
Numerical and Experimental Investigations on Residual Stress and Hardness within a Cold Forward Extruded Preform

Abstract
:1. Introduction
2. Microstructural Characteristics and Mechanical Properties
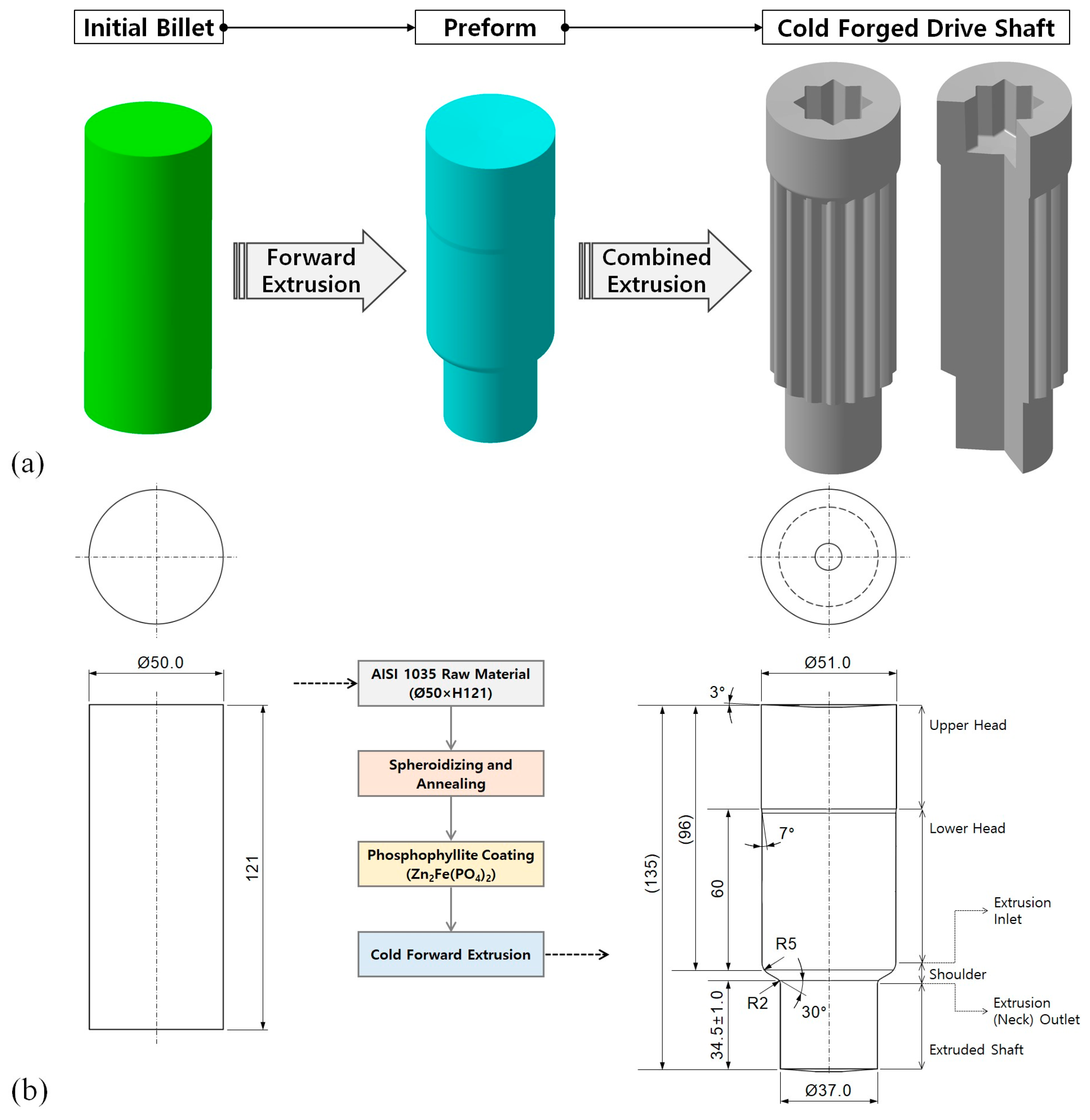
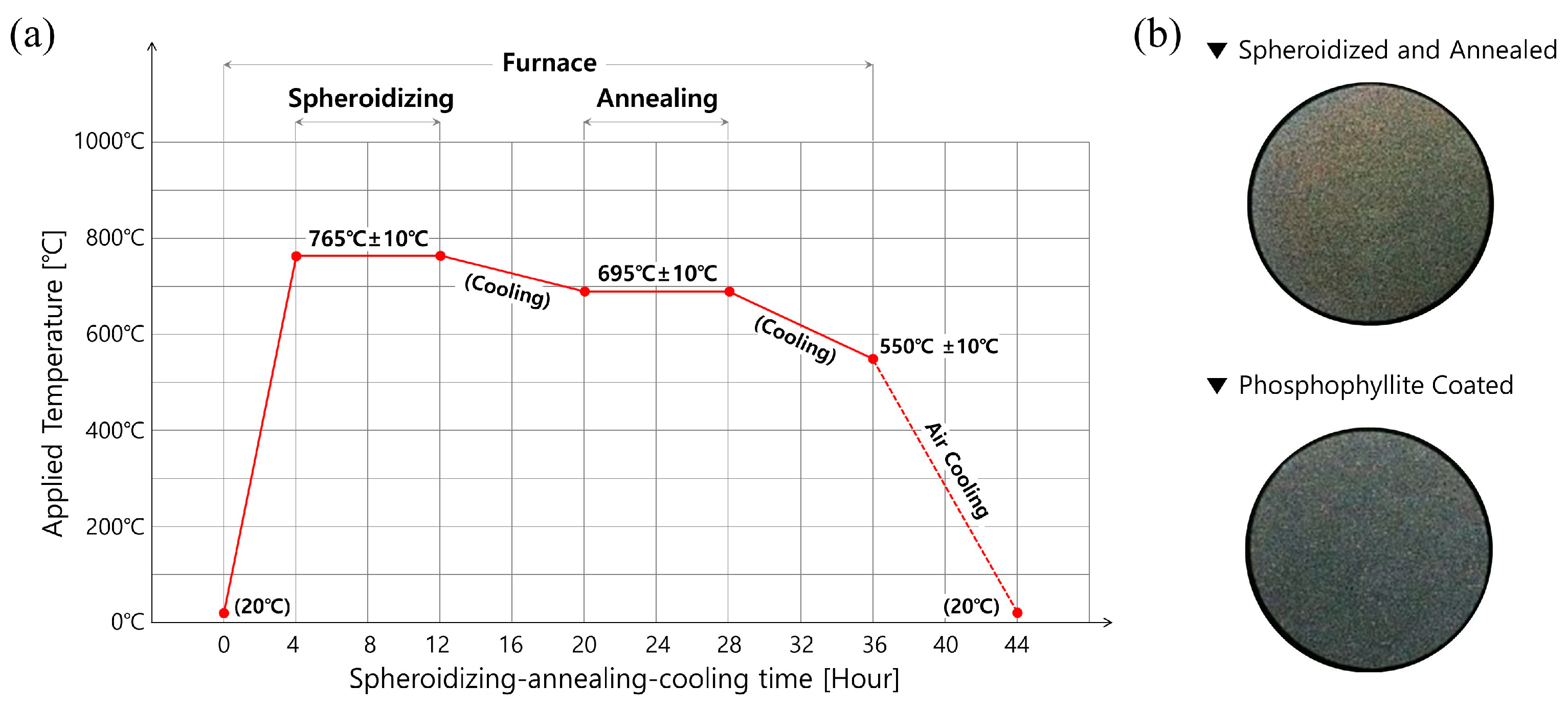
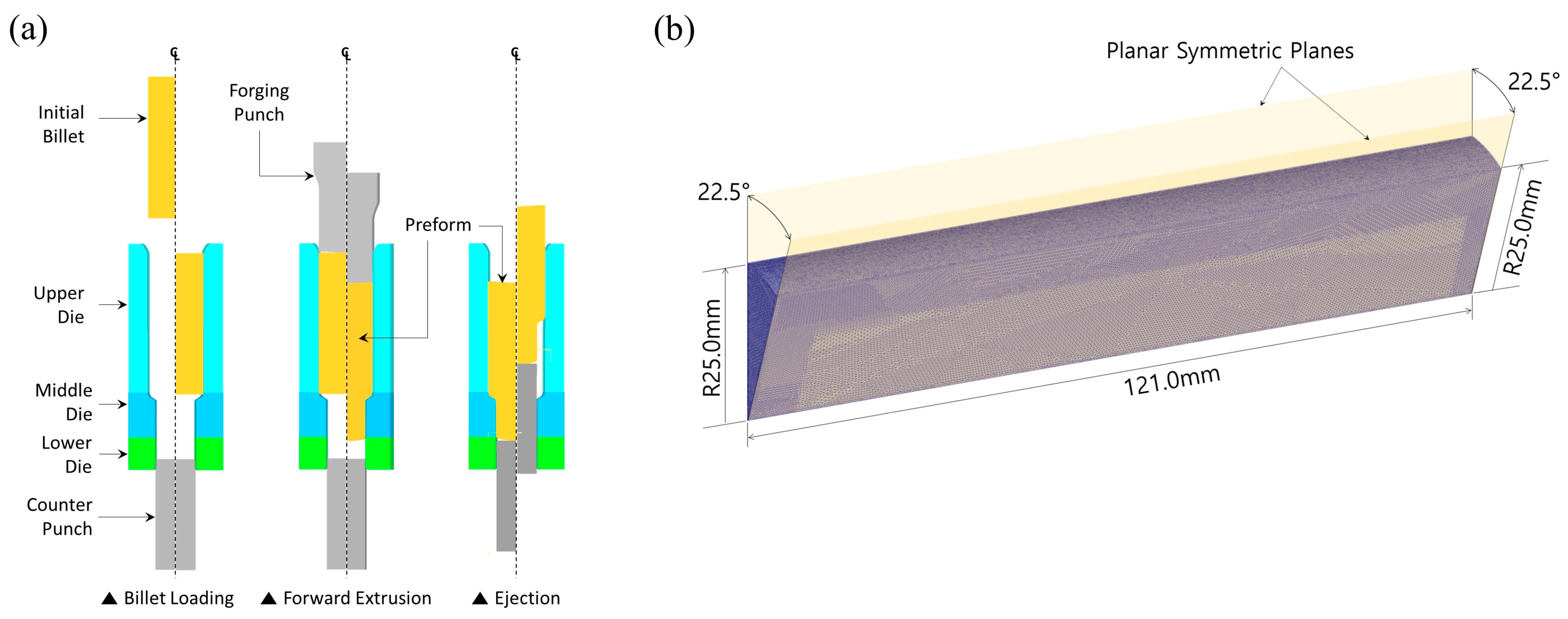
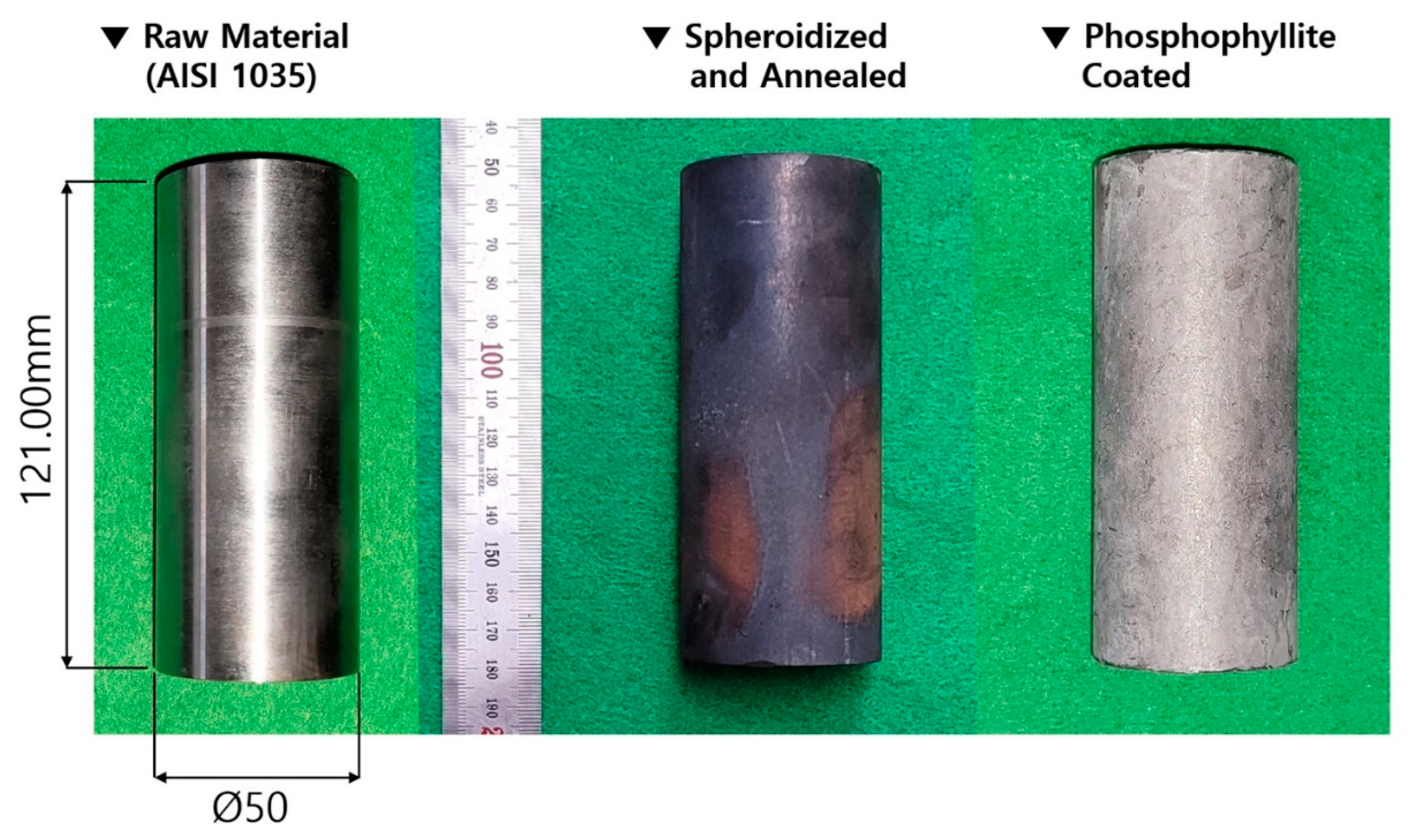
2.1. Preform Forging Conditions
