
Large-Scale and Highly Efficient Production of Ultrafine PVA Fibers by Electro-Centrifugal Spinning for NH3 Adsorption

 , ,
, , 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
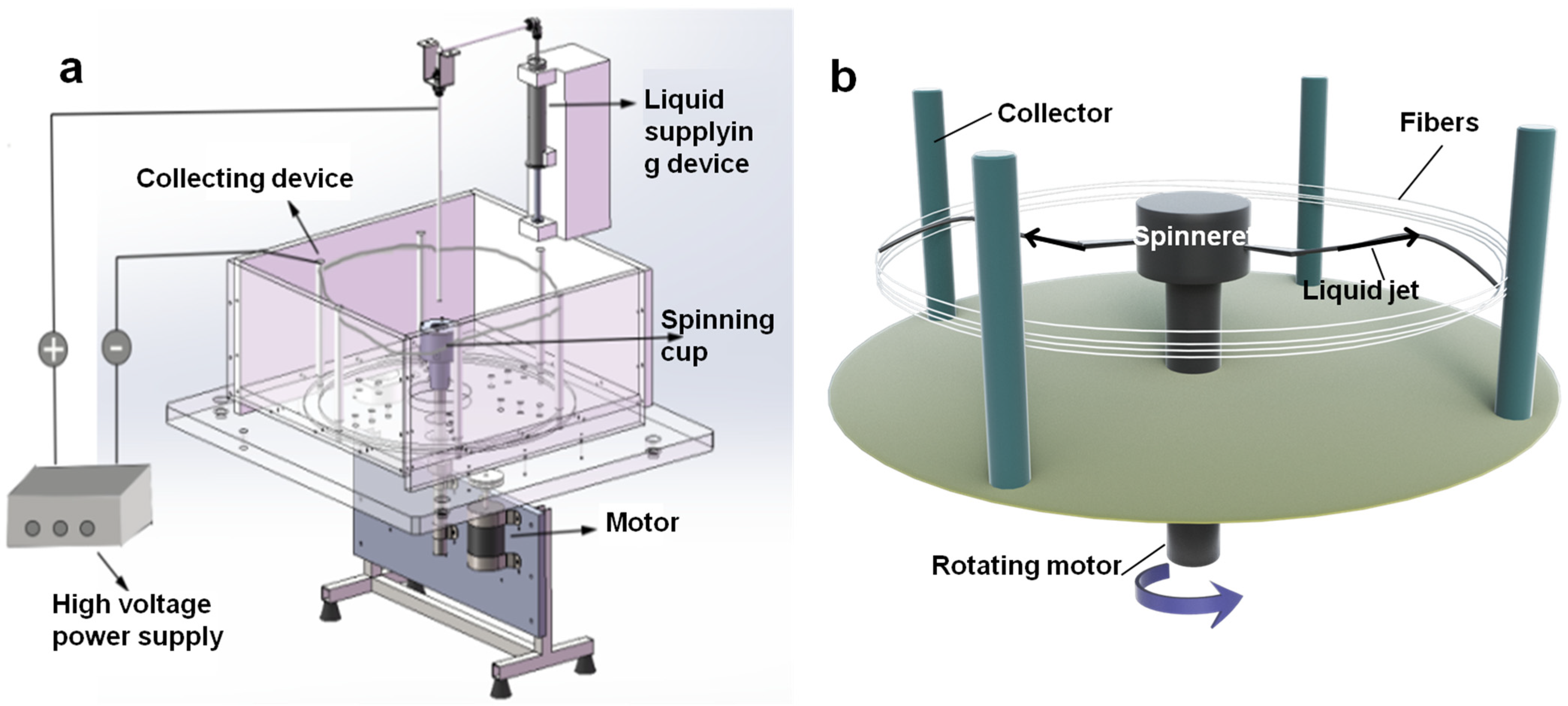
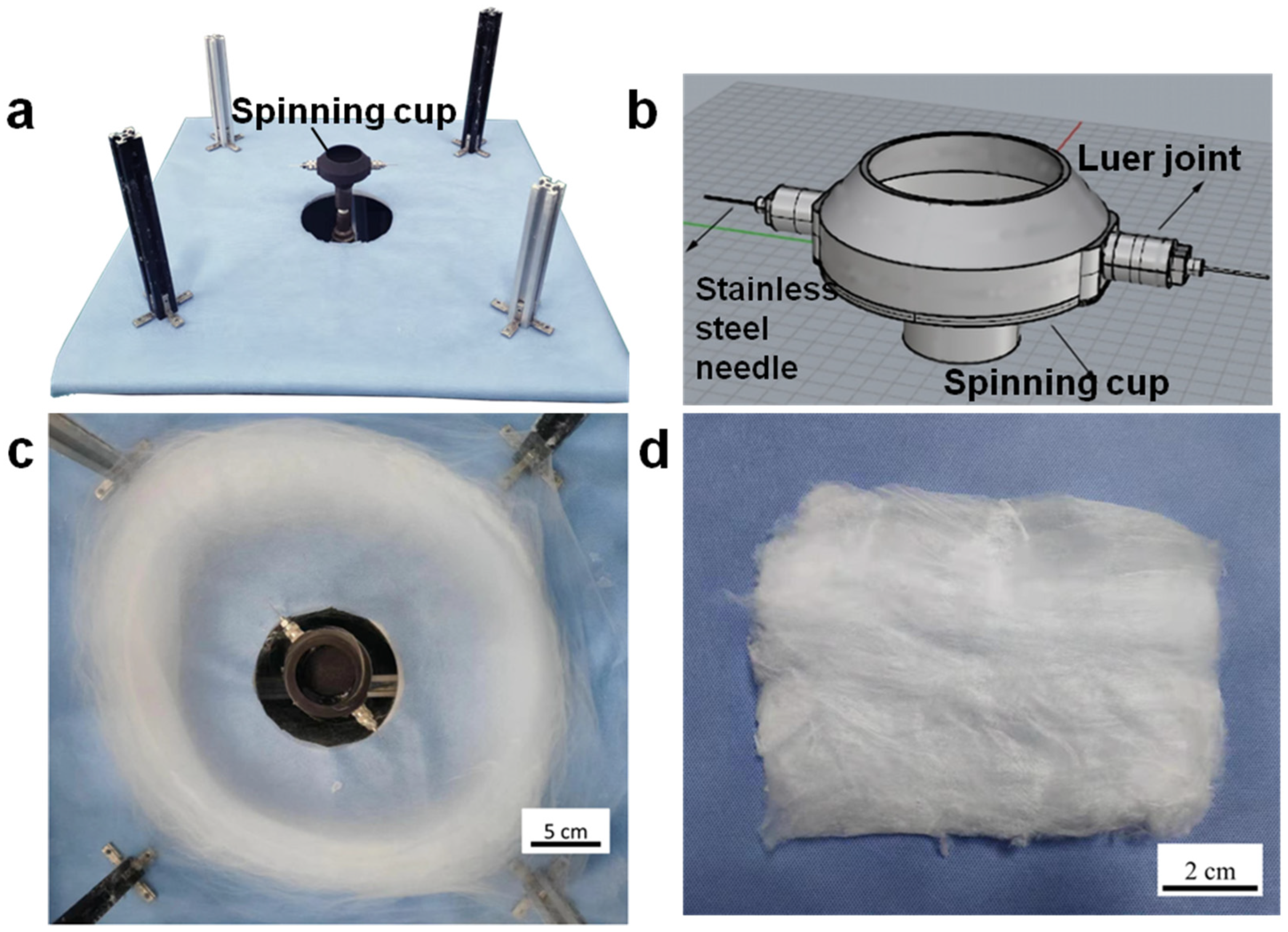
2.2. Preparation of Ultrafine PVA Fibers
2.3. Characterizations
2.4. Gas Adsorption
3. Results and Discussion
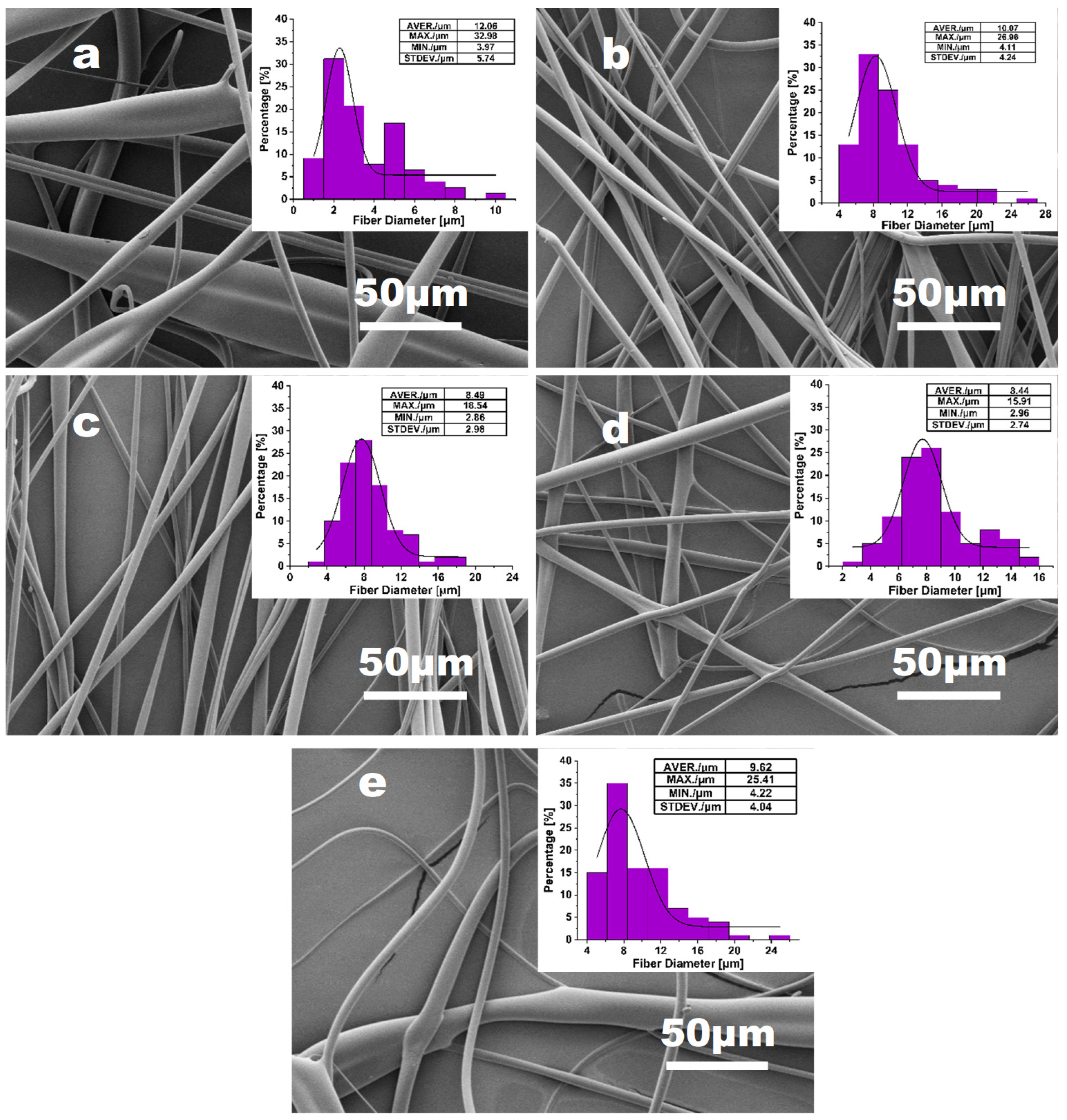
3.1. Morphology Analysis
3.1.1. Effect of a Single Factor on the PVA Fiber Morphology
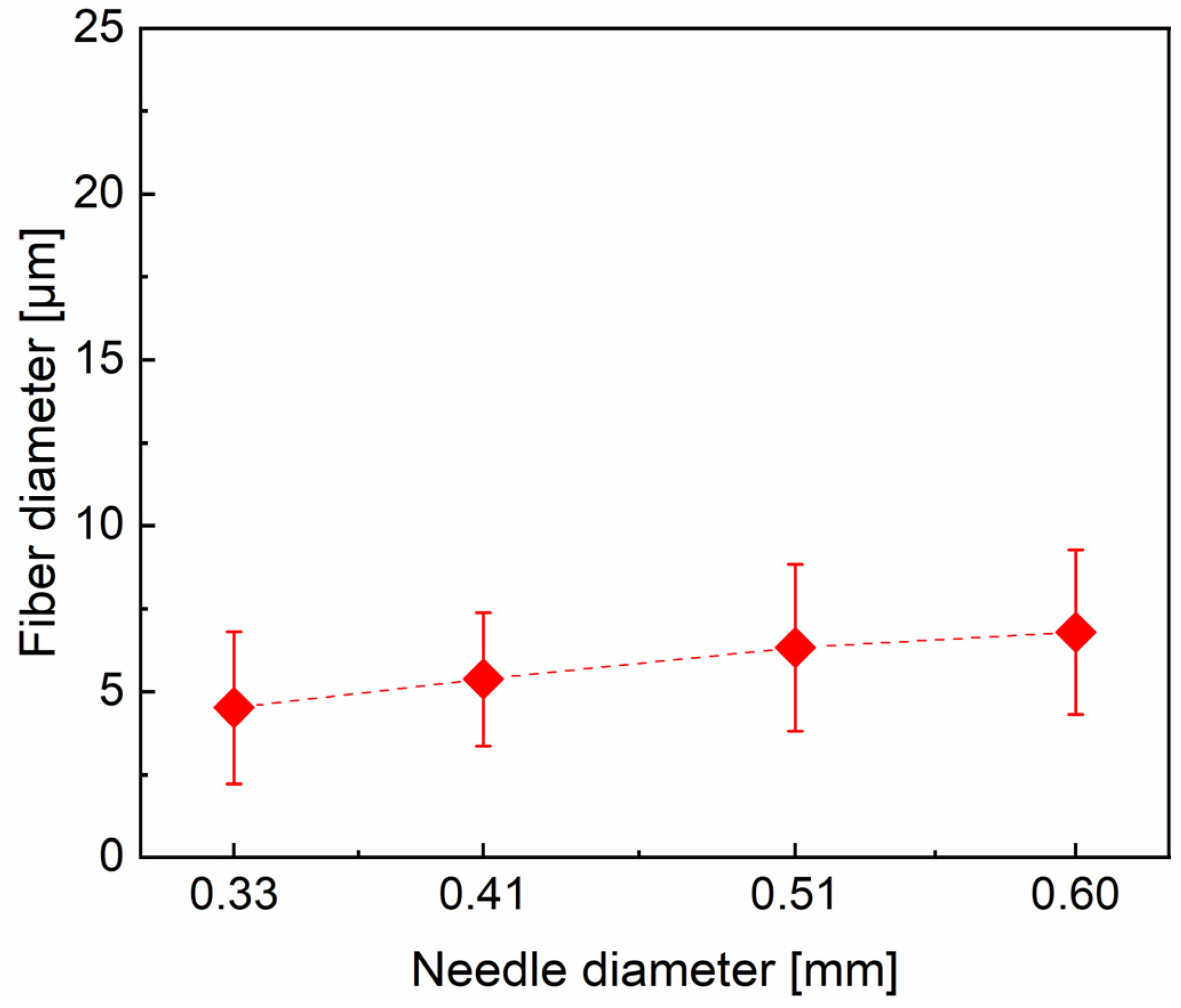
- Nozzle specification
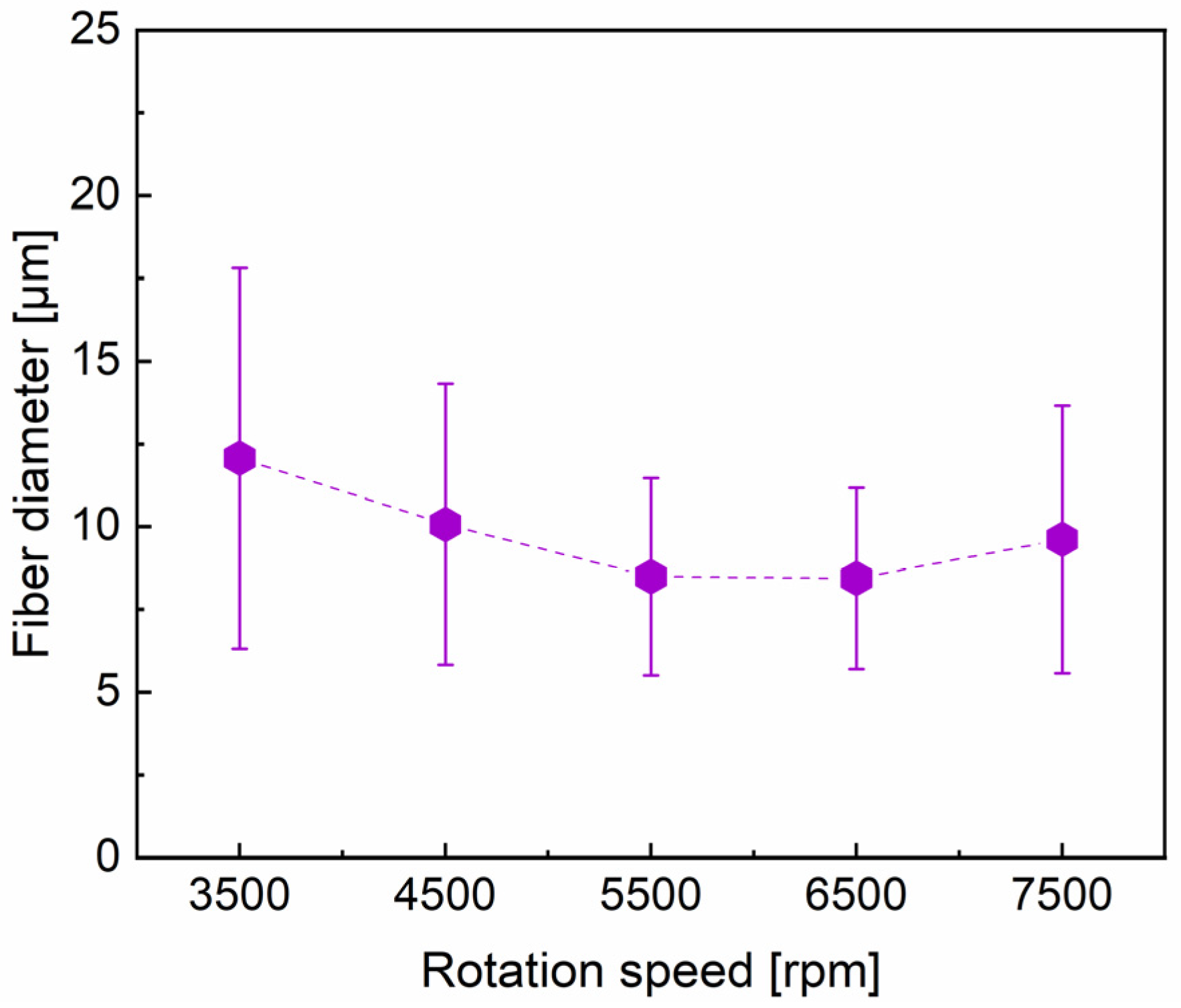
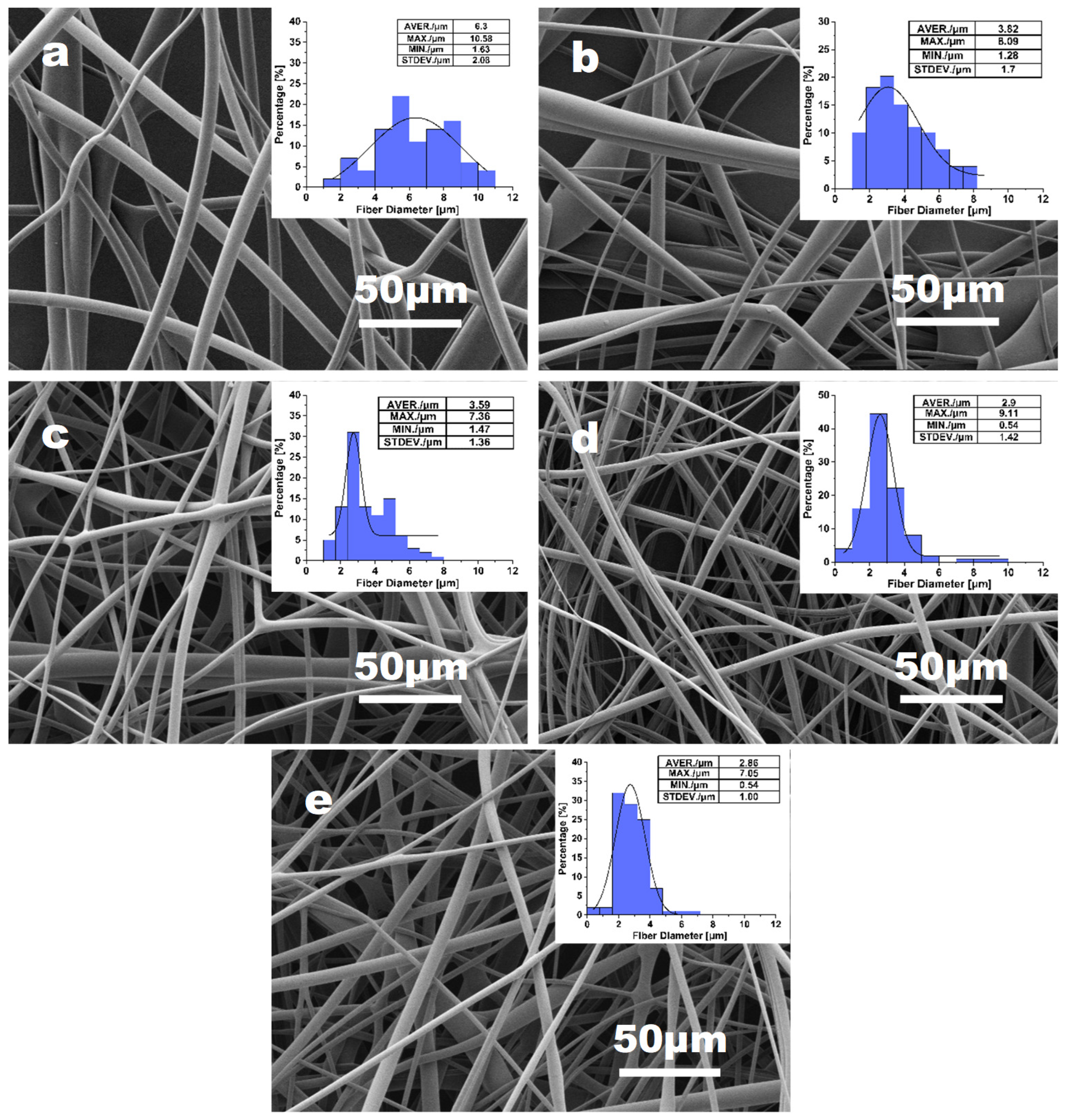
- Rotation speed
- Effect of feeding rate
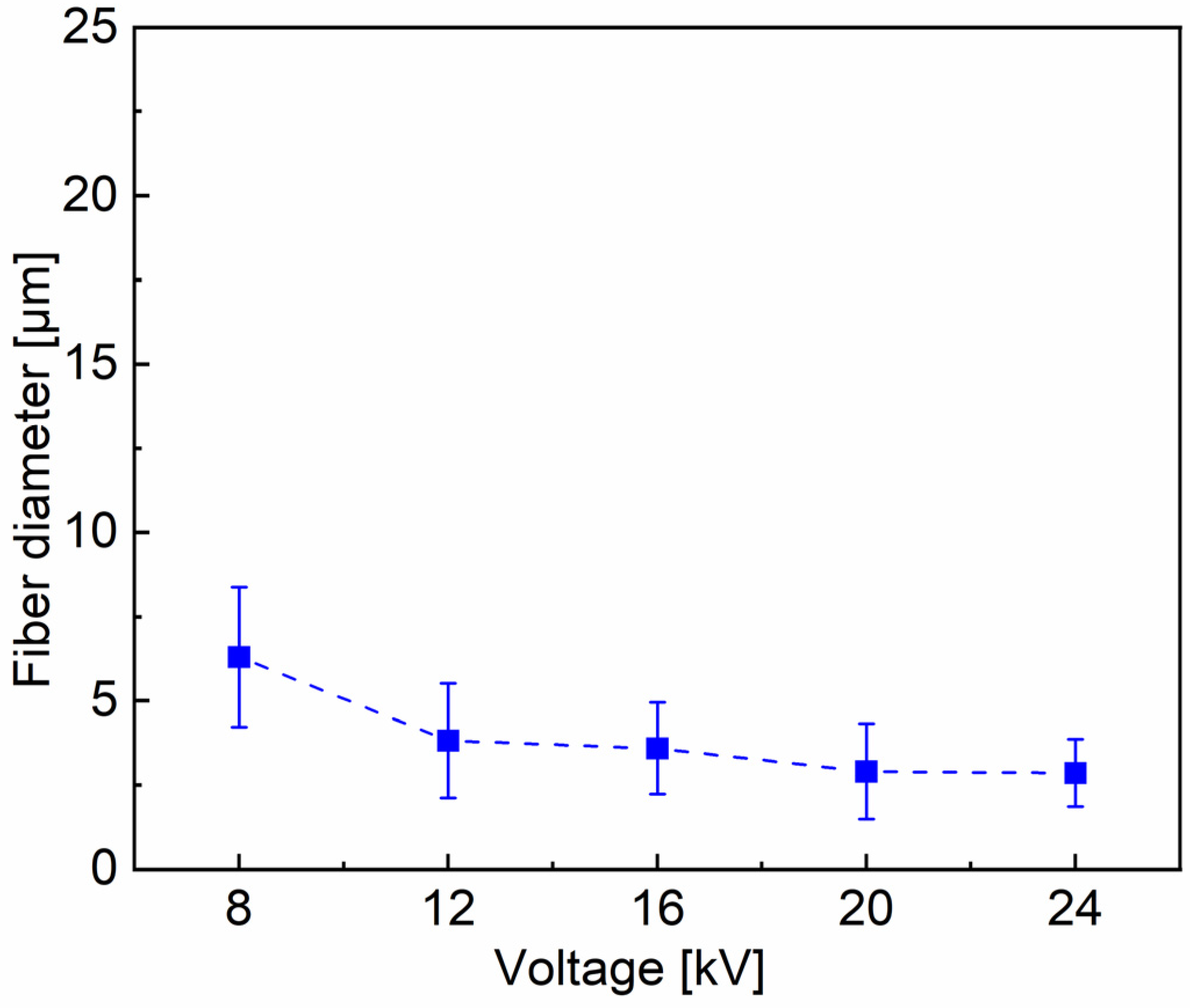
- Effect of the electrostatic field voltage
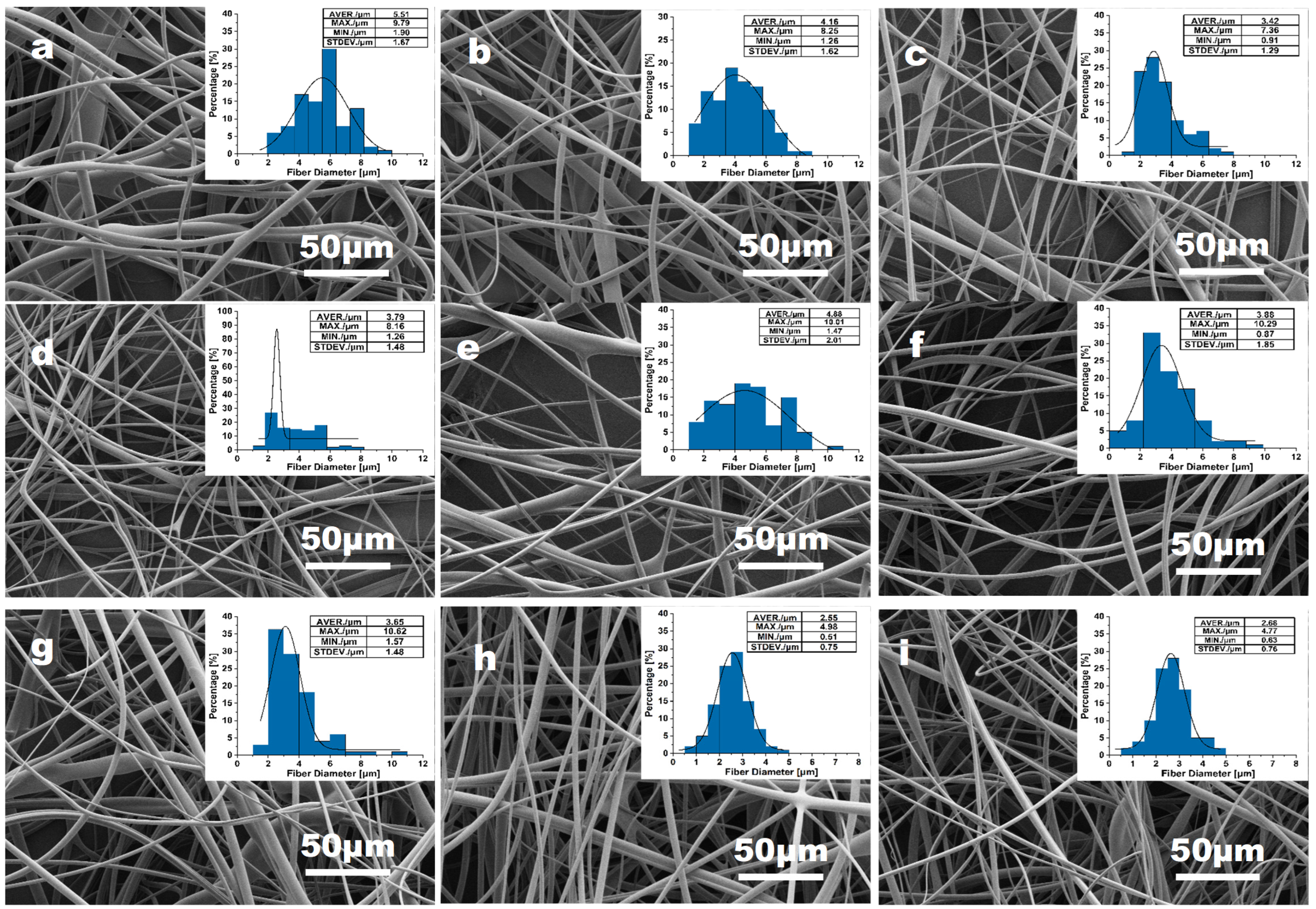
3.1.2. Orthogonal Experimental Design of Centrifugal Spinning
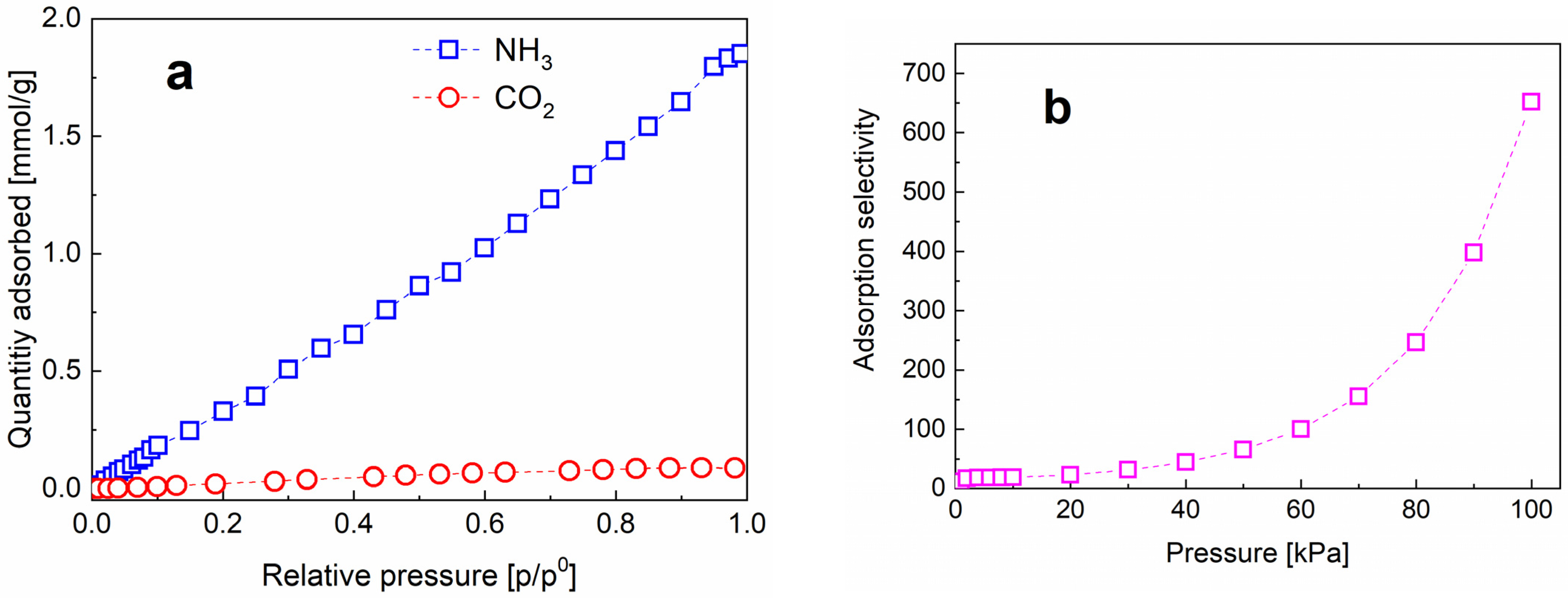
3.2. Adsorption Performance toward NH3 and CO2
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kuk, E.; Ha, Y.M.; Yu, J.; Im, I.T.; Kim, Y.; Jung, Y.C. Robust and Flexible Polyurethane Composite Nanofibers Incorporating Multi-Walled Carbon Nanotubes Produced by Solution Blow Spinning. Macromol. Mater. Eng. 2016, 301, 364–370. [Google Scholar]
- Han, X.W.; Zhang, H.W.; Luo, H.Y.; Zheng, X.L.; Yang, Z.; Hu, N. Preparation of Poly (vinyl alcohol) Microspheres Based on Droplet Microfluidic Technology. Chin. J. Anal. Chem. 2018, 46, 1269–1274. [Google Scholar]
- Nayak, R.; Padhye, R.; Kyratzis, I.L.; Truong, Y.B.; Arnold, L. Recent advances in nanofibre fabrication techniques. Text. Res. J. 2012, 82, 129–147. [Google Scholar] [CrossRef]
- Feng, L.; Li, S.; Li, H.; Zhai, J.; Song, Y.; Jiang, L.; Zhu, D. Super-Hydrophobic Surface of Aligned Polyacrylonitrile Nanofibers. Angew. Chem. 2002, 114, 1269–1271. [Google Scholar] [CrossRef]
