Comparison to Micro Wear Mechanism of PVD Chromium Coatings and Electroplated Hard Chromium


Abstract
:1. Introduction
2. Materials and Methods
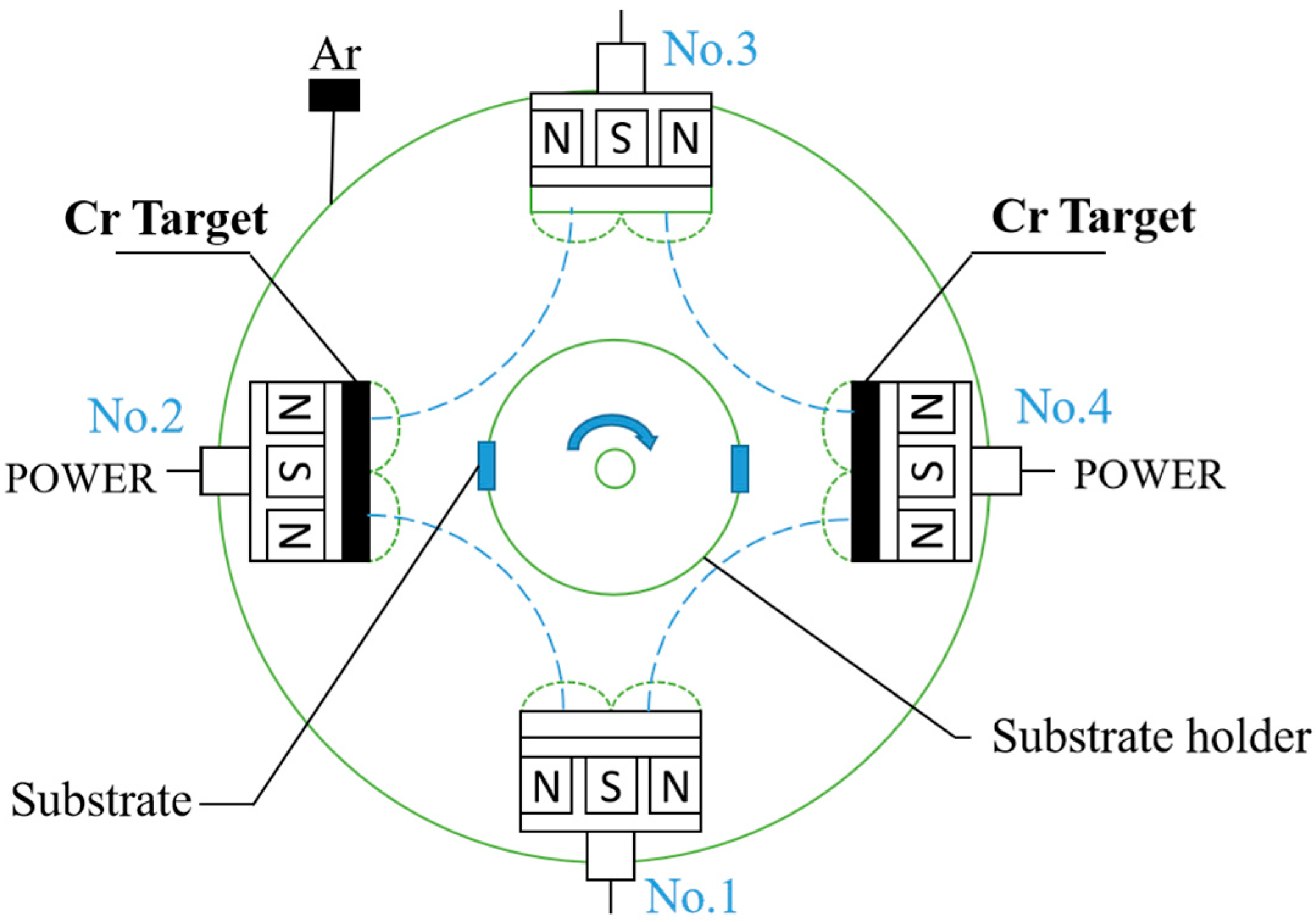
2.1. Coating Deposition
2.2. Microscopic Characterization
2.3. Mechanical and Tribological Properties
3. Results
3.1. Characteristics of Microstructure
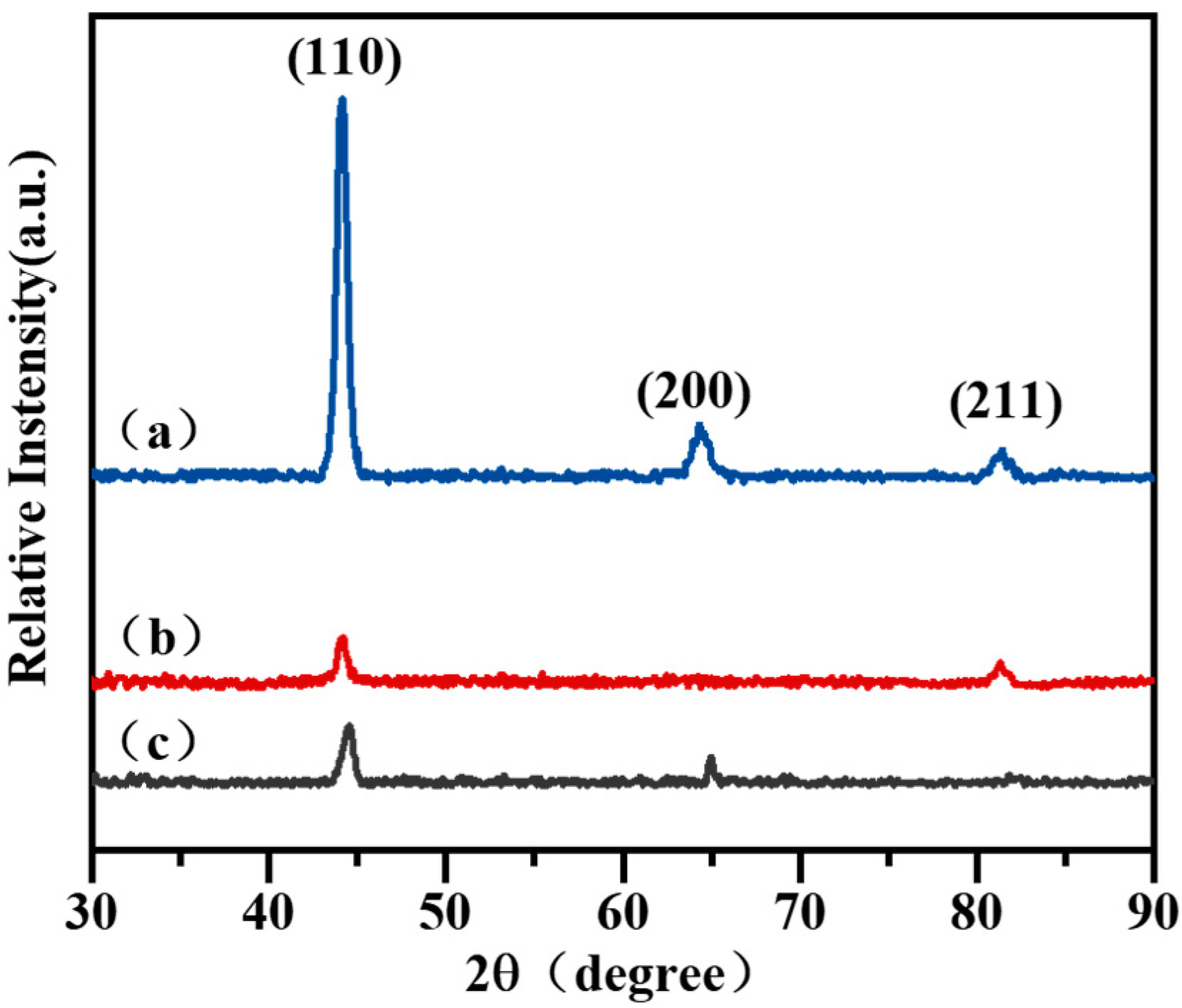
3.1.1. X-ray Diffraction
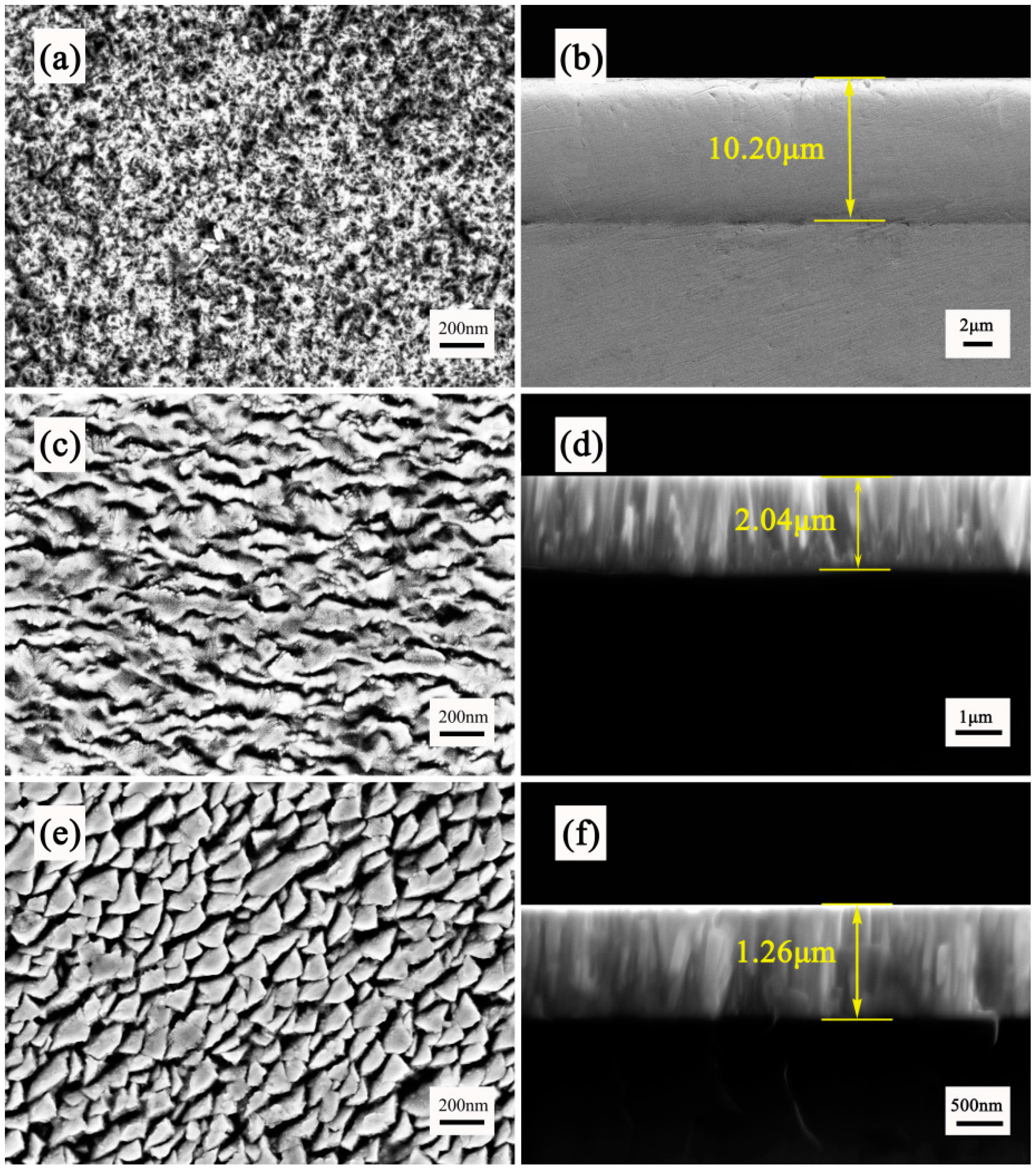
3.1.2. SEM
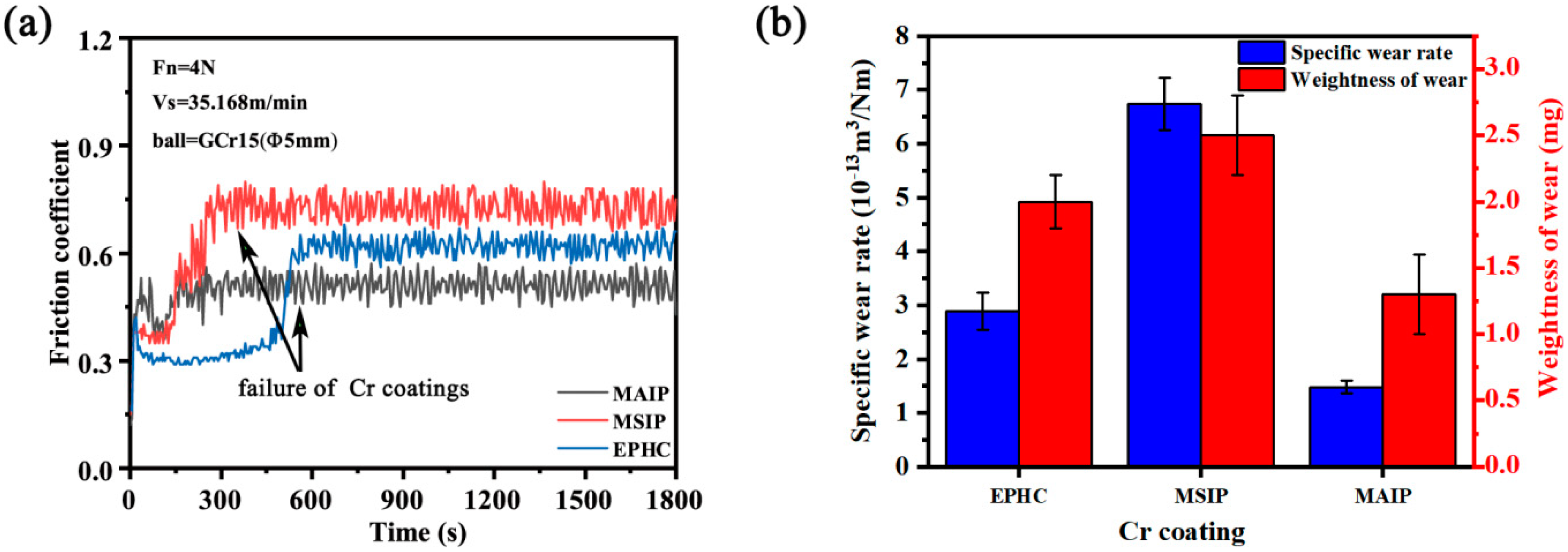
3.2. Tribological and Mechanical Properties Testing
3.2.1. Mechanical Properties
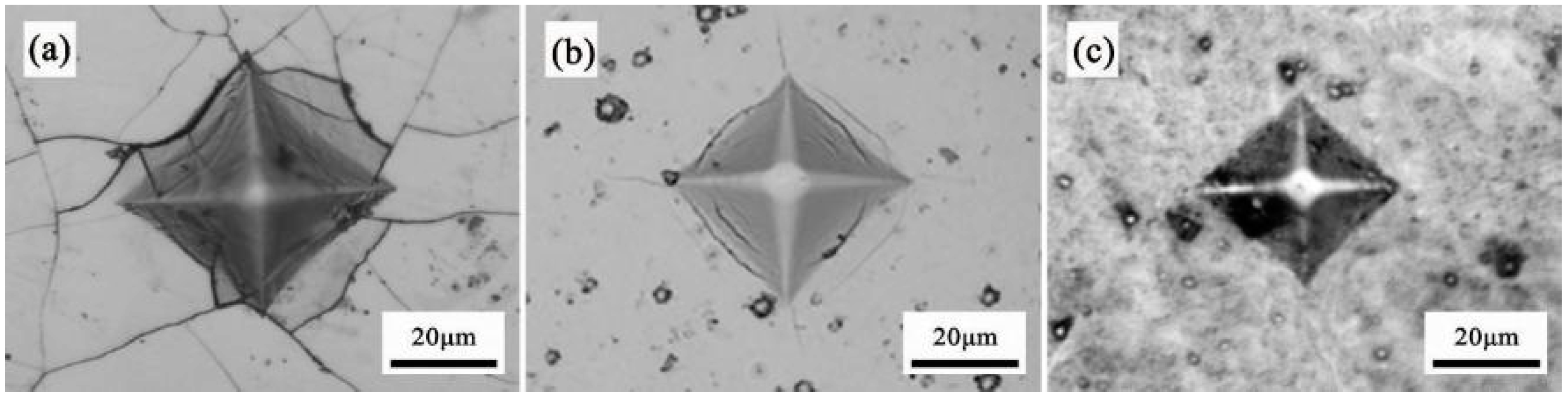
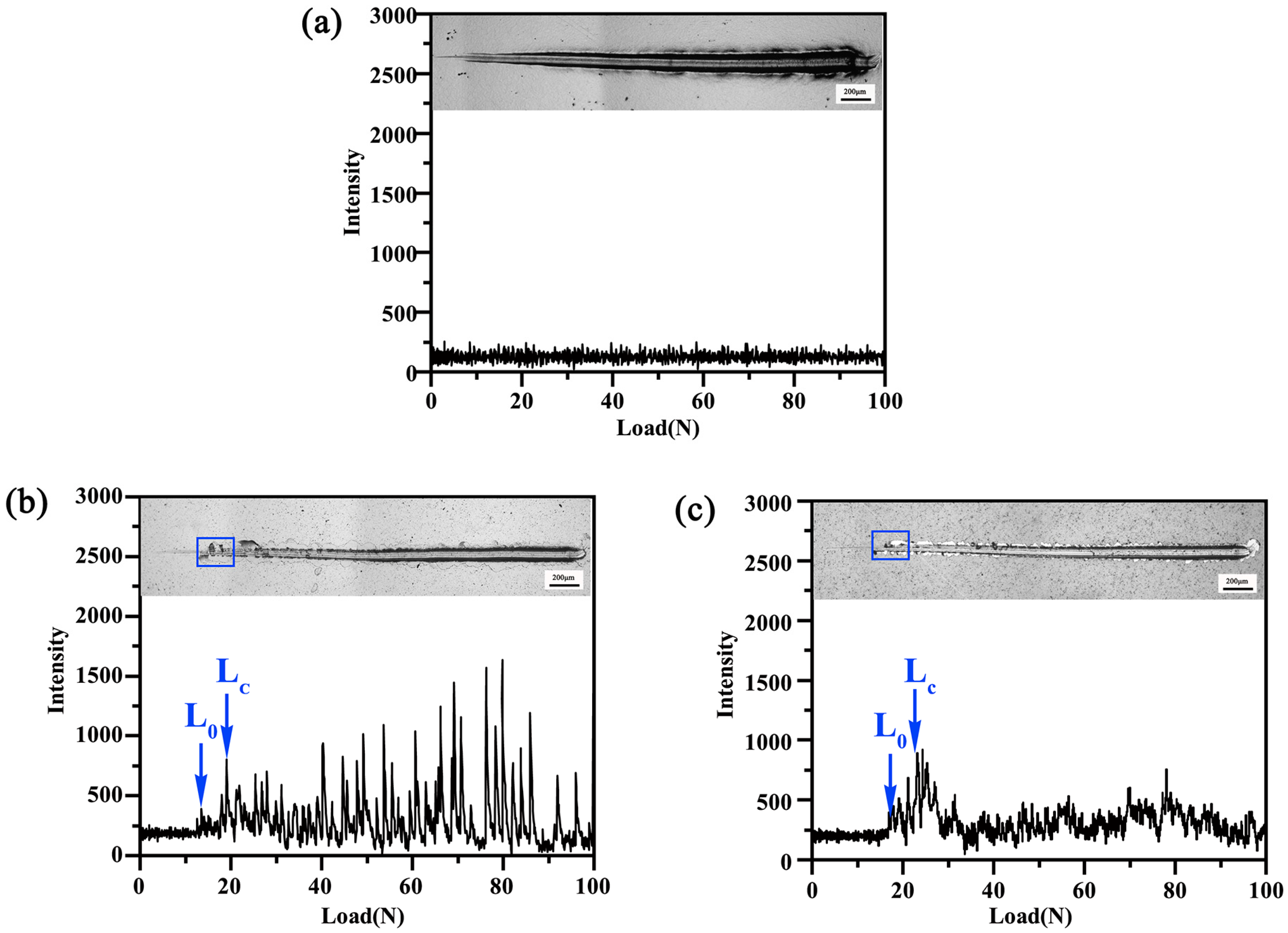
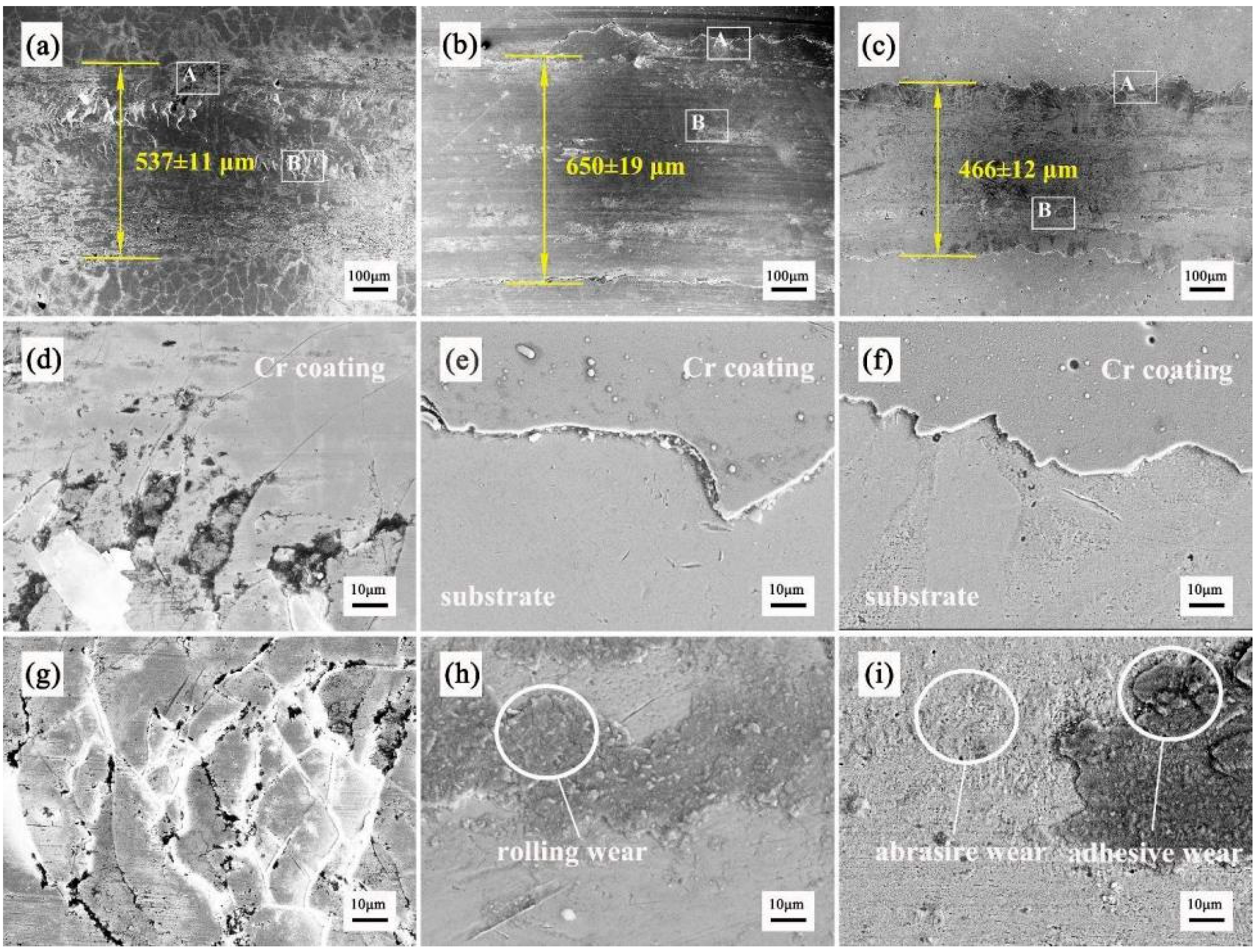
3.2.2. Galling Wear Testing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pintilei, G.L.; Crismaru, V.I.; Abrudeanu, M.; Munteanu, C.; Luca, D.; Istrate, B. The Influence of Zro2/20%Y2O3 and Al2O3 Deposited Coatings to the Behavior of an Aluminum Alloy Subjected to Mechanical Shock. Appl. Surf. Sci. 2015, 352, 169–177. [Google Scholar] [CrossRef]