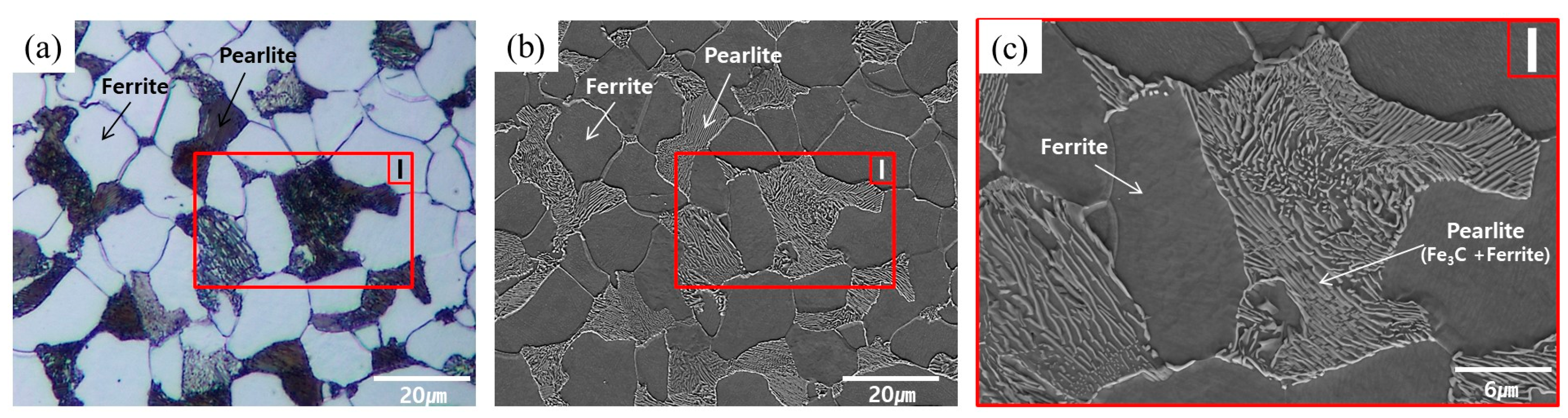
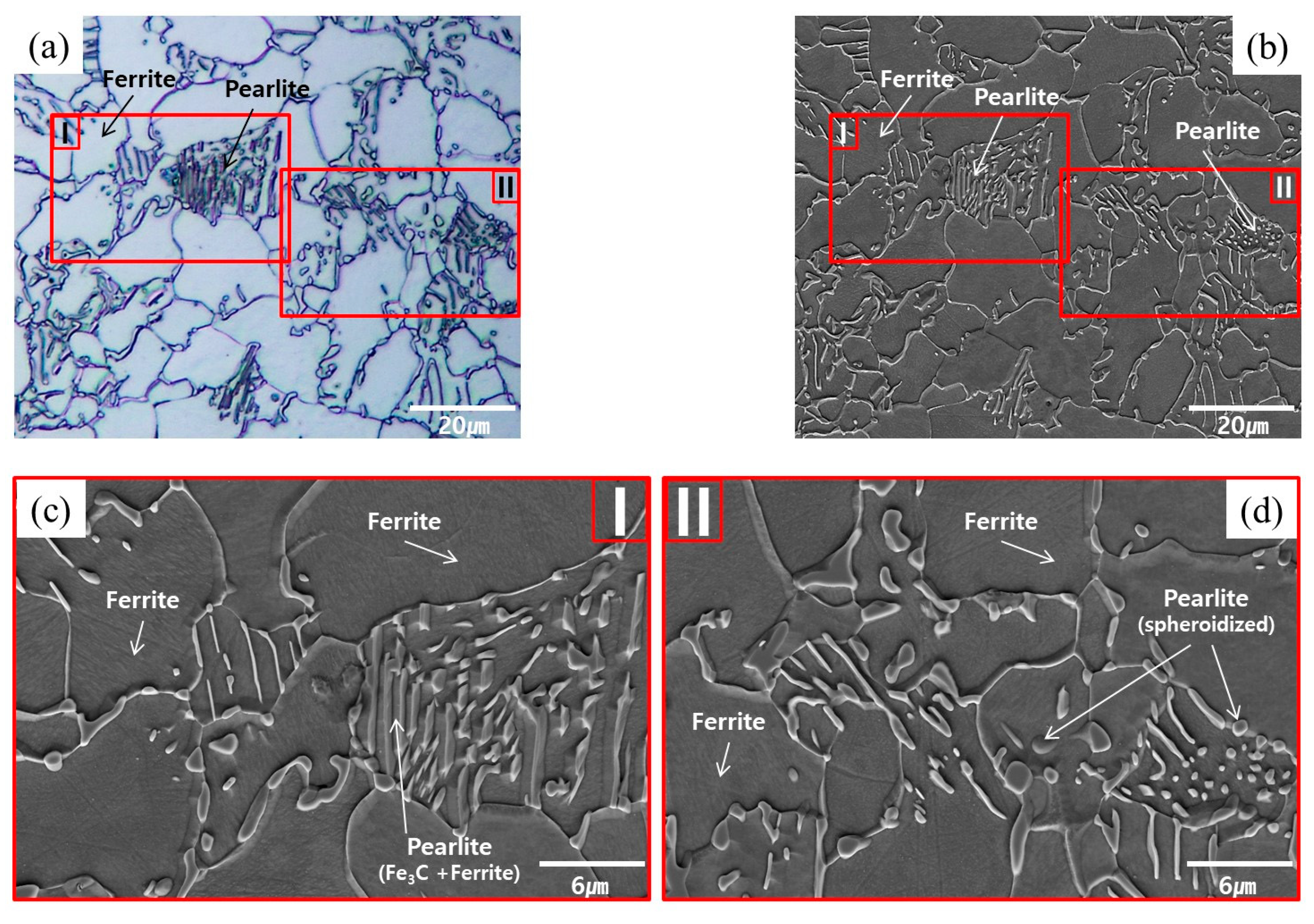
2.2. Microstructural Characteristics
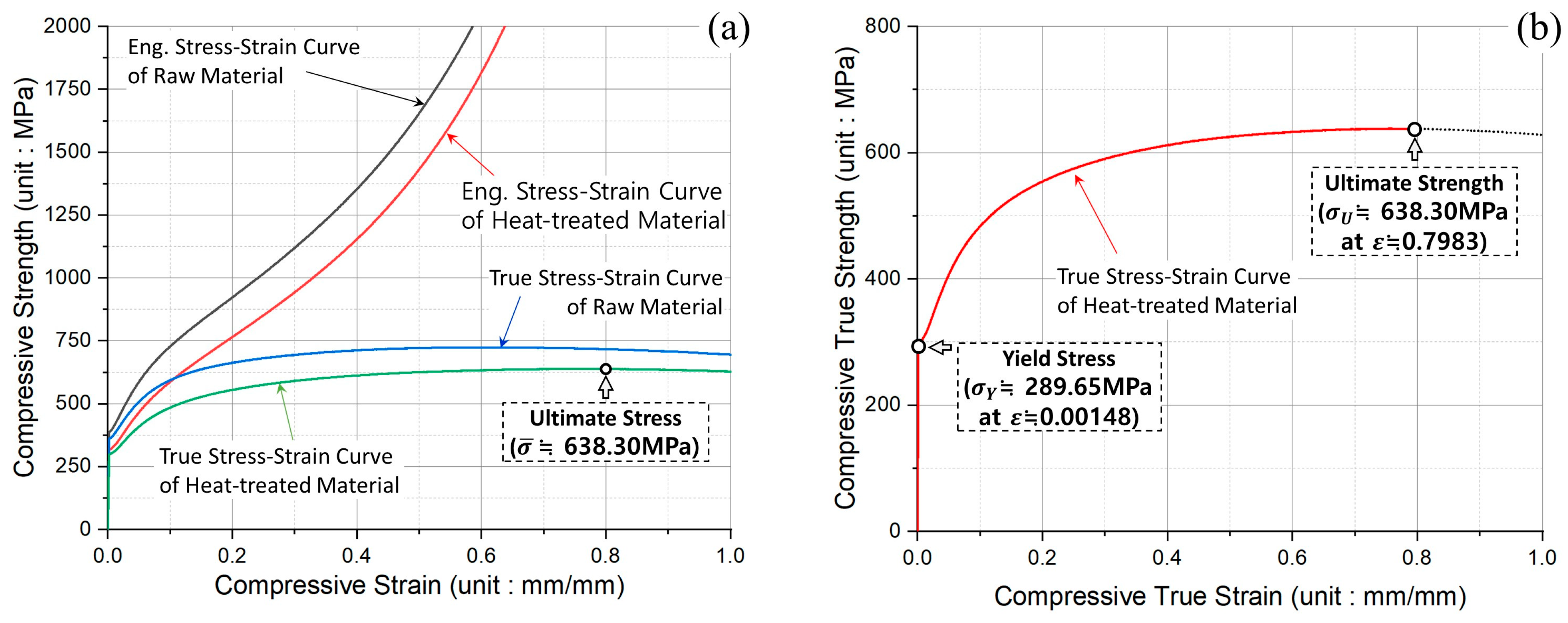
2.3. Mechanical Properties
3. Numerical Simulations of Cold Forward Extrusion
3.1. Numerical Simulation Conditions
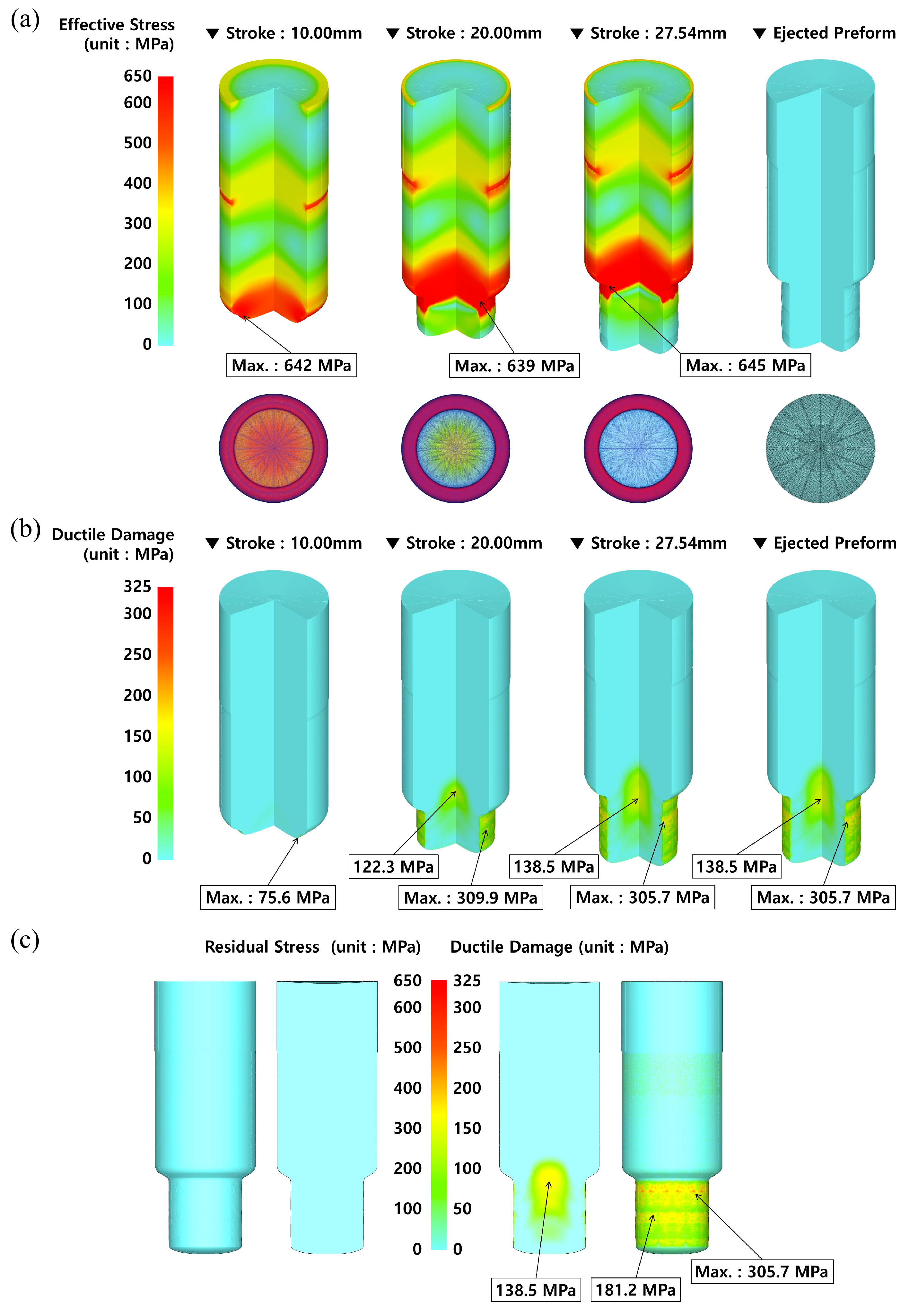
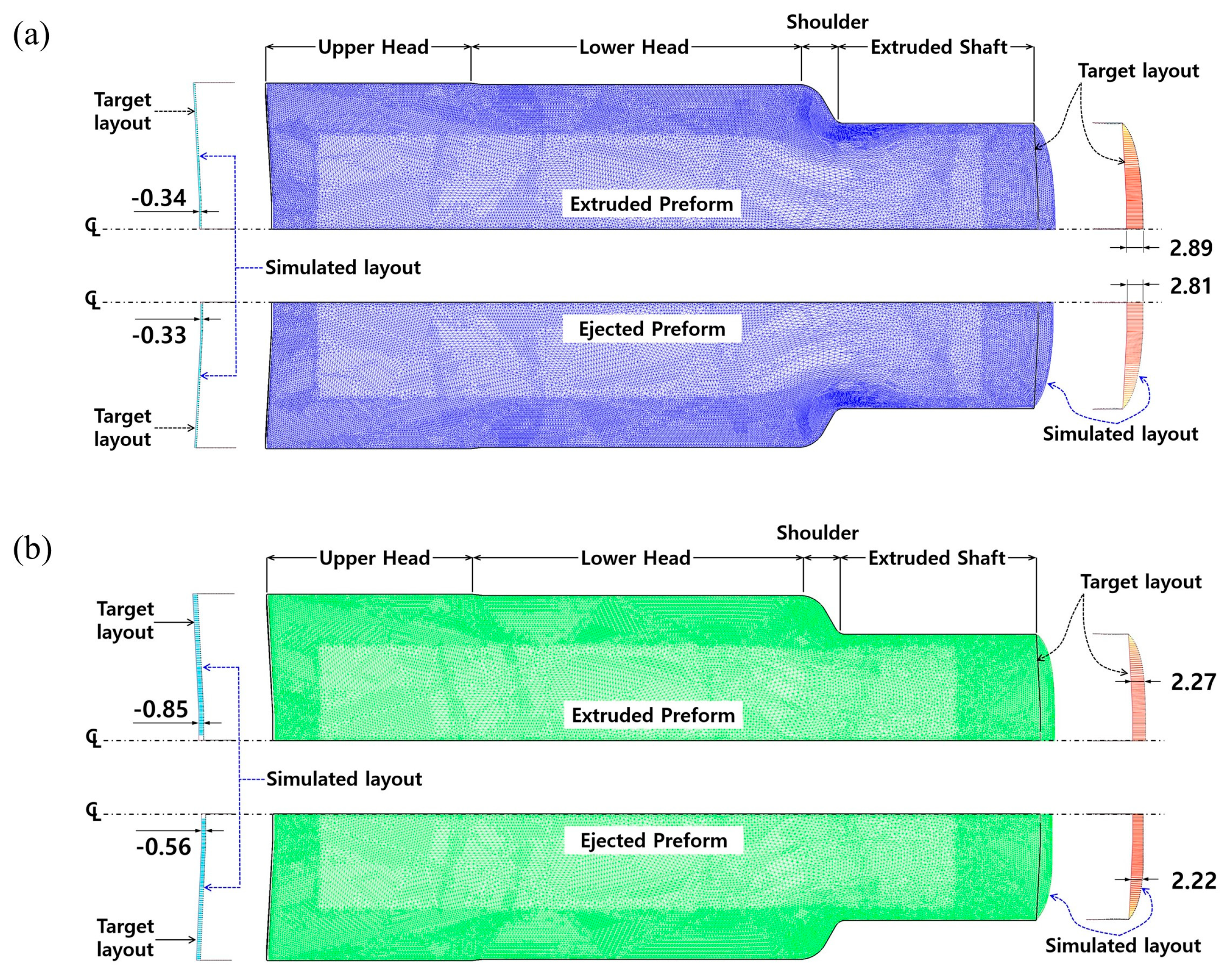
