] [CrossRef] [Green Version]
- Sugiyama, S.; Mera, T.; Yanagimoto, J. Recycling of minute metal scraps by semisolid processing: Manufacturing of design materials. Trans. Nonferrous Met. Soc. China 2010, 20, 1567–1571. [Google Scholar] [CrossRef]
- Sharkawi, A.; Taman, M.; Afefy, H.M.; Hegazy, Y. Efficiency of geopolymer vs. high-strength grout as repairing material for reinforced cementitious elements. Structures 2020, 27, 330–342. [Google Scholar] [CrossRef]
- Diaz-Loya, I.; Juenger, M.; Seraj, S.; Minkara, R. Extending supplementary cementitious material resources: Reclaimed and remediated fly ash and natural pozzolans. Cem. Concr. Compos. 2019, 101, 44–51. [Google Scholar] [CrossRef]
- Evans, J.C.; Piuzzi, G.P.; Ruffing, D.G. Assessment of Key Properties of Solidified Fly Ash with and without Sodium Sulfate. Grouting 2017 2017, 197–206. [Google Scholar] [CrossRef] [Green Version]
- Bakshi, R.; Ghassemi, A. Injection Experiments on Basaltic Tuffs under Triaxial and Heated Conditions with Acoustic Emissions Monitoring. Rock Properties of Crystalline Basement and Control on Seismicity View Project Poroelasticity View Project. Master’s Thesis, Mewbourne School of Petroleum and Geological Engineering, Norman, OK, USA, 26 June 2016. [Google Scholar]
- Gorman, M.R.; Dzombak, D.A.; Frischmann, C. Potential global GHG emissions reduction from increased adoption of metals recycling. Resour. Conserv. Recycl. 2022, 184, 106424. [Google Scholar] [CrossRef]
- Kurniawan, T.A.; Maiurova, A.; Kustikova, M.; Bykovskaia, E.; Othman, M.H.D.; Goh, H.H. Accelerating sustainability transition in St. Petersburg (Russia) through digitalization-based circular economy in waste recycling industry: A strategy to promote carbon neutrality in era of Industry 4.0. J. Clean. Prod. 2022, 363, 132452. [Google Scholar] [CrossRef]
- Yamamoto, T.; Suzuki, M.; Waku, Y.; Tokuse, M. Fibre-Reinforced Metal Composite. U.S. Patent 4,980,242, 25 December 1990. [Google Scholar]
- Behi, M.; Zedalis, M.; Schoonover, J.M. Rapid Manufacture of Metal and Ceramic Tooling. U.S. Patent 6,056,915, 2 May 2000. [Google Scholar]
- Shaikh, F.Z.; Howard, T.; Blair, D.; Tsung-Yu, R. Low-Temperature, High-Strength Metal-Matrix Composite for Rapid-Prototyping and Rapid-Tooling. U.S. Patent 6,376,098 B1, 23 April 2002. [Google Scholar]
- Amaya, H.E.; Hills, V. Method for the Rapid Fabrication of Mould Inserts. U.S. Patent 2002/0187065 A1, 12 December 2002. [Google Scholar]
- Nematollahi, B.; Sanjayan, J. Geopolymer Composite and Geopolymer Matrix Composition. U.S. Patent WO2017070748 A1, 5 April 2017. [Google Scholar]
- Lin, X.Q.; Li, J.F.; Zhang, T.; Huo, L.; Li, G.Y.; Zhang, N.; Liao, J.; Wang, B.H.; Ji, W.Z. 3D Printed Geopolymer Composite Material, Its Production and Applications. U.S. Patent CN106082898A, 31 July 2018. [Google Scholar]
- Yang, Y.; Okonkwo, E.G.; Huang, G.; Xu, S.; Sun, W.; He, Y. On the sustainability of lithium ion battery industry—A review and perspective. Energy Storage Mater. 2021, 36, 186–212. [Google Scholar] [CrossRef]
- Griffin, P.W.; Hammond, G.P.; Norman, J.B. Industrial energy use and carbon emissions reduction: A UK perspective. Wiley Interdiscip. Rev. Energy Environ. 2016, 5, 684–714. [Google Scholar] [CrossRef] [Green Version]
- Allwood, J.M.; Azevedo, J.; Clare, A.; Cleaver, C.; Cullen, J.; Dunant, C.; Fellin, T.; Hawkins, W.; Horrocks, I.; Horton, P.; et al. Absolute Zero: Delivering the UK’s Climate Change Commitment with Incremental Changes to Today’s Technologies. Absolute Zero 2019. Available online: https://www.repository.cam.ac.uk/bitstream/handle/1810/299414/REP_Absolute_Zero_V3_20200505.pdf?sequence=9Allowed=y (accessed on 18 November 2022).