- Zeng, Z.; Wang, L.; Liang, A.; Zhang, J. Tribological and Electrochemical Behavior of Thick Cr–C Alloy Coatings Electrodeposited in Trivalent Chromium Bath as an Alternative to Conventional Cr Coatings. Electrochim. Acta 2006, 52, 1366–1373. [Google Scholar] [CrossRef]
- Daure, J.L.; Carrington, M.J.; Shipway, P.H.; McCartney, D.G.; Stewart, D.A. A Comparison of the Galling Wear Behaviour of Pvd Cr and Electroplated Hard Cr Thin Films. Surf. Coat. Technol. 2018, 350, 40–47. [Google Scholar] [CrossRef]
- Lin, J.; Dahan, I. Nanostructured Chromium Coatings with Enhanced Mechanical Properties and Corrosion Resistance. Surf. Coat. Technol. 2015, 265, 154–159. [Google Scholar] [CrossRef]
- Devaray, P.; Hatta, S.F.W.M.; Wong, Y.H. An Overview of Conventional and New Advancements in High Kappa Thin Film Deposition Techniques in Metal Oxide Semiconductor Devices. J. Mater. Sci. Mater. Electron. 2022, 33, 7313–7348. [Google Scholar] [CrossRef]
- Gedvidas, B.; Asta, Č.; Aušra, S.; Vidas, P.; Tadas, M. Dry Sliding Tribological Behavior of Cr Coatings Electrodeposited in Trivalent Chromium Sulphate Baths. Surf. Coat. Technol. 2017, 315, 130–138. [Google Scholar]
