
Effect of Femtosecond Laser Processing Parameters on the Ablation Microgrooves of RB-SiC Composites



Abstract
:1. Introduction
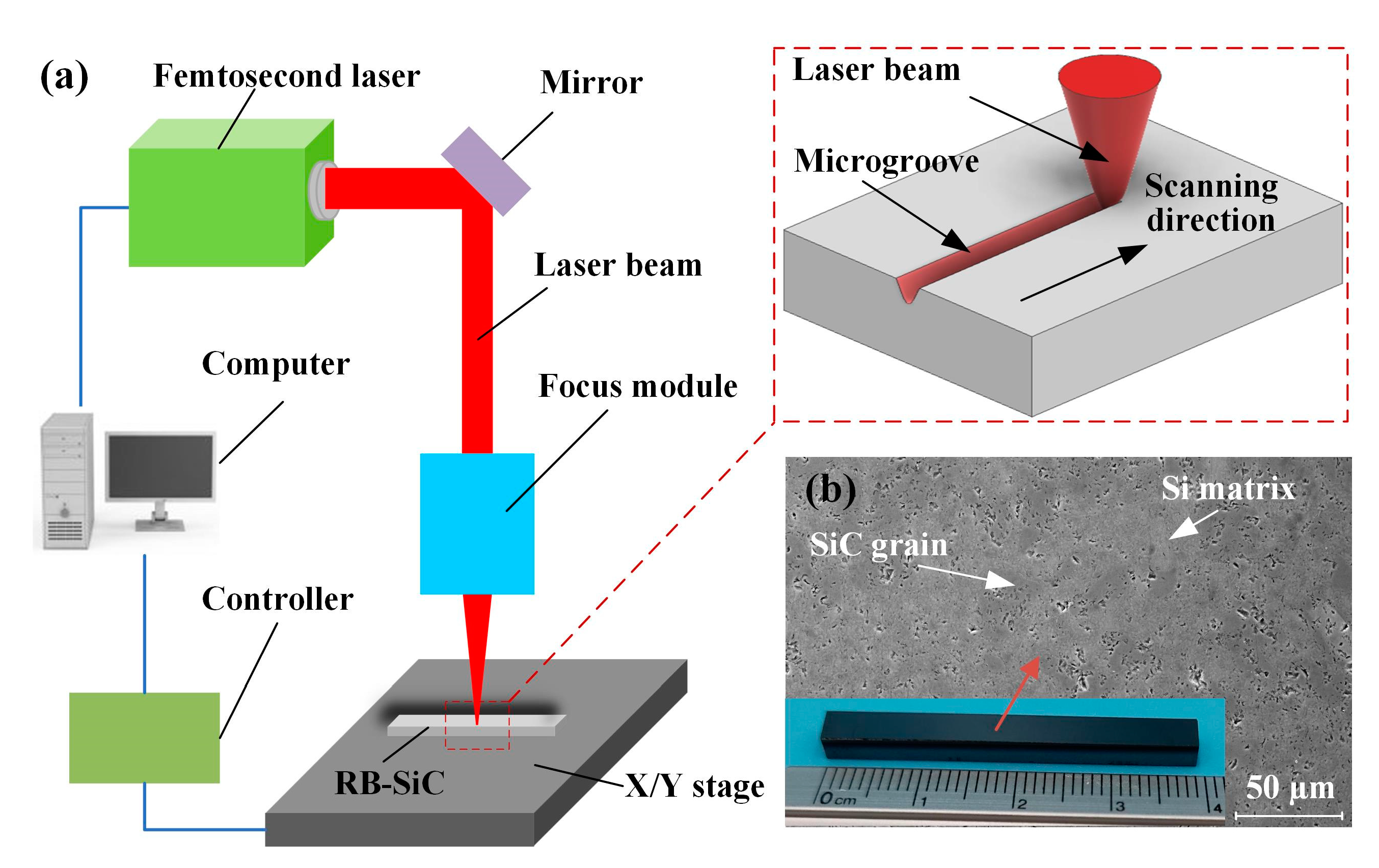
2. Materials and Methods