- Vijayakumar, S.R.; Gajendran, S. Improvement of Overall Equipment Effectiveness (Oee). Inject. Mould. Process Ind. 2014, 2, 47–60. [Google Scholar]
- Chen, W.-C.; Kurniawan, D. Process parameters optimisation for multiple quality characteristics in plastic injection moulding using Taguchi method, BPNN, GA, and hybrid PSO-GA. Int. J. Precis. Eng. Manuf. 2014, 15, 1583–1593. [Google Scholar] [CrossRef]
- Singh, G.; Pradhan, M.; Verma, A. Multi Response optimisation of injection moulding Process parameters to reduce cycle time and warpage. Mater. Today Proc. 2018, 5, 8398–8405. [Google Scholar] [CrossRef]
- Zhao, N.-Y.; Lian, J.-Y.; Wang, P.-F.; Xu, Z.-B. Recent progress in minimizing the warpage and shrinkage deformations by the optimisation of process parameters in plastic injection moulding: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 85–101. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, G.; Ruan, S.; Li, Z. Multi-objective optimisation design of injection moulding process parameters based on the improved efficient global optimisation algorithm and non-dominated sorting-based genetic algorithm. Int. J. Adv. Manuf. Technol. 2015, 78, 1813–1826. [Google Scholar] [CrossRef]
- Kashyap, S.; Datta, D. Process parameter optimisation of plastic injection moulding: A review. Int. J. Plast. Technol. 2015, 19, 1–18. [Google Scholar] [CrossRef]
- Mehat, N.M.; Kamaruddin, S. Multi-Response Optimisation of Injection Moulding Processing Parameters Using the Taguchi Method. Polym. Plast. Technol. Eng. 2011, 50, 1519–1526. [Google Scholar] [CrossRef]
- Shi, F.; Lou, Z.; Zhang, Y.; Lu, J. Optimisation of Plastic Injection Moulding Process with Soft Computing. Int. J. Adv. Manuf. Technol. 2003, 21, 656–661. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process. Technol. 2005, 164–165, 1294–1300. [Google Scholar] [CrossRef]
- Hatta, N.M. An Improved Grey Wolf Optimiser Sine Cosine Algorithm for Minimisation of Injection Moulding Shrinkage. Ph.D. Thesis, Universiti Teknologi Malaysia, Skudai, Malaysia, 2019. [Google Scholar]
- Fu, J.; Ma, Y. A method to predict early-ejected plastic part air-cooling behavior towards quality mould design and less moulding cycle time. Robot Comput. Integr. Manuf. 2019, 56, 66–74. [Google Scholar] [CrossRef]
- Annicchiarico, D.; Alcock, J.R. Review of factors that affect shrinkage of moulded part in injection moulding. Mater. Manuf. Process. 2014, 29, 662–682. [Google Scholar] [CrossRef]
- Mancini, S.D.; Zanin, M. Recyclability of PET from virgin resin. Mater. Res. 1999, 2, 33–38. [Google Scholar] [CrossRef] [Green Version]
- Abbasalizadeh, M.; Hasanzadeh, R.; Mohamadian, Z.; Azdast, T.; Rostami, M. Experimental study to optimize shrinkage behavior of semi-crystalline and amorphous thermoplastics. Iran. J. Mater. Sci. Eng. 2018, 15, 41–45. [Google Scholar] [CrossRef]
- Chen, C.-P.; Chuang, M.-T.; Hsiao, Y.-H.; Yang, Y.-K.; Tsai, C.-H. Simulation and experimental study in determining injection moulding process parameters for thin-shell plastic parts via design of experiments analysis. Expert Syst. Appl. 2009, 36, 10752–10759. [Google Scholar] [CrossRef]