3.2. Numerical Simulation with Plastic Material Model
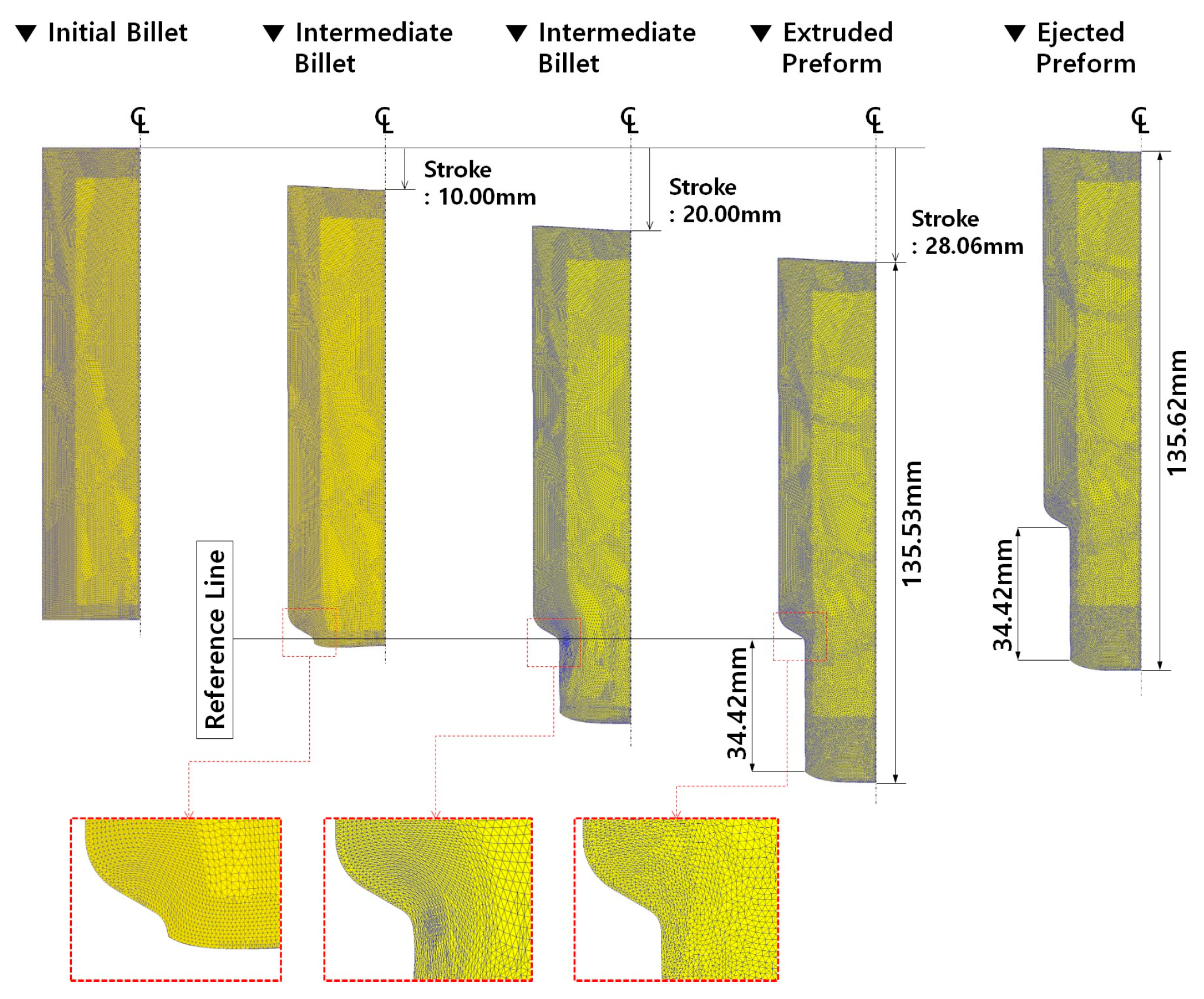
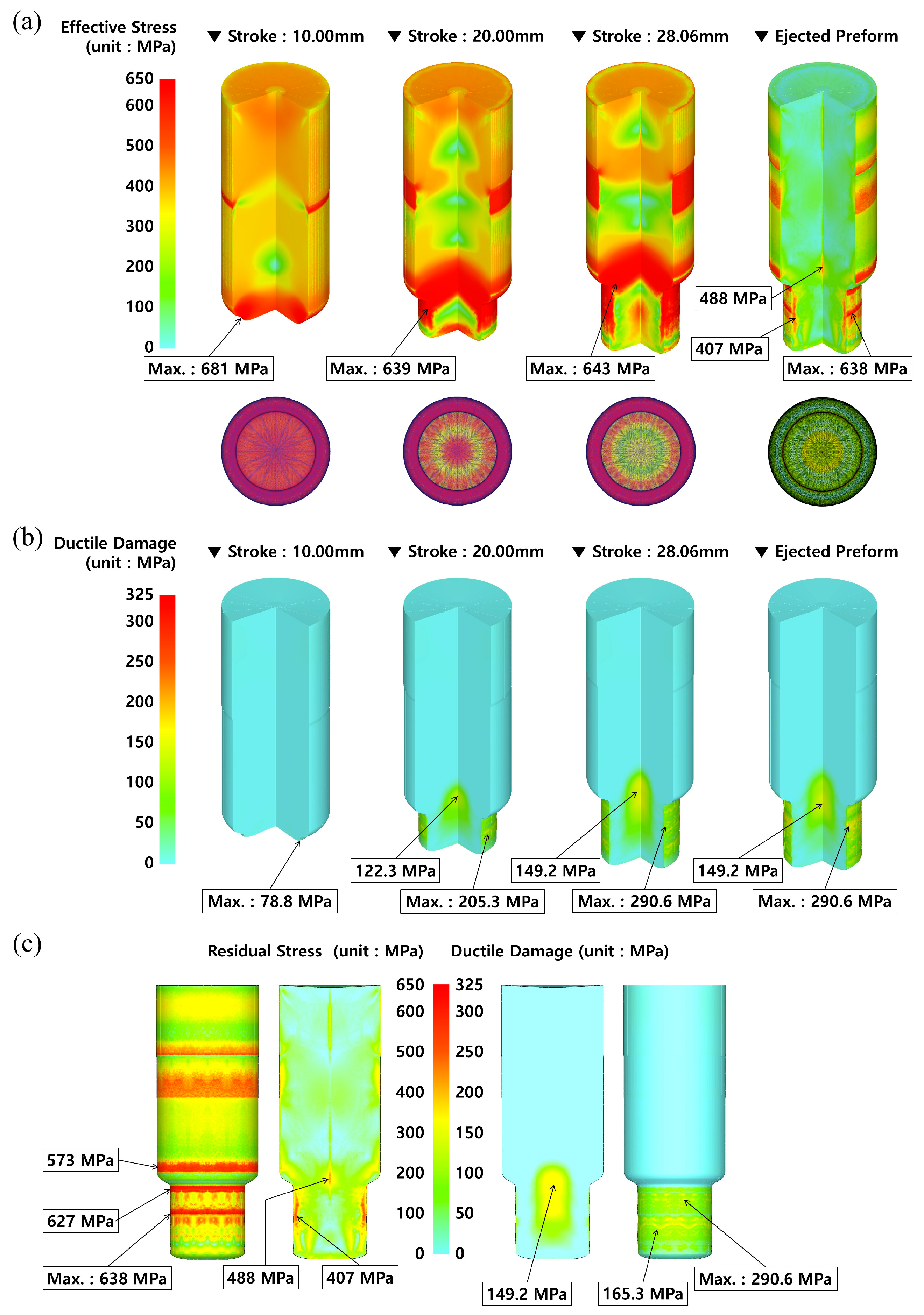
3.3. Numerical Simulation with Elasto-Plastic Material Model
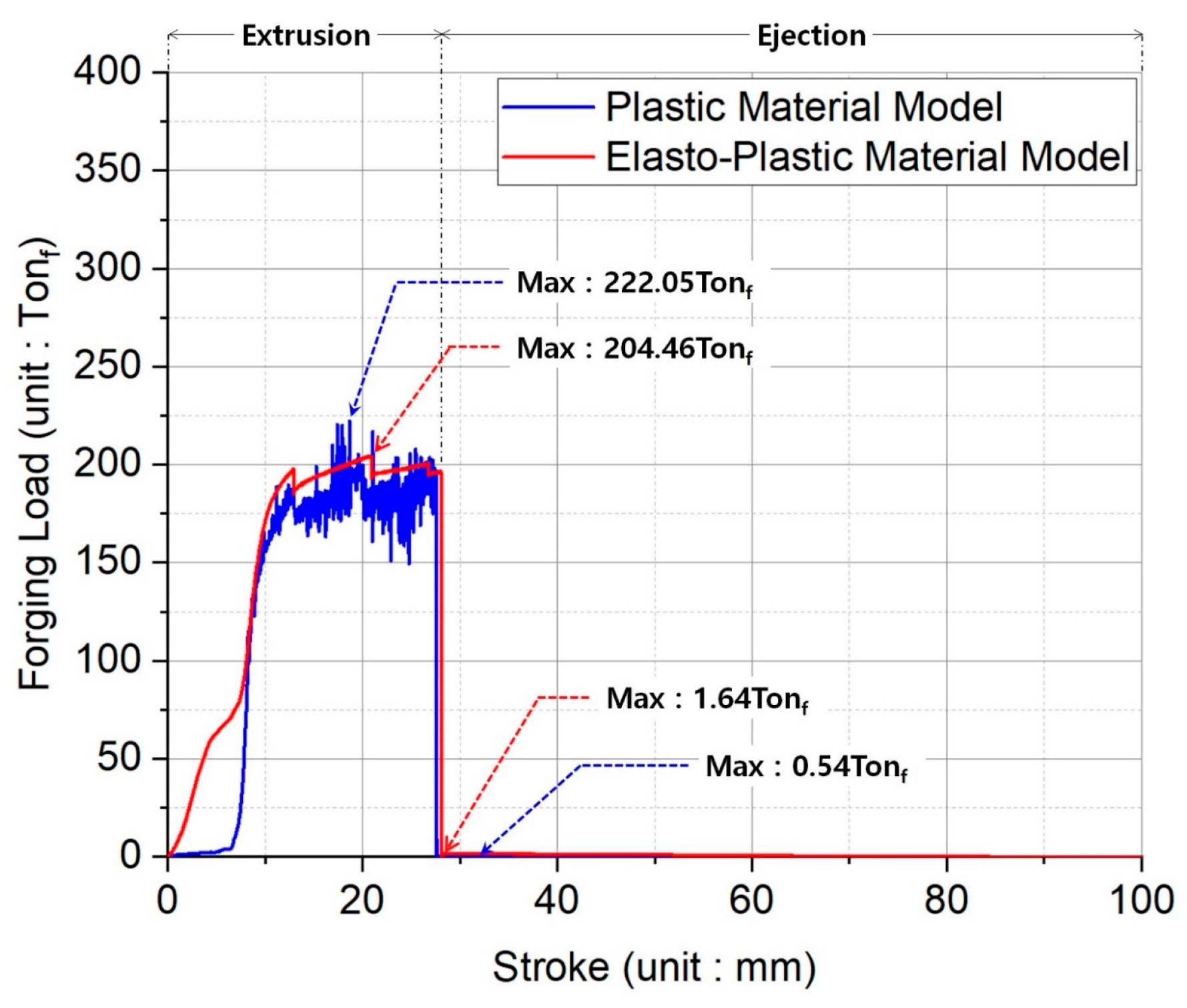
3.4. Forging Load Prediction
4. Results and Discussions
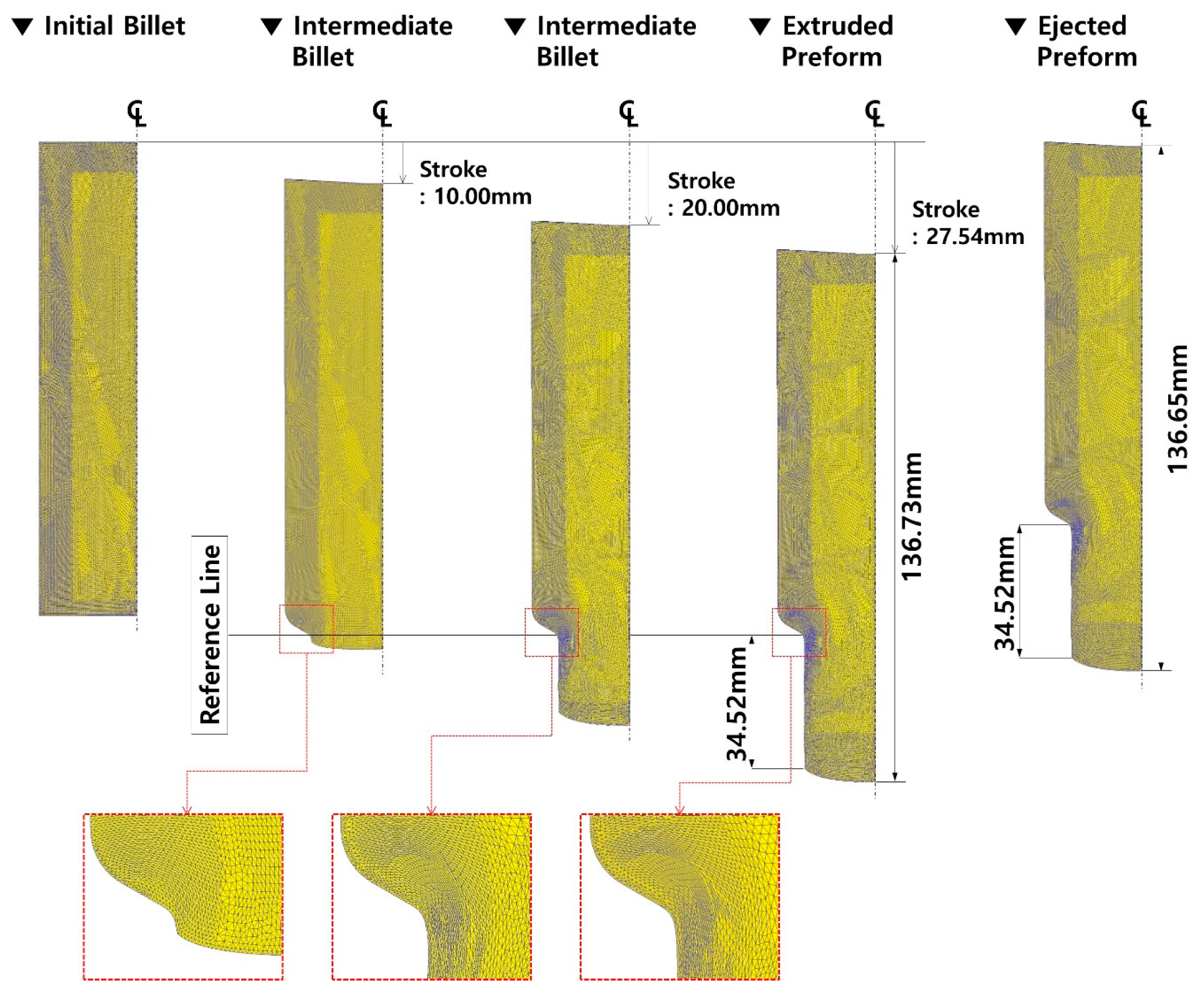
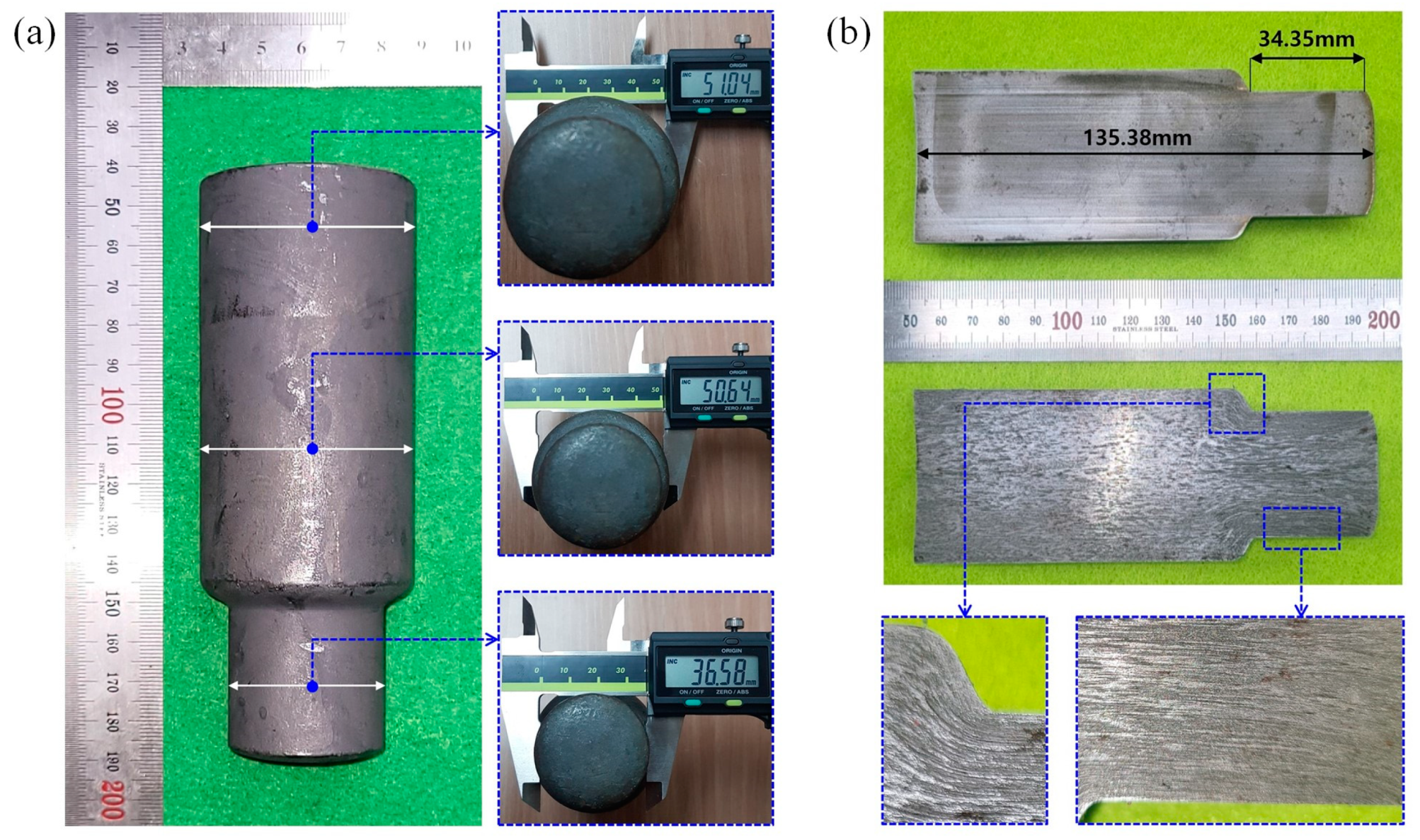
4.1. Preform Fabrication