- Ondarçuhu, T.; Joachim, C. Drawing a single nanofibre over hundreds of microns. Europhys. Lett. 1998, 42, 215–220. [Google Scholar] [CrossRef]
- Simonet, M.; Schneider, O.D.; Neuenschwander, P.; Stark, W.J. Ultraporous 3D polymer meshes by low-temperature electrospinning: Use of ice crystals as a removable void template. Polym. Eng. Sci. 2007, 47, 2020–2026. [Google Scholar] [CrossRef]
- Son, W.K.; Youk, J.H.; Lee, T.S.; Park, W.H. The effects of solution properties and polyelectrolyte on electrospinning of ultrafine poly(ethylene oxide) fibers. Polymer. 2004, 45, 2959–2966. [Google Scholar]
- Luo, C.J.; Nangrejo, M.; Edirisinghe, M. A novel method of selecting solvents for polymer electrospinning. Polymer. 2010, 51, 1654–1662. [Google Scholar]
- Greiner, A.; Wendorff, J.H. Electrospinning: A fascinating method for the preparation of ultrathin fibers. Angew. Chem. Int. Ed. Engl. 2007, 46, 5670–5703. [Google Scholar] [CrossRef]
- Hassan, M.; Ibrahim; Klingner, A. A review on electrospun polymeric nanofibers: Production parameters and potential applications. Polym. Test. 2020, 90, 106647. [Google Scholar]
- Jiang, C.; Tian, Y.; Wang, L.; Zhao, S.; Hua, M.; Yao, L. Facile Approach for the Potential Large-Scale Production of Polylactide Nanofiber Membranes with Enhanced Hydrophilic Properties. Materials 2023, 16, 1784. [Google Scholar] [CrossRef] [PubMed]
- Tutak, W.; Sarkar, S.; Lin-Gibson, S.; Farooque, T.M.; Jyotsnendu, G.; Wang, D. The support of bone marrow stromal cell differentiation by airbrushed nanofiber scaffolds. Biomaterials 2013, 34, 2389–2398. [Google Scholar] [PubMed]
- Luo, C.J.; Stoyanov, S.D.; Stride, E.; Pelan, E.; Edirisinghe, M. Electrospinning versus fibre production methods: From specifics to technological convergence. Chem. Soc. Rev. 2012, 41, 4708–4735. [Google Scholar]
- Badrossamay, M.R.; McIlwee, H.A.; Goss, J.A.; Parker, K.K. Nanofiber assembly by rotary jet-spinning. Nano Lett. 2010, 10, 2257–2261. [Google Scholar] [CrossRef] [Green Version]