- Carneiro, E.; Castro, J.D.; Marques, S.M.; Cavaleiro, A.; Carvalho, S. Reach Regulation Challenge: Development of Alternative Coatings to Hexavalent Chromium for Minting Applications. Surf. Coat. Technol. 2021, 418, 127271. [Google Scholar] [CrossRef]
- Wang, S.; Ma, C.; Walsh, F.C. Alternative Tribological Coatings to Electrodeposited Hard Chromium: A Critical Review. Trans. Inst. Met. 2020, 98, 173–185. [Google Scholar] [CrossRef]
- Nadolny, K.; Kaplonek, W.; Sutowska, M.; Sutowski, P.; Myslinski, P.; Gilewicz, A. Experimental Studies on Durability of Pvd-Based Crcn/Crn-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process. Materials 2020, 13, 2398. [Google Scholar] [CrossRef]
- Tu, Z.M.; Yang, Z.O.; Zhang, J.H. Pulse Plating with a Trivalent Chromium Plating Bath. Plat. Surf. Finish. 1990, 77, 55–57. [Google Scholar]
- Aimin, L.; Yuwen, L.; Hongyu, L.; Liwei, N.; Junyan, Z. A Favorable Chromium Coating Electrodeposited From Cr(Iii) Electrolyte Reveals Anti-Wear Performance Similar to Conventional Hard Chromium. Mater. Lett. 2017, 189, 221–224. [Google Scholar]
