

Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review

 ,
,  ,
,  , and
, and
Abstract
:Highlights
- A full review article on the corrosion behaviour of additive manufacturing (AM) of metallic parts is presented with the aim of covering the significant lack of information on this subject.
- Corrosion resistance of light metallic systems and duplex stainless steels objects obtained by additive manufacturing (AM) processes is critically discussed, based on the synergism between variables linked with chemical composition, manufacturing processes, and service conditions.
- Methodologies for improving the corrosion resistance of metallic parts produced by additive manufacturing (AM) are highlighted.
- The available data allow us to state that potentiodynamic corrosion tests are the best methodology to characterize metal additive manufacturing (MAM) corrosion and this unique test should be selected for the evaluation of this phenomenon. There is a gap in knowledge and test procedure to properly identify the relationship between defects and corrosion behaviour of the most studied metal additive manufacturing (MAM) systems.
Abstract
1. Introduction
2. Additive Manufacturing Processes Classification
2.1. Introduction
- Powder bed technologies. Within this group, a classification can also be made according to the energy source used for deposition. Here, we find Selective Laser Melting (SLM), Electron Beam Melting (EBM), or precision inkjet printing in which the metal powder is mixed with a binder, so that after deposition the piece is sintered, resulting in the final model.
- Blown powder technologies, also known as Laser Metal Deposition, LMD, or Laser cladding, wherein both are based on the availability of the metal powder to blow coaxially to the laser beam, which melts the powder onto a metal substrate to form a metallurgical bond upon cooling to room temperature.
2.2. Additive Metallurgy by Direct Energy Deposition Processes (DED)
2.2.1. Additive Metallurgy by Laser Melting Deposition (LMD)