- Ren, L.; Ozisik, R.; Kotha, S.P.; Underhill, P.T. Highly Efficient Fabrication of Polymer Nanofiber Assembly by Centrifugal Jet Spinning: Process and Characterization. Macromolecules 2015, 48, 2593–2602. [Google Scholar] [CrossRef]
- Atıcı, B.; Ünlü, C.H.; Yanilmaz, M. A Review on Centrifugally Spun Fibers and Their Applications. Polym. Rev. 2022, 62, 1–64. [Google Scholar]
- Stojanovska, E.; Canbay, E.; Pampal, E.S.; Calisir, M.D.; Agma, O.; Polat, Y. A review on non-electro nanofibre spinning techniques. RSC Adv. 2016, 6, 83783–83801. [Google Scholar]
- Amalorpava Mary, L.; Senthilram, T.; Suganya, S.; Nagarajan, L.; Venugopal, J.; Ramakrishna, S.; Giri Dev, V.R. Centrifugal spun ultrafine fibrous web as a potential drug delivery vehicle. Express Polym. Lett. 2013, 7, 238–248. [Google Scholar]
- Vanheusden, C.; Vanminsel, J.; Reddy, N.; Samyn, P.; D’Haen, J.; Peeters, R.; Ethirajan, A.; Buntinx, M. Fabrication of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Fibers Using Centrifugal Fiber Spinning: Structure, Properties and Application Potential. Polymers 2023, 15, 1181. [Google Scholar]
- Hammami, M.A.; Krifa, M.; Harzallah, O. Centrifugal force spinning of PA6 nanofibers—Processability and morphology of solution-spun fibers. J. Text. Inst. 2014, 105, 637–647. [Google Scholar] [CrossRef]
- Dabirian, F.; Hosseini Ravandi, S.; Pishevar, A. Investigation of Parameters Affecting PAN Nanofiber Production Using Electrical and Centrifugal Forces as a Novel Method. Curr. Nanosci. 2010, 6, 545–552. [Google Scholar] [CrossRef]
- Zander, N.E. Formation of melt and solution spun polycaprolactone fibers by centrifugal spinning. J. Appl. Polym. Sci. 2014, 132, 41269. [Google Scholar] [CrossRef]
- O’Haire, T.; Rigout, M.; Russell, S.J.; Carr, C.M. Influence of nanotube dispersion and spinning conditions on nanofibre nanocomposites of polypropylene and multi-walled carbon nanotubes produced through Forcespinning TM. J. Thermoplast. Compos. 2014, 27, 205–214. [Google Scholar] [CrossRef]