- Li, H.; Jiang, B.; Yang, B. Study on Crystalline to Amorphous Structure Transition of Cr Coatings by Magnetron Sputtering. Appl. Surf. Sci. 2011, 258, 935–939. [Google Scholar] [CrossRef]
- Mello, C.B.; Mansur, R.A.F.; Santos, N.M.; Viana, W.E.S.S.; Ueda, M. Experimental Study of Mechanical and Tribological Behavior of Nitrogen Ion-Implanted Chromium Thin Films. Surf. Coat. Technol. 2017, 312, 123–127. [Google Scholar] [CrossRef]
- Rigi, V.J.C.; Jayaraj, M.K.; Saji, K.J. Envisaging Radio Frequency Magnetron Sputtering as an Efficient Method for Large Scale Deposition of Homogeneous Two Dimensional Mos2. Appl. Surf. Sci. 2020, 529, 147158. [Google Scholar] [CrossRef]
- Aubert, A.; Gillet, R.; Gaucher, A.; Terrat, J.P. Hard Chrome Coatings Deposited by Physical Vapour Deposition. Thin Solid Film 1983, 108, 165–172. [Google Scholar] [CrossRef]
- Paturaud, C.; Farges, G.; Catherine, M.C.S.; Machet, J. Correlation Between Hardness and Embedded Argon Content of Magnetron Sputtered Chromium Films. Thin Solid Films 1999, 347, 45–46. [Google Scholar] [CrossRef]