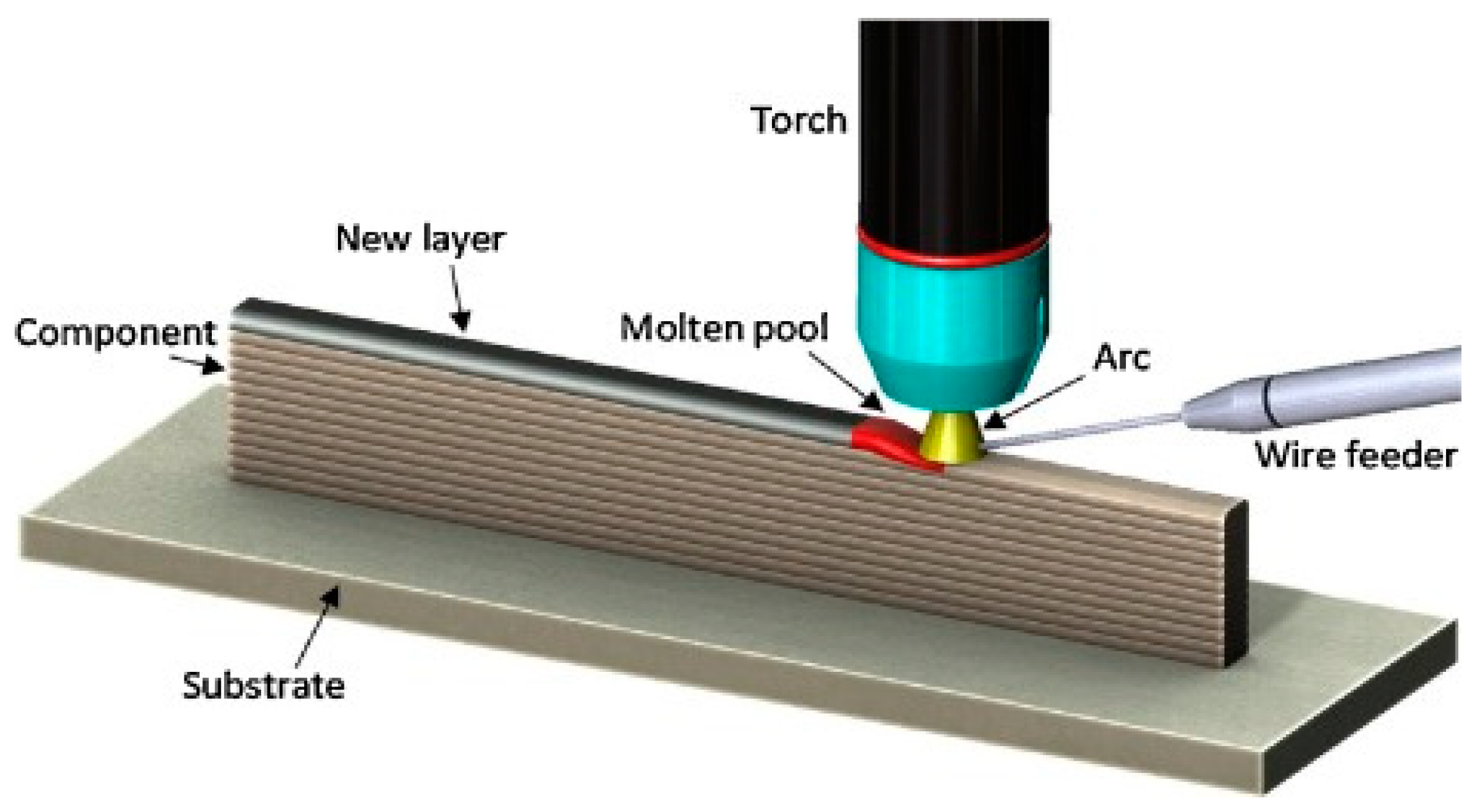
2.2.2. Additive Metallurgy by Wire Arc Additive Manufacturing Processes (WAAM)
2.3. Additive Metallurgy by Powder Bed Fusion Processes (PBF)
2.3.1. Additive Metallurgy by Laser Powder Bed Fusion (L-PBF)
2.3.2. Additive Metallurgy by Electron Beam Melting (EBM)
2.4. Additive Metallurgy by Hybrid-AM Techniques
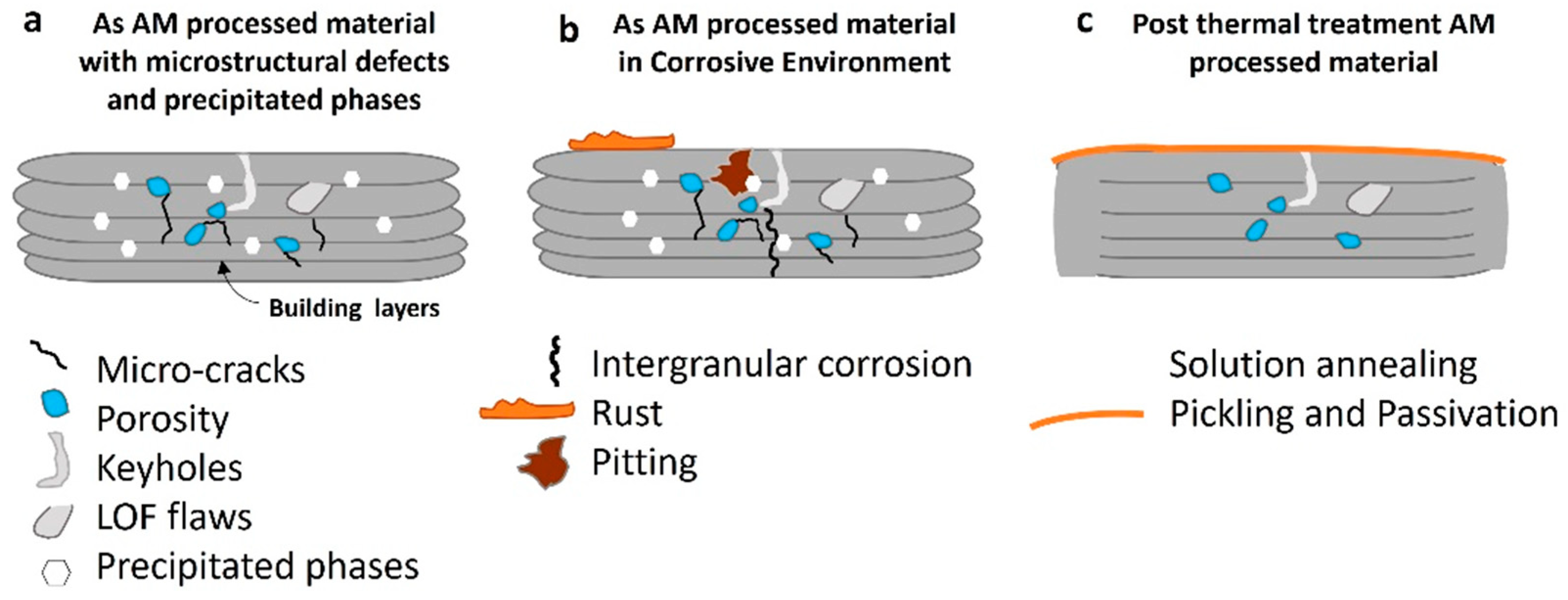
3. Defects in Metallic Systems Due to AM Processes
Classification and Identification
4. Light Metals and Additive Manufacturing
4.1. Main Process and Associated Problems
4.1.1. Aluminium Alloys
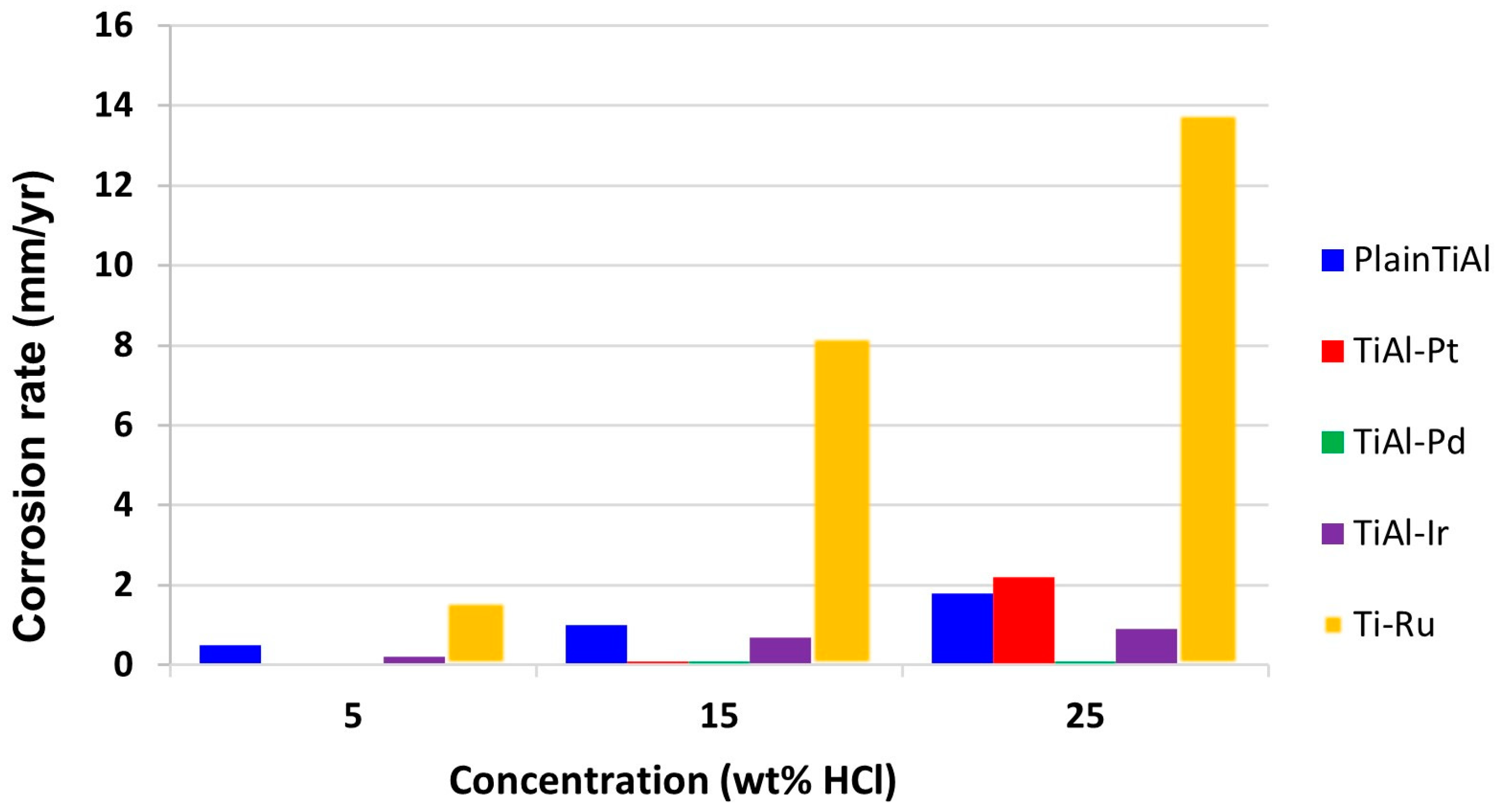
4.1.2. Titanium Alloys
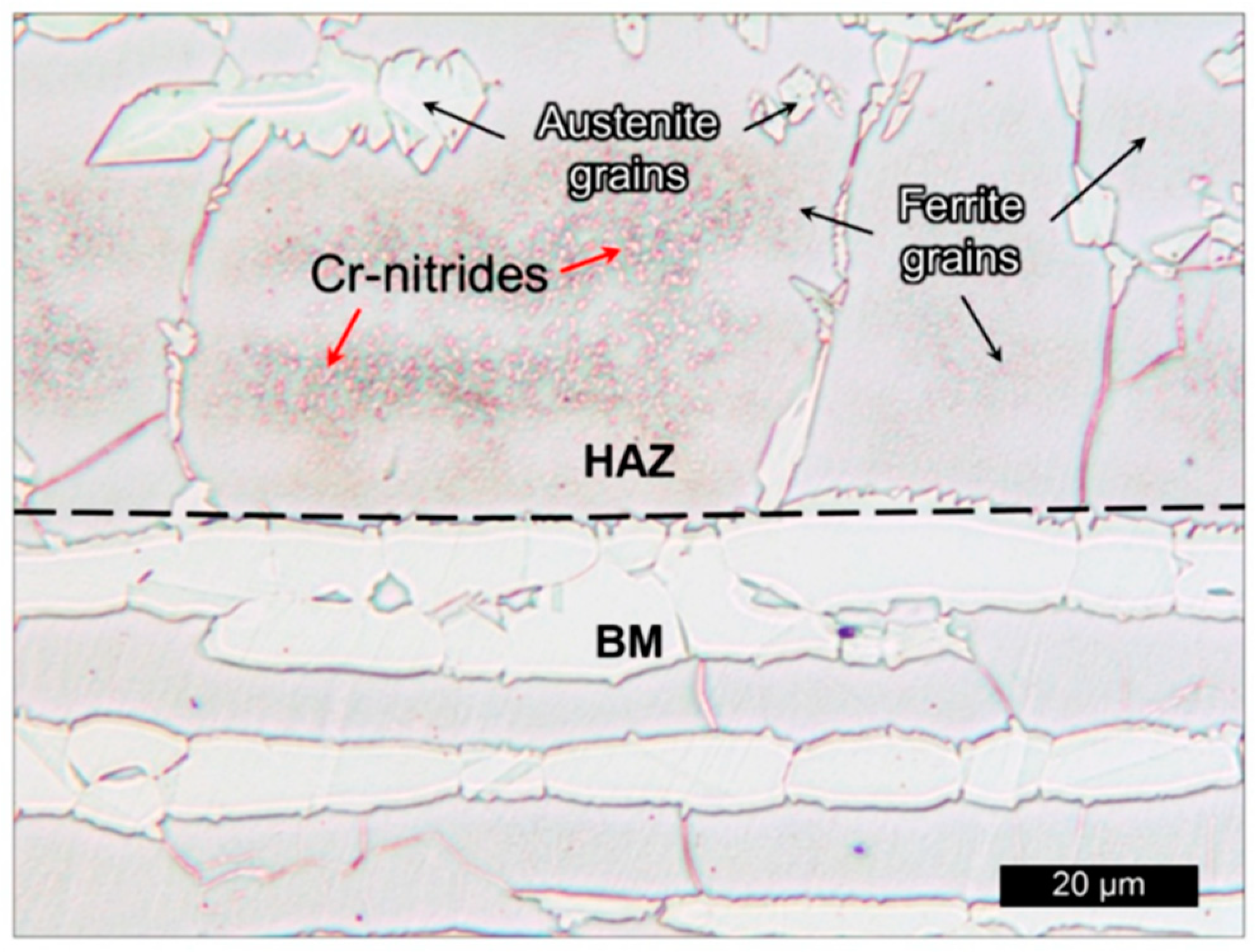
5. Duplex Stainless Steels and Additive Manufacturing
5.1. Main AM Processes and Associated Problems
5.1.1. Wire Arc Additive Manufacturing Processes
5.1.2. Selective Laser Melting Processes
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Glossary
| Abbreviation | Item |
| AM | Additive Manufacturing |
| BM | Base Metal |
| CMT | Cold Metal Transfer |
| CNC | Computer Numerical Control |
| CT | Computed Tomography |
| DED | Direct Energy Deposition |
| DLD | Direct Laser Deposition |
| DSS | Duplex Stainless Steels |
| EBM | Electron Beam Melting |
| EBSD | Electron Backscatter Diffraction |
| FC | Flux-Cored |
| FGM | Functionally Graded Materials |
| GMAW | Gas Metal Arc Welding |
| GP | Gas Porosity |
| HAZ | Heat-Affected Zone |
| HDSS | Hyperduplex Stainless Steels |
| HIP | Hot Isostatic Pressing |
| LMD | Laser Metal Deposition |
| LOF | Lack-of-Fusion |
| LTNC-SRP | Low temperature nitrocarburization by solidreagent pyrolisis |
| MAM | Metal additive manufacturing |
| MPB | Melt Pool Border |
| MPZ | Melt Pool Zone |
| NAB | Nickel-Aluminium-Bronze alloys |
| PBF | Powder Bed Fusion |
| PBFAM | Powder bed fusion additive manufacturing |
| SDSS | Superduplex Stainless Steels |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| VSCE | Electrode potential measured versus Saturated Calomel Electrode |