- Ren, L.; Pandit, V.; Elkin, J.; Denman, T.; Cooper, J.A.; Kotha, S.P. Large-scale and highly efficient synthesis of micro- and nano-fibers with controlled fiber morphology by centrifugal jet spinning for tissue regeneration. Nanoscale 2013, 5, 2337–2345. [Google Scholar] [CrossRef]
- Yanilmaz, M.; Lu, Y.; Li, Y.; Zhang, X. SiO2/polyacrylonitrile membranes via centrifugal spinning as a separator for Li-ion batteries. J. Power Sources 2015, 273, 1114–1119. [Google Scholar]
- Nava, R.; Cremar, L.; Agubra, V.; Sánchez, J.; Alcoutlabi, M.; Lozano, K. Centrifugal Spinning: An Alternative for Large Scale Production of Silicon-Carbon Composite Nanofibers for Lithium Ion Battery Anodes. ACS Appl. Mater. Inter. 2016, 8, 29365–29372. [Google Scholar] [CrossRef]
- Stojanovska, E.; Kurtulus, M.; Abdelgawad, A.; Candan, Z.; Kilic, A. Developing lignin-based bio-nanofibers by centrifugal spinning technique. Int. J. Biol. Macromol. 2018, 113, 98–105. [Google Scholar]
- Sun, J.; Zhang, Z.; Lu, B.; Mei, S.; Xu, Q.; Liu, F. Research on parametric model for polycaprolactone nanofiber produced by centrifugal spinning. J. Braz. Soc. Mech. Sci. Eng. 2018, 4, 186. [Google Scholar] [CrossRef]
- Li, Z.; Mei, S.; Dong, Y.; She, F.; Kong, L. High Efficiency Fabrication of Chitosan Composite Nanofibers with Uniform Morphology via Centrifugal Spinning. Polymers 2019, 11, 1550. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Yagi, S.; Meng, J.; Dong, Y.; Qian, C.; Zhao, D.; Kumar, A.; Xu, T.; Lucchetti, A.; Xu, H. High-efficiency production of core-sheath nanofiber membrane via co-axial electro-centrifugal spinning for controlled drug release. J. Membr. Sci. 2022, 654, 120571. [Google Scholar]