- Gudmundsson, J.T. Physics and Technology of Magnetron Sputtering Discharges. Plasma Sources Sci. Technol. 2020, 29, 113001. [Google Scholar] [CrossRef]
- Merlo, A.; Léonard, G. Magnetron Sputtering Vs. Electrodeposition for Hard Chrome Coatings: A Comparison of Environmental and Economic Performances. Materials 2021, 14, 3823. [Google Scholar]
- Sidelev, D.V.; Bleykher, G.A.; Bestetti, M.; Krivobokov, V.P.; Vicenzo, A.; Franz, S.; Brunella, M.F. A Comparative Study on the Properties of Chromium Coatings Deposited by Magnetron Sputtering with Hot and Cooled Target. Vacuum 2017, 143, 479–485. [Google Scholar] [CrossRef]
- Daniel, L.; Kostas, S. An Introduction to Thin Film Processing Using High-Power Impulse Magnetron Sputtering. J. Mater. Res. 2012, 27, 780–792. [Google Scholar]
- Yang, C.; Jiang, B.; Hao, J.; Feng, L. Influence of Volt-Ampere Characteristics of Gas Discharge on Structure and Properties of Tin Films. Rare Metal Mat. Eng. 2017, 46, 1419–1424. [Google Scholar]
- Fan, G.; Huang, D.; Cheng, H.; Chen, D.; Ren, R.; Li, H.; Jiang, B. Tribological Properties of Crc and Crcn Coatings Prepared by Micro-Arc Ion Plating on 40Crnimoa Steel. Heat Treat. Met. 2018, 43, 91–95. [Google Scholar]