| WAAM | Wire Arc Additive Manufacturing |
References
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473. [Google Scholar] [CrossRef]
- Zhang, Q.; Guan, Y. Application of metal additive manufacturing in oral dentistry. Curr. Opin. Biomed. Eng. 2023, 25, 100441. [Google Scholar] [CrossRef]
- Seiti, M.; Ginestra, P. Additive Manufacturing for orthopedic applications: Case study on market impact. Procedia Comput. Sci. 2023, 217, 737–745. [Google Scholar] [CrossRef]
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466. [Google Scholar] [CrossRef]
- Madhavadas, V.; Srivastava, D.; Chadha, U.; Raj, S.A.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M. A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J. Manuf. Sci. Technol. 2022, 39, 18–36. [Google Scholar] [CrossRef]
- Monteiro, H.; Carmona-Aparicio, G.; Lei, I.; Despeisse, M. Energy and material efficiency strategies enabled by metal additive manufacturing—A review for the aeronautic and aerospace sectors. Energy Rep. 2022, 8, 298–305. [Google Scholar] [CrossRef]
- Schindelholz, E.J.; Melia, M.A.; Rodelas, J.M. Corrosion of Additively Manufactured Stainless Steels—Process, Structure, Performance: A Review. Corrosion 2021, 77, 484–503. [Google Scholar] [CrossRef]
- Sander, G.; Tan, J.; Balan, P.; Gharbi, O.; Feenstra, D.; Singer, L.; Thomas, S.; Kelly, R.; Scully, J.; Birbilis, N. Corrosion of Additively Manufactured Alloys: A Review. Corrosion 2018, 74, 1318–1350. [Google Scholar] [CrossRef] [Green Version]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2021, 52, 1309–1313. [Google Scholar] [CrossRef]
- Orzolek, S.M.; Semple, J.K.; Fisher, C.R. Influence of processing on the microstructure of nickel aluminum bronze (NAB). Addit. Manuf. 2022, 56, 10285. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Additive Manufacturing-General Principles-Terminology. International Organization for Standarization: Geneva, Switzerland, 2015. Available online: www.iso.orgwww.astm.org (accessed on 19 January 2023).