- Tang, C.; Tan, J.; Wong, C. A numerical investigation on the physical mechanisms of single track defects in selective laser melting. Int. J. Heat Mass Transf. 2018, 126, 957–968. [Google Scholar] [CrossRef]
- Shoemaker, J. Mouldflow Design Guide: A Resource for Plastics Engineers; Hanser: Munich, Germany, 2006; p. 409. [Google Scholar]
- Ibrahim, A.A.; Khalil, T.; Tawfeek, T. Study the influence of a new ball burnishing technique on the surface roughness of AISI 1018 low carbon steel. Int. J. Eng. Technol. 2015, 4, 227. [Google Scholar] [CrossRef] [Green Version]
- Selvaraj, S.; Venkataramaiah, P. Design and fabrication of an injection moulding tool for cam bush with baffle cooling channel and submarine gate. Procedia Eng. 2013, 64, 1310–1319. [Google Scholar] [CrossRef] [Green Version]
- Højerslev, C.; Risø, F. Tool Steels; Risø National Laboratory: Roskilde, Denmark, 2001. [Google Scholar]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials—An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mater. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Rahmati, S.; Dickens, P. Rapid tooling analysis of Stereolithography injection mould tooling. Int. J. Mach. Tools Manuf. 2007, 47, 740–747. [Google Scholar] [CrossRef]
- Beal, V.E.; Erasenthiran, P.; Ahrens, C.H.; Dickens, P. Evaluating the use of functionally graded materials inserts produced by selective laser melting on the injection moulding of plastics parts. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2007, 221, 945–954. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Hierarchical design principles of selective laser melting for high quality metallic objects. Addit. Manuf. 2015, 7, 45–56. [Google Scholar] [CrossRef]
- Reddy, K.P.; Panitapu, B. High thermal conductivity mould insert materials for cooling time reduction in thermoplastic injection moulds. Mater. Today Proc. 2017, 4, 519–526. [Google Scholar] [CrossRef]
- Sanap, P.; Dharmadhikari, H.M.; Keche, A.J. Optimisation of Plastic Moulding by Reducing Warpage with the Application of Taguchi Optimisation Technique & Addition of Ribs in Washing Machine Wash Lid Component. IOSR J. Mech. Civ. Eng. 2016, 13, 61–68. [Google Scholar] [CrossRef]
- 100. Pontes, A.J.; Queirós, M.P.; Martinho, P.G.; Bártolo, P.J.; Pouzada, A.S. Experimental assessment of hybrid mould performance. Int. J. Adv. Manuf. Technol. 2010, 50, 441–448. [Google Scholar] [CrossRef]
- Ferreira, J.; Mateus, A. Studies of rapid soft tooling with conformal cooling channels for plastic injection moulding. J. Mater. Process. Technol. 2003, 142, 508–516. [Google Scholar] [CrossRef]
- Ong, H.; Chua, C.; Cheah, C. Rapid Moulding Using Epoxy Tooling Resin. Int. J. Adv. Manuf. Technol. 2002, 20, 368–374. [Google Scholar] [CrossRef]
- Ma, S.; Gibson, I.; Balaji, G.; Hu, Q. Development of epoxy matrix composites for rapid tooling applications. J. Mater. Process. Technol. 2007, 192–193, 75–82. [Google Scholar] [CrossRef]
