
Effect of Supergravity Field on the Microstructure and Mechanical Properties of Highly Conductive Cu Alloys

Abstract
:1. Introduction
2. Experimental
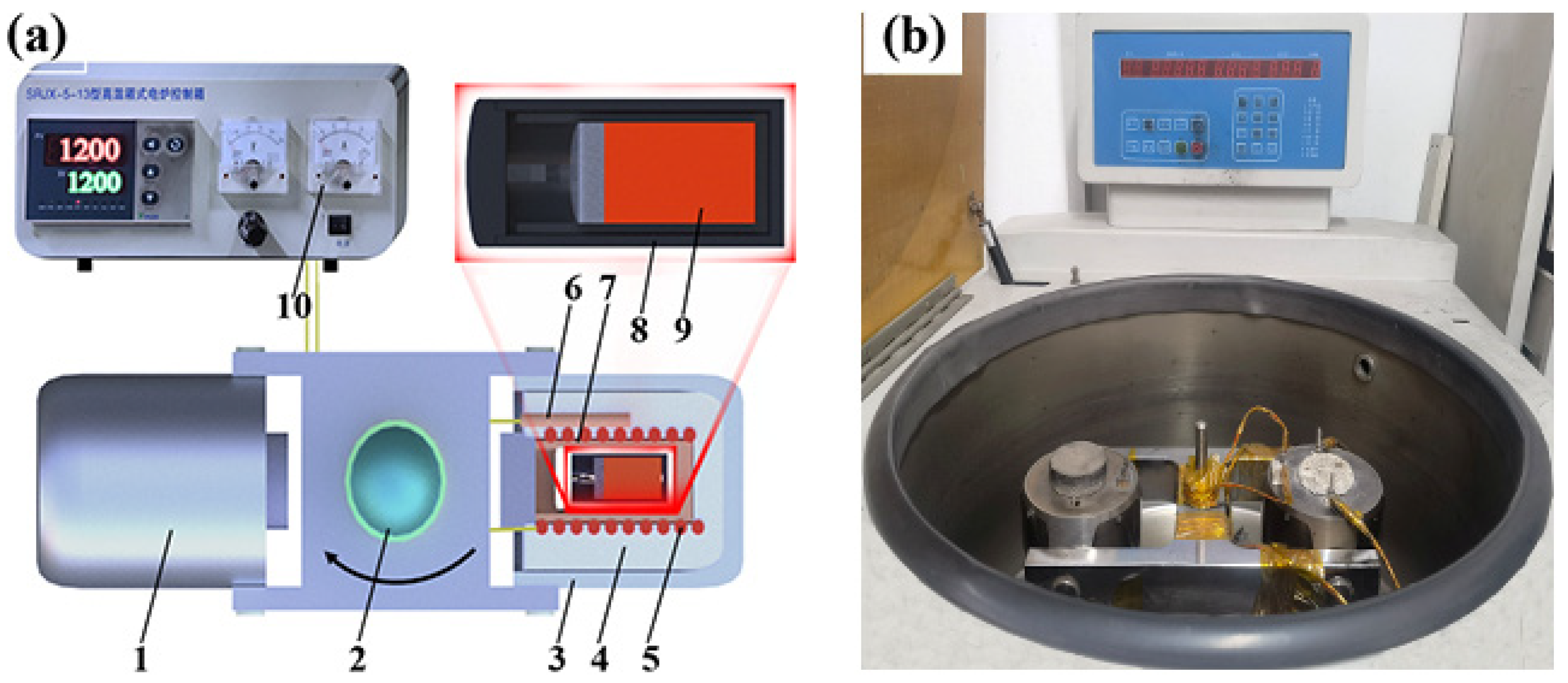
2.1. Experimental Equipment
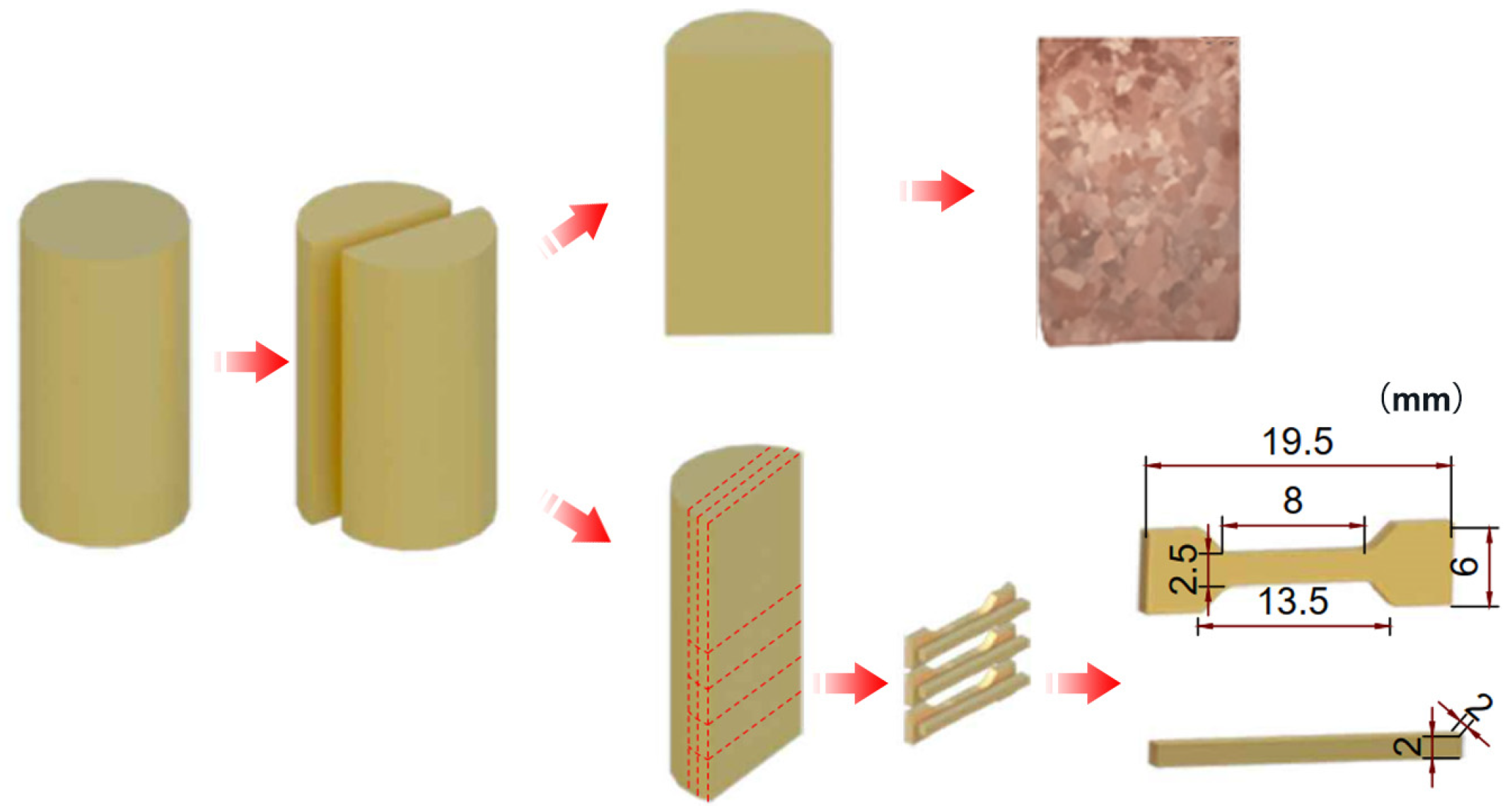
2.2. Materials Preparation
2.3. Experimental Procedure
3. Results and Discussion