- Kumar, S.A.; Prasad, R. Basic principles of additive manufacturing: Different additive manufacturing technologies. In Additive Manufacturing; Woodhead Publishing: Cambridge, UK, 2021; pp. 17–35. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33. [Google Scholar] [CrossRef] [Green Version]
- Javaid, M.; Ariz, A.; Tasneem, I.; Bharti, D.; Vaish, A.; Haleem, A. Is additive manufacturing of patient-specific implant is beneficial for orthopedics. Apollo Med. 2021, 18, 33. [Google Scholar] [CrossRef]
- Pereira, T.; Kennedy, J.V.; Potgieter, J. A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manuf. 2019, 30, 11–18. [Google Scholar] [CrossRef]
- Fathi, P.; Mohammadi, M.; Duan, X.; Nasiri, A.M. A comparative study on corrosion and microstructure of direct metal laser sintered AlSi10Mg_200C and die cast A360.1 aluminum. J. Mater. Process. Technol. 2019, 259, 1–14. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure, static properties, and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing: LENS and EBM. Eng. Fail. Anal. 2016, 69, 3–14. [Google Scholar] [CrossRef]
- Revilla, R.I.; Verkens, D.; Rubben, T.; De Graeve, I. Corrosion and Corrosion Protection of Additively Manufactured Aluminium Alloys—A Critical Review. Materials 2020, 13, 4804. [Google Scholar] [CrossRef]
- Dawes, J.; Bowerman, R.; Trepleton, R. Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain. Johns. Matthey Technol. Rev. 2015, 59, 243–256. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C.R. On The Corrosion and Metastable Pitting Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. J. Electrochem. Soc. 2017, 164, C250–C257. [Google Scholar] [CrossRef]
- Sun, G.; Shen, X.; Wang, Z.; Zhan, M.; Yao, S.; Zhou, R.; Ni, Z. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2018, 109, 71–83. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manogharan, G. Microstructure and Corrosion Resistance of Laser Additively Manufactured 316L Stainless Steel. JOM 2016, 68, 850–859. [Google Scholar] [CrossRef]
- Zhang, X.; Lv, Y.; Tan, S.; Dong, Z.; Zhou, X. Microstructure and corrosion behaviour of wire arc additive manufactured AA2024 alloy thin wall structure. Corros. Sci. 2021, 186, 109453. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Rosales, M.A.; Colegrove, P.A.; Hönnige, J.R.; Ho, A.; Fayolle, R.; Eyitayo, K.; Stan, I.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2018; pp. 251–253. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Li, X. Corrosion of metallic materials fabricated by selective laser melting. npj Mater. Degrad. 2019, 3, 24. [Google Scholar] [CrossRef] [Green Version]
- Otero, E.; Pardo, A.; Utrilla, V.; Saenz, E.; Álvarez, J. Corrosion behaviour of aisi 304l and 316l stainless steels prepared by powder metallurgy in the presence of sulphuric and phosphoric acid. Corros. Sci. 1998, 40, 1421–1434. [Google Scholar] [CrossRef]
- Maximenko, A.L.; Olevsky, E.A. Pore filling during selective laser melting—Assisted additive manufacturing of composites. Scr. Mater. 2018, 149, 75–78. [Google Scholar] [CrossRef]
- Housholder, R.F. Molding Process. U.S. Patent US06099333, 3 December 1979. [Google Scholar]
- Beaman, J.J.; Deckard, C.R. Selective Laser Sintering with Assisted Powder Handling. U.S. Patent US4938816A, 5 September 1989. [Google Scholar]
- Al-Shebeeb, O.A. An Investigation of the Metal Additive Manufacturing Issues and Perspective for Solutions Approach. In Concepts, Applications and Emerging Opportunities in Industrial Engineering; Books on Demand: Norderstedt, Germany, 2021. [Google Scholar] [CrossRef]
- Ma, F.; Zhang, H.; Hon, K.; Gong, Q. An optimization approach of selective laser sintering considering energy consumption and material cost. J. Clean. Prod. 2018, 199, 529–537. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Metallic additive manufacturing: State-of-the-art review and prospects. Mech. Ind. 2012, 13, 89–96. [Google Scholar] [CrossRef]
- Richardson, B.S.; Lind, R.F.; Lloyd, P.D.; Noakes, M.W.; Love, L.J.; Post, B.K. The design of an additive manufactured dual arm manipulator system. Addit. Manuf. 2018, 24, 467–478. [Google Scholar] [CrossRef]
- Murr, L. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53. [Google Scholar] [CrossRef] [Green Version]
- Zafer, Y.E.; Goel, S.; Ganvir, A.; Jansson, A.; Joshi, S. Encapsulation of Electron Beam Melting Produced Alloy 718 to Reduce Surface Connected Defects by Hot Isostatic Pressing. Materials 2020, 13, 1226. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Coemert, S.; Traeger, M.F.; Graf, E.C.; Lueth, T.C. Suitability Evaluation of various Manufacturing Technologies for the Development of Surgical Snake-like Manipulators from Metals Based on Flexure Hinges. Procedia CIRP 2017, 65, 1–6. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Jabnoun, N. Control processes for total quality management and quality assurance. Work. Study 2002, 51, 182–190. [Google Scholar] [CrossRef]