- Xu, H.; Yagi, S.; Ashour, S.; Du, L.; Hoque, M.E.; Tan, L. A Review on Current Nanofiber Technologies: Electrospinning, Centrifugal Spinning, and Electro-Centrifugal Spinning. Macromol. Mater. Eng. 2023, 308, 2200502. [Google Scholar] [CrossRef]
- Arhaj, S.; Conway, B.R.; Ghori, M.U. Nanofibres in Drug Delivery Applications. Fibers 2023, 11, 21. [Google Scholar]
- Su, X.; Jia, C.; Xiang, H.; Zhu, M. Research progress in preparation, properties, and applications of medical protective fiber materials. Appl. Mater. Today 2023, 32, 101792. [Google Scholar] [PubMed]
- Liu, S.-L.; Long, Y.-Z.; Zhang, Z.-H.; Zhang, H.-D.; Sun, B.; Zhang, J.-C.; Han, W.-P. Assembly of Oriented Ultrafine Polymer Fibers by Centrifugal Electrospinning. J. Nanomater. 2013, 2013, 8. [Google Scholar] [CrossRef] [Green Version]
- Khamforoush, M.; Asgari, T. A Modified Electro-Centrifugal Spinning Method to Enhance the Production Rate of Highly Aligned Nanofiber. Nano 2015, 10, 1550016. [Google Scholar] [CrossRef]
- Müller, F.; Jokisch, S.; Bargel, H.; Scheibel, T. Centrifugal Electrospinning Enables the Production of Meshes of Ultrathin Polymer Fibers. ACS Appl. Polym. Mater. 2020, 2, 4360–4367. [Google Scholar]
- Lu, Y.; Li, Y.; Zhang, S.; Xu, G.; Fu, K.; Lee, H.; Zhang, X. Parameter study and characterization for polyacrylonitrile nanofibers fabricated via centrifugal spinning process. Eur. Polym. J. 2013, 49, 3834–3845. [Google Scholar] [CrossRef]
- Yang, S.B.; Yeum, J.H. Morphological Comparison of Aligned Poly(vinyl alcohol) Nanofibers Fabricated by Modified Electrospinning and Centrifugal Jet Spinning Techniques. J. Nanosci. Nanotechnol. 2017, 17, 9056–9062. [Google Scholar] [CrossRef]
- Taghavi, S.M.; Larson, R.G. Erratum: Regularized thin-fiber model for nanofiber formation by centrifugal spinning. Phys. Rev. E 2014, 89, 059903. [Google Scholar] [CrossRef]
- Ren, L.; Kotha, S.P. Centrifugal Jet Spinning for Highly Efficient and Large-scale Fabrication of Barium Titanate Nanofibers. Mater Lett. 2014, 117, 153–157. [Google Scholar]