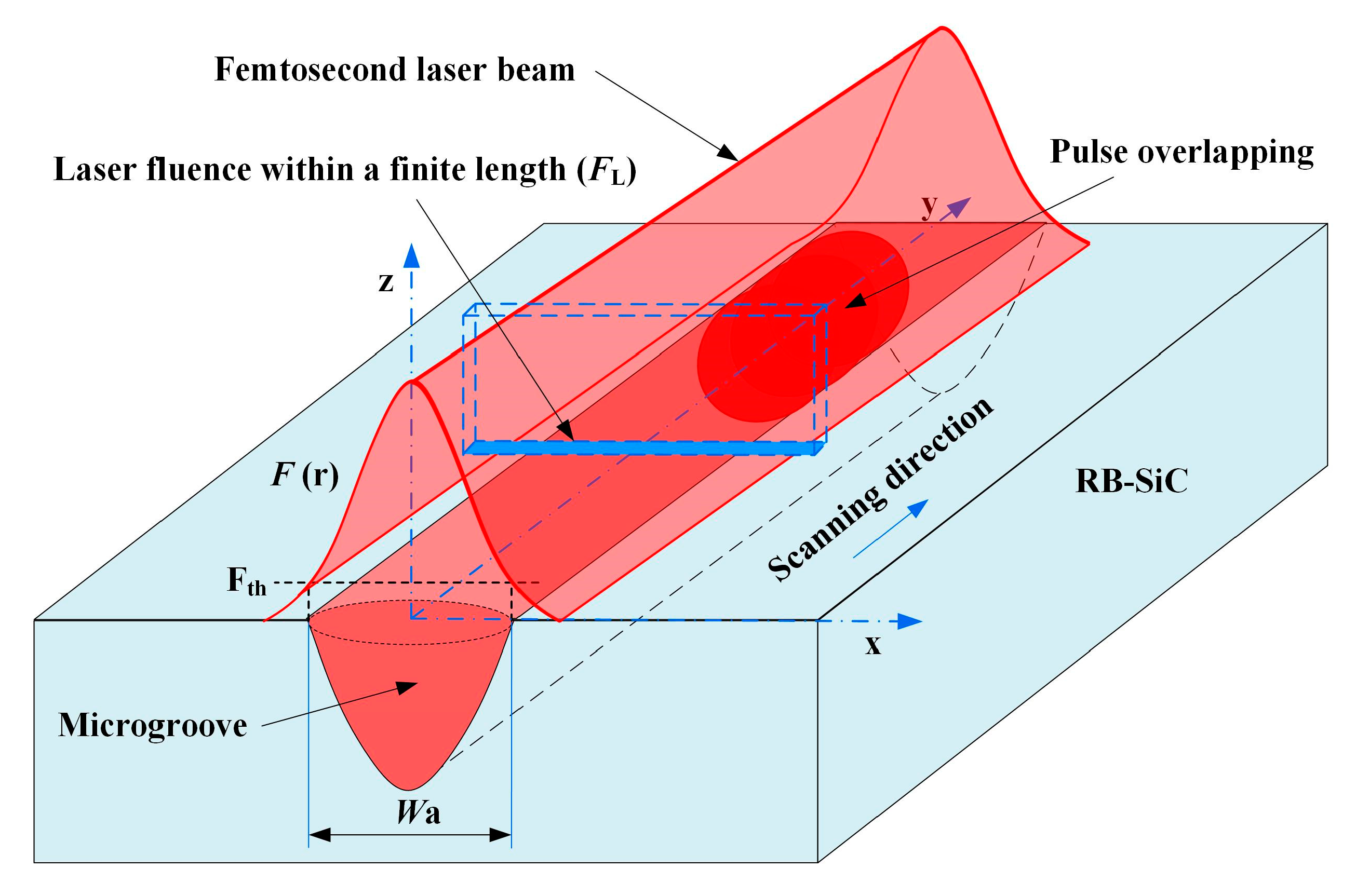
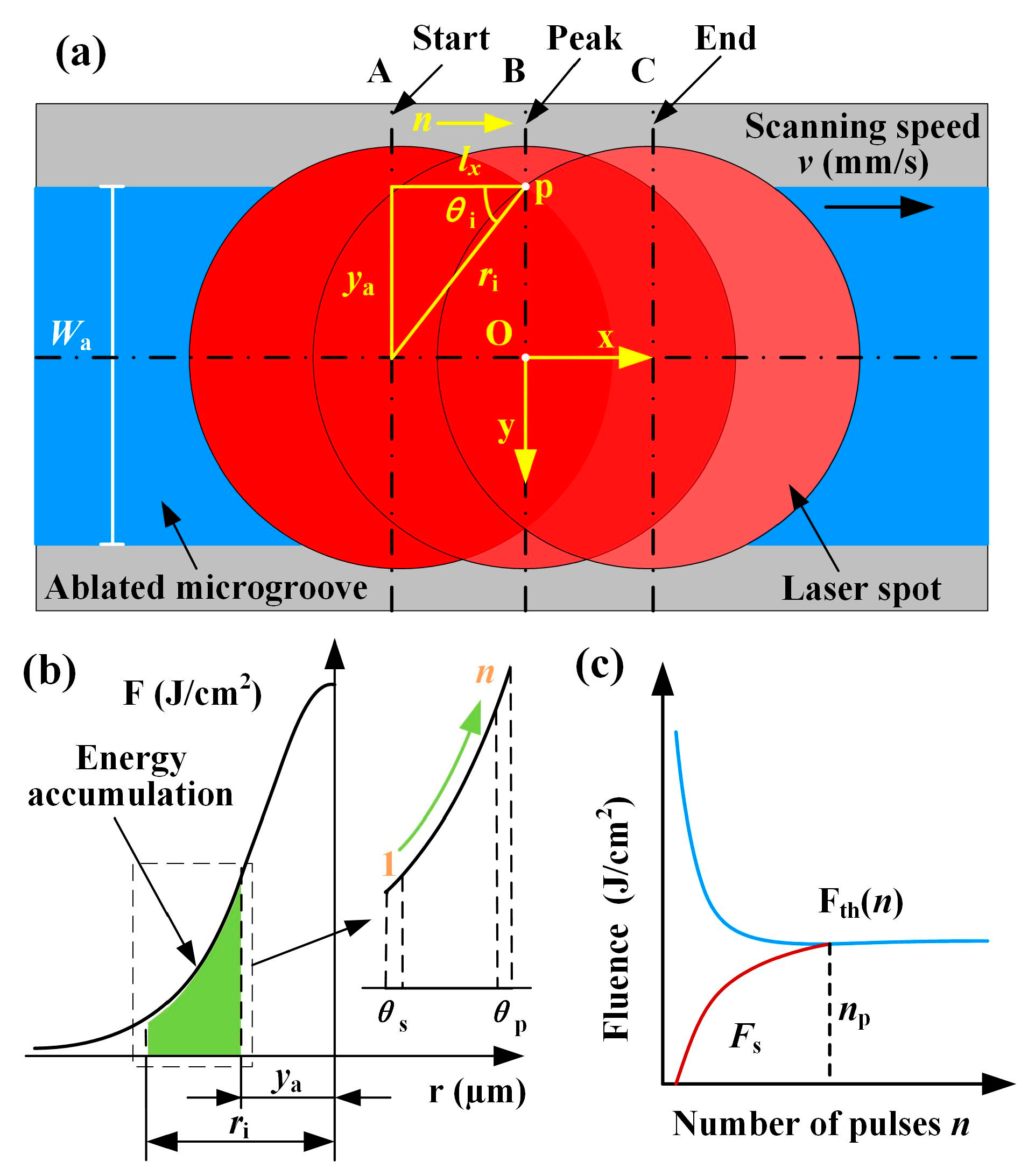
3. Prediction Model of Ablation Width
4. Results and Discussion
4.1. Effects of Processing Parameters on Microgroove Width
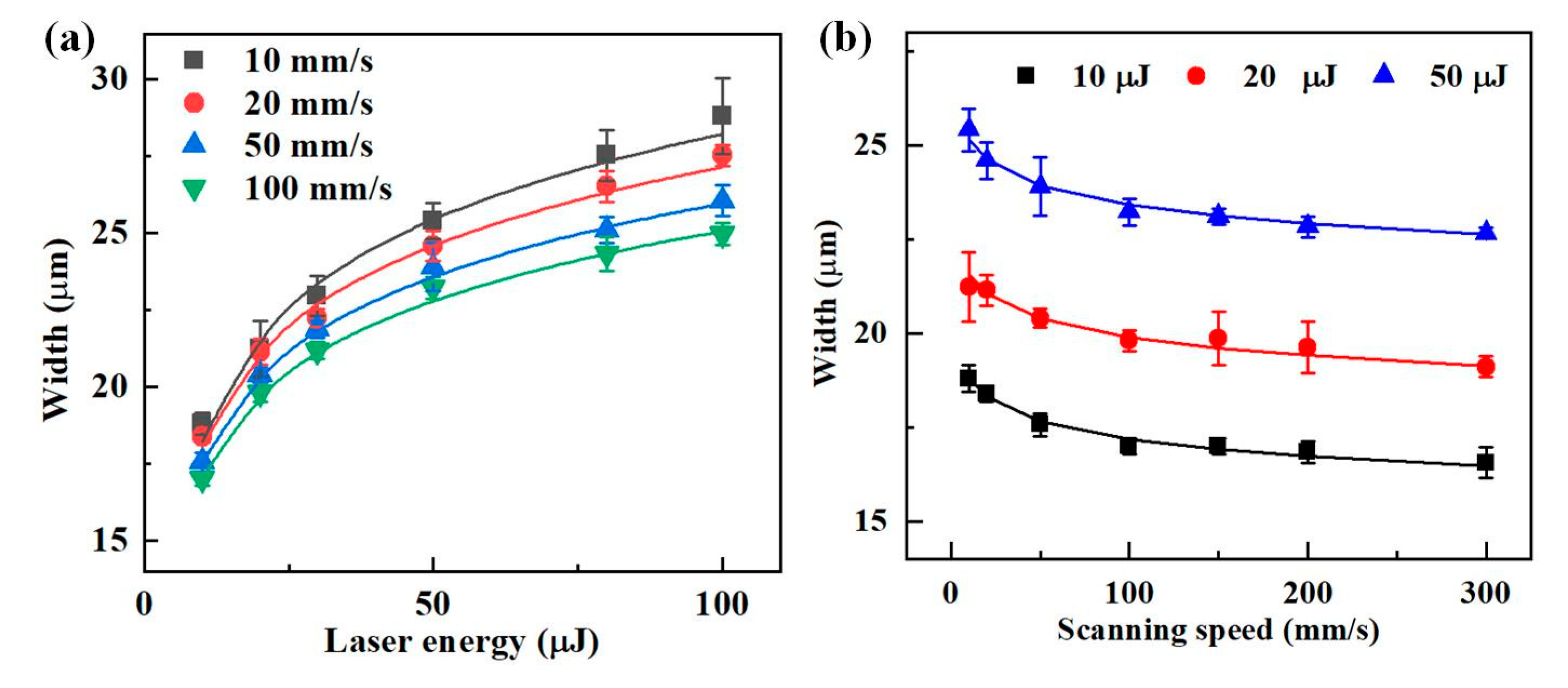