- Webster, S.; Lin, H.; Iii, F.M.C.; Ehmann, K.; Cao, J. Physical mechanisms in hybrid additive manufacturing: A process design framework. J. Mater. Process. Technol. 2021, 291, 117048. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Kim, F.H.; Moylan, S.P. Literature Review of Metal Additive Manufacturing Defects; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2018; pp. 1–17. [CrossRef]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Ding, J. Designing a WAAM Based Manufacturing System for Defence Applications. Procedia CIRP 2015, 37, 48–53. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.; Wang, Q.; Wang, X.; Tan, C.; Guo, M.; Gao, P. High cycle fatigue performance of AlSi10mg alloy produced by selective laser melting. Mech. Mater. 2020, 148, 103499. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Rauer, M.; Kaloudis, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater. Des. 2015, 83, 661–669. Available online: https://www.sciencedirect.com/science/article/pii/S026412751500413X (accessed on 10 February 2022). [CrossRef]
- Rollett, A. Finding Keyholes in Metal Additive Manufacturing|2020-03-11|Industrial Heating. Available online: https://www.industrialheating.com/articles/95529-finding-keyholes-in-metal-additive-manufacturing (accessed on 10 February 2022).
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef] [PubMed]
- Collins, P.C.; Bond, L.J.; Taheri, H.; Bigelow, T.A.; Shoaib, M.R.B.M.; Koester, L.W. Powder-based additive manufacturing—A review of types of defects, generation mechanisms, detection, property evaluation and metrology. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 172. [Google Scholar] [CrossRef]
- Snow, Z.; Diehl, B.; Reutzel, E.W.; Nassar, A. Toward in-situ flaw detection in laser powder bed fusion additive manufacturing through layerwise imagery and machine learning. J. Manuf. Syst. 2021, 59, 12–26. [Google Scholar] [CrossRef]
- Nassar, A.R.; Gundermann, M.A.; Reutzel, E.W.; Guerrier, P.; Krane, M.H.; Weldon, M.J. Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing. Sci. Rep. 2019, 9, 5038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Monzón Vivas, A. Thickness and Orientation Dependent Surface Roughness and Internal Defect Characterization of SLM Ti-6Al-4V. Available online: https://riunet.upv.es/handle/10251/163329 (accessed on 10 February 2022).
- Blinn, B.; Klein, M.; Gläßner, C.; Smaga, M.; Aurich, J.C.; Beck, T. An Investigation of the Microstructure and Fatigue Behavior of Additively Manufactured AISI 316L Stainless Steel with Regard to the Influence of Heat Treatment. Metals 2018, 8, 220. [Google Scholar] [CrossRef] [Green Version]
- Roehling, T.T.; Wu, S.S.; Khairallah, S.A.; Roehling, J.D.; Soezeri, S.S.; Crumb, M.F.; Matthews, M.J. Modulating laser intensity profile ellipticity for microstructural control during metal additive manufacturing. Acta Mater. 2017, 128, 197–206. Available online: https://www.sciencedirect.com/science/article/pii/S1359645417301167 (accessed on 10 February 2022). [CrossRef]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Ma, P.; Zhai, Y. The effect of inter-layer cold working and post-deposition heat treatment on porosity in additively manufactured aluminum alloys. J. Mater. Process. Technol. 2016, 230, 26–34. [Google Scholar] [CrossRef]
- Derekar, K.; Lawrence, J.; Melton, J.; Addison, A.; Zhang, X.; Xu, L. Influence of interpass temperature on wire arc additive manufacturing (WAAM) of aluminium alloy components. In Proceedings of the IIW 2018—International Conference on Advanced Welding and Smart Fabrication Technologies, Bali, Indonesia, 15–20 July 2018; EDP Sciences: Les Ulis, France, 2019; Volume 269, p. 05001. [Google Scholar] [CrossRef]
- Hauser, T.; Reisch, R.T.; Breese, P.P.; Lutz, B.S.; Pantano, M.; Nalam, Y.; Bela, K.; Kamps, T.; Volpp, J.; Kaplan, A.F. Porosity in wire arc additive manufacturing of aluminium alloys. Addit. Manuf. 2021, 41, 101993. [Google Scholar] [CrossRef]
- Ibrahim, H.; Jahadakbar, A.; Dehghan, A.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M. In Vitro Corrosion Assessment of Additively Manufactured Porous NiTi Structures for Bone Fixation Applications. Metals 2018, 8, 164. [Google Scholar] [CrossRef] [Green Version]
- Qiu, X. Microstructure and corrosion properties of Al2CrFeCo CuNiTi high entropy alloys prepared by additive manufacturing. J. Alloy. Compd. 2021, 887, 161422. [Google Scholar] [CrossRef]
- Javadi, Y.; MacLeod, C.N.; Pierce, S.G.; Gachagan, A.; Lines, D.; Mineo, C.; Ding, J.; Williams, S.; Vasilev, M.; Mohseni, E.; et al. Ultrasonic phased array inspection of a Wire+ Arc Additive Manufactured (WAAM) sample with intentionally embedded defects. Addit. Manuf. 2019, 29, 100806. Available online: https://www.sciencedirect.com/science/article/pii/S221486041930524X (accessed on 11 February 2022). [CrossRef]
- Ye, D.; Hong, G.S.; Zhang, Y.; Zhu, K.; Fuh, J.Y.H. Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 96, 2791–2801. [Google Scholar] [CrossRef]
- Romano, S.; Abel, A.; Gumpinger, J.; Brandão, A.; Beretta, S. Quality control of AlSi10Mg produced by SLM: Metallography versus CT scans for critical defect size assessment. Addit. Manuf. 2019, 28, 394–405. [Google Scholar] [CrossRef]
- Nourian-Avval, A.; Fatemi, A. Characterization and Analysis of Porosities in High Pressure Die Cast Aluminum by Using Metallography, X-Ray Radiography, and Micro-Computed Tomography. Materials 2020, 13, 3068. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.W.; Bi, G.; Zheng, H.Y. Porosity formation and gas bubble retention in laser metal deposition. Appl. Phys. A 2009, 97, 641–649. [Google Scholar] [CrossRef]