- Pozzo, A.D.; Carabba, L.; Bignozzi, M.C.; Tugnoli, A. Life cycle assessment of a geopolymer mixture for fireproofing applica-tions. Int. J. Life Cycle Assess. 2019, 24, 1743–1757. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Tasi, Q.-Z.; Hunag, S.-H. Development of an Epoxy-Based Rapid Tool with Low Vulcanization Energy Con-sumption Channels for Liquid Silicone Rubber Injection Moulding. Polymers 2022, 14, 4534. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. A comparison between stereolithography and aluminium injection moulding tooling. Rapid Prototyp. J. 2000, 6, 253–258. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, J.C. Manufacturing core-boxes for foundry with rapid tooling technology. J. Mater. Process. Technol. 2004, 155–156, 1118–1123. [Google Scholar] [CrossRef]
- Polytechnica, P.; Eng, S.M. Influence of Mould Properties on the Quality of Injection Moulded Parts. Period. Polytech. Mech. Eng. 2005, 49, 115–122. [Google Scholar]
- Rossi, S.; Deflorian, F.; Venturini, F. Improvement of surface finishing and corrosion resistance of prototypes produced by direct metal laser sintering. J. Mater. Process. Technol. 2004, 148, 301–309. [Google Scholar] [CrossRef]
- Tomori, T.; Melkote, S.; Kotnis, M. Injection mould performance of machined ceramic filled epoxy tooling boards. J. Mater. Process. Technol. 2004, 145, 126–133. [Google Scholar] [CrossRef]
- Senthilkumar, N.; Kalaichelvan, K.; Elangovan, K. Mechanical behaviour of aluminum particulate epoxy compo-site-experimental study and numerical simulation. Int. J. Mech. Mater. Eng. 2012, 7, 214–221. [Google Scholar]
- Khushairi, M.T.M.; Sharif, S.; Jamaludin, K.R.; Mohruni, A.S. Effects of Metal Fillers on Properties of Epoxy for Rapid Tooling Inserts. Int. J. Adv. Sci. Eng. Inf. Technol. 2017, 7, 1155. [Google Scholar] [CrossRef] [Green Version]
- Kuo, C.-C.; Lin, J.-X. Fabrication of the Fresnel lens with liquid silicone rubber using rapid injection mould. Int. J. Adv. Manuf. Technol. 2019, 101, 15–625. [Google Scholar] [CrossRef]
- Burduhos Nergis, D.D.; Abdullah, M.M.A.B.; Vizureanu, P.; Faheem, M.T.M. Geopolymers and Their Uses: Review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 374, 012019. [Google Scholar] [CrossRef]
- Amritphale, S.S.; Bhardwaj, P.; Gupta, R. Advanced Geopolymerization Technology. In Geopolymers and Other Geosynthetics; IntechOpen: London, UK, 2019. [Google Scholar] [CrossRef] [Green Version]
- Mehta, A.; Siddique, R. An overview of geopolymers derived from industrial by-products. Constr. Build. Mater. 2016, 127, 183–198. [Google Scholar] [CrossRef]
- Mehta, A.; Siddique, R.; Ozbakkaloglu, T.; Shaikh, F.U.A.; Belarbi, R. Fly ash and ground granulated blast furnace slag-based alkali-activated concrete: Mechanical, transport and microstructural properties. Constr. Build. Mater. 2020, 257, 119548. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Goodier, C.I.; Austin, S.A. Factors affecting the slump and strength development of geopolymer concrete. Constr. Build. Mater. 2020, 261, 119945. [Google Scholar] [CrossRef]
- Wardhono, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Comparison of long term performance between alkali activated slag and fly ash geopolymer concretes. Constr. Build. Mater. 2017, 143, 272–279. [Google Scholar] [CrossRef]
- Cao, V.D.; Bui, T.Q.; Kjøniksen, A.-L. Thermal analysis of multi-layer walls containing geopolymer concrete and phase change materials for building applications. Energy 2019, 186, 115792. [Google Scholar] [CrossRef]
- Nurruddin, E.A. Methods of curing geopolymer concrete: A review. Int. J. Adv. Appl. Sci. 2018, 5, 31–36. [Google Scholar] [CrossRef]