4.1.1. Effects of Laser Energy and Scanning Speed on Microgroove Width
4.1.2. Effects of the Number of Passes on Microgroove Width
4.2. Effects of Processing Parameters on Microgroove Depth
4.2.1. Effects of Laser Energy and Scanning Speed on Microgroove Depth
4.2.2. Effects of the Number of Passes on Microgroove Depth
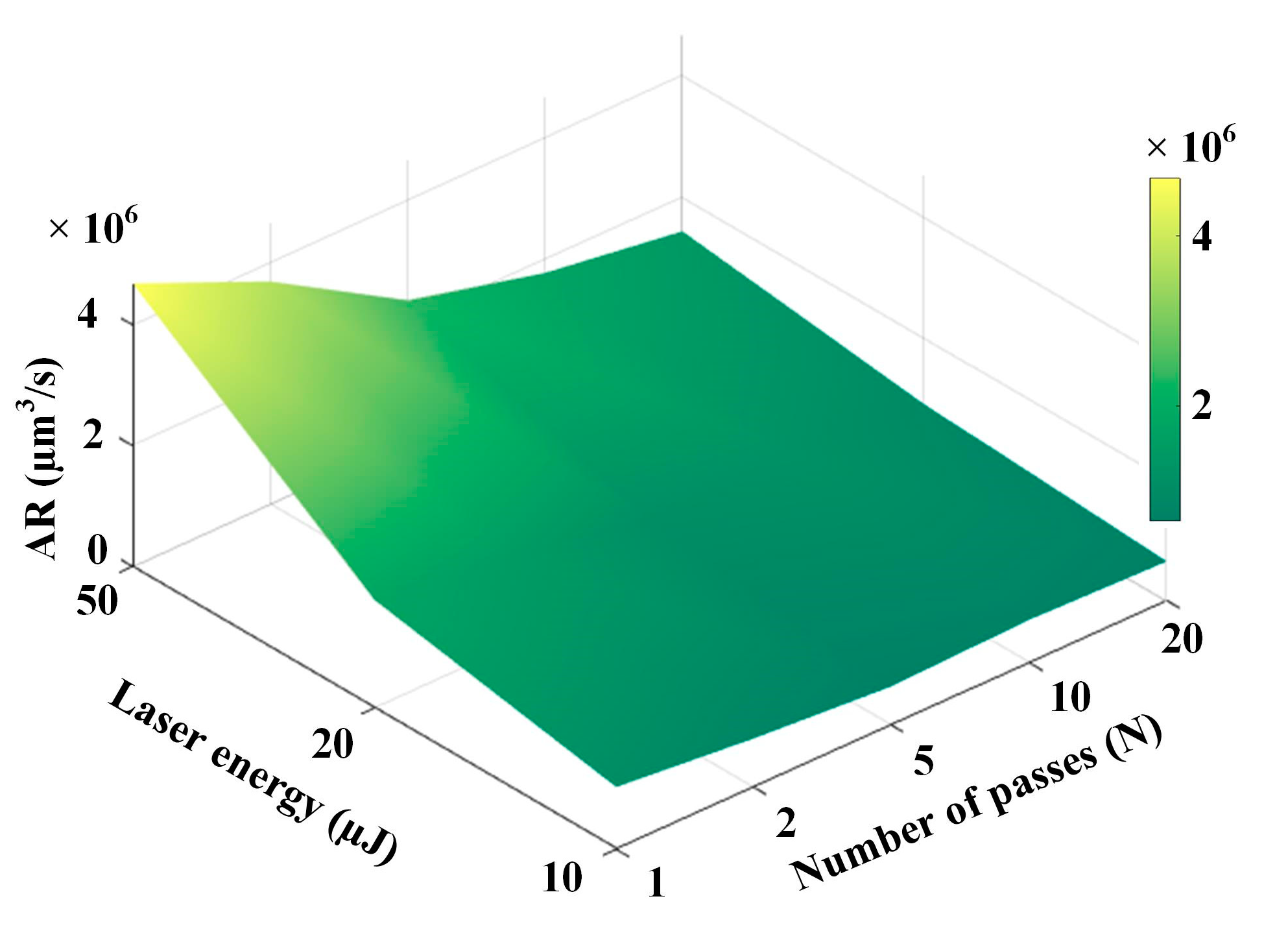
4.3. Ablation Rate of Microgroove
5. Conclusions
- 1.