- Kang, Y.-J.; Yang, S.; Kim, Y.-K.; AlMangour, B.; Lee, K.-A. Effect of post-treatment on the microstructure and high-temperature oxidation behaviour of additively manufactured inconel 718 alloy. Corros. Sci. 2019, 158, 108082. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire arc additive manufacturing of functionally graded material for marine risers. Mater. Sci. Eng. A 2020, 792, 139530. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.-K.; Beese, A.M. Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. Available online: https://www.sciencedirect.com/science/article/pii/S1359645416310187 (accessed on 11 February 2022). [CrossRef]
- Shang, Y.; Yuan, Y.; Li, D.; Li, Y.; Chen, J. Effects of scanning speed on in vitro biocompatibility of 316L stainless steel parts elaborated by selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 92, 4379–4385. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Soe, S.; Lacan, F.; Setchi, R. Effect of hot cracking on the mechanical properties of Hastelloy X superalloy fabricated by laser powder bed fusion additive manufacturing. Opt. Laser Technol. 2019, 124, 105984. [Google Scholar] [CrossRef]
- Qiu, Z.; Wu, B.; Zhu, H.; Wang, Z.; Hellier, A.; Ma, Y.; Li, H.; Muransky, O.; Wexler, D. Microstructure and mechanical properties of wire arc additively manufactured Hastelloy C276 alloy. Mater. Des. 2020, 195, 109007. Available online: https://www.sciencedirect.com/science/article/pii/S0264127520305414 (accessed on 11 February 2022). [CrossRef]
- Kim, J.H.; Anderson, J.; Hoden, B. Electronics Chassis with Oscillating Heat Pipe (OHP). U.S. Patent No. 11,112,840, 7 September 2021. Available online: https://patents.google.com/patent/US11112840B2/en (accessed on 14 February 2022).
- US11097487Patents|PatentGuru. Available online: https://www.patentguru.com/search?q=US11097487 (accessed on 14 February 2022).
- US11097350Patents|PatentGuru. Available online: https://www.patentguru.com/search?q=US11097350 (accessed on 14 February 2022).
- Monteiro, W.A. Light Metal Alloys Applications; Books on Demand GmbH: Norderstedt, Germany, 2014. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. Available online: https://www.sciencedirect.com/science/article/pii/S007964251930060X (accessed on 14 February 2022). [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. The Effect of Selective Laser Melting Process Parameters on the Microstructure and Mechanical Properties of Al6061 and AlSi10Mg Alloys. Materials 2018, 12, 12. [Google Scholar] [CrossRef] [Green Version]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Nezhadfar, P.; Thompson, S.; Saharan, A.; Phan, N.; Shamsaei, N. Structural integrity of additively manufactured aluminum alloys: Effects of build orientation on microstructure, porosity, and fatigue behavior. Addit. Manuf. 2021, 47, 102292. [Google Scholar] [CrossRef]
- Amanov, A. Effect of local treatment temperature of ultrasonic nanocrystalline surface modification on tribological behavior and corrosion resistance of stainless steel 316L produced by selective laser melting. Surf. Coat. Technol. 2020, 398, 126080. [Google Scholar] [CrossRef]
- Laleh, M.; Haghdadi, N.; Hughes, A.E.; Primig, S.; Tan, M.Y. Enhancing the repassivation ability and localised corrosion resistance of an additively manufactured duplex stainless steel by post-processing heat treatment. Corros. Sci. 2022, 198, 110106. [Google Scholar] [CrossRef]
- Fathi, P.; Mohammadi, M.; Duan, X.; Nasiri, A.M. Effects of Surface Finishing Procedures on Corrosion Behavior of DMLS-AlSi10Mg_200C Alloy Versus Die-Cast A360.1 Aluminum. JOM 2019, 71, 1748–1759. [Google Scholar] [CrossRef]
- Zeng, F.-L.; Wei, Z.-L.; Li, J.-F.; Li, C.-X.; Tan, X.; Zhang, Z.; Zheng, Z.-Q. Corrosion mechanism associated with Mg2Si and Si particles in Al–Mg–Si alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 2559–2567. [Google Scholar] [CrossRef]
- Revilla, R.I.; De Graeve, I. Influence of Si Content on the Microstructure and Corrosion Behavior of Additive Manufactured Al-Si Alloys. J. Electrochem. Soc. 2018, 165, C926. [Google Scholar] [CrossRef]
- Gu, X.-H.; Zhang, J.-X.; Fan, X.-L.; Zhang, L.-C. Corrosion Behavior of Selective Laser Melted AlSi10Mg Alloy in NaCl Solution and Its Dependence on Heat Treatment. Acta Met. Sin. Engl. Lett. 2019, 33, 327–337. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.; Zhang, J.; Fan, X.; Dai, N.; Xiao, Y.; Zhang, L.-C. Abnormal corrosion behavior of selective laser melted AlSi10Mg alloy induced by heat treatment at 300 °C. J. Alloy. Compd. 2019, 803, 314–324. [Google Scholar] [CrossRef]
- Berlanga-Labari, C.; Biezma-Moraleda, M.V.; Rivero, P.J. Corrosion of Cast Aluminum Alloys: A Review. Metals 2020, 10, 1384. [Google Scholar] [CrossRef]
- Liu, D.; Atkinson, H.V.; Kapranos, P.; Jirattiticharoean, W.; Jones, H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys. Mater. Sci. Eng. A 2003, 361, 213–224. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H.S. The Additive Manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Laquai, R.; Müller, B.R.; Kasperovich, G.; Haubrich, J.; Requena, G.; Bruno, G. X-ray refraction distinguishes unprocessed powder from empty pores in selective laser melting Ti-6Al-4V. Mater. Res. Lett. 2018, 6, 130–135. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.-C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Bermingham, M.; McDonald, S.; Nogita, K.; John, D.S.; Dargusch, M. Effects of boron on microstructure in cast titanium alloys. Scr. Mater. 2008, 59, 538–541. [Google Scholar] [CrossRef]
- Chiu, T.-M.; Mahmoudi, M.; Dai, W.; Elwany, A.; Liang, H.; Castaneda, H. Corrosion assessment of Ti-6Al-4V fabricated using laser powder-bed fusion additive manufacturing. Electrochim. Acta 2018, 279, 143–151. [Google Scholar] [CrossRef]