- Ridzuan, A.R.M.; Abdullah, M.M.A.B.; Arshad, M.F.; Tahir, M.F.M.; Khairulniza, A. The effect of NaOH concentration and curing condition to the strength and shrinkage performance of recycled geopolymer concrete. Mater. Sci. Forum 2015, 803, 194–200. [Google Scholar] [CrossRef]
- Riahi, S.; Nazari, A. The effects of nanoparticles on early age compressive strength of ash-based geopolymers. Ceram. Int. 2012, 38, 4467–4476. [Google Scholar] [CrossRef]
- Castel, A.; Foster, S.J. Bond strength between blended slag and Class F fly ash geopolymer concrete with steel reinforcement. Cem. Concr. Res. 2015, 72, 48–53. [Google Scholar] [CrossRef]
- Deb, P.S.; Nath, P.; Sarker, P.K. The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Mater. Des. 2014, 62, 32–39. [Google Scholar] [CrossRef] [Green Version]
- Krishnan, T.; Purushothaman, R. Optimisation and influence of parameter affecting the compressive strength of geopolymer concrete containing recycled concrete aggregate: Using full factorial design approach. IOP Conf. Ser. Earth Environ. Sci. 2017, 80, 1. [Google Scholar] [CrossRef] [Green Version]
- Vora, P.R.; Dave, U.V. Parametric studies on compressive strength of geopolymer concrete. Procedia Eng. 2013, 51, 210–219. [Google Scholar] [CrossRef] [Green Version]
- Dao, D.V.; Ly, H.-B.; Trinh, S.H.; Le, T.-T.; Pham, B.T. Artificial intelligence approaches for prediction of compressive strength of geopolymer concrete. Materials 2019, 12, 983. [Google Scholar] [CrossRef] [Green Version]
- Aredes, F.; Campos, T.; Machado, J.; Sakane, K.; Thim, G.; Brunelli, D. Effect of cure temperature on the formation of me-takaolinite-based geopolymer. Ceram. Int. 2015, 41, 7302–7311. [Google Scholar] [CrossRef]
- Nguyen, K.T.; Nguyen, Q.D.; Le, T.A.; Shin, J.; Lee, K. Analyzing the compressive strength of green fly ash based geopolymer concrete using experiment and machine learning approaches. Constr. Build. Mater. 2020, 247, 118581. [Google Scholar] [CrossRef]
- Girish, M.G.; Shetty, K.K.; Rao, A.R. Geopolymer Concrete an Eco-Friendly Alternative to Portland Cement Paving Grade Concrete. Int. J. Civ. Eng. Technol. 2017, 8, 886–892. [Google Scholar]
- Girish, M.G.; Shetty, K.K.; Raja, A.R. Self-Consolidating Paving Grade Geopolymer Concrete. IOP Conf. Ser. Mater. Sci. Eng. 2018, 431, 092006. [Google Scholar] [CrossRef] [Green Version]
- Izzati, Z.N.; Al-Bakri, A.M.; Salleh, M.A.A.M.; Ahmad, R.; Mortar, N.A.M.; Ramasamy, S. Microstructure and Mechanical Properties of Geopolymer Ceramic Reinforced Sn-0. 7Cu Solder. IOP Conf. Ser. Mater. Sci. Eng. 2020, 864, 012041. [Google Scholar] [CrossRef]
- Hussein, S.S.; Fawzi, N.M. Behavior of Geopolymer Concrete Reinforced by Sustainable Copper Fibre. IOP Conf. Ser. Earth Environ. Sci. 2021, 856, 012022. [Google Scholar] [CrossRef]
- Hussein, S.S.; Fawzi, N.M. Influence of Using Various Percentages of Slag on Mechanical Properties of Fly Ash-based Geo-polymer Concrete. J. Eng. 2021, 27, 50–67. [Google Scholar] [CrossRef]
- Morsy, M.S.; Alsayed, S.H.; Al-Salloum, Y.; Almusallam, T.H. Effect of Sodium Silicate to Sodium Hydroxide Ratios on Strength and Microstructure of Fly Ash Geopolymer Binder. Arab. J. Sci. Eng. 2014, 39, 4333–4339. [Google Scholar] [CrossRef]