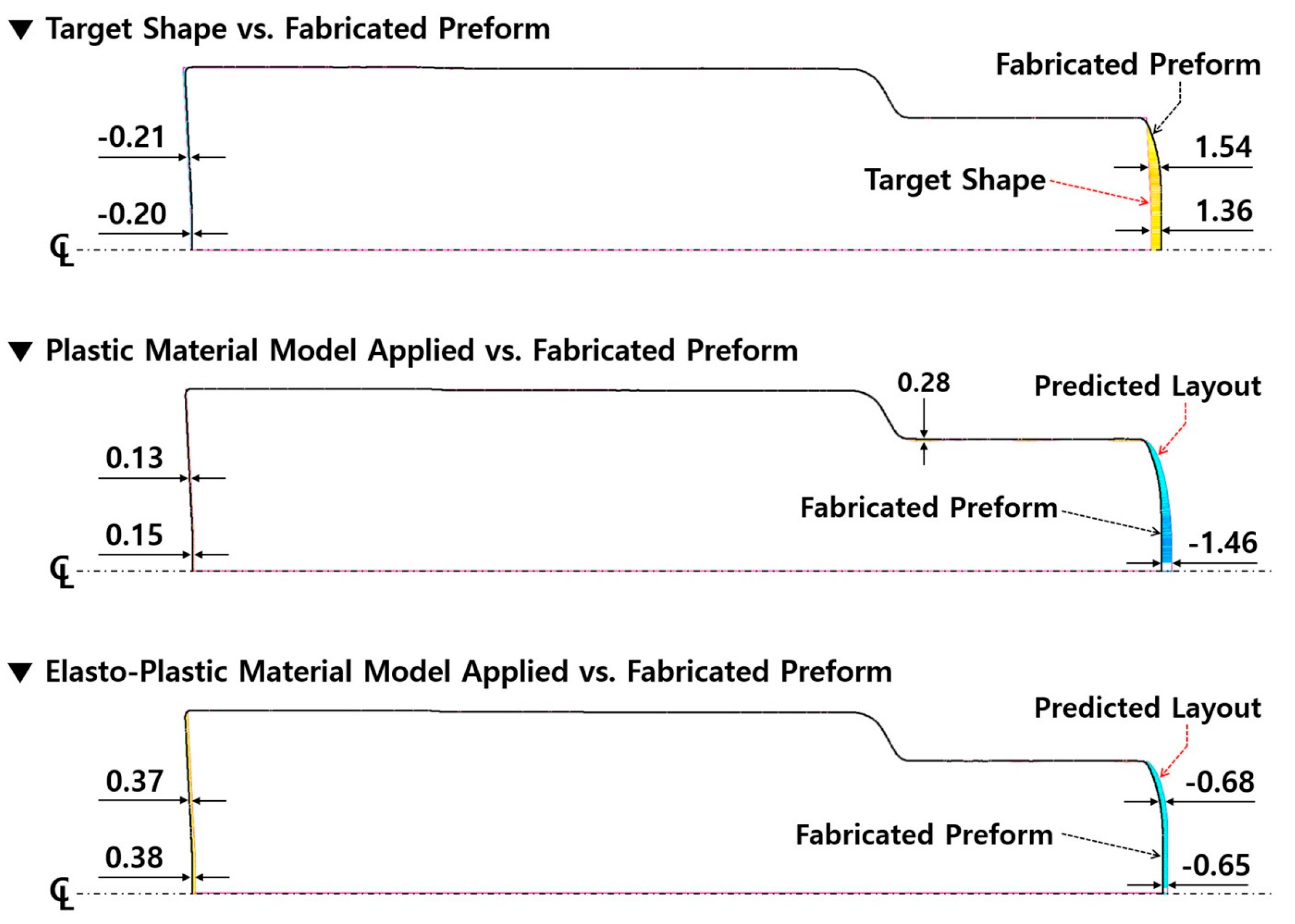
4.2. Compatibility of Shape and Dimension
4.3. Hardness and Residual Stress
4.4. Microstructure and Residual Stress
5. Conclusions
- Regarding the influence of the spheroidizing and annealing on the mechanical properties and the material characteristics of the AISI 1035 cold-drawn medium carbon steel, the two-phase microstructure of the ferrite and the pearlite with the lamellar structure of the ferrite and the cementite (Fe3C) were observed to be transformed such that the polygonal ferrite was freely distributed, and the decomposed pearlite was partly broken and partially spheroidized. For the heat-treated material, the micro-hardness was estimated as roughly HV25 136.8, and the compressive strength was measured to be 638.30 MPa.