- Kenneth, G.B.; Steven, T.B. Interpretation of Galling Tests. Wear 2015, 332–333, 1185–1192. [Google Scholar]
- Klünsner, T.; Zielbauer, F.; Marsoner, S.; Deller, M.; Morstein, M.; Mitterer, C. Influence of Surface Topography on Early Stages on Steel Galling of Coated Wc-Co Hard Metals. Int. J. Refract. Met. Hard Mater. 2016, 57, 24–30. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Kovač, J. Tribological Aspects Related to the Morphology of Pvd Hard Coatings. Surf. Coat. Technol. 2018, 343, 138–147. [Google Scholar] [CrossRef]
- Eriksson, J.; Olsson, M. Tribological Testing of Commercial Crn, (Ti,Al)N and Crc/C Pvd Coatings–Evaluation of Galling and Wear Characteristics Against Different High Strength Steels. Surf. Coat. Technol. 2011, 205, 4045–4051. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Milošev, I. Pvd Coatings as an Environmentally Clean Alternative to Electroplating and Electroless Processes. Surf. Coat. Technol. 1999, 116–119, 476–487. [Google Scholar] [CrossRef]
- Daniel, J.; Zemlicka, R.; Grossman, J.; Luemkemann, A.; Tapp, P.; Galamand, C.; Fort, T. Comparison of Lifetime of the Pvd Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process. Materials 2020, 13, 2154. [Google Scholar] [CrossRef]
- Haile, H.T.; Dejene, F.B. The Effect of Deposition Pressure on the Material Properties of Pulsed Laser Deposited Baal2O4:Eu2+, Dy3+ Thin Films. J. Mater. Sci.-Mater. Electron. 2019, 30, 11851–11858. [Google Scholar] [CrossRef]
- Wang, B.; Li, W.; Pan, K. Shear Performance of Microscale Ball Grid Array Structure Sn–3.0Ag–0.5Cu Solder Joints with Different Surface Finish Combinations Under Electro-Thermo-Mechanical Coupled Loads. J. Mater. Sci. Mater. Electron. 2022, 33, 4924–4939. [Google Scholar] [CrossRef]
- Alfred, Z. Wear Debris: A Review of Properties and Constitutive Models. J. Theor. Appl. Mech. 2005, 43, 3–35. [Google Scholar]
- Zhang, S.; Yan, M.; Yang, Y.; Zhang, Y.; Yan, F.; Li, H. Excellent Mechanical, Tribological and Anti-Corrosive Performance of Novel Ti-Dlc Nanocomposite Thin Films Prepared via Magnetron Sputtering Method. Carbon 2019, 151, 136–147. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing | MSIP | MAIP | Pulsed Bias | ||