- Liyana, J.; Al Bakri, A.M.M.; Hussin, K.; Ruzaidi, C.; Azura, A.R. Effect of fly ash/alkaline activator ratio and sodium sili-cate/NaoH ratio on fly ash geopolymer coating strength. Key Eng. Mater. 2014, 594–595, 146–150. [Google Scholar] [CrossRef]
- Abdullah, M.M.A.B.; Kamarudin, H.; Nizar, I.K.; Bnhussain, M.; Zarina, Y.; Rafiza, A. Correlation between Na2SiO3/NaOH ratio and fly ash/alkaline activator ratio to the strength of geopolymer. Adv. Mater. Res. 2012, 341–342, 189–193. [Google Scholar] [CrossRef]
- Niş, A. Compressive strength variation of alkali activated fly ash/slag concrete with different NaOH concentrations and so-dium silicate to sodium hydroxide ratios. J. Sustain. Constr. Mater. Technol. 2019, 4, 351–360. [Google Scholar] [CrossRef]
- Abdullah, M.M.A.; Kamarudin, H.; Bnhussain, M.; Nizar, I.K.; Rafiza, A.; Zarina, Y. The relationship of NaOH molarity, Na2SiO3/NaOH ratio, fly ash/alkaline activator ratio, and curing temperature to the strength of fly ash-based geopolymer. Adv. Mater. Res. 2011, 328–330, 1475–1482. [Google Scholar] [CrossRef]
- Das, S.K.; Shrivastava, S. Influence of molarity and alkali mixture ratio on ambient temperature cured waste cement concrete based geopolymer mortar. Constr. Build. Mater. 2021, 301, 124380. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Srinivasula, R.M.; Dinakar, P.; Rao, B.K.; Satpathy, B.N.; Mohanty, A. Effect of Na2 SiO3/NaOH Ratios and NaOH Molarities on Compressive Strength of Fly-Ash-Based Geopolymer. Geo-Chicago 2016 2012, 109, 503. [Google Scholar] [CrossRef]
- Ryu, G.S.; Lee, Y.B.; Koh, K.T.; Chung, Y.S. The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr. Build. Mater. 2013, 47, 409–418. [Google Scholar] [CrossRef]
- Lee, N.; Lee, H. Setting and mechanical properties of alkali-activated fly ash/slag concrete manufactured at room temperature. Constr. Build. Mater. 2013, 47, 1201–1209. [Google Scholar] [CrossRef]
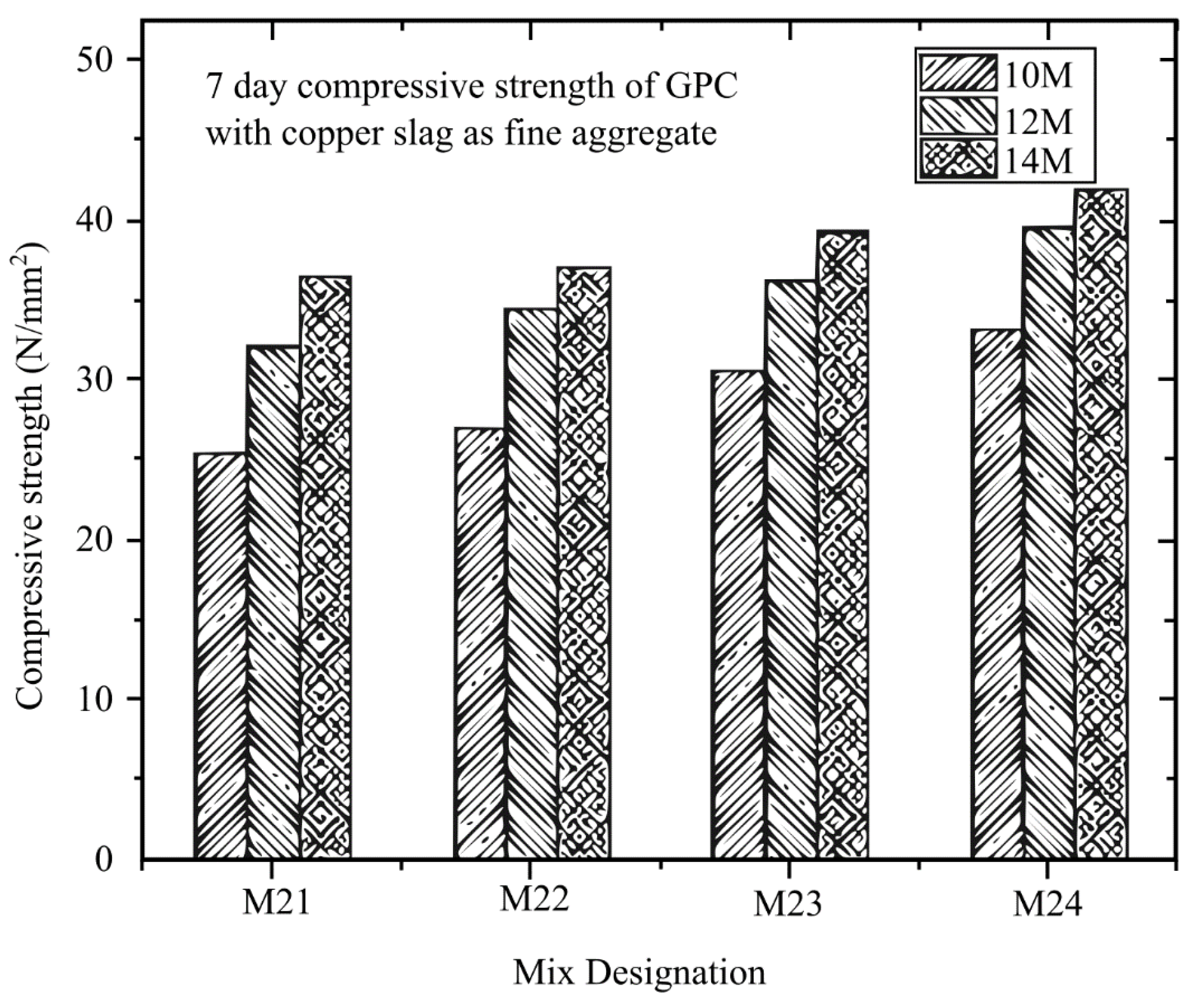
- Rathanasalam, V.; Perumalsami, J.; Jayakumar, K. Characteristics of blended geopolymer concrete using ultrafine ground granulated blast furnace slag and copper slag. Ann. Chim. Sci. Des. Mater. 2020, 44, 433–439. [Google Scholar] [CrossRef]
- Rathanasalam, V.; Perumalsami, J.; Jayakumar, K. Design and development of sustainable geopolymer using industrial copper byproduct. J. Clean. Prod. 2021, 278, 123565. [Google Scholar] [CrossRef]
- Fakhrabadi, A.; Ghadakpour, M.; Choobbasti, A.J.; Kutanaei, S.S. Evaluating the durability, microstructure and mechanical properties of a clayey-sandy soil stabilized with copper slag-based geopolymer against wetting-drying cycles. Bull. Eng. Geol. Environ. 2021, 80, 5031–5051. [Google Scholar] [CrossRef]
- Saha, S.; Rajasekaran, C. Enhancement of the properties of fly ash based geopolymer paste by incorporating ground granulated blast furnace slag. Constr. Build. Mater. 2017, 146, 615–620. [Google Scholar] [CrossRef]
- Temuujin, J.; Williams, R.; van Riessen, A. Effect of mechanical activation of fly ash on the properties of geopolymer cured at ambient temperature. J. Mater. Process. Technol. 2009, 209, 5276–5280. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Patent Number | Title | Inventor/s | Granted/Publication Date | Patent Summary |