- Zhang, Z.; Sun, J. Research on the development of the centrifugal spinning. MATEC Web Conf. 2017, 95, 7003. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Lu, Y. Centrifugal Spinning: An Alternative Approach to Fabricate Nanofibers at High Speed and Low Cost. Polymer Rev. 2014, 54, 677–701. [Google Scholar] [CrossRef]
- Zhiming, Z.; Boya, C.; Zilong, L.; Jiawei, W.; Yaoshuai, D. Spinning solution flow model in the nozzle and experimental study of nanofibers fabrication via high speed centrifugal spinning. Polymer 2020, 205, 122794. [Google Scholar] [CrossRef]
- Weng, B.; Xu, F.; Salinas, A.; Lozano, K. Mass production of carbon nanotube reinforced poly(methyl methacrylate) nonwoven nanofiber mats. Carbon 2014, 75, 217–226. [Google Scholar] [CrossRef]
- Medeiros, E.S.; Glenn, G.M.; Klamczynski, A.P.; Orts, W.J.; Mattoso, L.H.C. Solution blow spinning: A new method to produce micro- and nanofibers from polymer solutions. J. Appl. Polymer. Sci. 2009, 113, 2322–2330. [Google Scholar] [CrossRef]
- Tang, D.; Zhuang, X.; Zhang, C.; Cheng, B.; Li, X. Generation of nanofibers via electrostatic-Induction-assisted solution blow spinning. J. Appl. Polymer. Sci. 2015, 132, 42326. [Google Scholar] [CrossRef]
- Rihova, M.; Ince, A.E.; Cicmancova, V.; Hromadko, L.; Castkova, K.; Pavlinak, D. Water-born 3D nanofiber mats using cost-effective centrifugal spinning: Comparison with electrospinning process: A complex study. J. Appl. Polym. Sci. 2021, 138, 49975. [Google Scholar] [CrossRef]
- Gholipour-Kanani, A.; Daneshi, P. A Review on Centrifugal and Electro-Centrifugal Spinning as New Methods of Nanofibers Fabrication. J. Text. Polym. 2022, 10, 41–45. [Google Scholar]
- Kang, D.W.; Kang, M.; Kim, H.; Choe, J.H.; Kim, D.W.; Park, J.R. A Hydrogen-Bonded Organic Framework (HOF) with Type IV NH3 Adsorption Behavior. Angew. Chem. 2019, 131, 16298–16301. [Google Scholar] [CrossRef]