- Mwamba, I.A.; Cornish, L.A.; Van der Lingen, E. Effect of platinum group metal addition on microstructure and corrosion behaviour of Ti–47·5 at-%Al. Corros. Eng. Sci. Technol. 2014, 49, 180–188. [Google Scholar] [CrossRef] [Green Version]
- Lo, K.H.; Kwok, C.T.; Chan, W.K.; Kuan, H.C.; Lai, K.K.; Wang, K.Y. Duplex Stainless Steels. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 1150–1160. [Google Scholar] [CrossRef]
- Alvarez-Armas, I.; Degallaix-Moreuil, S. Duplex Stainless Steels; John Wiley and Sons: Hoboken, NJ, USA, 2009. [Google Scholar] [CrossRef]
- Nilsson, J.O.; Chai, G. The physical metallurgy of duplex stainless steels. Proc. Duplex Stainl. Steel 1997, 97, 73–82. [Google Scholar]
- Llorca-Isern, N.; López-Luque, H.; López-Jiménez, I.; Biezma, M.V. Identification of sigma and chi phases in duplex stainless steels. Mater. Charact. 2016, 112, 20–29. [Google Scholar] [CrossRef] [Green Version]
- Biserova-Tahchieva, A.; Chatterjee, D.; van Helvoort, A.T.; Llorca-Isern, N.; Cabrera, J.M. Effect of the nanostructuring by high-pressure torsion process on the secondary phase precipitation in UNS S32750 Superduplex stainless steel. Mater. Charact. 2022, 183, 111639. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Y.; Tang, S.; Zhang, W.; Liu, Z. Edge cracking prevention in 2507 super duplex stainless steel by twin-roll strip casting and its microstructure and properties. J. Mater. Process. Technol. 2019, 266, 246–254. [Google Scholar] [CrossRef]
- Tavares, S.; Pardal, J.; Almeida, B.; Mendes, M.; Freire, J.; Vidal, A. Failure of superduplex stainless steel flange due to inadequate microstructure and fabrication process. Eng. Fail. Anal. 2018, 84, 1–10. [Google Scholar] [CrossRef]
- Sun, Z.J.; Tan, X.P.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Wang, G.; Liu, Q.; Rao, H.; Liu, H.; Qiu, C. Influence of porosity and microstructure on mechanical and corrosion properties of a selectively laser melted stainless steel. J. Alloy. Compd. 2020, 831, 154815. [Google Scholar] [CrossRef]
- Eriksson, M.; Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Aune, R.; Ren, X.; Akselsen, O. Additive manufacture of superduplex stainless steel using WAAM. MATEC Web Conf. 2018, 188, 03014. [Google Scholar] [CrossRef]
- A Hosseini, V.; Högström, M.; Hurtig, K.; Bermejo, M.A.V.; Stridh, L.-E.; Karlsson, L. Wire-arc additive manufacturing of a duplex stainless steel: Thermal cycle analysis and microstructure characterization. Weld. World 2019, 63, 975–987. [Google Scholar] [CrossRef] [Green Version]
- Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals 2020, 10, 272. [Google Scholar] [CrossRef] [Green Version]
- Hejripour, F.; Binesh, F.; Hebel, M.; Aidun, D.K. Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J. Mater. Process. Technol. 2019, 272, 58–71. [Google Scholar] [CrossRef]
- Knezović, N.; Garašić, I.; Jurić, I. Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials 2020, 13, 5795. [Google Scholar] [CrossRef]
- Posch, G.; Chladil, K.; Chladil, H. Material properties of CMT—Metal additive manufactured duplex stainless steel blade-like geometries. Weld. World 2017, 61, 873–882. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, F.; Wu, S. The microstructure and mechanical properties of duplex stainless steel components fabricated via flux-cored wire arc-additive manufacturing. J. Manuf. Process. 2021, 69, 204–214. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, F.; Wu, S. Improvement of pitting corrosion resistance of wire arc additive manufactured duplex stainless steel through post-manufacturing heat-treatment. Mater. Charact. 2020, 171, 110743. [Google Scholar] [CrossRef]
- Tavares, S.; Pardal, J.; Lima, L.; Bastos, I.; Nascimento, A.; de Souza, J. Characterization of microstructure, chemical composition, corrosion resistance and toughness of a multipass weld joint of superduplex stainless steel UNS S32750. Mater. Charact. 2007, 58, 610–616. [Google Scholar] [CrossRef]
- Kannan, A.R.; Shanmugam, N.S.; Rajkumar, V.; Vishnukumar, M. Insight into the microstructural features and corrosion properties of wire arc additive manufactured super duplex stainless steel (ER2594). Mater. Lett. 2020, 270, 127680. [Google Scholar] [CrossRef]
- Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, M.; Jüttner, S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals 2019, 9, 564. [Google Scholar] [CrossRef] [Green Version]
- Saeidi, K.; Kevetkova, L.; Lofaj, F.; Shen, Z. Novel ferritic stainless steel formed by laser melting from duplex stainless steel powder with advanced mechanical properties and high ductility. Mater. Sci. Eng. A 2016, 665, 59–65. [Google Scholar] [CrossRef]
- Wittig, B.; Zinke, M.; Jüttner, S. Influence of arc energy and filler metal composition on the microstructure in wire arc additive manufacturing of duplex stainless steels. Weld. World 2021, 65, 47–56. [Google Scholar] [CrossRef]
- Papula, S.; Song, M.; Pateras, A.; Chen, X.-B.; Brandt, M.; Easton, M.; Yagodzinskyy, Y.; Virkkunen, I.; Hänninen, H. Selective Laser Melting of Duplex Stainless Steel 2205: Effect of Post-Processing Heat Treatment on Microstructure, Mechanical Properties, and Corrosion Resistance. Materials 2019, 12, 2468. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shang, F.; Chen, X.; Wang, Z.; Ji, Z.; Ming, F.; Ren, S.; Qu, X. The Microstructure, Mechanical Properties, and Corrosion Resistance of UNS S32707 Hyper-Duplex Stainless Steel Processed by Selective Laser Melting. Metals 2019, 9, 1012. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Z.; Gao, Y.; Gui, Y.; Zhu, M. Corrosion behaviour of nanocrystalline 304 stainless steel prepared by equal channel angular pressing. Corros. Sci. 2012, 54, 60–67. [Google Scholar] [CrossRef]