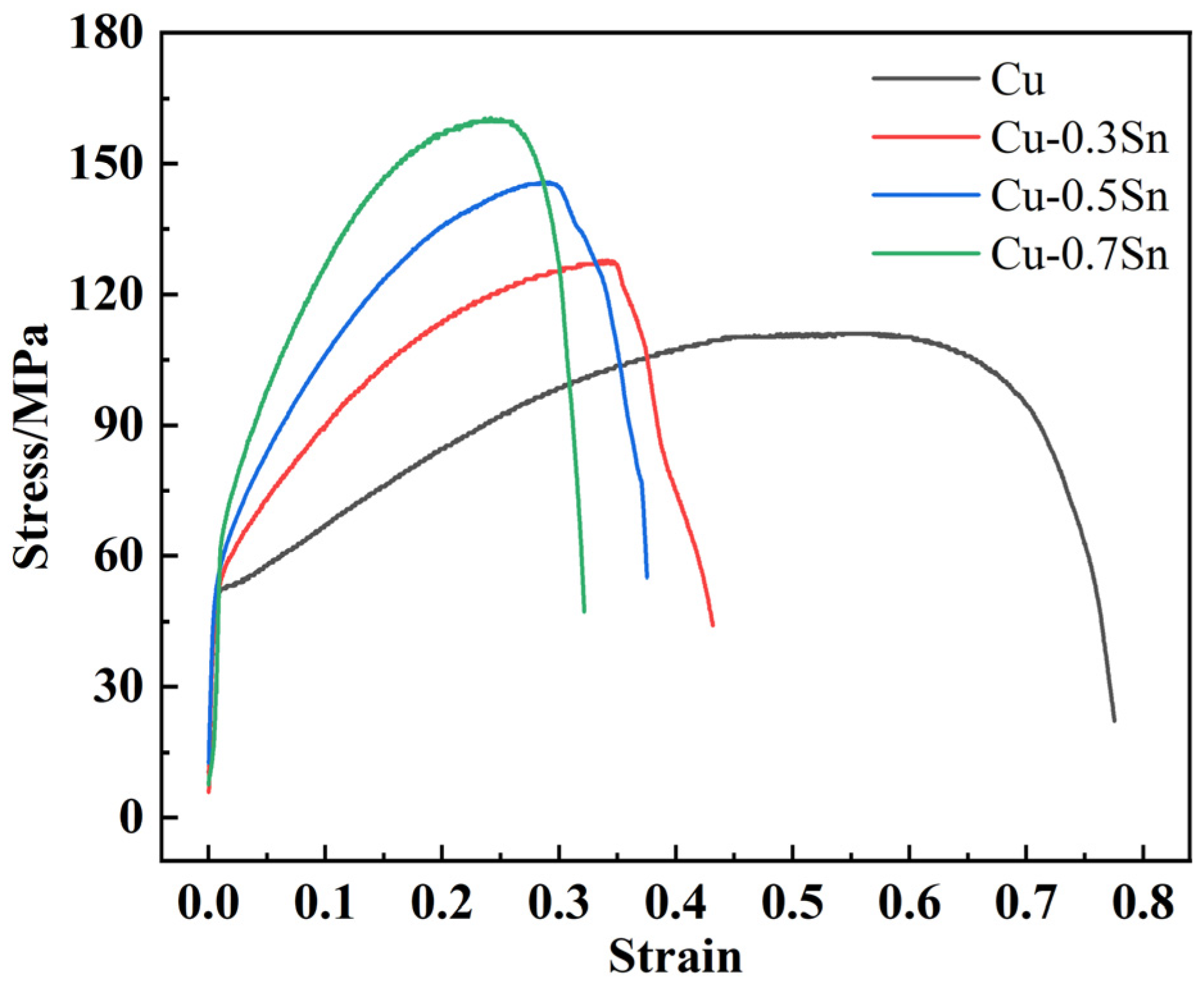
3.1. Effect of Sn Content on the Microstructure and Properties of Cu-Sn Alloys
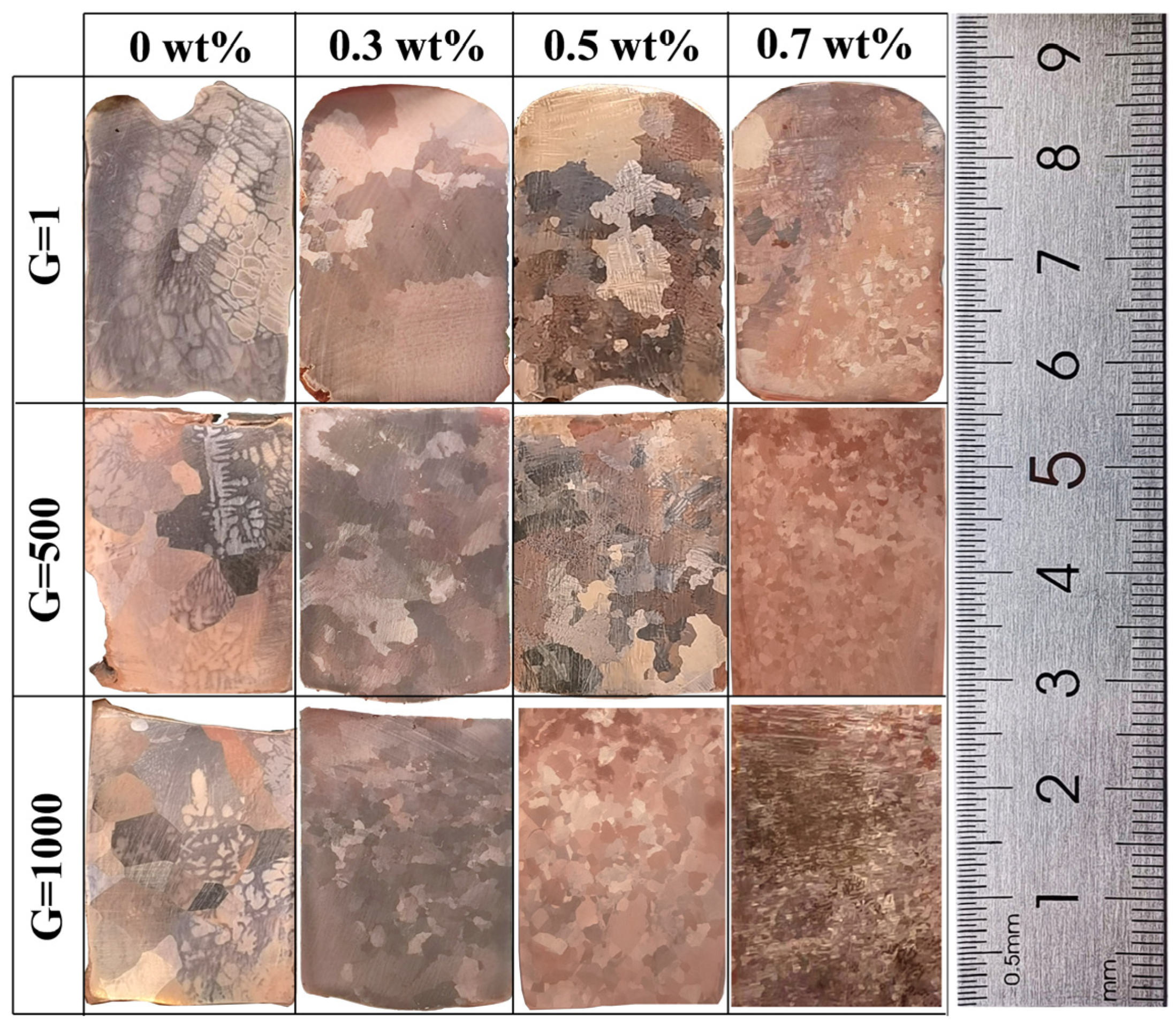
3.2. Effect of Supergravity on the Microstructure and Properties of Cu-Sn Alloys
3.3. Effect Mechanism of Supergravity on the Grain Refinement
- 1.
- Ratio of the nucleation rate (N)
- 2.
- Growth rate (v)
4. Conclusions
- It was experimentally verified that the addition of Sn could refine the grain, and the ultimate tensile strengths of the samples were enhanced to 110.8 MPa, 127.9 MPa, and 145.2 MPa, corresponding to 0wt%, 0.3wt%, and 0.5wt% of the Sn content, respectively. However, the conductivity of the alloy was significantly reduced.