- Shen, C.; Wang, P.; Shen, L.; Yin, X.; Miao, Z. NH3 Adsorption Performance of Silicon-Supported Metal Chlorides. Ind. Eng. Chem. Res. 2022, 61, 8616–8623. [Google Scholar] [CrossRef]
- Roberts, A.D.; Lee, J.M.; Magaz, A.; Smith, M.W.; Dennis, M.; Scrutton, N.S.; Blaker, J.J. Hierarchically Porous Silk/Activated-Carbon Composite Fibres for Adsorption and Repellence of Volatile Organic Compounds. Molecules 2020, 25, 1207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Z.; Wu, Y.; Liu, B.; Oh, S.C.; Fan, W.; Qian, Y.; Xi, H. Tuning the adsorption and separation properties of noble gases and N2 in CuBTC by ligand functionalization. RSC Adv. 2016, 6, 91093–91101. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Needle Number | Inner Diameter [mm] |
|---|---|
| 19# | 0.70 |
| 20# | 0.60 |
| 21# | 0.51 |
| 22# | 0.41 |
| 23# | 0.33 |
| 24# | 0.3 |
| Test Level | Rotation Speed [rpm] (Factor A) | Nozzle Size [mm] (Factor B) | Feeding Rate [mL/h] (Factor C) | Voltage [kV] (Factor D) |
|---|---|---|---|---|
| I | 4500 | 0.60 | 3000 | +6, −6 |
| II | 5500 | 0.51 | 3100 | +8, −8 |
| III | 6500 | 0.41 | 3200 | +10, −10 |
| Experiment No. | Rotation Speed (Factor A) | Nozzle Size (Factor B) | Feeding Rate (Factor C) | Voltage (Factor D) | Average Diameter of ECS Fibers [μm] |
|---|---|---|---|---|---|
| 1 | I | I | I | I | 5.51 |
| 2 | I | II | II | II | 4.16 |
| 3 | I | III | III | III | 3.42 |
| 4 | II | I | II | III | 3.79 |
| 5 | II | II | III | I | 4.88 |
| 6 | II | III | I | II | 3.88 |
| 7 | III | I | III | II | 3.65 |
| 8 | III | II | I | III | 2.55 |
| 9 | III | III | II | I | 2.68 |
| K1 | 4.363 | 4.317 | 3.980 | 4.357 | T = 34.52 |
| K2 | 4.183 | 3.863 | 3.543 | 3.897 | |
| K3 | 2.960 | 3.327 | 3.983 | 3.253 | |
| R | 1.403 | 0.990 | 0.440 | 1.104 | |
| Order of importance | A > D > B > C | ||||
| Optimal level | A3 | B3 | C2 | D3 | |