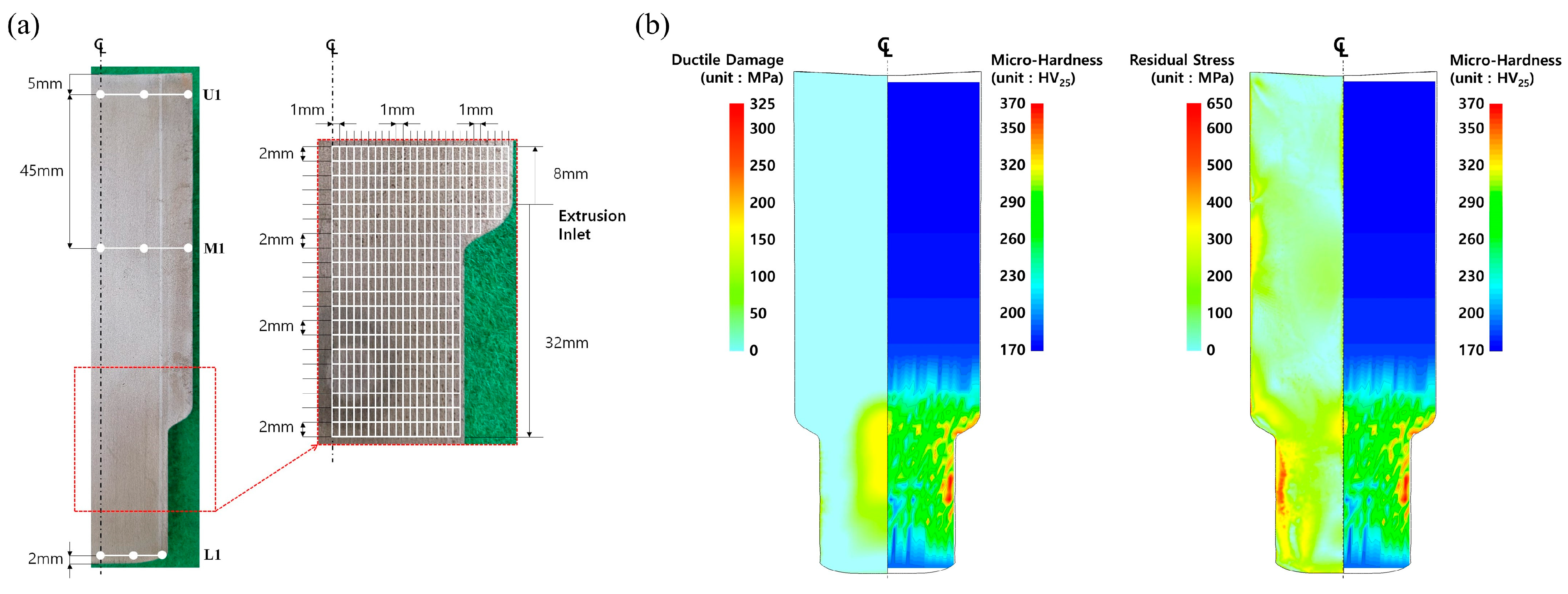
- The preform manufactured through cold forward extrusion was fully scanned, and the captured image was compared with the numerically obtained configurations in the case where the plastic material and the elasto-plastic material models were adopted. The preform was then virtualized by adopting the elasto-plastic material model matched with the fabricated product well. Further, through the numerical simulations adopted with the elasto-plastic material model, the residual stress inherent within the preform was predicted to be nearly 120 MPa on the whole preform.
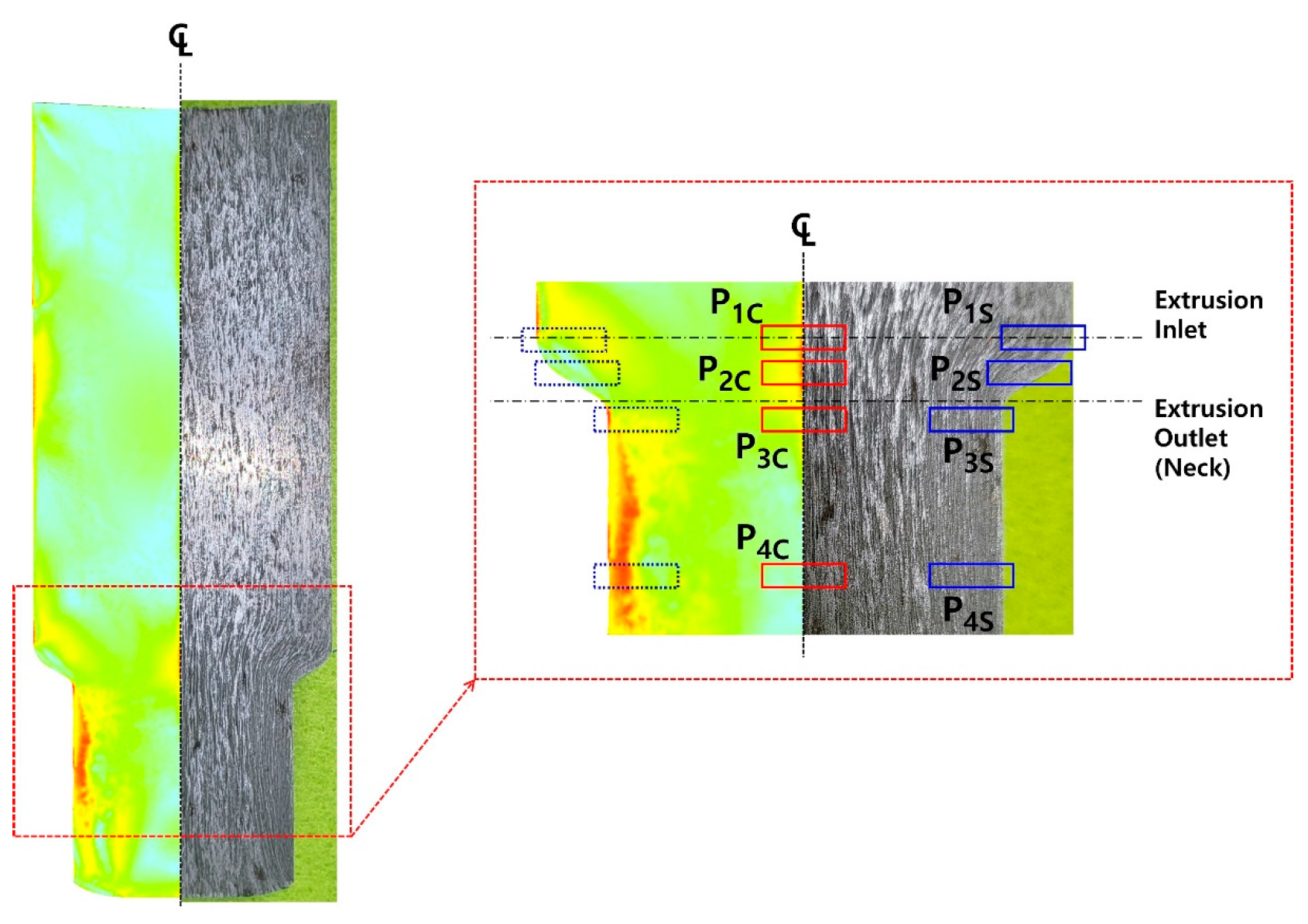
- The micro-hardness was observed to be high around the region in which the extrusion actually progressed, and the predicted residual stress in terms of the distribution tendency was better expressed with the measured micro-hardness than the calculated plastic deformation damage.