- Davidson, K.; Singamneni, S. Selective Laser Melting of Duplex Stainless Steel Powders: An Investigation. Mater. Manuf. Process. 2016, 31, 1543–1555. [Google Scholar] [CrossRef]
- Hengsbach, F.; Koppa, P.; Duschik, K.; Holzweissig, M.J.; Burns, M.; Nellesen, J.; Tillmann, W.; Tröster, T.; Hoyer, K.-P.; Schaper, M. Duplex stainless steel fabricated by selective laser melting—Microstructural and mechanical properties. Mater. Des. 2017, 133, 136–142. [Google Scholar] [CrossRef]
- Kim, S.-T.; Jang, S.-H.; Lee, I.-S.; Park, Y.-S. Effects of solution heat-treatment and nitrogen in shielding gas on the resistance to pitting corrosion of hyper duplex stainless steel welds. Corros. Sci. 2011, 53, 1939–1947. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, H.; Zhang, H.; Hu, J.; Jin, J. Microstructure evolution and pitting corrosion behavior of UNS S32750 super duplex stainless steel welds after short-time heat treatment. Corros. Sci. 2017, 121, 22–31. [Google Scholar] [CrossRef]
- Nemani, A.V.; Ghaffari, M.; Salahi, S.; Nasiri, A. On the microstructural characteristics and corrosion performance of as-printed and heat-treated PH 13–8Mo martensitic stainless steel fabricated by wire arc additive manufacturing. Mater. Today Commun. 2023, 34, 105477. [Google Scholar] [CrossRef]
- Kumar, P.; Jain, N.K.; Jaiswal, S.; Gupta, S. Development of Ti–Ta–Nb–Mo–Zr high entropy alloy by μ-plasma arc additive manufacturing process for knee implant applications and its biocompatibility evaluation. J. Mater. Res. Technol. 2023, 22, 541–555. [Google Scholar] [CrossRef]
- Illing, C.; Bestic, M.; Ernst, F. Additive Manufacturing: Corrosion Proofing by Infusion of Interstitial Solute—Exemplified for Alloy 22. Metals 2023, 13, 127. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Process | Advantages | Disadvantages | References | |
|---|---|---|---|---|
| DED | LMD | Less micro-cracking Improved thermal control | Require post-processing Low process rates | [40] |
| WAAM | Good structural integrity High deposition rate | Lower accuracy Different microstructure obtained | [24,40,41] | |
| PBF | L-PBF(SLM) | High heat and process speed No support structure required | Surface roughness Powder particle size | [42,43] |
| EBM | High process rates Good accuracy Fully dense parts | High surface roughness Requires high-quality powder | [42,44,45] | |
| Material | Process | Type Defect | Reported by |
|---|---|---|---|
| Inconel | LMD | Gas Porosity | [54,64,70] |
| Stainless Steel | SLW, SLM | LOF, porosity | [23,57,59,74] |
| CoCrMo alloy | PBFAM | lack-of-fusion flaws | [57] |
| Ti alloys | SLM | Flaws | [56,58] |
| Al alloys | WAAM | Hydrogen porosity, oxides | [63,69] |
| Fe superalloys | WAAM, LPBF | Brittle phases, microcracks | [75,76] |
| Problem | Cause | Solution |
|---|---|---|
| Refrigeration | Materials are not able to withstand the heat generated during AM. | Add external part that cools the equipment as an electronic chassis [77]. |
| Material cost | Lightness of the materials makes it difficult to measure them accurately until there are not enough layers. | Creation of different gadgets to resolve this issue [78]. |
| Abruply deposition | Control of deposition is not accurate due to the usually lower melting point of light metals | Add intermediate piece on which the molten material accumulates before being deposited or a first laser that pre-fuses the material [79]. |
| Material | Main Process | Solution Annealing [°C] | Qualitative Corrosion Aspects | Reference |
|---|---|---|---|---|
| 2205 DSS | WAAM | 1250–1350 | Balanced ratio ferrite-austenite; improved pitting corrosion resistance after 1300 °C heat treatment | [116] |
| 2594 SDSS | WAAM | - | Stable micropits in the middle part without decreasing corrosion resistance | [118] |
| 2205 DSS | SLM | 950–1100 | Improved pitting resistance after heat treatments | [122] |
| 2707 HDSS | SLM | 1050–1200 | Balanced ratio ferrite-austenite; higher pitting corrosion resistance after solution annealing | [123] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biserova-Tahchieva, A.; Biezma-Moraleda, M.V.; Llorca-Isern, N.; Gonzalez-Lavin, J.; Linhardt, P. Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review. Materials 2023, 16, 1893. https://doi.org/10.3390/ma16051893
Biserova-Tahchieva A, Biezma-Moraleda MV, Llorca-Isern N, Gonzalez-Lavin J, Linhardt P. Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review. Materials. 2023; 16(5):1893. https://doi.org/10.3390/ma16051893
Chicago/Turabian StyleBiserova-Tahchieva, Alisiya, Maria V. Biezma-Moraleda, Núria Llorca-Isern, Judith Gonzalez-Lavin, and Paul Linhardt. 2023. "Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review" Materials 16, no. 5: 1893. https://doi.org/10.3390/ma16051893
APA StyleBiserova-Tahchieva, A., Biezma-Moraleda, M. V., Llorca-Isern, N., Gonzalez-Lavin, J., & Linhardt, P. (2023). Additive Manufacturing Processes in Selected Corrosion Resistant Materials: A State of Knowledge Review. Materials, 16(5), 1893. https://doi.org/10.3390/ma16051893