|---|---|---|---|---|---|
| 1 | US4980242A | Fibre-reinforced metal composite | Tadashi Yamamoto, Michiyuki Suzuki, Yoshiharu Waku, Masahiro Tokuse [65] | 25 December 1990 |
|
| 2 | US6056915A | Rapid manufacture of metal and ceramic tooling | Mohammad Behi, Mike Zedalis, James M. Schoonover [66] | 2 May 2000 |
|
| 3 | US6376098B1 | Low-temperature, high-strength metal-matrix composite for rapid-prototyping and rapid-tooling | Furqan Zafar Shaikh, Howard Douglas Blair, Tsung-Yu Pan [67] | 23 April 2002 |
|
| 4 | US20020187065A1 | Method for the rapid fabrication of mould inserts | Herman Amaya, Dennis Crounse [68] | 12 December 2002 |
|
| 5 | WO2017070748A1 | Geopolymer composite and geopolymer matrix composition | Behzad Nematollahi, Jay Sanjayan [69] | 4 May 2017 |
|
| 6 | CN106082898A | 3D printed geopolymer composite material, its production and applications | Lin Xi Qiang, Li Jing Fang, Zhang Tao, Huo Liang, Li Guo You, Zhang Nan, Liao Juan, Wang Bao Hua, Ji Wen Zhan [70] | 31 July 2018 |
|
| Mould Base Material | Example of Material |
|---|---|
| Carbon steel | 1018 |
| 1050 | |
| Alloy steel | AISI 4130 |
| AISI M2 | |
| Stainless steel | 420 |
| 316L | |
| 17-4 PH | |
| Tool steel | O-1 |
| A-6 | |
| S-7 | |
| D-2 | |
| P-20 | |
| H13 |
| Parameter | Time to Reach Ejection Temperature (s) | Mould Core Insert Temperature (°C) | Volumetric Shrinkage (%) | Warpage (mm) | |
|---|---|---|---|---|---|
| Material | |||||
| Pure copper | 8.804 | 28.10 | 1.605 | 0.1602 | |
| Tool steel | 12.400 | 76.82 | 1.759 | 0.1700 | |
| Beryllium copper | 9.483 | 41.62 | 1.160 | 0.1614 | |
| Name | EP250 | NeuKadur VGSP5 | EPO 752 | XD4532 or XD4533 | Reshape-Express 2000™ |
|---|---|---|---|---|---|
| Resin Producer | MCP HEK Tooling GmbH, Lubeck, Germany | Altropol Kunststoff GmbH, Stockelsdorf, Germany | Axson Technologies (Shanghai) Co., Ltd., Shanghai, China | Ciba Specialty Chemicals Holding Inc., Basel, Switzerland | |
| Density (kg/m3) | 2 | 2.8 | 1.7–1.78 | 1.7 ± 0.02 | 1.8 |
| Tensile strength (MPa) | 67 | 50 | 49 | 38 ± 4 | 62 |
| Compressive strength (MPa) | 260 | 180 | NA | 145 ± 5 | 251 |
| Flexural strength (MPa) | 120 | NA | 88 | 90 ± 5 | 82 |
| Deflexion temperature (°C) | 250 | 150 | 195 | 220 | 234 |
| Linear expansion (×106 mm/K) | 30–35 | 30–35 | 50 | NA | 42 |
| Hardness | 112 (Rc) | 90 (Shore D) | 90 (Shore D15) | 90 (Shore D) | 91 (Shore D) |
| Researchers | Epoxy Resin/Hardener | Particles/Fillers Used | Weight Percentage of Filler (wt. %) | Particle Size | Mechanical Test | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Arithmetic Mean Roughness (Ra) (µm) | Flexural Strength (MPa) | Hardness Test (RH) | Thermal Conductivity (W/m·K) | Fatigue Test | Tensile Strength (MPa) | Compressive Strength (MPa) | Vickers Hardness (kgF/mm2) | Shore D Hardness Test | Density (g/cm3) | Thermal Diffusivity (mm2/s) | Surface Roughness | ||||||