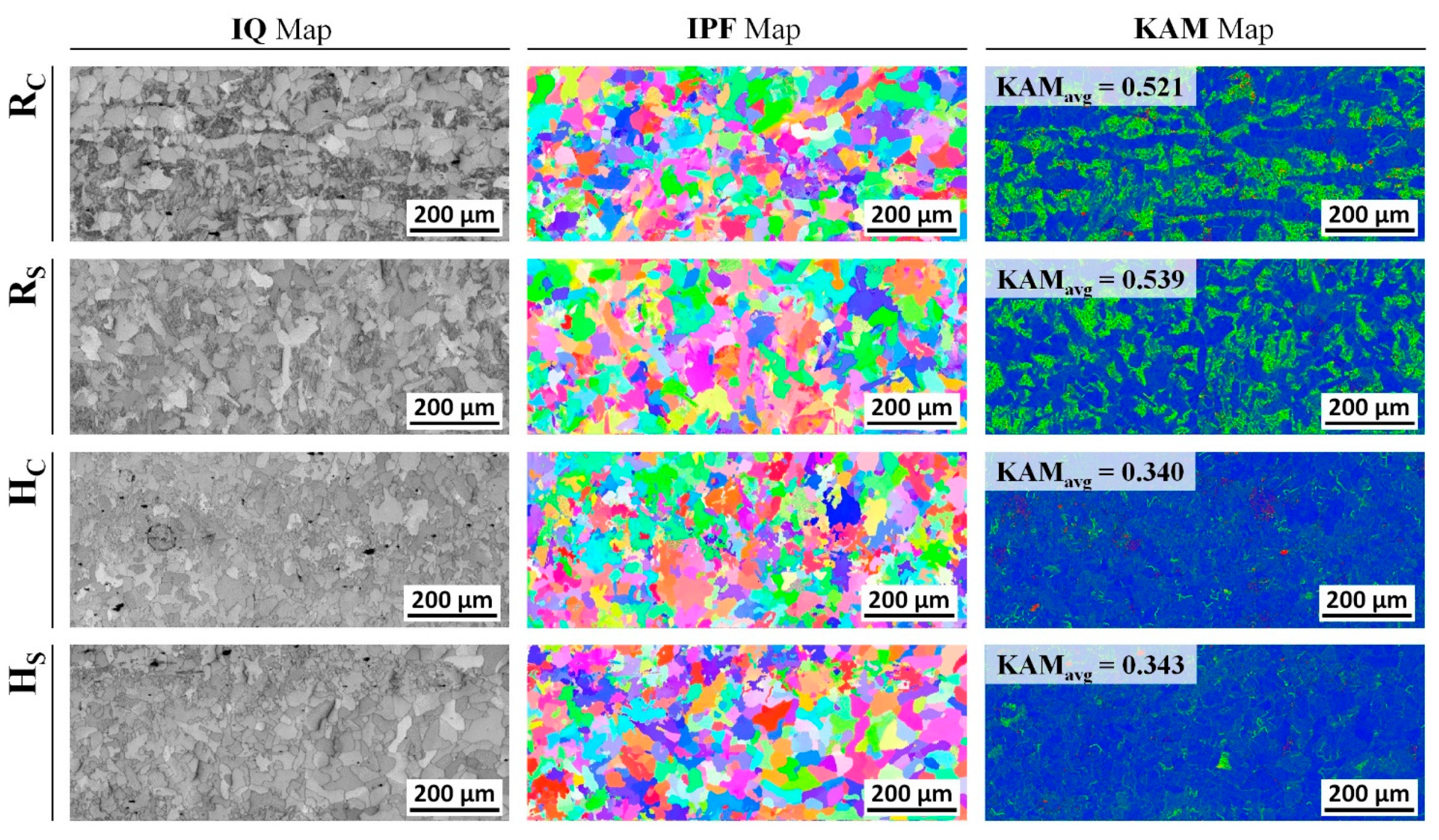
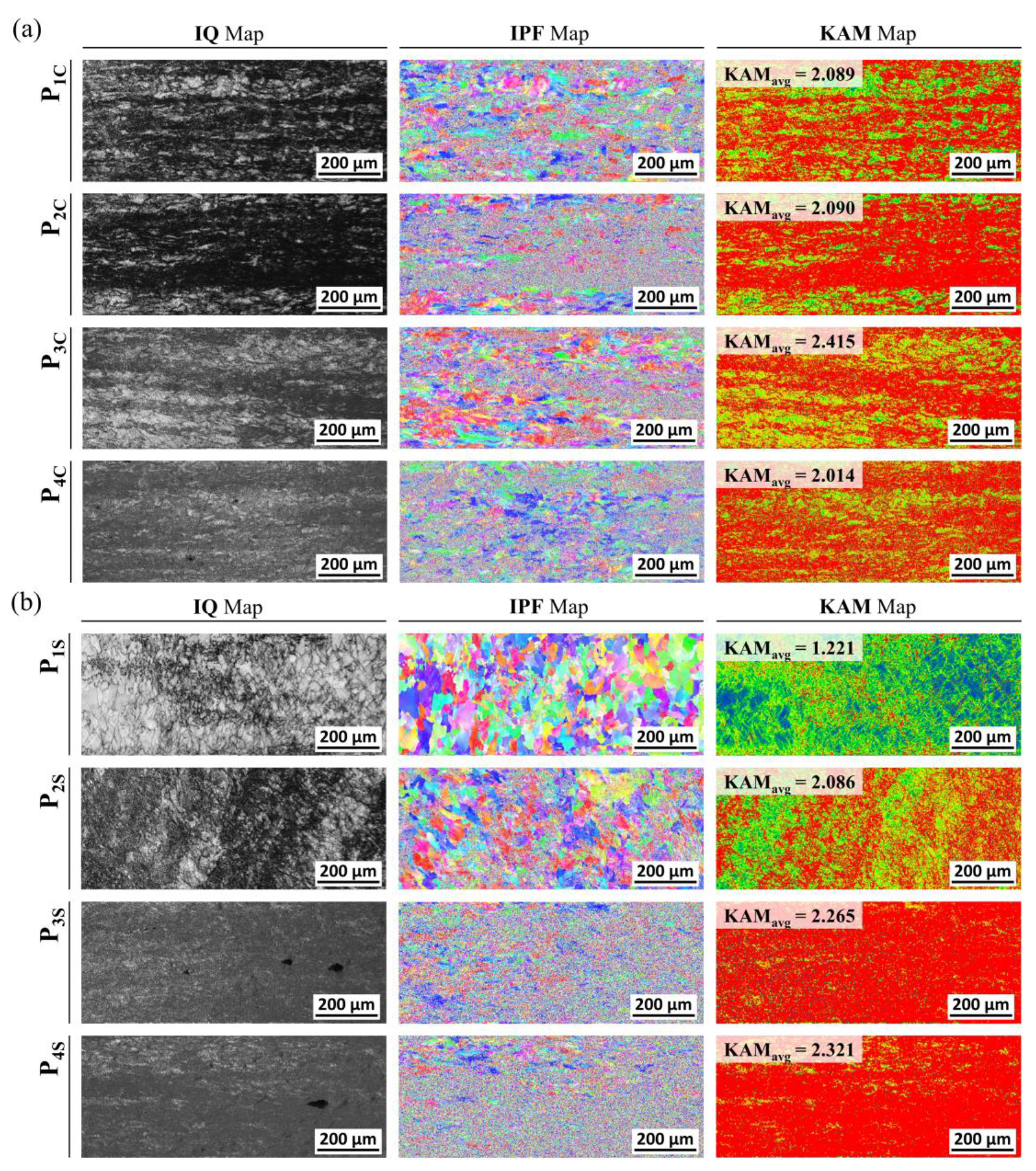
- Based on the IQ map and the IPF map extracted through the EBSD analysis, it was found to be extremely difficult to discriminate the grain boundary around the cold forged region which was due to the high-degree of dislocation density. With regard to the average KAM value, it was denoted that the KAMavg was increased by about 516% compared to the heat-treated initial billet.
- Because severely accumulated dislocation density and extreme KAMavg were observed, it was regarded that the considerable residual stress within the preform realized in this study was actually inherent. Therefore, it was considered that an additional heat treatment, with which the dislocation density and the residual stress can be mitigated, is necessary to use the preform as the intermediate product for manufacturing the drive shaft used for the industrial hydraulic pump.
Funding
Data Availability Statement
Conflicts of Interest
References
- Joun, M.S.; Jeong, S.W.; Park, Y.T.; Hong, S.M. Experimental and Numerical Study on Shearing of a Rod to Produce Long Billets for Cold Forging. J. Manuf. Process. 2021, 62, 797–805. [Google Scholar] [CrossRef]
- Bulzak, T.; Winiarski, G.; Wójcik, Ł.; Szala, M. Application of Numerical Simulation and Physical Modeling for Verifying a Cold Forging Process for Rotary Sleeves. J. Mater. Eng. Perform. 2022, 31, 2267–2280. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kim, L.-H.; Kang, B.-S. Process Simplification of Multi-Stage Forging for the Outer Race of a CV Joint. Mater. Manuf. Process. 2014, 29, 85–92. [Google Scholar] [CrossRef]
- Seo, Y.H. Development of Smart Cold Forging Die Life Cycle Management System Based on Real-Time Forging Load Monitoring. Sci. Rep. 2022, 12, 13297. [Google Scholar] [CrossRef]
- Ni, L.; He, S.; Huang, Y.; Niu, L.; He, G.; Peng, W. Near Net Forming Research for Fin-Typed LED Radiator. Materials 2022, 15, 1736. [Google Scholar] [CrossRef]
- Jun, B.Y.; Kang, S.M.; Lee, M.C.; Park, R.H.; Joun, M.S. Prediction of Geometric Dimensions for Cold Forgings using the Finite Element Method. J. Mater. Process. Technol. 2007, 189, 459–465. [Google Scholar] [CrossRef]
- Lee, I.-K.; Lee, S.-K.; Lee, C.-J.; Jeong, M.-S.; Lee, J.-W. A New Method for Predicting Drawing Load of Shape Drawing Process. Int. J. Adv. Manuf. Technol. 2016, 84, 1747–1755. [Google Scholar] [CrossRef]
- Dong, W.; Zhao, A.; Tong, H.; Lin, Q.; Wang, Z. A Study on Variable Friction Model in Cold Forging Process with Zinc Phosphate Coating. Int. J. Adv. Manuf. Technol. 2023, 124, 3439–3451. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Hardness-Controlled Tool Fabrication and Application to Cold Forging of Inner Race with Skewed Ball Grooves. Int. J. Adv. Manuf. Technol. 2014, 74, 1337–1354. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kim, L.-H.; Kang, B.-S. Multi-Stage Cold Forging and Experimental Investigation for the Outer Race of Constant Velocity Joints. Mater. Des. 2013, 49, 368–385. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Tool Design for Inner Race Cold Forging with Skew-Type Cross Ball Grooves. J. Mater. Process. Technol. 2014, 214, 1482–1502. [Google Scholar] [CrossRef]
- Ku, T.-W.; Kang, B.-S. Tool Design and Experimental Verification for Multi-Stage Cold Forging Process of the Outer Race. Int. J. Precis. Eng. Manuf. 2014, 15, 1995–2004. [Google Scholar] [CrossRef]
- Ludwik, P. Elemente der Technologischen Mechanik; Springer: Berlin/Heidelberg, Germany, 1909; pp. 11–53. [Google Scholar]
- Hollomon, J.H. Tensile Deformation. Trans. Am. Inst. Min. Metall. Eng. 1945, 162, 268–290. [Google Scholar]
- Voce, E. The Relationship between Stress and Strain for Homogeneous Deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Swift, H.W. Plastic Instability under Plane Stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Gronostajski, Z. The Constitutive Equations for FEM analysis. J. Mater. Process. Technol. 2000, 106, 40–44. [Google Scholar] [CrossRef]
- Hering, O.; Kolpak, F.; Tekkaya, A.E. Flow Curves up to High Strains Considering Load Reversal and Damage. Int. J. Mater. Form. 2019, 12, 955–972. [Google Scholar] [CrossRef] [Green Version]
- Joun, M.S.; Eom, J.G.; Lee, M.C. A New Method for Acquiring True Stress-Strain Curves over a Long Range of Strains using a Tensile Test and Finite element Method. Mech. Mater. 2008, 40, 586–593. [Google Scholar] [CrossRef]
- Lee, Y.; Lee, J.; Kwon, Y.; Ishikawa, T. Modeling Approach to Estimate the Elastic Characteristics of workpiece and Shrink-Fitted Die for Cold Forging. J. Mater. Process. Technol. 2004, 147, 102–110. [Google Scholar] [CrossRef]
- Mungi, M.P.; Rasane, S.D.; Dixit, P.M. Residual Stresses in Cold Axisymmetric Forging. J. Mater. Process. Technol. 2003, 142, 256–266. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, R.; Wu, Y.-C.; Li, H.; Chen, W.-L.; Xu, X.-Q. Study on Elastic Deformation on Dimensional Accuracy in Ironing Process of Spur Gear. Proc. Inst. Mech. Eng. Part B—J. Eng. Manuf. 2018, 232, 513–524. [Google Scholar] [CrossRef]
- Sedighi, M.; Tokmechi, S. A New Approach to Preform Design in Forging Process of Complex Parts. J. Mater. Process. Technol. 2008, 197, 314–324. [Google Scholar] [CrossRef]
- Lee, S.; Kim, K.; Kim, N. A Preform Design Approach for Uniform Strain Distribution in Forging Processes Based on Convolutional Neural Network. J. Manuf. Sci. Eng. 2022, 144, 121004. [Google Scholar] [CrossRef]