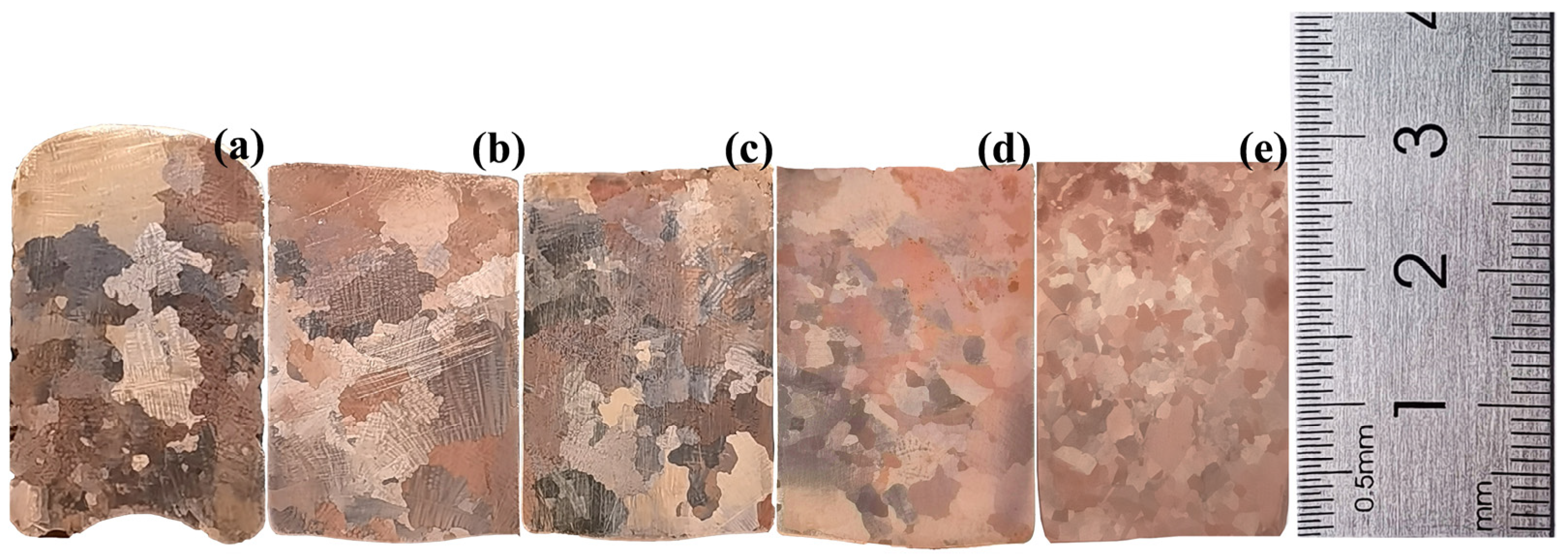
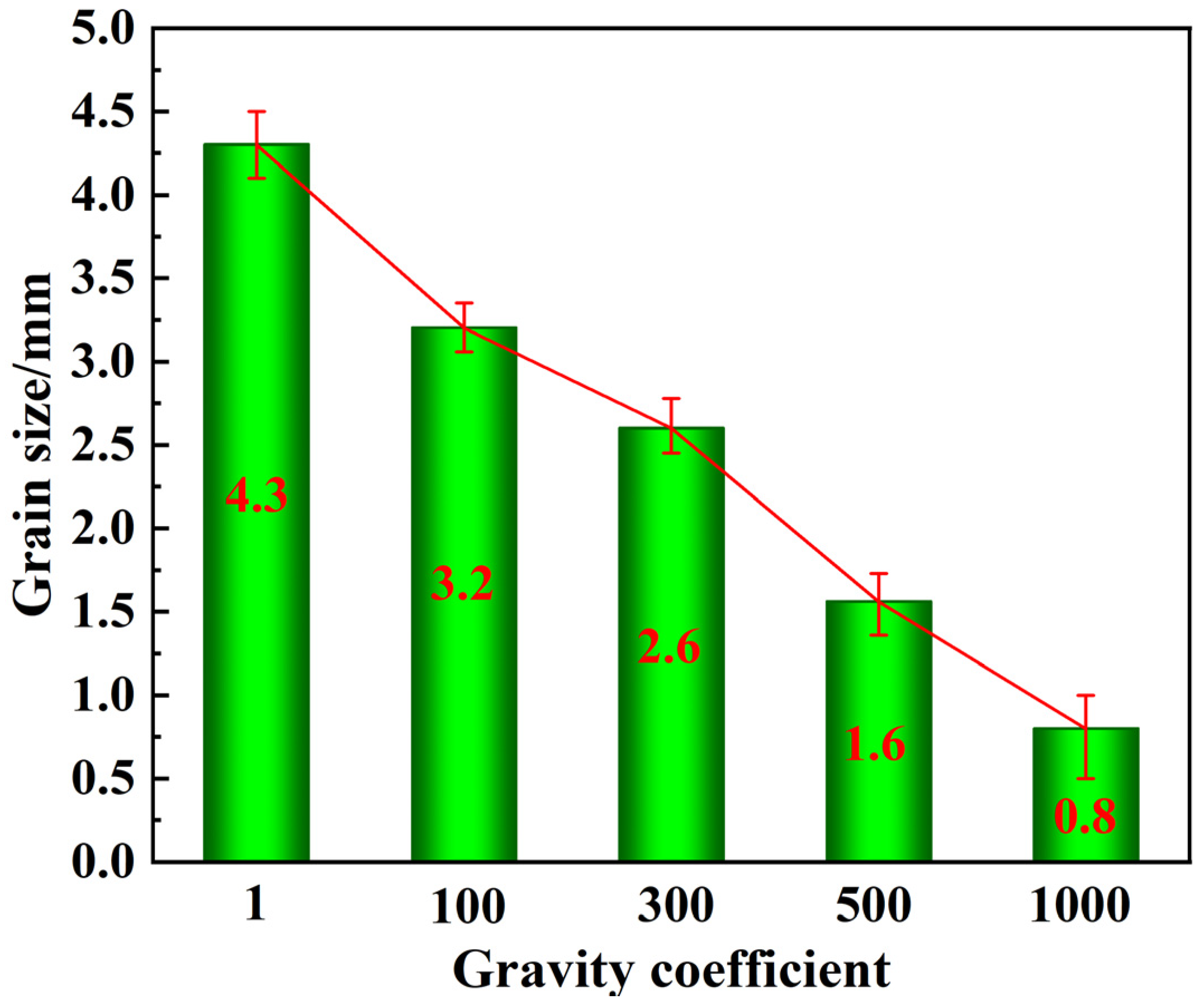
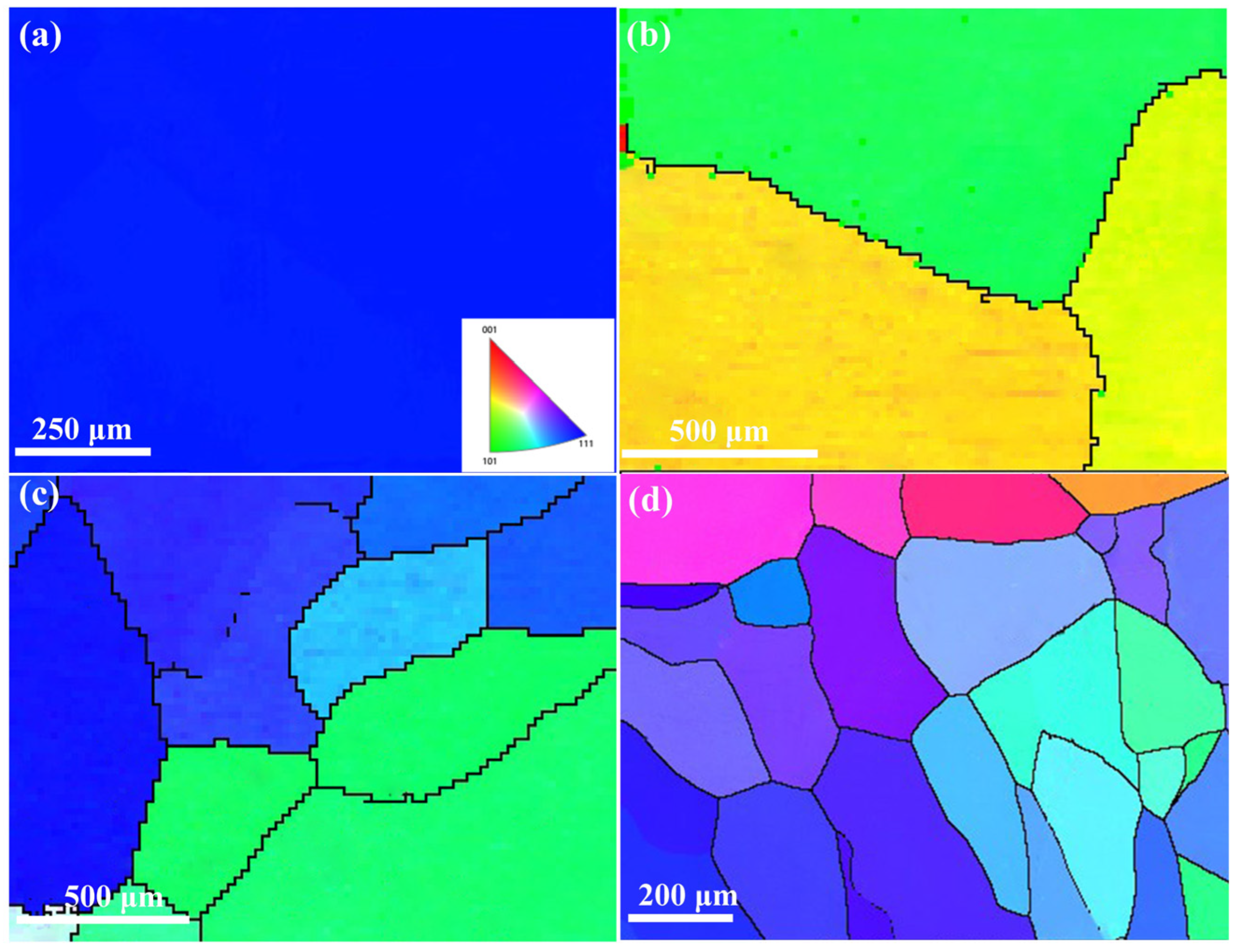
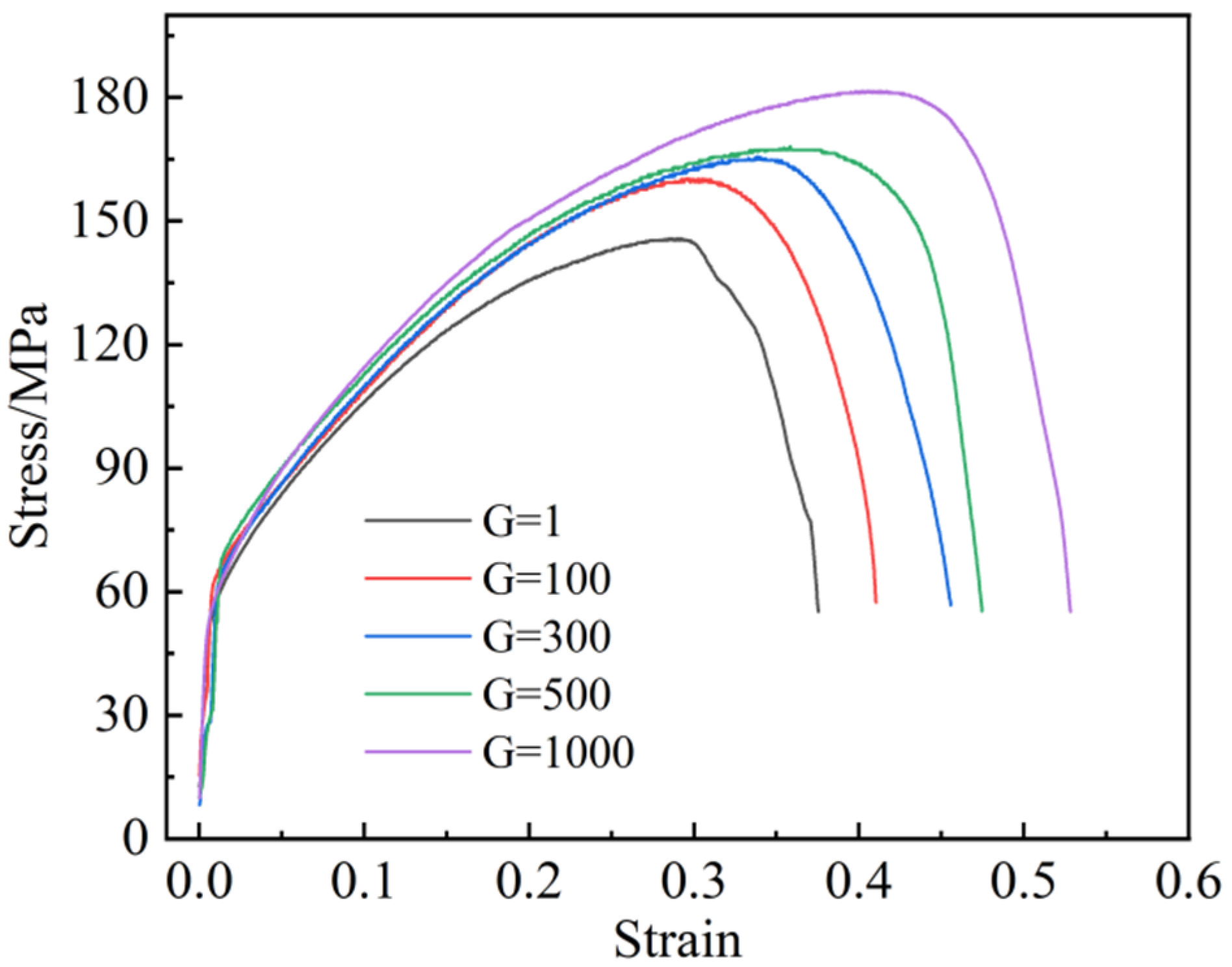
- Supergravity can significantly refine the grain structure of Cu-0.5Sn alloy, and the average grain size was 0.8 mm at G = 1000. Meanwhile, the shape of the crystals gradually transformed from coarse crystals into equiaxed crystals as the gravity coefficient increased. Moreover, both the plasticity and tensile strength were enhanced with the increased gravity coefficient. As the gravity coefficient increases from 1 to 1000, the ultimate tensile strength of Cu-0.5Sn alloys increased from 145.2 MPa to 182 MPa, and there was almost no effect on conductivity.