| Experiment No. | Rotation Speed (Factor A) | Nozzle Size (Factor B) | Feeding Rate (Factor C) | Voltage (Factor D) | Standard Deviation of Average Diameter [μm] |
|---|---|---|---|---|---|
| 1 | I | I | I | I | 1.67 |
| 2 | I | II | II | II | 1.62 |
| 3 | I | III | III | III | 1.29 |
| 4 | II | I | II | III | 1.48 |
| 5 | II | II | III | I | 2.01 |
| 6 | II | III | I | II | 1.85 |
| 7 | III | I | III | II | 1.48 |
| 8 | III | II | I | III | 0.75 |
| 9 | III | III | II | I | 1.67 |
| K1 | 1.53 | 1.54 | 1.42 | 1.48 | T = 12.91 |
| K2 | 1.78 | 1.46 | 1.29 | 1.65 | |
| K3 | 1.00 | 1.3 | 1.59 | 1.17 | |
| R | 0.78 | 0.24 | 0.31 | 0.48 | |
| Order of importance | A > D > C > B | ||||
| Optimal level | A3 | B3 | C2 | D3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Cai, K.; Xu, G.; Xie, Y.; Huang, P.; Zeng, J.; Zhu, Z.; Luo, J.; Hu, H.; Zhao, K.; et al. Large-Scale and Highly Efficient Production of Ultrafine PVA Fibers by Electro-Centrifugal Spinning for NH3 Adsorption. Materials 2023, 16, 2903. https://doi.org/10.3390/ma16072903
Ma Y, Cai K, Xu G, Xie Y, Huang P, Zeng J, Zhu Z, Luo J, Hu H, Zhao K, et al. Large-Scale and Highly Efficient Production of Ultrafine PVA Fibers by Electro-Centrifugal Spinning for NH3 Adsorption. Materials. 2023; 16(7):2903. https://doi.org/10.3390/ma16072903
Chicago/Turabian StyleMa, Youye, Kanghui Cai, Guojie Xu, Yueling Xie, Peng Huang, Jun Zeng, Ziming Zhu, Jie Luo, Huawen Hu, Kai Zhao, and et al. 2023. "Large-Scale and Highly Efficient Production of Ultrafine PVA Fibers by Electro-Centrifugal Spinning for NH3 Adsorption" Materials 16, no. 7: 2903. https://doi.org/10.3390/ma16072903
APA StyleMa, Y., Cai, K., Xu, G., Xie, Y., Huang, P., Zeng, J., Zhu, Z., Luo, J., Hu, H., Zhao, K., Chen, M., & Zheng, K. (2023). Large-Scale and Highly Efficient Production of Ultrafine PVA Fibers by Electro-Centrifugal Spinning for NH3 Adsorption. Materials, 16(7), 2903. https://doi.org/10.3390/ma16072903