- Ku, T.-W. A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries. Metals 2018, 8, 953. [Google Scholar] [CrossRef] [Green Version]
- Ku, T.-W. A Combined Cold Extrusion for a Drive Shaft: A Parametric Study on Tool Geometry. Materials 2020, 13, 2244. [Google Scholar] [CrossRef]
- Ku, T.-W. A Combined Cold Extrusion for a Drive Shaft: Experimental Assessment on Dimensional Compatibility. J. Mech. Sci. Technol. 2020, 34, 5213–5222. [Google Scholar] [CrossRef]
- Mandal, P.; Lalvani, H.; Tuffs, M. Cold Rotary Forging of Inconel 718. J. Manuf. Process. 2019, 46, 77–99. [Google Scholar] [CrossRef]
- Jo, A.R.; Jeong, M.S.; Lee, S.K.; Moon, Y.H.; Hwang, S.K. Multi-Stage Cold Forging Process for Manufacturing a High-Strength One-Body Input Shaft. Materials 2021, 14, 532. [Google Scholar] [CrossRef]
- Gitschel, R.; Hering, O.; Schulze, A.; Tekkaya, A.E. Controlling Damage Evolution in Geometrically Identical Cold Forged Parts by Counterpressure. J. Manuf. Sci. Eng. 2023, 145, 011011. [Google Scholar] [CrossRef]
- Hering, O.; Tekkaya, A.E. Damage-Induced Performance Variations of Cold Forged Parts. J. Mater. Process. Technol. 2020, 279, 116556. [Google Scholar] [CrossRef]
- Watanabe, A.; Hayakawa, K.; Fujikawa, S. An Anisotropic Damage Model for Prediction of Ductile Fracture during Cold Forging. Metals 2022, 12, 1823. [Google Scholar] [CrossRef]
- Yu, W.-T.; Li, J.; Shi, C.-B.; Zhu, Q.-T. Effect of Spheroidizing Annealing on Microstructure and Mechanical Properties of High-Carbon Martensitic Stainless Steel 8Cr13MoV. J. Mater. Eng. Perform. 2017, 26, 478–487. [Google Scholar] [CrossRef]
- O’Brien, J.M.; Hosford, W.F. Spheroidization Cycles for Medium Carbon Steels. Met. Mater. Trans. A 2002, 33, 1255–1261. [Google Scholar] [CrossRef]
- Takuda, H.; Mori, K.; Hatta, N. The application of Some Criteria for Ductile Fracture to the Prediction of the Forming Limit of Sheet Metal. J. Mater. Process. Technol. 1999, 95, 116–121. [Google Scholar] [CrossRef]
- Ku, T.-W.; Song, W.-J.; Kim, J.; Kang, B.-S. Fracture Limit Prediction for a Double Safety Structure in Cylindrical-Type Lithium Secondary Batteries. Mater. Des. 2010, 31, 4897–4912. [Google Scholar] [CrossRef]
- Kim, J.-T.; Kim, S.-M.; Kang, B.-S.; Ku, T.-W. Effects of Anisotropic Properties on Bursting Behavior of Rectangular Cup with a V-Notch. J. Mech. Sci. Technol. 2016, 30, 4259–4267. [Google Scholar] [CrossRef]
- Navas, V.G.; Gonzalo, O.; Quintana, I.; Pirling, T. Residual Stresses and Structural Changes Generated at Different Steps of the Manufacturing of Gears: Effect of Banded Structures. Mater. Sci. Eng. A 2011, 528, 5146–5157. [Google Scholar] [CrossRef]
- Choi, M.; Lee, J.; Nam, H.; Kang, N.; Kim, M.; Cho, D. Tensile and Microstructural Characteristics of Fe-24Mn Steel Welds for Cryogenic Applications. Met. Mater. Int. 2020, 26, 240–247. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|
| 0.350 | 0.800 | 0.275 | 0.003 | 0.005 | Bal. |
| Min. | Max. | Average | |
|---|---|---|---|
| Raw Material | 7.27 µm | 11.42 µm | 8.84 µm |
| Spheroidized-Annealed Material | 6.67 µm | 12.31 µm | 9.36 µm |
| Properties | Raw Material | Heat-Treated Material | ||
|---|---|---|---|---|
| Engineering | True | Engineering | True | |
| Young’s Modulus (GPa) | 196 | 196 | 196 | 196 |
| Poisson’s Ratio | 0.29 | 0.29 | 0.29 | 0.29 |
| Yield Strength (MPa) | 362.32 | 342.53 | 299.20 | 289.65 |
| Ultimate Strength (MPa) | 723.99 | 638.30 | ||
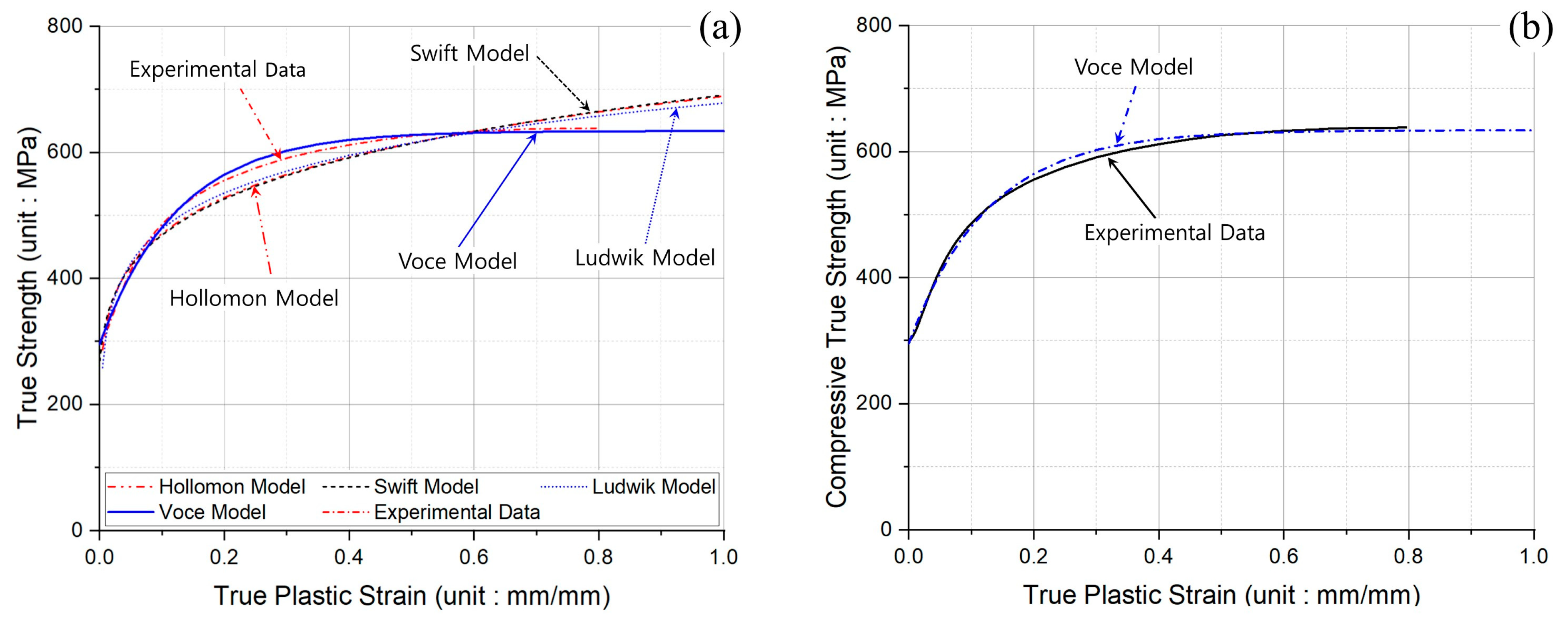
| Flow Stress Model | Formulation | Fitted Equation | ||
|---|---|---|---|---|
| Hollomon | (MPa) | (MPa) | ||
| Swift | (MPa) | (MPa) | ||
| Ludwik | (MPa) | (MPa) | ||
| Voce | (MPa) | (MPa) | ||
| [Note] | : the material constants | |||
| : the initial stress and strain | ||||
| : the work-hardening coefficients | ||||
| Properties | Target | Plastic | Elasto-Plastic | Experiment | ||
|---|---|---|---|---|---|---|
| Extrusion | Ejection | Extrusion | Ejection | |||
| Whole Length | (134.15) | 136.73 | 136.65 | 135.53 | 135.62 | 135.38 |
| Upper Head Diameter | Ø51.0 | Ø50.99 | Ø50.99 | Ø50.99 | Ø51.05 | Ø51.04 |
| Lower Head Diameter | Ø50.6 | Ø50.59 | Ø50.59 | Ø50.59 | Ø50.65 | Ø50.64 |
| Shaft Diameter | Ø37.0 | Ø36.67 | Ø36.71 | Ø36.80 | Ø36.83 | Ø36.58 |
| Extruded Shaft Length | 34.5 ± 1.0 | 34.52 | 34.52 | 34.42 | 34.42 | 34.35 |
 | Measured Point | Raw | Heat-Treated |
| 1 | 178.2 | 136.2 | |
| 2 | 170.3 | 137.8 | |
| 3 | 171.1 | 137.7 | |
| 4 | 188.1 | 135.0 | |
| 5 | 168.2 | 134.6 | |
| 6 | 172.8 | 138.2 | |
| 7 | 178.1 | 139.9 | |
| 8 | 172.1 | 136.0 | |
| 9 | 174.4 | 142.8 | |
| Average | 174.8 | 136.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ku, T.-W. Numerical and Experimental Investigations on Residual Stress and Hardness within a Cold Forward Extruded Preform. Materials 2023, 16, 2448. https://doi.org/10.3390/ma16062448
Ku T-W. Numerical and Experimental Investigations on Residual Stress and Hardness within a Cold Forward Extruded Preform. Materials. 2023; 16(6):2448. https://doi.org/10.3390/ma16062448
Chicago/Turabian StyleKu, Tae-Wan. 2023. "Numerical and Experimental Investigations on Residual Stress and Hardness within a Cold Forward Extruded Preform" Materials 16, no. 6: 2448. https://doi.org/10.3390/ma16062448
APA StyleKu, T. -W. (2023). Numerical and Experimental Investigations on Residual Stress and Hardness within a Cold Forward Extruded Preform. Materials, 16(6), 2448. https://doi.org/10.3390/ma16062448