- The mechanism of grain refinement by the SGF was clarified. Intense convection caused the fractured dendrites to become new nucleating particles, which promoted nuclei formation in advance and increased the ratio of the nucleation rate. It was also found that the melt pressure increased from 0 to 2673.1 kPa with the increase in the gravity coefficient from 1 to 1000. The increased viscosity under SGF hindered the diffusion of atoms in the melt and slowed down the movement of atoms toward the nucleus, which did not benefit from grain growth and led to a decrease in grain size.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, Z.S.; Zuo, T.T.; Wang, M.; Zhang, L.; Da, B.; Ru, Y.D.; Xue, J.L.; Wu, Y.; Han, L.; Xiao, L.Y. In-situ graphene enhanced copper wire: A novel electrical material with simultaneously high electrical conductivity and high strength. Carbon 2022, 186, 303–312. [Google Scholar] [CrossRef]
- Lai, Z.M.; Mai, Y.J.; Song, H.Y.; Mai, J.J.; Jie, X.H. Heterogeneous microstructure enables a synergy of strength, ductility and electrical conductivity in copper alloys. J. Alloys Compd. 2022, 902, 163646. [Google Scholar] [CrossRef]
- Zhou, Y.; Liu, Y.; Song, K.; Li, S.; Feng, C.; Zhu, Q.; Peng, X.; Yang, S.; Li, X.; Zhang, P. Mechanisms for high strength and ultra-high electrical conductivity of Cu-3.5wt.%Ag alloy prepared by thermomechanical treatment. Mater. Today Commun. 2022, 33, 104819–104830. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Shaeri, M.H.; Gode, C.; Armoon, H.; Shamsborhan, M. The synergistic effect of dilute alloying and nanostructuring of copper on the improvement of mechanical and tribological response. Compos. Eng. 2019, 164, 508–516. [Google Scholar] [CrossRef]
- Li, R.G.; Zhang, S.R.; Zou, C.L.; Kang, H.J.; Wang, T.M. The roles of Hf element in optimizing strength, ductility and electrical conductivity of copper alloys. Mater. Sci. Eng. A 2019, 758, 130–138. [Google Scholar] [CrossRef]
- Yang, H.; Ma, Z.; Lei, C.; Meng, L.; Fang, Y.; Liu, J.; Wang, H. High strength and high conductivity Cu alloys: A review. Sci. China Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Wang, W.; Xiao, Z.; Lei, Q.; Meng, H.; Guo, Q.; Yang, Y.; Li, Z. A multiphase strengthened Cu-Nb-Si alloy with high strength and high conductivity. Mater. Charact. 2021, 182, 111565. [Google Scholar] [CrossRef]
- Freudenberger, J.; Thiel, F.; Utt, D.; Albe, K.; Kauffmann, A.; Seils, S.; Heilmaier, M. Solid solution strengthening in medium- to high-entropy alloys. Mater. Sci. Eng. A 2022, 861, 144271. [Google Scholar] [CrossRef]
- Laube, S.; Kauffmann, A.; Ruebeling, F.; Freudenberger, J.; Heilmaier, M.; Greiner, C. Solid solution strengthening and deformation behavior of single-phase Cu-base alloys under tribological load. Acta Mater. 2020, 185, 300–308. [Google Scholar] [CrossRef]
- Fu, R.; Lu, W.; Guo, Y.; Lei, H.; Cui, Y.; Wang, J.; Di, G.; Wang, J.; Liu, C. Achieving high strength-ductility of Al-Zn-Mg-Cu alloys via hot-wire arc additive manufacturing enabled by strengthening precipitates. Addit. Manuf. 2022, 58, 103042. [Google Scholar] [CrossRef]
- Yang, L.; Jiang, X.; Sun, H.; Zhang, Y.; Fang, Y.; Shu, R. Microstructure and properties of Cu-Al-Ni-Mn-Y alloy with precipitation and effective strengthening by aging treatment. J. Alloy. Compd. 2023, 938, 168658. [Google Scholar] [CrossRef]
- Liao, W.; Hu, Y.; Liu, Q. High strength and high electrical conductivity C70250 copper alloy with fibrous structure reinforced by high density, multi-scale nano-precipitates and dislocation. Mater. Sci. Eng. A 2022, 846, 143283. [Google Scholar] [CrossRef]
- Qiu, W.; Jiang, H.; Xiao, Z.; Pang, Y.; Sheng, X.; Li, Z. Effect of creep annealing on the dimensional stability of dispersion strengthened copper alloy. J. Alloy. Compd. 2021, 887, 161321. [Google Scholar] [CrossRef]
- Liao, W.; Yang, H.; Yi, C.; Zheng, J. Effect and mechanism of cold rolling and aging process on microstructure and properties of columnar grain C70250 copper alloy. Mater. Sci. Eng. A 2022, 833, 142577. [Google Scholar] [CrossRef]
- García-Hernández, J.L.; Garay-Reyes, C.G.; Gómez-Barraza, I.K.; Ruiz-Esparza-Rodríguez, M.A.; Gutiérrez-Castañeda, E.J.; Estrada-Guel, I.; Maldonado-Orozco, M.C.; Martínez-Sánchez, R. Influence of plastic deformation and Cu/Mg ratio on the strengthening mechanisms and precipitation behavior of AA2024 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 5471–5475. [Google Scholar] [CrossRef]
- Zhou, M.; Geng, Y.; Zhang, Y.; Ban, Y.; Li, X.; Jia, Y.; Liang, S.; Tian, B.; Liu, Y.; Volinsky, A.A. Enhanced mechanical properties and high electrical conductivity of copper alloy via dual-nanoprecipitation. Mater. Charact. 2023, 195, 112494. [Google Scholar] [CrossRef]