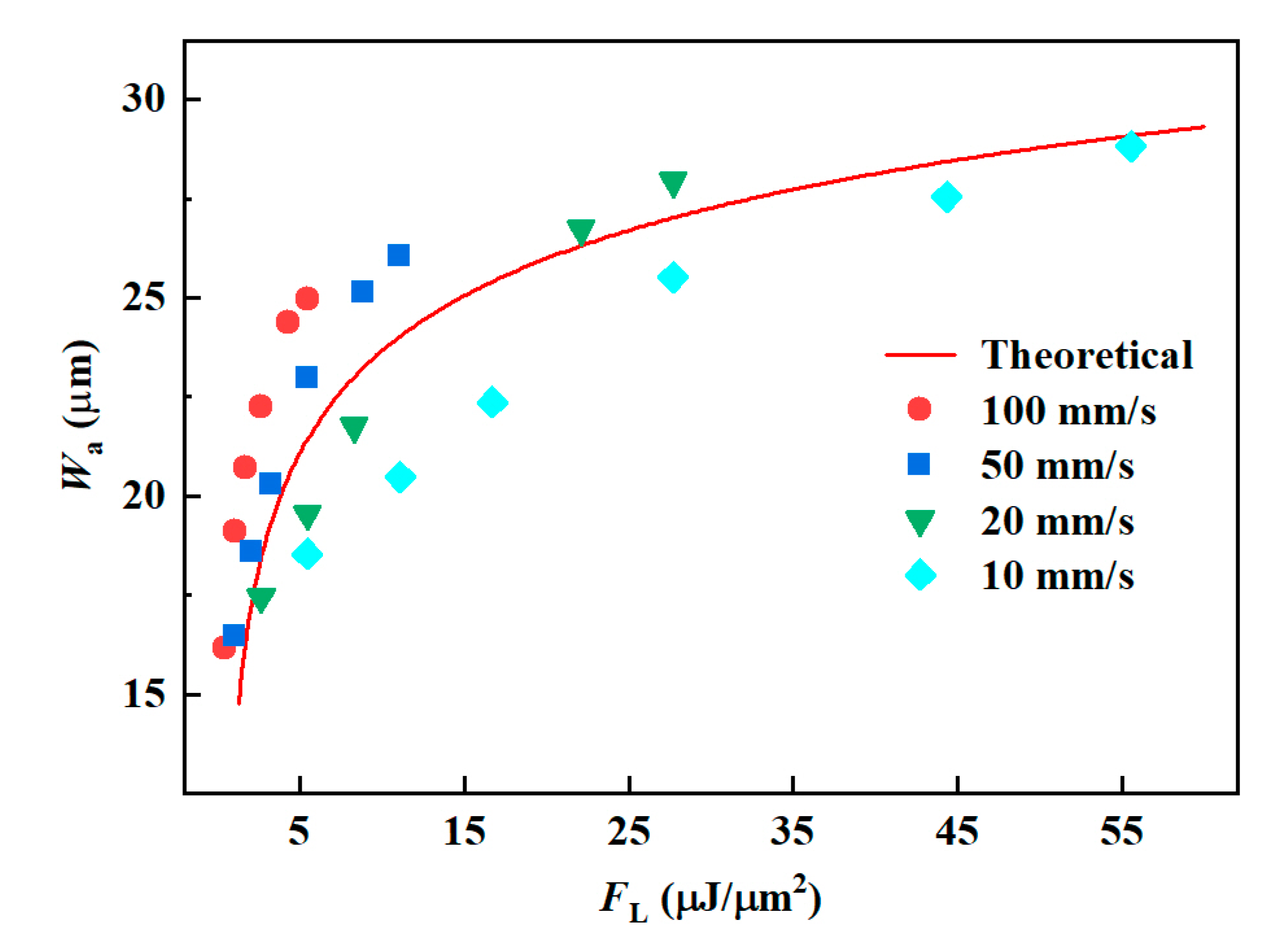
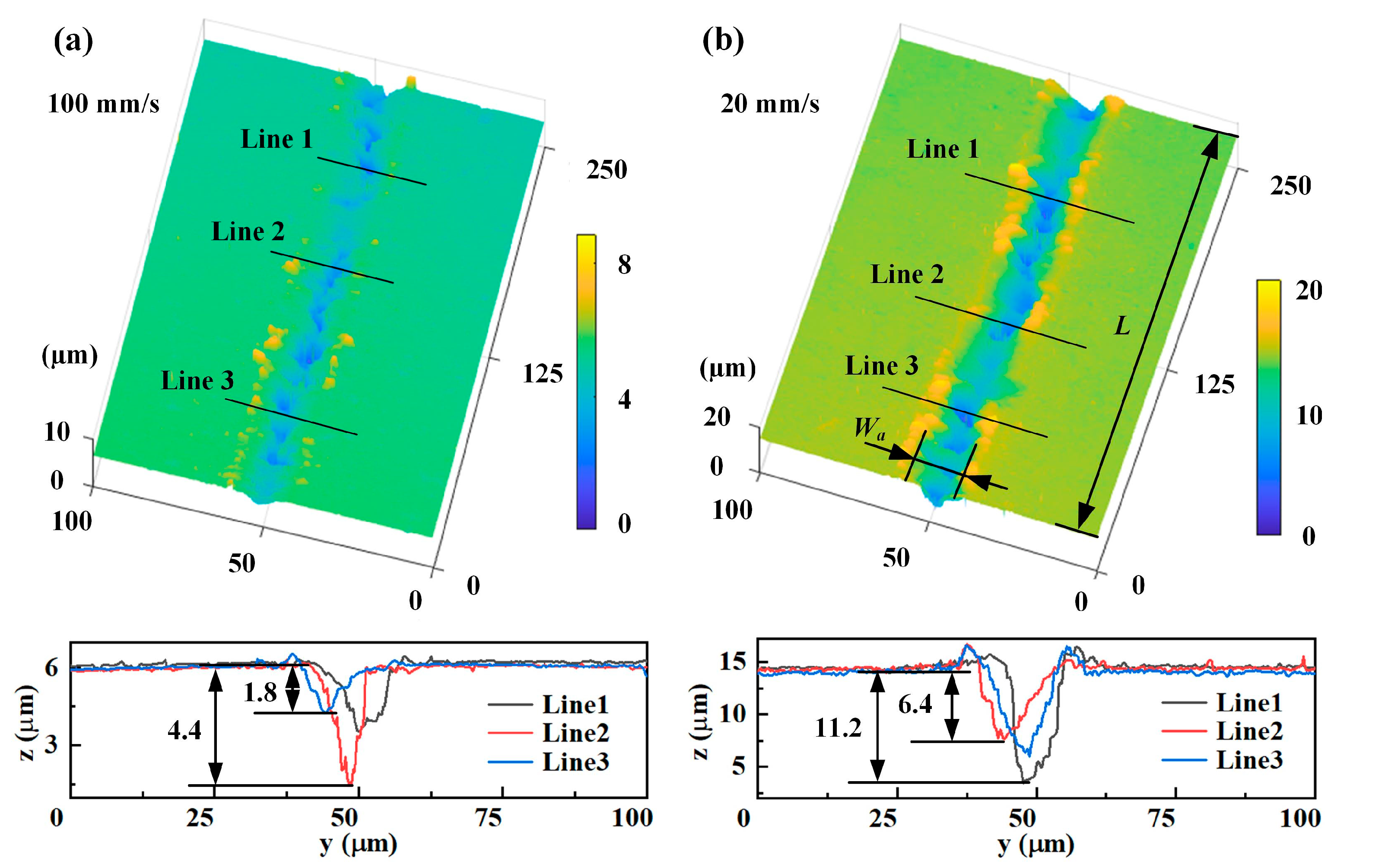
- For microgroove ablation width Wa (about 25 μm), the laser energy is the main effect factor compared with the scan speed and the number of passes. Increasing the average ablation depth Da of RB-SiC microgrooves was found to increase with the laser energy and the number of passes and decreasing with the increased scanning speed.
- 2.
- An energy accumulation analysis method based on the laser fluence FL within the finite element length was proposed, a Wa prediction model was established, and the experimental results were distributed near the prediction curve with a maximum error of 20.4%. In the meantime, the average ablation depth Da varied linearly with FL at one pass.
- 3.
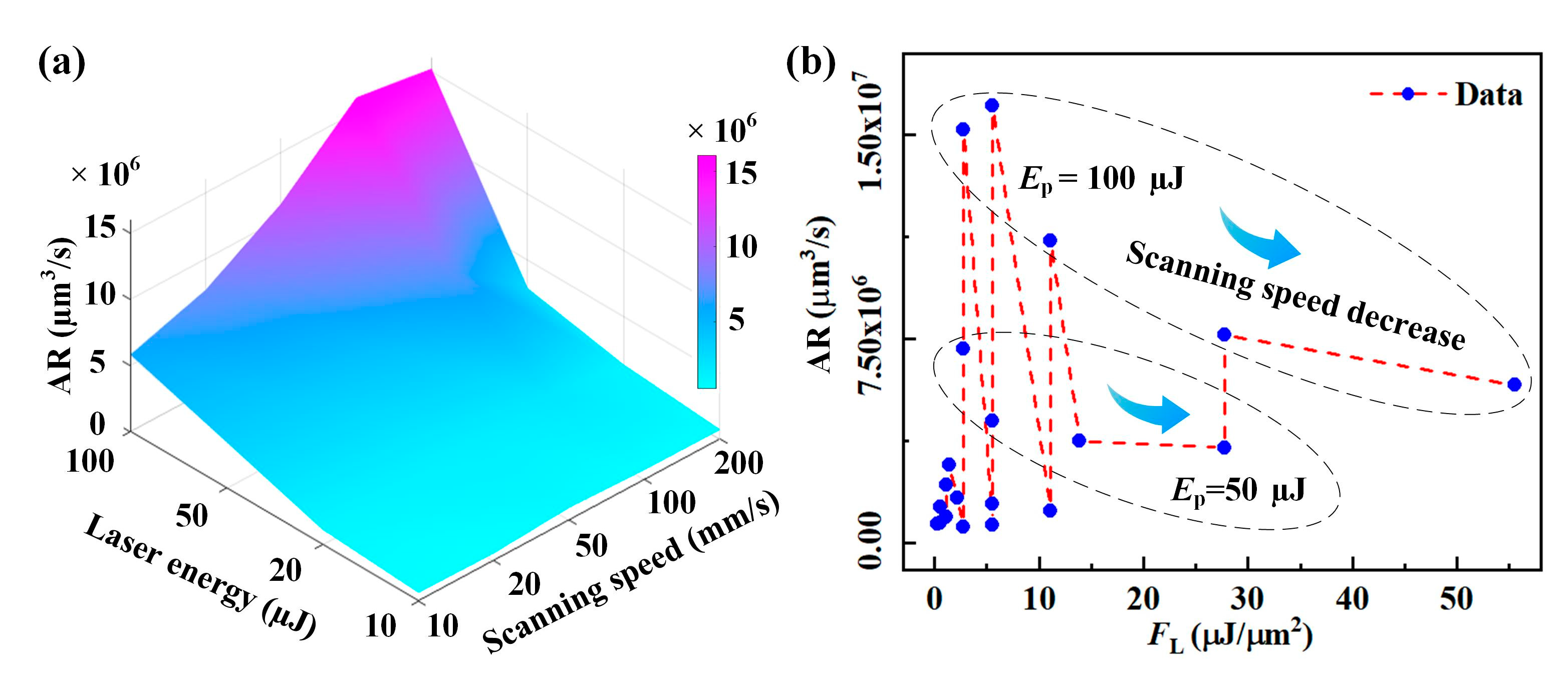
- The variation in AR of microgrooves under a single pass showed a narrowing trend with increasing FL, but the laser energy dominated the effect. The multi-pass AR value decreased as the passes count increased and finally stabilized. For suitable laser energy, a small number of passes (≤2) and a high scanning speed (≥50 mm/s) should be chosen to achieve a high processing efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grinchuk, P.; Kiyashko, M.; Abuhimd, H.; Alshahrani, M.; Solovei, D.; Stepkin, M.; Akulich, A.; Shashkov, M.; Kuznetsova, T.; Danilova-Tretiak, S.; et al. Advanced technology for fabrication of reaction-bonded SiC with controlled composition and properties. J. Eur. Ceram. Soc. 2021, 41, 5813–5824. [Google Scholar] [CrossRef]
- Sung, H.; Kim, Y.; Kim, D. Joining of reaction bonded silicon carbide using self-infiltration of residual Si present in the RBSC. Ceram. Int. 2020, 46, 28800–28805. [Google Scholar] [CrossRef]
- Katoh, Y.; Snead, L. Silicon carbide and its composites for nuclear applications—Historical overview. J. Nucl. Mater. 2019, 526, 151849. [Google Scholar] [CrossRef]