|---|---|---|---|---|---|
| ICr (A) | ICr (A) | Voltage (−V) | Frequency (kHz) | Pulse Width (μs) | |
| Ion cleaning | 0.3 | 0.3 | 400 | 250 | 0.5 |
| Cr layer | 2.5 | 1.5 | 60 | 50 | 1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Zhang, N.; Li, H.; Chen, B.; Yang, B. Comparison to Micro Wear Mechanism of PVD Chromium Coatings and Electroplated Hard Chromium. Materials 2023, 16, 2695. https://doi.org/10.3390/ma16072695
Yang Z, Zhang N, Li H, Chen B, Yang B. Comparison to Micro Wear Mechanism of PVD Chromium Coatings and Electroplated Hard Chromium. Materials. 2023; 16(7):2695. https://doi.org/10.3390/ma16072695
Chicago/Turabian StyleYang, Zhongyi, Ning Zhang, Hongtao Li, Bo Chen, and Bo Yang. 2023. "Comparison to Micro Wear Mechanism of PVD Chromium Coatings and Electroplated Hard Chromium" Materials 16, no. 7: 2695. https://doi.org/10.3390/ma16072695
APA StyleYang, Z., Zhang, N., Li, H., Chen, B., & Yang, B. (2023). Comparison to Micro Wear Mechanism of PVD Chromium Coatings and Electroplated Hard Chromium. Materials, 16(7), 2695. https://doi.org/10.3390/ma16072695