- Tang, Y.; Wu, Y.; Zhang, Y.; Dai, Y.B.; Dong, Q.; Han, Y.F.; Zhu, G.L.; Zhang, J.; Fu, Y.N.; Sun, B.D. Intermittent nucleation and periodic growth of grains under thermo-solutal convection during directional solidification of Al-Cu alloy. Acta Mater. 2021, 212, 116861. [Google Scholar] [CrossRef]
- Liu, X.; Shuai, S.S.; Huang, C.L.; Wu, S.J.; Hu, T.; Chen, C.Y.; Wang, J.; Ren, Z.M. Microstructure and mechanical properties of directionally solidified Al-rich Ni3Al-based alloy under static magnetic field. J. Mater. Sci. Technol. 2022, 110, 117–127. [Google Scholar] [CrossRef]
- Wu, Y.Q.; Tian, Z.A.; Liu, F.; Yuan, Z.H.; Chen, W.; Zhang, C.; Li, C.X. Effect of magnetic field on microstructure and property of Ag-Sn solder alloys. Mater. Lett. 2021, 303, 130515. [Google Scholar] [CrossRef]
- Räbiger, D.; Zhang, Y.H.; Galindo, V.; Franke, S.; Willers, B.; Eckert, S. The relevance of melt convection to grain refinement in Al-Si alloys solidified under the impact of electric currents. Acta Mater. 2014, 79, 327–338. [Google Scholar] [CrossRef]
- Balasubramani, N.; Wang, G.; StJohn, D.H.; Dargusch, M.S. Current understanding of the origin of equiaxed grains in pure metals during ultrasonic solidification and a comparison of grain formation processes with low frequency vibration, pulsed magnetic and electric-current pulse techniques. J. Mater. Sci. Technol. 2021, 65, 38–53. [Google Scholar] [CrossRef]
- Sun, N.; Wang, Z.; Sun, B.; Li, Y.; Guo, Z. Purification of primary aluminum liquid through supergravity-induced filtration. Chem. Eng. Process.-Process. Intensif. 2022, 182, 109199. [Google Scholar] [CrossRef]
- Meng, L.; Wang, Z.; Wang, L.; Guo, L.; Guo, Z. Novel and efficient purification of scrap Al-Mg alloys using supergravity technology. Waste Manag. 2021, 119, 22–29. [Google Scholar] [CrossRef] [PubMed]
- Meng, L.; Wang, Z.; Guo, Z. Effective separation of fusing agent from refined magnesium slag by supergravity technology. Chem. Eng. Process.-Process. Intensif. 2022, 175, 108915. [Google Scholar] [CrossRef]
- Yang, Y.H.; Song, B.; Cheng, J.; Song, G.Y.; Yang, Z.B.; Cai, Z.Y. Effect of Super-gravity Field on Grain Refinement and Tensile Properties of Cu-Sn Alloys. ISIJ Int. 2018, 58, 98–106. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.X.; Guo, Z.C.; Wang, Z.; Wang, M.Y. Influences of Super-Gravity Field on Aluminum Grain Refining. Met. Mater. Trans. A 2010, 41, 670–675. [Google Scholar] [CrossRef]
- Yang, Y.H.; Song, B.; Yang, Z.B.; Song, G.Y.; Cai, Z.Y.; Guo, Z.C. The Refining Mechanism of Super Gravity on the Solidification Structure of Al-Cu Alloys. Materials 2016, 9, 1001. [Google Scholar] [CrossRef] [Green Version]
- Chen, K.Y.; Hu, Z.Q.; Ding, B.Z. Nucleation in Metallic Melt on the Ground and under Elevated Gravity. J. Mater. Sci. Technol. 1994, 10, 307–309. [Google Scholar]
- Li, R.X.; Wang, Z.; Guo, Z.C.; Liaw, P.K.; Zhang, T.; Li, L.; Zhang, Y. Graded microstructures of Al-Li-Mg-Zn-Cu entropic alloys under supergravity. Sci. China Mater. 2018, 62, 736–744. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Gao, J.; Chang, K.; Meng, L.; Zhang, N.; Guo, Z. Manufacturing of open-cell aluminum foams via infiltration casting in super-gravity fields and mechanical properties. RSC Adv. 2018, 8, 15933–15939. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conductivity (%IACS) | Standard Deviation | Ultimate Tensile Strength (MPa) | Standard Deviation | |
|---|---|---|---|---|
| Cu | 104 | 0.8 | 110.8 | 2.3 |
| Cu-0.3Sn | 94 | 1.5 | 127.9 | 1.2 |
| Cu-0.5Sn | 83 | 1.1 | 145.2 | 1.7 |
| Cu-0.7Sn | 73 | 1.2 | 160.6 | 2.7 |
| Gravity Coefficient | Grain Size/mm | Conductivity (%IACS) | Standard Deviation | Ultimate Tensile Strength (MPa) | Standard Deviation |
|---|---|---|---|---|---|
| 1 | 4.3 | 83 | 1.1 | 145.2 | 1.7 |
| 100 | 3.2 | 84 | 1.2 | 160.2 | 1.5 |
| 300 | 2.6 | 85 | 0.6 | 165.3 | 1.8 |
| 500 | 1.56 | 84 | 0.9 | 167.9 | 1.1 |
| 1000 | 0.8 | 83 | 0.3 | 182.0 | 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Lan, X.; Wang, Z.; Guo, Z. Effect of Supergravity Field on the Microstructure and Mechanical Properties of Highly Conductive Cu Alloys. Materials 2023, 16, 2485. https://doi.org/10.3390/ma16062485
Wang L, Lan X, Wang Z, Guo Z. Effect of Supergravity Field on the Microstructure and Mechanical Properties of Highly Conductive Cu Alloys. Materials. 2023; 16(6):2485. https://doi.org/10.3390/ma16062485
Chicago/Turabian StyleWang, Lu, Xi Lan, Zhe Wang, and Zhancheng Guo. 2023. "Effect of Supergravity Field on the Microstructure and Mechanical Properties of Highly Conductive Cu Alloys" Materials 16, no. 6: 2485. https://doi.org/10.3390/ma16062485
APA StyleWang, L., Lan, X., Wang, Z., & Guo, Z. (2023). Effect of Supergravity Field on the Microstructure and Mechanical Properties of Highly Conductive Cu Alloys. Materials, 16(6), 2485. https://doi.org/10.3390/ma16062485