- Chen, C.; Chung, C.; Wu, B.; Li, W.; Chien, C.; Wu, P.; Cheng, C. Microstructure and lubricating property of ultra-fast laser pulse textured silicon carbide seals. Appl. Phys. A 2012, 107, 345–350. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X. Subsurface damages beneath fracture pits of reaction-bonded silicon carbide after ultra-precision grinding. Appl. Surf. Sci. 2018, 448, 341–350. [Google Scholar] [CrossRef] [Green Version]
- Meshram, T.; Yan, J. Generation of microcones on reaction-bonded silicon carbide by nanosecond pulsed laser irradiation. Int. J. Adv. Manuf. Technol. 2019, 108, 1039–1048. [Google Scholar] [CrossRef]
- Wu, C.; Li, B.; Liu, Y.; Liang, S. Surface roughness modeling for grinding of Silicon Carbide ceramics considering co-existence of brittleness and ductility. Int. J. Mech. Sci. 2017, 133, 167–177. [Google Scholar] [CrossRef]
- Xu, B.; Jiang, P.; Wang, Y.; Zhao, J.; Geng, S. Heat-mass transfer and its effects on the in-situ Al/SiC reactions in aluminum welds during wobbling laser melting injection of SiC particles. J. Mater. Process. Technol. 2022, 308, 117707. [Google Scholar] [CrossRef]
- Liu, X.; Bai, B.; Chen, Q.; Sun, H. Etching-assisted femtosecond laser modification of hard materials. Opto-Electron. Adv. 2019, 2, 19002101–19002114. [Google Scholar] [CrossRef] [Green Version]
- Fan, Z.; Sun, X.; Zhuo, X.; Mei, X.; Cui, J.; Duan, W.; Wang, W.; Zhang, X.; Yang, L. Femtosecond laser polishing yttria-stabilized zirconia coatings for improving molten salts corrosion resistance. Corros. Sci. 2021, 184, 109376. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, F.; Zhang, Y.; Xiong, X.; Ju, B.; Cui, H.; Chen, Y. Single-pulse femtosecond laser ablation of monocrystalline silicon: A modeling and experimental study. Appl. Surf. Sci. 2022, 576, 151722. [Google Scholar] [CrossRef]
- Crawford, T.; Borowiec, A.; Haugen, H. Femtosecond laser micromachining of grooves in silicon with 800 nm pulses. Appl. Phys. A 2004, 80, 1717–1724. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Feng, S.; Zhu, H. Evolution of micro/nano-structural arrays on crystalline silicon carbide by femtosecond laser ablation. Mater. Sci. Semicond. Process. 2021, 121, 105299. [Google Scholar] [CrossRef]