| 1. | Tomori et al. (2004) [110] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2. | Senthilkumar et al. (2012) [111] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3. | Srivastava and Verma (2015) [27] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4. | Fernandes et al. (2016) [26] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5. | Khushairi et al. (2017) [112] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 6. | Kuo and Lin (2019) [113] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| No. | Researchers | Curing Days | Curing Temperature | Material Composition | Mechanical Properties | Result |
|---|---|---|---|---|---|---|
| 1. | Girish et al. (2017) [131] |
|
|
|
|
|
| 2. | Girish et al. (2018) [132] |
|
|
|
|
|
| 3. | Izzati et al. (2020) [133] |
|
|
|
|
|
| 4. | Hussein and Fawzi (2021) [134] |
|
|
|
|
|
| 5. | Hussein and Fawzi (2021) [135] |
|
|
|
|
|
| Curing Period in Days | Compressive Strength (MPA) | Flexural Strength (MPa) | Split Tensile Strength (MPa) | Modulus of Elasticity (MPa) | Flexural Strength of Beams Sliced From Slab |
|---|---|---|---|---|---|
| 7 | 45.22 | 3.85 | - | - | 4.05 |
| 28 | 56.41 | 4.63 | 3.96 | 37,471.44 | 4.95 |
| 56 | 71.78 | 5.42 | 4.96 | 38,197.20 | 5.22 |
| No. | Researchers | The Ratio of Sodium Silicate/Sodium Hydroxide | The Ratio of Fly Ash/Alkaline Activator | Curing Temperature and Days | Mechanical Properties | Result |
|---|---|---|---|---|---|---|
| 1. | Morsy et al. (2014) [136] |
|
|
|
|
|
| 2. | Liyana et al. (2014) [137] |
|
|
|
|
|
| 3. | Bakri et al. (2011) [138] |
|
|
|
|
|
| 4. | Nis (2019) [139] |
|
|
|
|
|
| 5. | Abdullah et al. (2021) [140] |
|
|
|
|
|
| No. | Researchers | Curing Days | Curing Temperature | NaOH Molarity | Material Composition | Mechanical Properties | Result |
|---|---|---|---|---|---|---|---|
| 1. | Bakri et al. (2011) [142] |
|
|
|
|
|
|
| 2. | Gum et al. (2013) [143] |
|
|
|
|
|
|
| 3. | Lee et al. (2013) [144] |
|
|
|
|
|
|
| 4. | Rathanasalam et al. (2020) [145] |
|
|
|
|
|
|
| 5. | Khan et al. (2021) [146] |
|
|
|
|
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, A.T.M.; Rahim, S.Z.A.; Al Bakri Abdullah, M.M.; Nabialek, M.; Abdellah, A.E.-h.; Rennie, A.; Tahir, M.F.M.; Titu, A.M. Potential of New Sustainable Green Geopolymer Metal Composite (GGMC) Material as Mould Insert for Rapid Tooling (RT) in Injection Moulding Process. Materials 2023, 16, 1724. https://doi.org/10.3390/ma16041724
Yin ATM, Rahim SZA, Al Bakri Abdullah MM, Nabialek M, Abdellah AE-h, Rennie A, Tahir MFM, Titu AM. Potential of New Sustainable Green Geopolymer Metal Composite (GGMC) Material as Mould Insert for Rapid Tooling (RT) in Injection Moulding Process. Materials. 2023; 16(4):1724. https://doi.org/10.3390/ma16041724
Chicago/Turabian StyleYin, Allice Tan Mun, Shayfull Zamree Abd Rahim, Mohd Mustafa Al Bakri Abdullah, Marcin Nabialek, Abdellah El-hadj Abdellah, Allan Rennie, Muhammad Faheem Mohd Tahir, and Aurel Mihail Titu. 2023. "Potential of New Sustainable Green Geopolymer Metal Composite (GGMC) Material as Mould Insert for Rapid Tooling (RT) in Injection Moulding Process" Materials 16, no. 4: 1724. https://doi.org/10.3390/ma16041724
APA StyleYin, A. T. M., Rahim, S. Z. A., Al Bakri Abdullah, M. M., Nabialek, M., Abdellah, A. E. -h., Rennie, A., Tahir, M. F. M., & Titu, A. M. (2023). Potential of New Sustainable Green Geopolymer Metal Composite (GGMC) Material as Mould Insert for Rapid Tooling (RT) in Injection Moulding Process. Materials, 16(4), 1724. https://doi.org/10.3390/ma16041724