- Deng, D.; Xie, Y.; Chen, L.; Chen, X. Experimental investigation on laser micromilling of SiC microchannels. Int. J. Adv. Manuf. Technol. 2018, 101, 9–21. [Google Scholar] [CrossRef]
- Chen, H.; Wei, C.; Cao, Z.; Peng, X.; Jiang, Z.; Shao, J. Femtosecond laser-selective polishing of RB-SiC at a fluence between its two-phase threshold. Opt. Mater. Express 2022, 12, 1491–1501. [Google Scholar] [CrossRef]
- Mustafa, H.; Mezera, M.; Matthews, D.; Römer, G. Effect of surface roughness on the ultrashort pulsed laser ablation fluence threshold of zinc and steel. Appl. Surf. Sci. 2019, 488, 10–21. [Google Scholar] [CrossRef] [Green Version]
- Evlashin, S.A.; Svyakhovskiy, S.E.; Fedorov, F.S.; Mankelevich, Y.A.; Dyakonov, P.V.; Minaev, N.V.; Dagesyan, S.A.; Maslakov, K.I.; Khmelnitsky, R.A.; Suetin, N.V.; et al. Ambient Condition Production of High Quality Reduced Graphene Oxide. Adv. Mater. Interfaces 2018, 5, 1800737. [Google Scholar] [CrossRef] [Green Version]
- Ashkenasi, D.; Lorenz, M.; Stoian, R.; Rosenfeld, A. Surface damage threshold and structuring of dielectrics using femtosecond laser pulses: The role of incubation. Appl. Surf. Sci. 1999, 150, 101–106. [Google Scholar] [CrossRef]
- Yang, Z.; Ji, P.; Zhang, Z.; Ju, Y.; Wang, Z.; Zhang, Q.; Wang, C.; Xu, W. Fundamental 3D simulation of the femtosecond laser ablation for cooling hole drilling on Ni and Fe based aero-engine components. Opt. Commun. 2020, 475, 126237. [Google Scholar] [CrossRef]
- Tang, Q.; Wu, C.; Wu, T. Defocusing effect and energy absorption of plasma in picosecond laser drilling. Opt. Commun. 2021, 478, 126410. [Google Scholar] [CrossRef]
- Kawakami, H.; Nabetani, S.; Ueda, M.; Ogawa, Y.; Yamazaki, K.; Aoyama, H. Simulation Method on Three-Dimensional Shape Generation Process by Femtosecond Laser Ablation. Procedia CIRP 2020, 95, 921–926. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value |
|---|---|
| Wavelength λ [nm] | 1035 |
| Pulse duration τ [fs] | 350 |
| Repetition rate f [kHz] | 100 |
| Laser energy Ep [μJ] | 10–100 |
| Scanning speed v [mm/s] | 10–300 |
| Number of passes N | 1–20 |
| Parameters | FL (μJ/μm2) | Parameters | FL (μJ/μm2) | Parameters | FL (μJ/μm2) | Parameters | FL (μJ/μm2) |
|---|---|---|---|---|---|---|---|
| 10 μJ × 10 mm/s | 5.56 | 10 μJ × 20 mm/s | 2.78 | 10 μJ × 50 mm/s | 1.11 | 10 μJ × 100 mm/s | 0.56 |
| 20 μJ × 10 mm/s | 11.11 | 20 μJ × 20 mm/s | 5.56 | 20 μJ × 50 mm/s | 2.22 | 20 μJ ×100 mm/s | 1.11 |
| 30 μJ × 10 mm/s | 16.67 | 30 μJ × 20 mm/s | 8.33 | 30 μJ × 50 mm/s | 3.33 | 30 μJ ×100 mm/s | 1.67 |
| 50 μJ × 10 mm/s | 27.78 | 50 μJ × 20 mm/s | 13.89 | 50 μJ × 50 mm/s | 5.56 | 50 μJ ×100 mm/s | 2.78 |
| 80 μJ × 10 mm/s | 44.44 | 80 μJ × 20 mm/s | 22.22 | 80 μJ × 50 mm/s | 8.89 | 80 μJ × 100 mm/s | 4.44 |
| 100 μJ × 10 mm/s | 55.56 | 100 μJ × 20 mm/s | 27.78 | 100 μJ × 50 mm/s | 11.11 | 100 μJ × 100 mm/s | 5.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, F.; Kang, R.; Ma, H.; Ma, G.; Wu, D.; Dong, Z. Effect of Femtosecond Laser Processing Parameters on the Ablation Microgrooves of RB-SiC Composites. Materials 2023, 16, 2536. https://doi.org/10.3390/ma16062536
Yang F, Kang R, Ma H, Ma G, Wu D, Dong Z. Effect of Femtosecond Laser Processing Parameters on the Ablation Microgrooves of RB-SiC Composites. Materials. 2023; 16(6):2536. https://doi.org/10.3390/ma16062536
Chicago/Turabian StyleYang, Feng, Renke Kang, Hongbin Ma, Guangyi Ma, Dongjiang Wu, and Zhigang Dong. 2023. "Effect of Femtosecond Laser Processing Parameters on the Ablation Microgrooves of RB-SiC Composites" Materials 16, no. 6: 2536. https://doi.org/10.3390/ma16062536
APA StyleYang, F., Kang, R., Ma, H., Ma, G., Wu, D., & Dong, Z. (2023). Effect of Femtosecond Laser Processing Parameters on the Ablation Microgrooves of RB-SiC Composites. Materials, 16(6), 2536. https://doi.org/10.3390/ma16062536